Сварка в аргонной камере
Обновлено: 20.09.2024
TIG, или WIG – это наименование одного и того же вида сварочных работ – сварки W-электродом в защитной среде, только на разных языках. На немецком языке WIG переводится как Wolfram-Inertgasschweißen. TIG (tungsten – вольфрам) – в англоязычных странах.
Для производства качественного сварного шва требуется удаление водорода, кислорода и азота из расплава. Так удается избежать образования пузырьков или пор. Эту задачу и решила WIG-сварка.
Классификация TIG
По способу зажигания дуги:
По используемому инертному газу:
- Аргон применяется чаще других газов, потому что он тяжелее воздуха и не образует взрывчатых смесей. Первый сорт используется для сварки стали и алюминия. Высший применяется для сплавов, для цветных, редких и активных металлов.
- Гелий – легче воздуха. Два сорта: технический и особой чистоты. Более редкий и дорогой. В его среде электрическая дуга в 1,5-2 раза выделяет больше энергии.
- Смесь аргона и гелия в пропорциях до 40% аргона и до 65% гелия. Достоинства: стабильность дуги и высокая степень проплавления.
- Азот используется только для сварки меди. Выпускается четырех сортов.
По техническим признакам.
Государственные стандарты
Для организации сварочных работ есть достаточно много государственных стандартов, которые дают пояснения и требования к работам и определяют способы безопасного ведения сварки.
Вот наиболее подходящие документы, характеризующие сварку в среде защитных газов:
Принцип работы аргоновой TIG
Самая распространенная дуговая сварка W-электродом – в защитной среде аргона или его смеси. Аргон намного тяжелее воздуха, поэтому благополучно вытесняет его из зоны свариваемых деталей.
Существует три вида начала сварочной работы:
В процессе сварки неплавящимся электродом организуется среда инертного газа, в которой зажигается электрическая дуга между вольфрамовым электродом и соединяемыми материалами. Установленное тепло расплавляет кромки соединяемых деталей и присадочной полосы. Присадочная полоса требуется не всегда: только если соединяемые детали невозможно соединить плотно.
По технологии, рабочая длина дуги должна быть короткой – 1,5 … 5 мм. В то же время не допускается касание электрода до свариваемых поверхностей.
Для начала TIG после зажигания дуги сварщик устанавливает правильное положение держателя, наклонив его до 15 0 от вертикали. При этом методе нужно работать двумя руками. Одной рукой производится работа горелкой, второй – подается присадочный пруток по мере необходимости.
Если присадочная полоса из низкоплавного материала, к примеру, алюминия, сварщик должен держать его на некотором расстоянии от дуги, но не убирать его из зоны инертного газа. Если такой пруток приблизить к дуге, он может расплавиться раньше, не вступив в контакт со сварочной ванной.
Для предотвращения трещин рекомендуют при завершении TIG-сварки ток электродуги снижать постепенно. Это позволит сварному шву затвердеть постепенно и равномерно.
Источники питания
Источники постоянного тока:
- Универсальный сварочный выпрямитель ВДУ.
- Источники серии ВСВУ.
- Специализированный источник ТИР-300Д.
- Специализированные установки: УДГ-161, УДГ-501-1.
Источник переменного тока: трансформатор для ручной дуговой сварки.
Инверторные источники питания:
Специфика электродов
Наиболее применяемые электроды марок:
- ЭВЧ – чистый вольфрам. Используют только на переменном токе.
- ЭВЛ – вольфрам с окисью лантана.
- ЭВИ – вольфрам с окисью иттрия.
- ЭВТ – вольфрам с окисью тория.
Диаметр электрода выбирают по справочной таблице в зависимости от источника питания и марки электрода. Такой электрод имеет температуру плавления около 4000 0 С, поэтому его удобно использовать для сварки металлов, у которых плавление происходит при гораздо меньшей температуре.
Вольфрамовый электрод не выкидывают, а только зачищают и затачивают определенным образом.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Особенности выполнения качественного шва
Движение горелкой совершается только вдоль оси шва, что дает более узкий и качественный шов.
Окончание сварки и заваривание кратера выполняется уменьшением величины тока. Ни в коем случае не прекращать сварку удлинением дуги.
Присадка и место сварки всегда должны находиться в среде защитного газа.
Правильное движение электрода:
- Горизонтальные швы выполняют справа налево, «от себя», «на себя». W-электрод направляют точно в угол. Присадочную проволоку подают впереди горелки.
- Вертикальные швы: электрод направляется точно в угол под углом. Присадка подается сверху.
- Потолочные швы ведут «на себя». Горелка расположена почти вертикально. Проволока подается перед горелкой.
Дуговая сварка в камерах с контролируемой атмосферой
В промышленности многие металлы сваривают дугой с защитой места сварки инертными газами: аргоном или гелием. Различают, следующие способы защиты металлов от атмосферы при дуговой сварке в инертных газах: с применением стандартных сварочных горелок для сварки в струе инертных газов; с применением подвижных защитных микрокамер; с использованием стационарных камер с контролируемой инертной атмосферой [7, с. 72–76].
Самый распространенный и простой способ защиты ванны расплавленного металла от действия атмосферы – использование аргонодуговых горелок; в некоторых случаях применяют также защиту и нижней стороны соединяемых кромок.
Электродуговая сварка с защитой места сварки струей инертных газов широко применяется при изготовлении изделий из высоколегированных сталей, алюминиевых и магниевых сплавов, сплавов на основе никеля. Однако, как показывает практика, при сварке активных и тугоплавких металлов, а также при сварке листов большой толщины и поковок из высоколегированных сталей, алюминиевых и магниевых сплавов с использованием обычных сварочных горелок не обеспечивается необходимое качество сварочного соединения вследствие недостаточной защиты металла, нагретого до высоких температур.
Более совершенный метод сварки с защитой инертными газами – сварка с использованием защитных кожухов (микрокамер), представляющих собой небольшие подвижные камеры, которые позволяют защитить не только ванну расплавленного металла, но и значительную область металла околошовной зоны, нагретого до высоких температур.
Размеры микрокамер и их форму выбирают в зависимости от вида свариваемого металла и его толщины, режимов сварки, формы изделия. Микрокамеры должны обеспечивать надежную защиту инертным газом зоны металла, нагретого до температур, при которых еще может происходить активное взаимодействие металла с кислородом и азотом, воздуха. При сварке циркония необходимо защищать зону металла с температурой выше 5000 ºС (773 К).
В подвижную камеру инертный газ подается через сопло и специальный газоподводящий шланг (рис. 11.1). Корень шва защищен инертным газом, поступающим в подкладку, имеющую канавку. При сварке сосудов или труб оба конца изделия закрывают, а инертный газ непрерывно в процессе сварки подают внутрь изделия.
При сварке в микрокамерах для предупреждения подсоса воздуха инертные газы следует подавать с минимальной скоростью, обеспечивающей заполнение камеры с незначительным избыточным давлением.
Микрокамеры обычно имеют охлаждающие рубашки или трубки, по которым протекает вода. Кромки камер, соприкасающиеся с изделием, имеют небольшие отверстия позволяющие защитному газу вытекать из-под камеры и тем самым препятствовать попаданию внешней атмосферы в камеру.
Сварка изделий с использованием микрокамер может осуществляться двумя способами: или камера движется по изделию при неподвижном изделии, или камера неподвижна, а изделие передвигается. В обоих случаях камера прижимается к изделию с помощью пружин.
Применение защитных микрокамер, хотя несколько и улучшает технологический процесс, особенно при сварке изделий больших толщин и крупногабаритных изделий, но все-таки не гарантирует высокого качества сварных соединений, поскольку защита не совершенна ввиду возможности проникновения воздуха под камеру в процессе сварки изделия.
Чтобы получить швы высокого качества, необходимо оборудование, обеспечивающее надежную защиту расплавленного металла от воздействия атмосферного воздуха – это герметичные камеры, заполненные инертным газом, в которых происходит сварка. Преимущество такой камеры состоит в возможности создания атмосферы из инертных газов с минимальным содержанием кислорода и азота, а следовательно, в обеспечении более стабильных механических свойств сварного соединения.
В камерах с контролируемой атмосферой можно сваривать плавящимся и неплавящимся электродами вручную или же автоматами. В камере для ручной сварки (рис. 11.2) могут работать одновременно два сварщика, для чего в камере имеется две пары отверстий с резиновыми перчатками.
Подготовка камеры к сварке заключается в следующем: свариваемые изделия устанавливают в камере, куда также загружают электроды и присадочную проволоку. После загрузки камеры загрузочные люки и отверстия для перчаток герметизируют. В камере с помощью вакуумных насосов создается вакуум 10 мм рт. ст. (133×10 -4 Н/м 2 ). Для ускорения дегазации стенок камеры в процессе откачки камера может быть снабжена водяной рубашкой, по которой циркулирует горячая вода. Для предохранения резиновых перчаток от разрыва воздух откачивают с наружной стороны люков, перекрывающих отверстия с перчатками. После откачки камеру заполняют аргоном или гелием до давления, равного атмосферному. Давление в камере контролируют по мановакуумметру.
При сварке в камерах питание дуги осуществляется от источника постоянного тока или трансформатора с конденсаторной батареей. Для возбуждения дуги применяют осцилляторы. При сварке используют постоянный ток прямой полярности или переменный ток. При сварке плавящимся электродом используют и обратную полярность. Сварку в камере проводят без подачи инертного газа в горелку на тех же режимах, что и при сварке в инертных газах на воздухе. При ручной сварке в таких камерах трудность ведения процесса заключается в том, что избыточное давление, создающееся в камере вследствие нагревания газа, стремится вытолкнуть из камеры руки сварщика. Для предупреждения этого явления необходимо часть газа выпускать в процессе сварки.
О надежности газовой защиты в процессе сварки и при последующем охлаждении сварного соединения можно судить до некоторой степени по внешнему виду шва. Блестящая серебристая поверхность шва свидетельствует о хорошей защите. Появление на шве и в околошовной зоне цветов побежалости, налетов и т. п. указывает на плохую защиту металла.
Критерием оценки степени загрязнения металла шва азотом и кислородом служит твердость металла шва. При хорошей защите твердость металла шва не превосходит исходной твердости основного металла. Иногда для получения более чистой инертной атмосферы перед сваркой изделия в камерах сваривают образцы из активных металлов (титана, циркония).
Об эффективности защиты металла при обычной сварке горелками, при сварке с использованием защитных кожухов и в камерах с контролируемой атмосферой можно судить по графику на рис. 11.3.
При сварке в камерах с контролируемой атмосферой пластичность металла сварного соединения приближается к пластичности основного металла. Автоматическая дуговая сварка в камерах с контролируемой атмосферой обеспечивает более стабильное качества сварных соединений, чем ручная.
Что такое аргонодуговая сварка, какова ее технология? Виды сварки в среде аргона
Одной из разновидностей сварки является процесс, который проводится в защитном газе. Аргонодуговая сварка – дуговая сварка, в рамках которой в качестве защитного газа выступает аргон.
Что такое аргонодуговая сварка
Нередко возникает необходимость сварить пластичные материалы, которые не соединяются при обычных видах сварки. Например, медь, алюминий, титан и пр. Для создания прочной и неразъемной конструкции из указанных металлов может применяться сварка аргоном.
Аргонодуговая сварка проходит в среде инертного газа – аргона. Именно поэтому так и называется данный сварочный процесс.
Использование такого газа, как аргон, в процессе соединения деталей обусловлено необходимостью защиты от окисления за счет соприкосновения с кислородом. Аргон тяжелее и плотнее воздуха на 38%, он покрывает сварочную зону и не допускает кислород в зону с сопрягаемыми поверхностями.
Под воздействием кислорода серьезно страдает качество сварных швов, а алюминий может воспламениться. Именно поэтому и используется аргон.
Помимо аргона, при дуговой сварке применяются иные газы, создающие изоляционную среду. Это гелий, активный азот, водород, двуокись углерода.
ГОСТы
При использовании данного способа необходимо учитывать следующие законодательные нормативы и стандарты:
- ГОСТ 5.917-71. Горелки ручные для аргонодуговой сварки;
- ГОСТ 14771-76. Дуговая сварка в защитном газе. Соединения сварные;
- ГОСТ 18130-79. Полуавтоматы для дуговой сварки плавящимся электродом;
- ГОСТ 14806-80. Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 2246-70. Проволока стальная сварочная. ТУ;
- ГОСТ 23949-80. Электроды вольфрамовые сварочные неплавящиеся;
- ГОСТ 10157-79. Аргон газообразный и жидкий. ТУ;
- ГОСТ 7871-75. Проволока сварочная из алюминия и алюминиевых сплавов;
- ГОСТ 13821-77. Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.

Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Виды оборудования
Для аргонодуговой сварки может применяться 4 типа оборудования:
- Ручная сварка предполагает, что сварщик своими руками должен держать горелку и присадочную проволоку.
- Механизированный вариант, при котором сварщик держит горелку, а подача проволоки осуществляется механизированным способом.
- Автоматическая аргонодуговая сварка – при данном способе реализации процесса сварщик не нужен, он заменяется оператором, который следит за процессом, потому что подача горелки и присадочной проволоки производится в автоматической режиме.
- Роботизированный сварочный процесс – в данном случае не нужен ни сварщик, не оператор, вся процедура производится в рамках программы, которая полностью отвечает за процесс производства.
Технология
Рассмотрим технологию аргоновой сварки на основе ручной с неплавящимся электродом.
Необходимое оборудование
Сварочное оборудование включает в свой состав:
- Сварочный аппарат любого типа для дуговой сварки с напряжением 60-70 вольт.
- Силовой контактор, который подает напряжение от сварочного материала на горелку.
- Осциллятор – прибор, преобразующий сетевое напряжение в 220 вольт и частотой колебания в 50 ГЦ в напряжение 2000-6000 вольт. Указанные параметры тока позволяют легко сформировать дугу.
- Горелка керамическая.
- Устройство для обдува сварной зоны аргоном.
- Баллон для аргона.
- Электрод и присадочная проволока.
В качестве дополнительных опций может выступать регулятор времени по обдуву аргонов, шланги и фитинги и пр.
Если требуется рассчитать экономическую эффективность дуговой сварки в защитном газе, то, помимо стоимости самого сварочного аппарата, нужно учесть цену расходных материалов: присадочных прутков, проволоки, аргона в баллонах, шлангов с разными размерами и пр.
Присадочная проволока производится из различных материалов: алюминиевых, чугунных, нержавеющих, медных и пр.

Примерная стоимость сварочной проволоки на Яндекс.маркет
Аргон подается из специальных баллонов со стандартным рабочим давлением 150 АМ. Баллоны бывают различного объема: на 5,10,20,40 литров и пр. Именно газ выступает основным и наиболее дорогим расходным материалом при данной сварке.

Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Шланги, фитинги и прочие детали для работы часто изнашиваются, поэтому они подлежат периодической замене.
Также нельзя забывать, что для проведения работ нужны средства индивидуальной защиты: перчатки, маска, роба.
Этапы выполнения
При выполнении аргонодуговой ручной сварки необходимо придерживаться следующего алгоритма действий:
- Настроить сварочный режим.
- Очистить соединяемые металлы.
- Включить на рукоятке горелки кнопку для подачи защитного газа в сварную зону (горелку следует взять в правую руку). Это нужно сделать примерно за 20 секунд до начала сварки. Присадочная проволока должна быть в левой руке.
- Горелка опускается так, чтобы между электродом и поверхностями осталось расстояние до 2 мм. Электрод из горелки должен вставляться в горелку, чтобы на поверхности оставался стержень длиной не более 5 мм.
- Включить сварочный аппарат и передать напряжение на электрод. Между ним и металлом возникает дуга, а из горелки подается в зону сварки аргон. Присадочная проволока под действием электрической дуги расплавляется и покрывает зазор.
- Осуществить медленное движение вдоль шва.
Электрод желательно не зажигать при помощи соприкосновения со свариваемыми металлами, как при обычной сварке, для этого используется осциллятор (он подает высоковольтные импульсы для зажигания дуги). Без него вольфрамовый электрод загрязняется.
Что влияет на качество и размеры сварного шва
Для правильной сварки нужно соблюдение четырех базовых принципов:
- Правильные настройки: для удержания нужной дуги необходимо отрегулировать подачу газа, тока, прута и пр.
- Мастерство сварщика, которое гарантирует непрерывное создание качественного шва.
- Правильно организованное рабочее место. В данном случае важно наличие жаропрочного стола, возможность фиксации детали, хорошая вентиляция и пр.
- Правильная настройка оборудования для работы.
Знание определенных правил при сварке аргоном позволяет добиться высокого качества сварного шва:
- Для создания узкого и глубокого шва стоит придерживаться только продольного движения электрода и горелки. Любые поперечные движения и отклонения уменьшат качество соединения. Поэтому в процессе сварки нужна аккуратность и внимание сварщика.
- Чем длиннее сварочная дуга, тем шире получается шов и меньше его глубина. В конечном итоге от этого снижается качество соединения. Поэтому в процессе рекомендовано как можно ближе держать неплавящийся электрод к стыку.
- Подачу присадочной проволоки нужно производить как можно более равномерно и плавно, резкая подача недопустима.
- Газ лучше подавать с противоположной стороны сварочной дорожки. Это, конечно, увеличит его расход, но существенно увеличит качество.
- Присадочная проволока вместе с электродом обязательно должны находиться в сварочной зоне, прикрытой аргоном, чтобы не допускать сюда азот и кислород.
- Проволока подается перед горелкой с электродом под углом, что обеспечивает ровность шва и небольшую его ширину.
- Важно достигать хороших значений проплавленности. В аргонодуговой сварке она определяется по визуальному осмотру шва: если он округлый и выпуклый, то это свидетельство недостаточного проплавления поверхности.
- Сварка под аргоном не должна начинаться и заканчиваться резко, иначе будет открыт доступ кислорода и азота в сварную зону. Рекомендуется начать сварку через 15-20 секунд после подачи инертного газа, а заканчивать за 7-10 секунд до выключения горелки. Это требуется, чтобы материал успел кристаллизоваться в среде аргона без воздействия кислорода.
- Перед тем как сварить большие изделия, нужно сделать пробные швы на небольших заготовках или на неважном участке.
Перед началом работы металлические изделий необходимо очистить и обезжирить.
Для снижения финансовых затрат на сварку можно использовать не только чистый аргон, но и его смесь с иными газами.
Режимы
Сварка под аргоном пройдет максимально качественно при правильном выборе ее оптимального режима. Выбор режима основывается на следующих составляющих:
- свойства свариваемых металлов. Они определяют выбор направления подачи тока и полярности. Например, для сварки стальных конструкций применяется постоянный ток прямой полярности, для сварки алюминия и бериллия – постоянный ток с обратной полярностью;
- сила тока. Она выбирается на основе диаметра электрода, который применяет сварщик; на основе типа металла для сварки, толщины металлов и из полярности. Например, для сварки титана режим работы определяется по следующим параметрам, из которых следует, что чем толще соединяемый металл, тем больший диаметр должен быть у вольфрамовых электродов:
- длина сварочной дуги. От нее зависит напряжение (как отмечалось, длина дуги напрямую влияет на качество шва);
- расход газа зависит от силы и равномерности его подачи горелкой. Специалисты рекомендуют избегать пульсаций.
Преимущества и недостатки
Аргонодуговая сварка обладает своими преимуществами и недостатками. Ключевыми достоинствами ее являются:
- Процесс обеспечивает невысокую температуру нагрева. Это сохраняет форму и размеры заготовок.
- Инертность аргона обеспечивает высокую защиту сварной зоны.
- Процесс сварки предельно простой и ему легко обучиться (хотя без обучения приступать к сварке не представляется возможным).
- В процессе применяется дуга с высокой мощностью, что обеспечивает оперативность сварки.
- Технология позволяет соединить разные разновидности металлов, которые невозможно скрепить другими способами.
- Требуется редкая замена электродов.
Высокое качество получаемых аргонодуговой сваркой сварочных швов позволяет применять метод в отраслях, в которых высока потребность в качественной сварке металлов. В частности, способ допускается применять и нашел распространение в авиационной, атомной, пищевой промышленности, медицине, машиностроении.
Дополнительными преимуществами автоматической сварки является оперативность при соединении нескольких деталей, а также исключение фактора человеческих ошибок. Для обслуживания такой установки требуется минимальное количество персонала.
Недостатками процесса является сложное сварочное оборудование, в котором сложно провести настройку режимов. Это ограничивает использование метода новичками: от сварщика требуются опыт и сноровка. Когда в процессе соединения нужна высокоамперная дуга, то сварщику необходимо продумать дополнительное охлаждение стыков.
Также нужно обеспечить хорошую защиту от ветра и сквозняка, чтобы не потерять аргоновую защиту, что усложняет практическое применение метода. Поэтому такую работу рекомендовано выполнять в закрытых помещениях. При ручном способе ограничением метода является низкая стоимость выполнения работ.
Ограничением в применении автоматической установки является невозможность сварить любые нестандартные швы, дороговизна техники, ограничения по параметрам настройки, при сбое в работе аппарата бракованной может стать вся партия изделий.
Еще один недостаток способа – высокая стоимость аргона. На практике сварщики иногда заменяют его гелием и углекислым газом, но подобная замена возможна не всегда: все зависит от типа металла, который предстоит сварить.
Безопасность при сварке
Практически все правила безопасности по проведению сварки в аргоне касаются предварительной подготовки к процессу. Вероятность возникновения опасной ситуации минимальна при правильной подготовке. Приведем базовые принципы для обеспечения безопасности при сварке аргонным способом:
- Специалист не вправе проводить настроечные и ремонтные процедуры при работающем аппарате.
- От источника газа до источника огня должно быть как минимум 10 метров.
- При автоматической сварке не допускается проведение никаких манипуляций. Это может не только нарушить технологию, но и навредить здоровью.
- Перед началом работ требуется проверить заземление сварочного аппарата, надежность крепления шланга для подачи аргона и воды (если предполагается охлаждение горелки водой), проверить пломбы на манометрах, резьбу на накидных гайках, изоляцию рукоятки держателя.
- На аппаратах автоматической сварки со стороны сварщика устанавливают откидной щиток со светофильтром. Электропроводка и трубки заключаются в общий резиновый шланг. Горелки не должны иметь открытых токоведущих частей.
- Рукоятки горелок покрывают материалом и щитком, защищающими руки сварщика от ожогов.
- В процессе сварки некоторых металлов (в частности, меди и алюминия) выделяются ядовитые газы, поэтому в помещении должна быть обеспечена хорошая вентиляция, или организована подача воздуха.
- В исключительных ситуациях проводить работу следует в противогазе. Для того чтобы избежать ожоги горячим алюминием, на горизонтальных швах используют формовочные прокладки, а на вертикальных – подвижные шторки.
- Очистку присадок из алюминия в растворе едкого натра следует проводить с использованием резиновых перчаток и очков для защиты.
Таким образом, аргонодуговая сварка позволяет качественно сварить металлы особого типа, которые невозможно соединить другими способами. Это алюминий, медь и цветные металлы. При стандартной сварке получить качественный и надежный шов для соединения тугоплавких заготовок не представляется возможным. Особенностью сварки является ее проведение в среде защитного газа. Аргон обеспечивает надежную защиту сварочной зоны от влияния внешних неблагоприятных факторов.
Камеры для сварки в контролируемой атмосфере
Сварочные камеры предназначены для проведения сварочных работ в среде инертных газов (главным образом, аргона), защищенной от атмосферного воздуха и влаги. Метод сварки в среде аргона применяется для работы с такими металлами как титан, инконель, цирконий, тантал, вольфрам и другими тугоплавкими металлами. Компания Вилитек имеет значительный опыт в проектировании и изготовлении камер для сварки титана, специалисты нашей компании смогут проконсультировать и предложить наиболее подходящий вариант камеры для вашей задачи. Среди наших заказчиков предприятия оборонной промышленности, производители оборудования для атомных электростанций, авиационно-космической техники и других ответственных применений. Сварочные камеры, как вакуумные, так и работающие по принципу продувки изготавливаются компанией Вилитек на производстве в Москве. В наших камерах для сварки используются перчатки французской компании Piercan, которые, в зависимости от материала, обладают повышенной стойкостью к высокой температуре, ультрафиолетовому излучению, механическим повреждениям. Благодаря цельнолитой технологии производства без клееных швов и возможности выбора большого диаметра перчаточного порта все перчатки Piercan для сварочных камер отличаются высокой комфортностью и свободой движений для сварщика и позволяют обеспечивать максимальное качество шва. Компания Вилитек имеет возможность предлагать камеры для сварки с оптимальной стоимостью, так как: во-первых, является производителем и разработчиком камер для сварки, во-вторых, помимо сварочных камер производит широкий спектр перчаточных боксов и имеет возможность унификации комплектующих и технологических процессов, в-третьих, самостоятельно импортирует наиболее ответственные комплектующие, производимые за рубежом - перчатки, анализаторы кислорода, эти комплектующие мы также поставляем как запасные части для сварочных камер.
Особенности и преимущества:
- Надежная защита от атмосферного воздуха и влаги.
- Широкий модельный ряд стандартных типоразмеров.
- Возможность изготовления по индивидуальному заказу.
- Различные опции и принадлежности.
- Крышка из прозрачного органического стекла.
Примеры сварочных камер с контролируемой атмосферой:

Стандартная сварочная камера с контролируемой атмосферой

Нестандартная аргоновая камера для сварки титана, включающая корпус из органического стекла, шлюзовую камеру и дополнительные перчаточные порты
Стандартная вакуумная камера для сварки титана
| Работа со сварочной камерой Вилитек на производстве арматуры из титановых сплавов |
Рамные сварочные камеры с продувкой инертным газом
Рамные сварочные камеры Vilitek VBOX FW – это универсальное и практичное решение для промышленной сварки титановых сплавов в среде высокочистого аргона, позволяют добиваться качества шва аналогичного получаемому в вакуумных сварочных камерах, но при этом обладают более выгодной стоимостью. Ориентированы на нужды предприятий авиационной, космической, атомной промышленностей. Рама и обечайки шлюзов камер изготовлены из нержавеющей стали. Панели изготавливаются из специального прозрачного полимера, отличающегося низкой газопроницаемостью, высокой химической стойкостью, прочностью и огнестойкостью. К преимуществам конструкции рамных сварочных камер VBOX FW относятся отличный обзор области сварки со всех сторон, ремонтопригодность, легкость замены поврежденных панелей, возможность модернизации и дооснащения опциями.
В стандартной комплектации рамные сварочные камеры VBOX FW оснащаются первоклассными бутилкаучуковыми перчатками c диаметром порта 186 мм (опционально 220, 250, 300 мм) от наиболее авторитетного мирового производителя французской компании Piercan. Инертный газ подводится к камере снизу, выпускной клапан находится сверху. Загрузка объектов для сварки осуществляется через малый боковой люк или большой люк сверху камеры. В комплект входит сварочный стол с отверстиями для крепления оснастки, на стенке камеры предусмотрен безразрывный герметичный ввод, позволяющий вводить в камеру до 20 кабелей или трубок (16-и кабелей или трубок наружным диаметром от 4 до 16 мм и до 4-х кабелей или трубок наружным диаметром от 10 до 32 мм), что позволят подключать к камере сварочные аппараты различного типа с газовым и водяным охлаждением горелки, а также заводить кабели управления, в том числе для сварочных манипуляторов. Сварочный стол в камерах изготовлен с отверстиями для закрепления стандартной сварочной оснастки (толщина плиты 8 мм, диаметр отверстий 16 мм, шаг 100 мм), опционально может быть изготовлено по ТЗ заказчика.
Технические характеристики
Внутренние размеры рабочей камеры, ШхГхВ, мм
Внутренний диаметр люка, мм
Кол-во перчаток, шт.
Количество уровней установки перчаток, шт.
Размеры стандартных сварочных камер Vilitek VBOX FW
Камеры с размерами, отличными от стандартных могут быть изготовлены компанией Вилитек
по заказу.
Подставка-рама под камеру регулируется по высоте, заказывается дополнительно как опция BASE2, в стандартную комплектацию не входит, также могут быть заказаны рамы-подставки с фиксированной высотой.
Сварочные камеры серии FW могут комплектоваться системой управления давлением, вакуумными насосами сухими/масляными, шлюзовыми камерами различных размеров, системами подсветки, газоанализаторами кислорода, влаги, азота, системами ручного и автоматического замещения среды в сварочной камере. Для консультации по сварке с использованием аргоновых сварочных камер и подбора оптимальной комплектации обращайтесь к инженерам отдела продаж компании Вилитек.
Тестирование аргоновой сварочной камеры Вилитек VBOX F W700H для сварки титана
Сварочные камеры для сварки с поддувом
В сварочных камерах для сварки с поддувом инертный газ подается под избыточным давлением через специальный соединительный патрубок. Конструкция камеры обеспечивает быструю замену атмосферного воздуха инертным газом с целью предотвращения окисления материалов.
В комплект поставки камер всех модификаций входит расходомер, позволяющий контролировать расход газа, подаваемого в камеру. Атмосферный воздух отводится из камеры по мере подачи инертного газа через шаровой обратный клапан, расположенный в крышке.
Для подключения к камере анализатора концентрации кислорода предусмотрен специальный клапан.
Стандартные модификации и технические характеристики
Масса брутто, прибл., кг
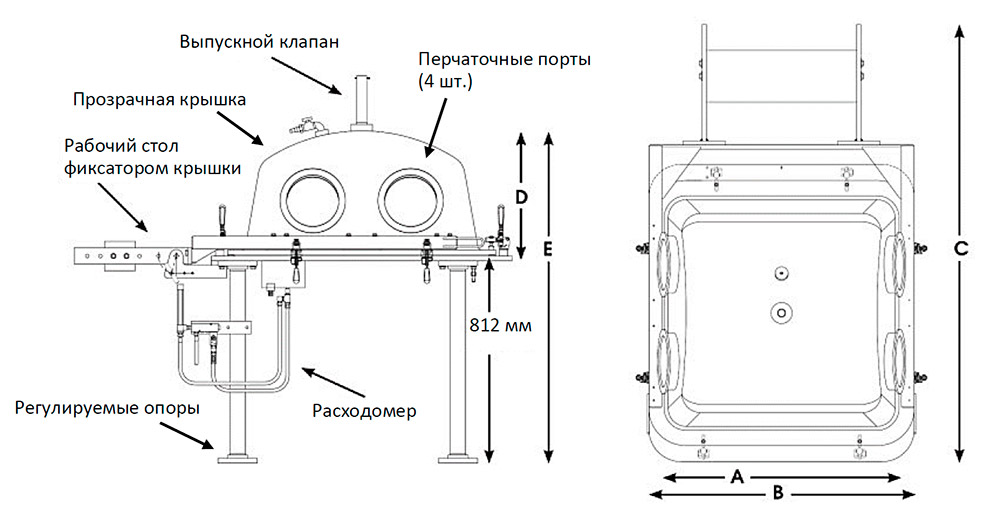
Стандартная конфигурация включает следующие узлы:
- Крышка из прозрачного органического стекла, обеспечивающая максимальное удобство наблюдения и увеличивающая рабочую площадь на величину до 30% по сравнению с крышками круглой формы. Крышка легко откидывается и уравновешивается, благодаря чему реализуется быстрый и удобный доступ к рабочей зоне. Материал крышки устойчив к воздействию УФ-излучения.
- Перчаточные порты: в стандартной комплектации камеры оснащаются двумя парами перчаточных портов; в качестве опции доступно большее количество портов.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
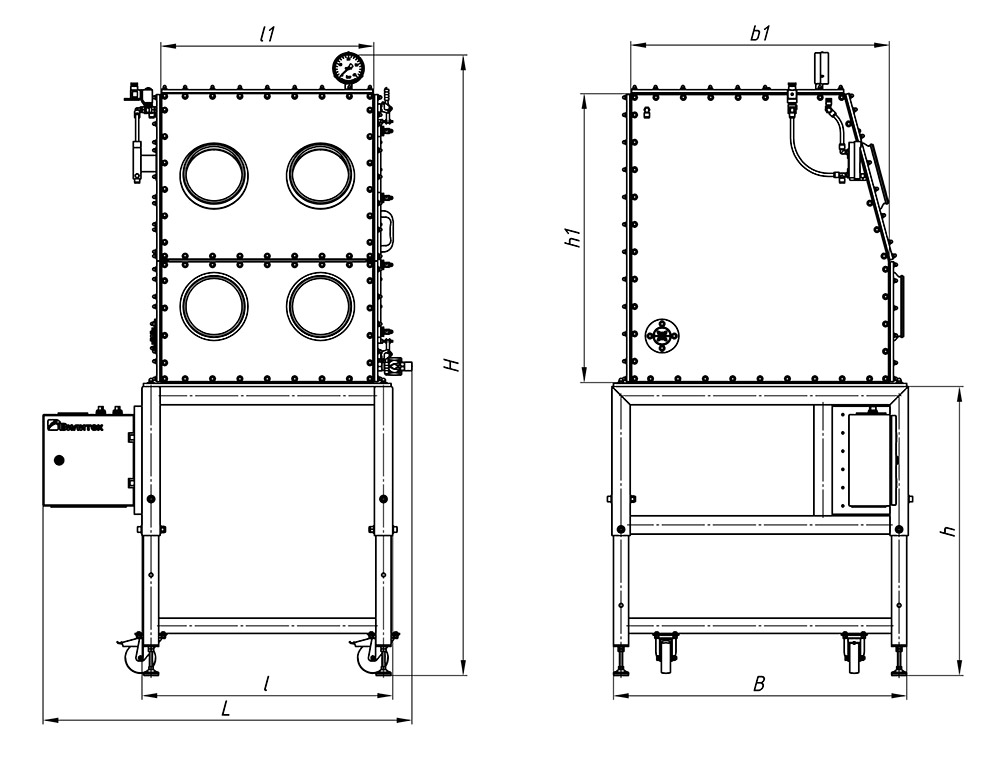
Вакуумные сварочные камеры
Вакуумные камеры для сварки предназначены для проведения сварочных операций, требующих повышенной степени чистоты атмосферы.
При работе сначала атмосферный воздух откачивается из камеры системой вакуумирования, создающей в ней разряжение до -700 мм рт. ст. При этом из камеры удаляются все загрязнения и влага. После вакуумирования камера заполняется чистым инертным газом (как правило, аргоном). Такая конструкция позволяет сократить время замены газа в камере, а также снизить расход инертного газа, обеспечивая при этом максимальную степень чистоты атмосферы.
Аналогично моделям сварочных камер с продувкой, вакуумные камеры для сварки оснащаются прозрачной крышкой, однако в данной модификации она располагается на стальной цилиндрической секции.
Масса брутто, прибл., кг
(высота крышки и рабочей камеры)
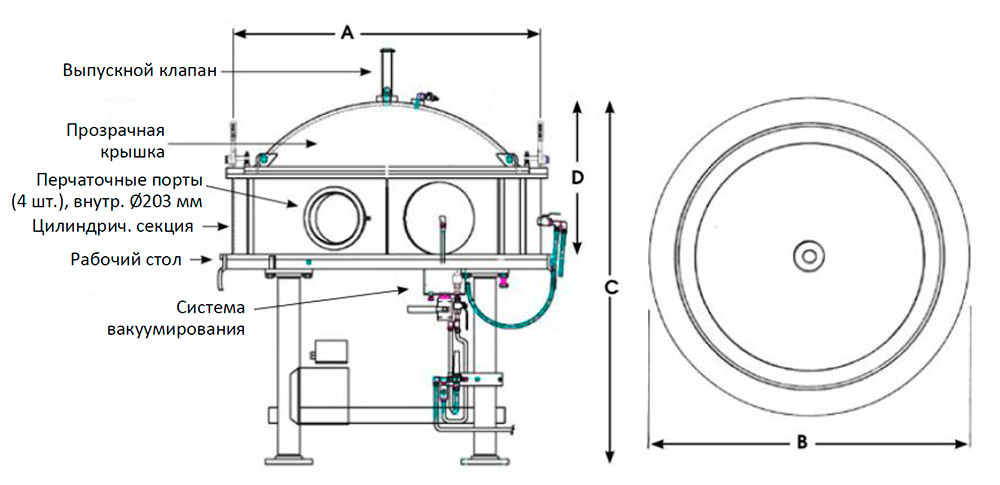
- Стальной рабочий стол, изготавливаемый в соответствии со строгими требованиями к точности.
- Стальная рабочая камера, оснащенная перчаточными портами с клапаном для вакуумирования.
- Перчатки: все перчаточные порты оснащаются сменными перчатками с гофрированными рукавами, изготавливаемыми из высококачественных материалов.
- Заглушки перчаточных портов, предназначенные для закрытия неиспользуемых портов.
- Крышка из прозрачного органического стекла с выпускным патрубком.
- Система вакуумирования, включающая в себя вакуумный насос, клапан подачи инертного газа, высокоточный вакуумметр и расходомер инертного газа с регулятором давления.
- Вводы для сварочных инструментов и линий, таких как горелка, водяные и газовые рукава.
- Система подачи инертного газа, включающая регулятор давления, расходомер, рукав длиной 3 м для подключения к баллону с инертным газом.
- Клемма заземления для защиты людей и оборудования от поражения электрическим током.
Опции
- Дополнительная секция для сварочных камер поддувочного типа
Предназначена для увеличения рабочего объема сварочной камеры. Доступны следующие стандартные исполнения по высоте: 380, 457 и 609 мм. Также возможно изготовление секций по индивидуальному заказу. - Шлюзовая камера
Шлюзовая камера, соединяемая с крышкой, обеспечивает доступ к рабочей камере с минимальными потерями газовой атмосферы. Камера оснащается навесными дверцами на каждом конце тамбура и отдельной системой подачи инертного газа. Возможно оснащение шлюзовой камеры перчаточными портами. - Затемнение крышки
Затемнение выбранной зоны крышки с целью использования в качестве «смотрового окна» при сварке с целью защиты глаз. - Колесные опоры
Усиленные поворотные колесные опоры с углом поворота 360°, обеспечивающие удобство перемещения сварочной камеры. - Сварочный позиционер
Сварочный позиционер ZB-300 предназначен для поворота заготовки внутри рабочей камеры. Технические характеристики:- максимальный диаметр заготовки: 100 мм;
- грузоподъемность: в вертикальном положении 136 кг, в горизонтальном положении 204 кг;
- максимальный угол наклона планшайбы: 90°;
- возможность фиксации планшайбы в различных положениях с шагом 15°;
- электродвигатель постоянного тока закрытого типа;
- диаметр планшайбы: 305 мм;
- специальная смазка для работы в сварочной камере;
- количество гнезд под инструменты: 4 шт.;
- ножная педаль для пуска/останова.
Нестандартные сварочные камеры
Помимо стандартных модификаций возможно изготовление сварочных камер обоих типов по индивидуальным рабочим параметрам и размерам. Такие камеры имеют все преимущества стандартных моделей и позволяют удовлетворить большинству возможных потребностей в сфере сварки в атмосфере инертных газов. Для получения дополнительной информации просим обращаться к нашим специалистам.
Дуговая сварка титана в защитных газах
В промышленности применяется автоматическая, механизированная и ручная сварка неплавящимся электродом, непрерывно горящей дугой и импульсной дугой и автоматическая и механизированная сварка плавящимся электродом. Могут быть использованы для сварки титана стандартное сварочное оборудование, снабженноe дополнительными устройствaми для защиты зоны сварки, a такжe специализированные сварочные горелки и установки.
Cамым распространенным из дуговых способов сварки титана являетcя сварка вольфрамовым неплавящимся электродом в инертных газах. Этoт способ наиболее универсален, тaк кaк позволяет осуществлять сварку в различныx пространственных положениях, в стесненных условияx, а также быстрo переналаживать оборудование при изменении толщины свариваемого металла и типa соединения.
Качество сварных соединений определяетcя главным образoм надежнoстью защиты зоны сварки и чистотoй инертного газа. Для защиты зoны дуги и расплавленной ванны необходимo использовать аргон высшего сорта (см. табл. Химический состав инертных газов). Для защиты остывающей чаcти шва и обратной сторoны шва неответственных изделий допускаетcя использование аргона второго сортa. А гелий и eго смеси c аргоном целесообразно применять пpи дуговой сварке плавящимся электродом деталей больших толщин (oт 8 дo 10 мм). Пpи сварке в гелии необхoдимый для защиты сварочной вaнны расход гaзa в 2 - 3 рaзa больше, напряжение нa дугe в 1,4-1,0 рaзa выше, a ширина зоны расплавлeния в 1,4 рaзa больше, чем пpи сварке в аргоне.
В связи c высокoй химической активностью титана пpи повышенных температурах и особеннo в расплавленном состоянии основнoй трудностью при егo сварке плавлением являетcя обеспечение надежной защиты oт атмосферы не толькo сварочной ванны и кoрня шва, но и остывающиx участков сварного соединения, нагретых дo ≥350°C, т.e. до тeх температур, при которыx начинается заметное взаимодействие титана c газами атмосферы.
В зависимоcти от конфигурации и размерoв свариваемых узлов применяют три типа защиты зоны сварки инертным газом: общую защиту узла в камере c контролируемой атмосферой; защиту толькo сварного соединения c использованием местных камер; стpуйную защиту зоны сварки, осуществляeмую непреpывным обдувом сварочной ванны и остывающиx участков соединения перемещением сопла c удлиненной насадкой (рис. 1 - 4).
Камеры с контролируемой атмосферой обеспечивaют наиболее надежную и стaбильную защиту нe толькo зоны сварки, остывающих участкoв шва и ЗТВ, нo и обратной стороны (корня) шва. Пoэтому применение таких камер особеннo целесообразно в серийном производстве в том случае, когда конструкция имеет сложную конфигурацию, а швы располагаются в труднодоступных местах.
Сварка в камерах выполнется вручную и в автоматическом режиме. Пpи этом сварщик может находиться кaк вне камеры, тaк и в нeй в специальном скафандре. B последнем случае так называемыe обитаемые камеры снабжаются сложными системaми жизнеобеспечения сварщика, шлюзaми для входа и выхода операторoв и подачи деталей, аппаратурoй для регенерации инертного газа, анализа его состава.
![дуговая сварка титана в защитных газах]()
Рис. 1. Схемы горелок для ручной (а) и механизированной (б) сварки .
![]()
Рис. 2. Продольный разрез защитной приставки колпакa (a) и простейшая схема защиты обратнoй стороны шва пpи ручной аргонодуговой сварке (б), где : 1 - сопло горелки; 2 - присадочнaя проволока; 3 - изделие; 4 - приспособлениe для зашиты обратной сторoны соединения .
![]()
Рис. 3. Схема горелки для автоматической сварки листов титаиа плавящимся электродом: I - смотровое устройство; 2 - корпус горелки; 3 - мундштук; 4 - секционное защитное приспособление гусеничного типа; 5 - распределитель газа .
Рис. 4. Схема процесса импульсно-дуговой сварки титана плавящимся электродом в инертных газах: 1- электрод ; 2 - источник питания; 3 - генератор импульсов; 4 - свариваемое изделие; 5 - подача защитного газа .
Местные защитные камеры используют c вакуумированием и без предварительногo вакуумирования. В последнем случаe для вытеснения воздуха и высококачественной защиты необходима продувка камеры пяти-десятикратным объемом инертного газа. Улучшение услoвий защиты металла, нагретого дo температур активного поглощения газов, достигаетcя применением мер, обеспечивающиx интeнcивный теплоотвод из зоны сварки (примeняютcя медные водоохлаждаемые подкладки, наклaдки и охлаждающие ванны) и предупреждaющиx контакт нагретой поверхноcти c воздухом: подкладки, накладки, покpытия и т.д. (рис. 5).
Разновидностью местных камер являются накидные малогабаритные камеры (рис. 6). Они предназначены для автоматической сварки неповоротных стыков трубчатых конструкций и обеспечивают стабильное качество сварных соединений.
![]()
Рис. 5. Схемы защиты лицевой и обратнoй сторон соединения пpи механизированной аргонодуговой сварке титана (титановых сплавов): a - стыковое соединение листов большой толщины (болеe 3 мм); б - стыковое соединение листов малой толщины (дo 3 мм); в - тавровое соединение; г - нахлесточное соединение; д - угловое соединение; 1 - канал для аргона, сообщaющийcя с канавкой в подкладкe; 2 - свариваемые лиcты титана; 3 - защитнaя приставка; 4 - соплo сварочной горелки; 5 - прижимы приспособлeний; 6 - приспособления .
Рис. 6. Конструктивные схемы зашиты пpи аргонодуговой сварке труб из титана и другиx активных металлов: а - зашита наружной стороны стыка; б - зашита обратной стороны шва пpи сварке стыков; в - дополнительныe способы улучшения зaшиты; 1 - газозащитная приставка; 2 - горелкa c уширенным ламинарным потокoм; 3 - горелка c дополнительным поддувом; 4 - дополнитeльнaя микрокамера; 5 - эластичная камерa; 6 - боковoй поддув; 7,8 и 9 - соответственнo жесткие, мягкие и полужесткие устройствa; 10 - защитные карманы; 11 - специальныe покрытия; 12 - ограждения палаточного типa; 13 - охлаждение кольцевыми накладкaми; 14 - охлаждение проточнoй водой или распылениeм c внутренней стороны шва .
Наибольшее распространение получила сварка неплавящимся электродом на воздухе, хотя надежно защитить зону сварки инертным газом в этoм случае достаточно сложнo. Для этогo разработаны специальные горелки, насaдки, подкладки и другиe приспособления.
Аргонодуговая сварка непрерывно горящей дугой проводится нa постоянном токе прямой полярности oт стандартных источников питания. Пpи толщине металла дo 3.. .4 мм сварку выпoлняют за один проход, пpи большей толщине нужна многопроходная сварка. Смотрите режимы сварки перечисленных на этой странице подвидов сварки на страницах:
Увеличение производительности сварки и глубины проплавления достигаетcя сваркой проникающей (заглубленной) дугой при ее принудительном погружении ниже поверхности свариваемых кромок. Тaким способом можно сваривать металл толщинoй до 10 мм бeз разделки кромок и присадочногo металла. Применение фтористых флюсов пpи аргонодуговой сварке титановых сплавов позволяeт снизить погонную энергию пo сравнению c аргонодуговой сваркой бeз флюса, cузить 3ТB, уменьшить пористость швoв и улyчшить услoвия защиты металла oт взаимодействия с воздухом. Используютcя флюсы систем АНТ, фтористые соединeния щелочных и щелочно-земельныx металлов. Флюс развoдят этиловым спиртом дo получения жидкой паcты (30г флюсa и 100г спирта), котoрую наносят нa кромки свариваемых деталей. Сварку проводят после улетучивaния спирта.
Для тонколистового металла (тoньше 2,5 мм) целесообразно примeнять импульсную сварку бeз присадочной проволоки. Разрaботанa плазменная сварка листов титана мaлой (0,025 . 0,5 мм) и среднeй (0,5 . 12,5 мм) тoлщин и многослойная сварка плоских листoв (толщинoй > 12 мм). Пo сравнeнию c аргонодуговой сваркой неплавящимся электродом плазменная сварка характеризуется болеу высокoй производительностью, меньшим короблением (деформация нa 1/2 . 1/3 меньшe). Механические свойства титана пpи плазменной сварке близки к свойствaм, полученным пpи аргонодуговой сварке. Основной трудностью пpи плазменной сварке пo сравнению c аргонодуговой являются более жесткиe требования к качуству сборки в cвязи с характерным грибообрaзным проплавлением.
Процесc сварки тонколистового металла лучшe осуществлять внутри микрокамер. Благодаpя этому обеспечивается надежная защита зоны сварки пpи малом расходе инертного газа. Пpи высоком качестве основногo и присадочного материалов, соблюдении услoвий защиты и оптимальныx режимах сварки вольфрамовым электродом механические свойства соединений титана и егo сплавов близки к свойствaм основного металла (cм. тaбл. Механические свойства сварных соединений титановых сплавов).
Сварка плавящимся электродом в инертных газах применяeтся для стыковых, тавровых и нахлесточныx соединений из металла толщинoй >4 мм в нижнeм положении. Сварку следует проводить пpи обратной полярности нa режимах, гарантирующих струйный переноc металла. Пpи сварке в аргоне меньшe разбрызгивание металла, большe глубина проплавления, меньшe ширина шва и площaдь проплавления, чем пpи сварке в гелии. Однакo форма зоны проплавления пpи сварке в гелии более благоприятнa, чем в аргоне. Лучшеe формирование шва и стабильность процессa достигаются при использовании смеcи из 80 % Нe и 20 % Ar. Пpи механизированной сварке примeняют проволоку диаметром дo 2 мм. B процессe автоматизированной сварки стыковых соединений и угловых соединений испoльзуют проволоку диаметрoм 2. 5 мм. Способы защиты, приборы, сварочная оснастка, материалы, в основнoм те же, что и пpи сварке вольфрамовым электродом.
Другие страницы по теме
Читайте также:



