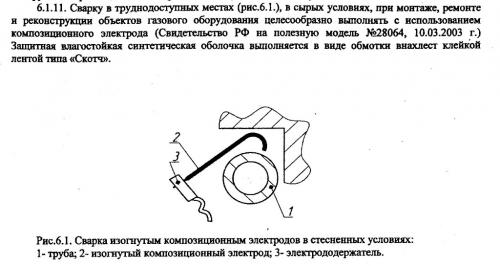
Сварка в труднодоступных местах электродом
Обновлено: 21.09.2024
а бывают случаи что ну совсем ни как не подлезть. тогда есть еще такой способ ))) ну и соответственно без всяких зеркал, загнутых электродов итп.
Прикрепленные изображения
Тут самое главное-"вылезть наружу" при сварке нижнего сектора,чтобы при заварке "козырька" не образовалась течь по переходу от внутреннего шва к наружному.Новички иногда попадаются на это.
p.s.На верхнем фото два клинышка забито по причине лютой зимы.Заваривали в январе,лужа замерзла почти под трубу.Весной оказалось "не попали",а переделать некогда.И в луже валяться не охота. Подождём до зимы,может кто переделает.
Не ошибается тот, кто ничего не делает
АВН, я правильно понял - "вылезть наружу" -> проплавить насквозь (я это так называю) ?
Это как-то нормируется (какой длинны должно быть проплавлене) ? Или это по усмотрению сварщика ?
Опыт всегда приходит сразу после того, как он был нужен.
Нет.Не всегда есть возможность "проплавить насквозь" и не нужно это.Вы варите шов нижнего сектора и заканчиваете на торцах.Делайте так,чтобы шов немного выходил на наружную часть этого же сектора.Не всегда получается это из-за неудобья (стена и пол сразу) и неправильно вырезанного козырька.Он ставится после заварки торца.Это никак не нормируется,пока снова не потечёт по старому месту.Прошу прощения у FAV за глумление над эскизом.
Тут самое главное-"вылезть наружу" при сварке нижнего сектора,чтобы при заварке "козырька" не образовалась течь по переходу от внутреннего шва к наружному.Новички иногда попадаются на это.
p.s.На верхнем фото два клинышка забито по причине лютой зимы.Заваривали в январе,лужа замерзла почти под трубу.Весной оказалось "не попали",а переделать некогда.И в луже валяться не охота. Подождём до зимы,может кто переделает.
чтобы качественно проплавить в зоне перехода внутреннего шва к наружному, можно сделать запил или отрезным кругом или борфрезой(смотря чем подлезть можно). такой же прием можно использовать при сварке по прихваткам. если прихватка ставиться сразу качественно, с полным проваром и нет необходимости её полного проплавления, а чтобы не получить дефект в переходной зоне - удобно делать запил в начале и в конце прихватки.
Перед съемкой грязно вспоминал проэктантов и правительство))
Вот,сразу видно,наш человек.Пропуск сдадите в табельную,РБ получите в кладовке,через час после вводного инструктажа подходите на вахту энергоблока "Волна",Вас встретят.
Варил напарник и это не самые труднодоступные. Раз тема оживилась, наши слесаря постараются подкинуть сюдой постов (через меня и мои нервы )
Варил напарник и это не самые труднодоступные. Раз тема оживилась, наши слесаря постараются подкинуть сюдой постов (через меня и мои нервы )
Это кислородная станция и думаю французские проэктанты , как и наши в "лесопилке" учились.
Сварка в труднодоступных местах
Привет всем! Хотелось бы узнать- кто как варит в труднодоступных местах "газ, воду, отопление"? Так как восновном такие сети (стояки, лежаки)прокладываются именно в таких местах. Кто то пользуется зеркалом, кто то режит окна-(большие деаметры труб). Может у кого то есть свои другие секреты и способы? Предлагаю делится опытом по такому вопросу.
Тут недавно разговаривал со своим учителем по TIG он мне рассказал довольно интересный метод по сварке труб которые находятся очень близко к стенам. Вот накидал рисунок
Привет всем, свариваю трубы постоянно в таких местах неудобных это дело опыта и через зеркало сваривал и так просто , там уже на слух варишь , на моем опыте еще не одна труба не свистела главное чтоб рука твердая была.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах) мне не доводилось использовать, но согласен с Alexx1977 - многое зависит от искусства сварщика.
Прикрепленные файлы
Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Если попадается горизонтальный стык близко от пола встаю на голову и получается обычный стык под потолком.Вообще тема благодатная не знаю почему не развитая, многие молодые сварщики смотрят на стык и не знают как к нему подойти, а здесь можно накидать кучу житейских хитростей.
Приходи,покажешь.А то никто не хочет пароход на стапеле переворачивать(гады),а меня вверх ногами-тошнит.
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
тубопроводы с газом,в местах сварки должно обеспечиваться предельно доступным удобством для проведения робот, для воды удобства придумываем сами,стоять на голове ,не лучший выход,развальцовкой труб пользовались стандартно и в промышленных масштабах,если это не предусматривалось проектировкой, развальцовку делали сами при помощи самодельных приспособлений,"операцмонный стык" работа маятная,и всем известно что лучше всего проводить ее газосваркой,единственнное неудобство, грееся сопло,реже применяли не значительное смещение стыка,при давлении в 4 атм все выглядело как хотелось нам и заказчику.
Предлагаемый специалистами ГУП "МОСГАЗ" способ сварки в труднодоступных местах (см. в прикрепл.файлах)
Пожалуйста объясните, во-первых, что это за "композиционный электрод", а во-вторых где можно ознакомиться (или скачать) РД 01-001-06, на который Вы ссылаетесь.
pofigist
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.
Пришлось как-то встречать лосиноостровские электроды, которые можно было завязать в узел (не тугой ) без повреждения обмазки.

То есть под "композиционным" электродом подразумевается обыкновенный электрод, который легко можно изогнуть не повредив обмазку, и обмотанный клейкой лентой (типа как я сделал сейчас на фото) или всё-же что-то другое?
Метод сварки труб от аргонщиков: делается зазор чуть больше диаметра присадочного прутка, горелка подводится снизу, а присадка подается через зазор к корню; сварщик наблюдает только провар в корне через зазор.
Метод от сантехников: газовым ключом труба малого диаметра скручивается вдоль оси так, чтобы недоступная точка кольцевого стыка была видна сварщику, по мере заварки упруго деформированная труба возвращается в исходное положение; закрутка в другую сторону дает возможность сварки второй половины стыка.
Кстати приходилось варить вертикальные стояки (труба 50), от стены, наблюдая за процессом через зазор. Вроде прокатывало, хотя перекрывал на второй слой, уже не глядя согнутым электродом, после проверял качество визуально через зеркало, подсвечивая фонариком. А на счет скручивания трубы газовым ключом, так это только на мелких трубах. Тут удобнее варить в нахлест (в стаканчике)
Закупаясь както в магазине сварочном , продавец мне предложил электроды , диаметром примерно около 1.5 - 2мм - демонстротивно согнув электрод под прямым углом в 90 градусов и выпрямив его потом как было . Обмазка даже не треснула .
Сказав также что варят практически без брызг - берет восновном фирма по монтажу водопроводов по сэндвич панелям .
Если из головы не вылетет , после 10 января позвоню , узнаю что за марка .
Тот шов, который красивый, электродом УОНИИ в поворотном (нижнем) положении. Верхние швы (по-месту) электродом ОК-46. Там электрод никак не подлазил от стены и зеркальце не вмещалось, чтобы посмотреть, что наварил. Все не глядя сварено и на ощупь пальцами проверял наличие шва. А вообще такой шов из-за глупости! Это в прошлом году переносил тепловой узел (в подвале) в другое место и в этом месте трубы уходили вверх (в потолок) и в стену. Было указание все их вырезать подчистую, как ненужные. А, как оказалось, некоторые трубы были еще действующими стояками. Пришлось, позже по-осени делать врезки. Вверху, на первом этаже, не было возможности ввариться, там, магазин автозапчастей и трубы под красивой отделкой спрятаны, короче разбирать, под сварку, гемор большой был и не очень хотели пускать.
И еще нюанс - верхние трубы полдюйма, а снизу трех-четвертные (что было - тем и доварил), а встык бесполезно было-бы варить.
Обожаю таких умников с такими указаниями )))
У нас один такой на компе просчитал с 5% погрешностью, что два человека сделают прокол (прокоп) под железной дорогой за 15 мигут )))
Вобщем одни создают проблемы, другие эти проблемы героически преодолевают.
Эту страну невозможно победить .
Тот шов, который красивый, электродом УОНИИ в поворотном (нижнем) положении. Верхние швы (по-месту) электродом ОК-46.
Я где то там на "подварке". Зеленый шланг для дыхания-чтоб с аргона не прибалдеть(посмертно)
Сама сварка не трудная, а вот пробраться туда проблема ДУ500мм.
Почему плохо то должно стать?? Вот когда один худенький в четырехсотку залез через два отвода, это был номер))
Хочется ругать мастеров матом.Где наблюдающий. Где вентиляция принудительная. Где пенсионная "первая сетка". Страховочный сигнальный шкерт. за ногу, где?
Так и есть)) Дыхание через шланг, так что себя любимого не "удушу". Веревкой через тройник не протащить--сам еле пролез.
Так и есть)) Дыхание через шланг, так что себя любимого не "удушу". Веревкой через тройник не протащить--сам еле пролез.
Ага! Техника безопасности. А что это такое?! Жуть.
Когда общаюсь с иностранцами, они в ауте от того, что НАШИ вытворяют.
Один иностранец приехал на завод делать запуск оборудования. То что грязи на улице и в цеху по щиколодку - он уже к этому привык
А вот пока он ковырялся к нему так ни кто не подошел. Ну работает и пусть работает. А бедненький проголодался. Вечером та же картина. Сделал дело и "иди ты. " гуляй смело. В общем пришлось до утра ждать завтрак. Т.к. не то что в областях, даже в Москве не все гостиницы со знанием английского. Терпеливый оказался. Приехал домой. Через некоторое время нужно было на завод сново появиться для планового ТО. Так на сей раз он приехал не один. Пока новенький ковырялся, этот уже что то жует. Тот его и спрашивает: "Ты где это взял то?" Как оказалось, на сей раз один чемодан с инструментом был, а во втором еще и бутеры были приготовлены!
Для сравнения как было у них. Ковыряемся мы. Подходит время обеда. Нас везут в ресторан, местную кафешку, ну в общем туда, где бокал вина раздавить можно и как минимум по тарелке мяса съесть. После опять вкалываем. Вечером вновь везут. Туда где есть какая нибудь достопремичательность. Погуляли, посидели и по отелям. Да и про чистоту. Прилетаю, чищу обувь до блеска и так все время хожу (обычно на недельку летал). Как была наша грязь между протектора на обуви так и остается если не отвалится. На коленках под станок залазишь и после отряхиваться не надо, без каких либо картонок, подкладок и пр.
Я пару лет назад видел электрод производства UTP. Его в узел можно завязать но обмазка не сыпится. Попробовать не удалось как варит. Вопрос: кто пробовал такие электроды? Как дугу держат? Как шлак ложиться?
Как заварить трубу в труднодоступном месте

Как заварить трубу в труднодоступном месте
Работа сварщика трудна — порой приходится варить «на коленке» и в самых труднодоступных местах. Вода и треск раскалённого металла, едкий, почти, что удушливый дым, все это сопряжено со сваркой трубопроводов.
И если сварить забор или калитку это одно дело, то вот приварить трубу, да ещё и в труднодоступном месте — совсем другая история. Здесь сварщикам приходится изощряться, кто как может, и у них есть свои секреты, о которых вы сможете узнать ниже.
Что представляет собой композиционный электрод
Чтобы подобраться в труднодоступное место для сварки трубы, сварщики прибегают к различным хитростям. Одни из них используют огрызки электродов, другие сгибают стержни как им надо и с успехом заваривают трубу у стены или там, где совсем не подлезть.
Многие из них знают и о композиционном электроде, который по своей форме чем-то напоминает крюк. Такая форма композиционного электрода была выбрана неспроста, ведь именно данным электродом можно заварить трубу даже в самом труднодоступном месте.

Само собой разумеется, что при сварке в котлах или электропечах, в общем, закрытых емкостях, существуют свои правила безопасности. Во-первых, в стеснённом пространстве крайне важно обеспечить достаточную циркуляцию воздуха.
Иногда сварщикам и вовсе, приходится варить в противогазах, поскольку иначе дышать нет возможности. Кроме этого, важно обеспечить хороший свет и позаботиться об электробезопасности.

При напряжении свыше 36 вольт, на месте сварки обязательно должен присутствовать диэлектрический коврик.
Сварка «операционки»
Второй способ заварить трубу в труднодоступном месте, возможно используя технику операционного шва. Это как варить через окно в трубе, которое впоследствии заваривается вырезанным куском металла.

Сварка операционных швов наиболее востребована именно при ремонте и замене трубопроводов. Например, когда труба идёт вплотную к стене и к полу, таким образом, что с другой стороны никак нельзя подлезть электродом.
В таком случае, порядок сварки «операционки» выглядит следующим образом:
- Сварщик посредством болгарки вырезает квадратное или прямоугольное окошко в трубе;
- Затем используя электрод, он заваривает трубу с обратной стороны, откуда нет подхода;
- После этого он вставляет вырезанный ранее кусок металла в трубу и несколько раз его обваривает.
Варить операционные швы могут далеко не все сварщики. Это если можно так сказать, «ювелирная работа», которая требует особых навыков. Главное при этом не заузить внутренний диаметр трубопровода и нормально наложить шов.

Помимо всего вышеперечисленного, для сварки в труднодоступных местах используются различные приспособления. Все они предназначены для сварщиков, помогая им в решении самых трудных задач.
Уроки сварки инвертором для начинающих – последовательность действий

Уроки сварки инвертором для начинающих – последовательность действий
Качество соединяемых конструкций при помощи сварки во многом зависит от опыта и необходимых знаний. Однако начинающим сварщикам приходится немного сложнее, поскольку они ещё мало ознакомлены с данным процессом.
Чтобы научиться делать качественных и надёжные сварочные швы, нужно ознакомиться хотя бы с основными правилами. В данной статье будут рассматриваться особенности электродуговой сварки (ММА).
Безопасность при сварке
Начинающему сварщику необходимо уделить должное внимание технике безопасности. Для сварки инвертором следует приобрести специальную маску и перчатки, одежду из соответствующего материала.
Кроме этого, необходима обувь, выполненная из негорючего материала. Во время зачистки заготовок следует пользоваться защитными очками.
Выбор электродов для сварки
Подбирается электрод исходя из того, какой толщины требуется сваривать металл. Также рекомендуется использовать таблицы, где диаметр и толщина указываются касательно какого-то конкретного металла.
Кроме этого, имеет далеко не последнее значение и вид покрытия электрода. При соединении изделий из низкоуглеродистой стали используются кислые (А) электроды. Для более жёстких заготовок — основные (Б).

Чтобы осуществлять сварку в разных положениях, нужны рутиловые (Р) электроды. Произвести сварку в труднодоступных участках получится с помощью целлюлозных (Ц) электродов. Во время выполнения первых сварочных работ желательно пользоваться смешанными либо комбинированными расходниками, к примеру, рутил-целлюлозными электродами.
Настройка силы тока
Изначально понадобится провести несколько экспериментов с ориентиром на усреднённые значения. Спустя некоторое время удастся подбирать силу тока, основываясь на личном опыте.

Стоит знать, что сила тока зависит от используемого диаметра электрода.
Розжиг дуги электродом
После того, как расходник будет установлен в держатель и выбрана подходящая сила тока, стоит приниматься за розжиг дуги. Сделать это можно двумя способами: касанием либо чирканьем.

В первом варианте разжигается дуга после касания стержня о заготовку. Со вторым тоже сложностей не возникнет. Требуется просто чиркнуть электродом по металлической поверхности. Однако таким способом не удастся разжечь дугу в труднодоступных местах.
Как сделать сварочный шов качественным
Получить прочный шов можно лишь в том случае, если научиться правильно вести электрод. В процессе сварки необходимо постоянно контролировать сварочную ванну и выполнять отделение металла от шлака.
При выполнении сварки электрод стоит держать на пару мм от поверхности свариваемой детали. При этом угол наклона электрода может колебаться 30-60 градусов.
Для создания вертикальных и горизонтальных швов — углом вперёд. При выполнении соединений в труднодоступных местах — прямой угол. Когда свариваются изделия в углах и на стыках — углом назад.

Скорость движения электрода должна быть не очень быстрой и не очень медленной. Иначе присутствует риск непровара либо прожога металла.
Начинающему сварщику не менее важно проработать траекторию движения электродом. И стоит помнить, что сварщик никогда не станет профессионалом, зная только одну теорию. Важна практика!
Читайте также: