Сварка в нижнем положении нахлесточных соединений
Обновлено: 20.09.2024
Нижние швы являются наиболее удобными для сварки, так как в этом случае капли электродного металла под действием собственного веса легко переходят в сварочную ванну и жидкий металл не вытекает из нее. Кроме того, наблюдение за сваркой при нижнем положении шва более удобно. (Рис.18)
Рис.18 Выполнение сварных швов в нижнем положении
Стыковые швы применяют для получения стыковых соединений.
При выполнении стыковых швов сварку ведут в четырех направлениях: слева направо, справа налево, на себя, от себя.
Наклон электрода 15° -25° от вертикали, и электрод в процессе сварки лежит в одной плоскости с металлом.
Угловые швы применяют для получения угловых, тавровых и нахлесточных соединений. Сварку угловых швов может производиться наклонным электродом и в лодочку.
При сварке углового шва, нижняя плоскость которого расположена горизонтально, возможен непровар вершины угла или одной, из кромок. Непровар может образоваться на нижнем листе, если начинать сварку с вертикального листа, так как в этом случае расплавленный металл стечет на недостаточно нагретую поверхность нижнего листа. На вертикальной же полке возможно образование подрезов.
Поэтому сварку таких швов начинают зажигая дугу на нижней плоскости в точке А, отступив от границы катета 3-4 мм. Затем дугу перемещают к вершине шва, задерживают для лучшего провара корня шва, поднимают вверх, проваривая вертикальную полку (Рис.19).
Электрод держат под углом 45° к поверхности свариваемых деталей, слегка наклоняя его в процессе сварки то к одной, то к другой плоскости.
Рис.19 Выполнение углового шва Рис.20 Выполнение углового шва в
При сварке угловым швом в «лодочку» (Рис.20) наплавленный металл располагается в желобе, образуемом двумя полками. Это обеспечивает правильное формирование шва и хороший провар кромок металла.
Лекция № 15 Технология выполнения сварных швов вертикальном, горизонтальном и потолочном положении.
Сварка в вертикальном положении (Рис.21).
Рис.21 Сварка вертикальных швов
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва.
Поэтому вертикальных швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного ток на10-15% по сравнению с нижним положением, а диаметр электрода ограничивают до 4 мм.
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (Рис.22а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1); затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
А б
Рис.22 Выполнение сварных вертикальных швов
В начале сварки (рис.22б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15° -20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
Сварка в горизонтальном положении (Рис. 23)
Сварка в горизонтальном положении представляет большие трудности, чем сварка в вертикальном положении.
Рис.23 Сварка в горизонтальном положении шва
При сварке стыковых соединений жидкий металл стекает сверхней кромки, при этом неизбежно образуется подрез. Для облегчения сварки скос кромки делают только у верхнего листа.
В большинстве случаев (особенно при сварке неповоротных стыков трубопроводов) горизонтальные швы выполняются ниточными валиками (без колебательных движений); сварочный ток снижают, и диаметр электрода ограничивают также, как и в вертикальном положении.


ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала.

Система охраняемых территорий в США Изучение особо охраняемых природных территорий(ООПТ) США представляет особый интерес по многим причинам.

Что делает отдел по эксплуатации и сопровождению ИС? Отвечает за сохранность данных (расписания копирования, копирование и пр.).

Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем.
Сварка в нижнем положении
При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих - применять электроды с большим диаметром.
На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок.
3.2 Сварка углового соединения
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге.
При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке»
Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное - чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход.
Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода.
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода - 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной.
Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва.
3.4 Сварка углового соединения (нахлесточного типа)
Для сварки нахлесточного соединения в нижнем положении при прямой полярности требуется поддерживать короткую сварочную дугу, а при обратной полярности - максимально короткую. Дуга должна быть направлена в корень соединения и расположена по направлению к горизонтальной поверхности пластины (свариваемого изделия). Во время сварки необходимо совершать небольшие возвратно-поступательные движения электродом. Эти колебания будут разогревать всю сварную область, что поможет равномерно заполнить всю сварочную ванну и получить полноразмерный выпуклый шов.
Угловые сварные швы в нижнем горизонтальном положении, при нахлесточном соединении образуют, угол в 90 градусов и при низкой высоте стенок угла до 10 мм, следует применять электроды диаметром до 10 мм, а так же не стоит производить поперечные колебания электрода из стороны в сторону. Для стенок углов свыше 10 мм применять метод описанный ранее.
Особенности сварочного соединения внахлест

Швы и соединения
Большинство металлоконструкций создается путем сварки. Такой способ помогает повысить надежность и прочность объекта. Одним из типов сварочных швов является нахлесточное соединение. Оно характеризуется минимальной чувствительностью к ошибкам при работе. Шов могут выполнить начинающие сварщики.

Что такое сварка внахлест
При формировании такого соединения листовые детали размещают параллельно. Край одной заготовки частично перекрывает кромку другой. Способ применяют для сварки листов высотой 4-8 мм. Размер нахлеста должен слегка превышать суммарную толщину деталей. Поверхности при выполнении нахлесточного шва не требуют сложной подготовки. Достаточно зачистки кромок. Листы проваривают с 2 сторон, что исключает вероятность проникновения воды в зазор.
При сварке внахлест заготовки прочно стягивают. Соединение делают косым, боковым, лобовым или комбинированным способами. Реже применяют заклепочные или прорезные швы.

Во втором случае прожигают отверстия в детали, расположенной сверху. После этого формируют кольцевой шов. При заклепочном соединении электрод ведут по периметру прорези в пластине.
Когда применяется соединение внахлест
Используют при работе с массивными деталями, перемещать которые с нужной точностью невозможно. Соединение внахлест нельзя применять при сварке заготовок, подвергающихся влиянию переменных нагрузок. Лобовые швы уместны при работе с листовыми конструкциями: обшивкой, емкостями, сосудами. Фланговые соединения предназначены для изготовления профильных объектов: стропил, колонн, мачт, подкрановых ферм. Швы с пазами и отверстиями используются для прикрепления настила к балкам.
Технологические требования
При формировании нахлесточного сварного соединения соблюдают следующие нормы:
- Согласно российским стандартам, внахлест можно укладывать арматурные пруты диаметром не более 2,5 см.
- При работе учитывают параметры электродов. Стержень диаметром 4-5 мм подойдет для сварки деталей толщиной 4-5 см.
- Нахлесточные швы выполняют ручным или полуавтоматическим аппаратом. Применяют контактные, ванно-шовные или электродуговые технологии.
- Соединение формируют длинными швами. Однако допустимо применение точечной сварки.

Разновидности соединений
Существуют 4 основных вида швов: одно- или двусторонние, со скосом кромок или без такового.
Одностороннее
В этом случае проваривают только 1 сторону шва. Соединение применяется при создании конструкций, эксплуатирующихся в нормальных условиях с минимальными нагрузками.
Двустороннее
Соединение проваривают с обеих сторон. Этот тип швов считается более распространенным. Он отличается повышенной прочностью и надежностью, может применяться при работе с конструкциями, испытывающими увеличенные нагрузки.
Со скошенными кромками
В этом случае часть краев срезают под нужным углом, величина которого подбирается с учетом толщины детали. Это способствует лучшему провару соединения.
Без скоса кромок
Метод используется при работе с тонкими металлическими листами. Необходимо достаточно глубокое залегание соединения.
Плюсы и минусы
К положительным качествам нахлесточного сварного соединения относятся:
- простота формирования;
- необязательность строгого соблюдения параметров и размеров (незначительные погрешности не сильно влияют на качество сварки);
- повышенная прочность соединения на разрыв;
- невысокая стоимость процесса.
Недостатками рассматриваемого способа сварки считаются:
- непереносимость динамических нагрузок (по этому качеству нахлесточные соединения уступают стыковым);
- необходимость усиления швов при работе с некоторыми типами конструкций;
- узкая специализация соединений (сварка внахлест редко используется при строительстве каркасов или создании приборов).
Особенности нахлесточного соединения
При сварке этим способом учитывают, что:
- Нахлесточный шов делают путем перекрытия поверхности одной детали частью другой. В стандартных условиях сварку выполняют по нижнему краю заготовки. Для повышения устойчивости к излому формируют вспомогательные швы в верхней части.
- Добавляемые к нахлесту соединения на чертеже имеют отдельные обозначения.
- Для усиления шва применяют дополнительные процедуры. По возможности нижний край прогревают и сгибают, после чего возвращают в прежнее состояние. Процедура усиливает связь, однако может ухудшать свойства металлов. Разогрев и загиб могут использоваться не для всех видов свариваемых деталей.

Параметры сварочного аппарата
Правильная настройка агрегата повышает качество шва. Рекомендованные параметры работы аппарата можно изучить с помощью таблицы.
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
| 1 | 25-40 | 1,5 |
| 2 | 60-70 | 2 |
| 3 | 90-140 | 4 |
| 4 | 120-160 | 4 |
| 5 | 150-180 | 4 |
| 6 | 160-220 | 4 |
| 7 | 220-300 | 5 |
| 8 | 280-340 | 5 |
| более 10 | от 400 | 5 |
Выбор электродов
При отсутствии разделанных краев размер стержня выбирают по указанной выше таблице. При срезании кромок корневой сварной шов формируют с помощью электрода диаметром 2-4 мм. Использование более толстых стержней нежелательно. Это способствует возникновению дефектов: непроваров, шлаковых включений.
Верхние слои соединения накладывают стержнем диаметром 4 мм. Если толщина заготовок превышает 1,2 см, возможно применение электрода диаметром 5 мм.
Для снижения температуры нагрева основного метала и риска появления трещин используют стержень диаметром 2 мм. Это способствует образованию тонкого валика.
Обозначение соединения на чертеже
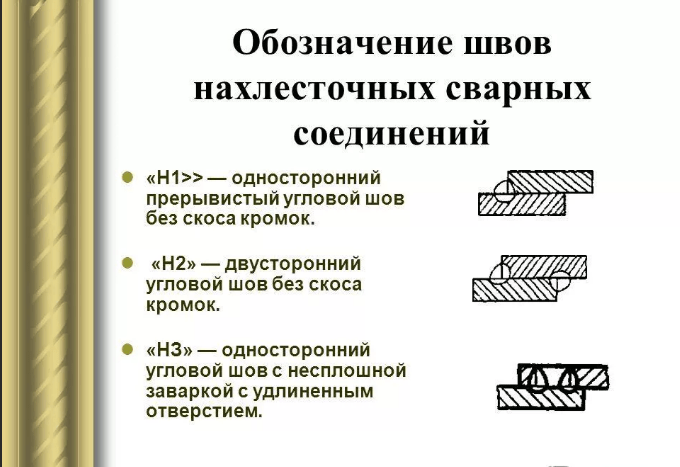
Для любых способов сопоставления деталей предусматриваются собственные отметки, с помощью которых сварщик понимает, какое соединение нужно делать. Нахлесточный сварной шов обозначают буквой Н. Ее ставят возле схематичного рисунка с параметрами. Нередко встречаются обозначения Н1, Н2. Цифра отражает номер соединения в классификации, использовавшейся при составлении чертежа.

Сваривание армирующего слоя внахлест
Для армирования металлопластиковых труб используют алюминиевую ленту. Ей можно придавать любые формы. Она устойчива к разрывам при любых технологиях сварки. Для улучшения свойств металл отжигают при температуре +360 °С, поэтому предъявляются особые требования к сварке ленты.
Если формируют нахлесточный шов, обрабатываемая зона нагревается до +330 °С, что меньше температуры плавления металла. Такая технология не ухудшает свойства алюминия.
При использовании стыкового соединения наблюдается перегрев сварочной ванны, из-за чего армирующий слой может потерять защитные качества.
Сварка в разных положениях
В зависимости от размещения деталей в пространстве выбирают контактную или дуговую технологию.
Электродуговой метод
Применяют в процессе сборки стальных конструкций. Сварка не вызывает затруднений при возможности перемещения заготовок. Сложности возникают, когда лист приваривается к металлическому потолку. В остальных случаях детали соединяют одинарным или двойным швом. Электродуговая технология исключает прожоги. При ее использовании к заготовкам не предъявляют строгих требований. Допустимы неточности в расчетах. Однако дуговой метод имеет и недостатки:
- перерасход металла, возникающий из-за наложения листов друг на друга;
- сниженная, по сравнению со стыковой сваркой, прочность;
- перерасход электродов из-за необходимости двустороннего сваривания.
Контактный способ сварки
Метод используется в производственных условиях. Шов приобретает хорошие эстетические качества, следы от электродов отсутствуют. Стержень ведут по краю кромки. Предварительная подготовка деталей не требуется. Сварочные точки не должны располагаться слишком близко к краю. Это же касается расстояния между элементами. Несмотря на эти требования, контактная сварка широко распространена в приборо- и машиностроении, производстве бытовой техники.
Частые виды брака при нахлесточном шве
При сварке этим способом иногда появляются такие недостатки:
- Непровары – недостаточность заполнения шва расплавом. Такой дефект уменьшает прочность шва. Они возникают из-за слабости тока, слишком высокой скорости сварки.
- Подрезы – канавки, идущие вдоль стыка. Возникают из-за удлинения дуги, расширения сварочной ванны, недостаточного прогрева металла.
- Прожоги – сквозные дефекты. Отверстия появляются при низкой скорости сварки, неправильном выполнении одностороннего скоса кромки, высокой силе тока.
- Поры – пустоты, располагающиеся по всей длине шва. Появляются при разрушении защитного газового облака.
Большинство дефектов устраняют путем повторной сварки с установкой правильных параметров работы аппарата.
Нахлесточное сварное соединение
Нахлесточный сварной шов относится к распространенным разновидностям сварных соединений, которые используются во многих сферах. Он применяется в тех случаях, когда соединяемые детали находятся параллельно друг другу и их поверхности плотно прилегают одна к другой. При таком расположении и обеспечивается нахлест деталей, благодаря которому их части перекрываются противолежащими. Наличие наложения помогает снять все возможные погрешности и упрощает работу мастеру. Нахлесточное сварное соединение может быть выполнено качественно даже начинающим сварщиком.
Обозначение нахлесточного шва идет по ГОСТ 2602-84, в котором указываются основные понятия, в том числе и стандартные швы. При производстве соединение внахлест обусловлено техническим заданием при конструировании изделия, но в домашних условиях такое соединение часто выбирают благодаря тому, что его можно легко сделать, даже не имея большого опыта в сварке.

Процесс сварки нахлесточным соединением
Область примененияПрименяются такие соединения в тех местах, где требуется достигнуть максимальной прочности на растяжение. Здесь создается сварное соединение с разных сторон, причем швы располагаются не параллельно друг другу, а находятся на определенном расстоянии под углом. Это создает дополнительную прочность при нагрузках на растяжение. В то же время такие швы не стоит применять в тех случаях, когда нагрузка будет действовать на излом. Расчет нахлесточного сварного соединения должен включать в себя все возможные виды нагрузок, которые будут воздействовать на деталь, чтобы она обладала достаточным запасом прочности.
Преимущества и недостаткиК преимуществам можно отнести такие факторы как:
- Простота создания швов;
- Нет необходимости точно придерживаться всех размеров и параметров, так как погрешности здесь вполне допустимы и не влияют на конечный результат;
- Изделие получает высокую прочность на разрыв;
- Создание швов относительно недорогое в производстве.
В качестве недостатков такого соединения стоит выделить:
- Сложности с переносимостью динамических нагрузок (в этом параметре они сильно уступают нахлесточным соединениям);
- Для создания качественных швов для повсеместного использования нужно усиливать их;
- Имеют относительно узкий круг применения при создании техники.
Нахлесточный сварной шов это достаточно простой вид соединения, главной особенностью которого является то, что одна деталь всегда перекрывает часть другой. В обыкновенных условиях, когда перекрываются соединяемые поверхности, сварка осуществляется вдоль нижнего края заготовки. Чтобы обеспечивать более высокое сопротивление нагрузкам на излом, создаются дополнительные швы, которые могут проходить в верхней части соединяя торца.

Принцип нахлесточного шва
На практике очень часто бывает, что нахлесточное соединение является не единственным, которое служит для скрепления поверхностей. Заготовки обвариваются по всему периметру, где это возможно. Варианты как обозначать нахлесточный сварной шов при такой ситуации остаются прежние, только к нему соединению добавляются еще соседние швы, которые уже будут иметь другое обозначение.
Для укрепления шва могут использоваться дополнительные укрепляющие процедуры. Если то позволяет технология, то нижний край можно разогреть и согнуть его, после чего снова выпрямить в прежнее положение. Процедура поможет укрепить связь, но также это оказывает влияние на свойства металла. Существенное повышение запаса прочности соединения расширяет область его применения, но операции с дополнительных разогревом и загибом допустимы не для всех видов металла, с которыми ведется работа.
Разбираясь, что такое нахлесточный шов, нужно понимать, что в первую очередь это соединенные детали, параллельно расположенные друг к другу. Все остальное является дополнением для улучшения характеристик. Даже если это сварные швы другого типа, они не относятся напрямую к нахлесточным.
Сварка нахлесточным швом длительный процесс. Для такой сварки специалисты рекомендуют использовать электрогенераторы. При выборе электрогенераторов необходимо обращать внимание на следующие параметры:
- Кратковременная и номинальная мощность.
- Напряжение.
- Количества фаз питания.
К разновидностям сварных швов нахлесточного типа можно отнести швы:
- С односторонним соединением, когда шов делается только с одной стороны нахлеста;
- С двусторонним соединением, когда все проваривается с двух сторон (это встречается намного чаще и обладает более надежными характеристиками);
- Со скашиванием кромок, когда часть кромок при соединении срезается под определенным углом зависящим от толщины металла, чтобы соединение смогло провариться;
- Без скоса кромок, применяется в основном для тонких металлических деталей, когда есть гарантия, что шов будет залегать достаточно глубоко.
Правильно подобранные параметры установленные на сварочном аппарате для работы с такими швами обеспечат качество выполнения работы. Для данного соединения существуют следующие параметры:
Читайте также: