Сварка встык и внахлест
Обновлено: 20.09.2024
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.

Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.

Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.

Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).

Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Особенности сварочного соединения внахлест

Швы и соединения
Большинство металлоконструкций создается путем сварки. Такой способ помогает повысить надежность и прочность объекта. Одним из типов сварочных швов является нахлесточное соединение. Оно характеризуется минимальной чувствительностью к ошибкам при работе. Шов могут выполнить начинающие сварщики.

Что такое сварка внахлест
При формировании такого соединения листовые детали размещают параллельно. Край одной заготовки частично перекрывает кромку другой. Способ применяют для сварки листов высотой 4-8 мм. Размер нахлеста должен слегка превышать суммарную толщину деталей. Поверхности при выполнении нахлесточного шва не требуют сложной подготовки. Достаточно зачистки кромок. Листы проваривают с 2 сторон, что исключает вероятность проникновения воды в зазор.
При сварке внахлест заготовки прочно стягивают. Соединение делают косым, боковым, лобовым или комбинированным способами. Реже применяют заклепочные или прорезные швы.

Во втором случае прожигают отверстия в детали, расположенной сверху. После этого формируют кольцевой шов. При заклепочном соединении электрод ведут по периметру прорези в пластине.
Когда применяется соединение внахлест
Используют при работе с массивными деталями, перемещать которые с нужной точностью невозможно. Соединение внахлест нельзя применять при сварке заготовок, подвергающихся влиянию переменных нагрузок. Лобовые швы уместны при работе с листовыми конструкциями: обшивкой, емкостями, сосудами. Фланговые соединения предназначены для изготовления профильных объектов: стропил, колонн, мачт, подкрановых ферм. Швы с пазами и отверстиями используются для прикрепления настила к балкам.
Технологические требования
При формировании нахлесточного сварного соединения соблюдают следующие нормы:
- Согласно российским стандартам, внахлест можно укладывать арматурные пруты диаметром не более 2,5 см.
- При работе учитывают параметры электродов. Стержень диаметром 4-5 мм подойдет для сварки деталей толщиной 4-5 см.
- Нахлесточные швы выполняют ручным или полуавтоматическим аппаратом. Применяют контактные, ванно-шовные или электродуговые технологии.
- Соединение формируют длинными швами. Однако допустимо применение точечной сварки.

Разновидности соединений
Существуют 4 основных вида швов: одно- или двусторонние, со скосом кромок или без такового.
Одностороннее
В этом случае проваривают только 1 сторону шва. Соединение применяется при создании конструкций, эксплуатирующихся в нормальных условиях с минимальными нагрузками.
Двустороннее
Соединение проваривают с обеих сторон. Этот тип швов считается более распространенным. Он отличается повышенной прочностью и надежностью, может применяться при работе с конструкциями, испытывающими увеличенные нагрузки.
Со скошенными кромками
В этом случае часть краев срезают под нужным углом, величина которого подбирается с учетом толщины детали. Это способствует лучшему провару соединения.
Без скоса кромок
Метод используется при работе с тонкими металлическими листами. Необходимо достаточно глубокое залегание соединения.
Плюсы и минусы
К положительным качествам нахлесточного сварного соединения относятся:
- простота формирования;
- необязательность строгого соблюдения параметров и размеров (незначительные погрешности не сильно влияют на качество сварки);
- повышенная прочность соединения на разрыв;
- невысокая стоимость процесса.
Недостатками рассматриваемого способа сварки считаются:
- непереносимость динамических нагрузок (по этому качеству нахлесточные соединения уступают стыковым);
- необходимость усиления швов при работе с некоторыми типами конструкций;
- узкая специализация соединений (сварка внахлест редко используется при строительстве каркасов или создании приборов).
Особенности нахлесточного соединения
При сварке этим способом учитывают, что:
- Нахлесточный шов делают путем перекрытия поверхности одной детали частью другой. В стандартных условиях сварку выполняют по нижнему краю заготовки. Для повышения устойчивости к излому формируют вспомогательные швы в верхней части.
- Добавляемые к нахлесту соединения на чертеже имеют отдельные обозначения.
- Для усиления шва применяют дополнительные процедуры. По возможности нижний край прогревают и сгибают, после чего возвращают в прежнее состояние. Процедура усиливает связь, однако может ухудшать свойства металлов. Разогрев и загиб могут использоваться не для всех видов свариваемых деталей.

Параметры сварочного аппарата
Правильная настройка агрегата повышает качество шва. Рекомендованные параметры работы аппарата можно изучить с помощью таблицы.
| Толщина заготовки, мм | Сила сварочного тока, А | Диаметр электрода, мм |
| 1 | 25-40 | 1,5 |
| 2 | 60-70 | 2 |
| 3 | 90-140 | 4 |
| 4 | 120-160 | 4 |
| 5 | 150-180 | 4 |
| 6 | 160-220 | 4 |
| 7 | 220-300 | 5 |
| 8 | 280-340 | 5 |
| более 10 | от 400 | 5 |
Выбор электродов
При отсутствии разделанных краев размер стержня выбирают по указанной выше таблице. При срезании кромок корневой сварной шов формируют с помощью электрода диаметром 2-4 мм. Использование более толстых стержней нежелательно. Это способствует возникновению дефектов: непроваров, шлаковых включений.
Верхние слои соединения накладывают стержнем диаметром 4 мм. Если толщина заготовок превышает 1,2 см, возможно применение электрода диаметром 5 мм.
Для снижения температуры нагрева основного метала и риска появления трещин используют стержень диаметром 2 мм. Это способствует образованию тонкого валика.
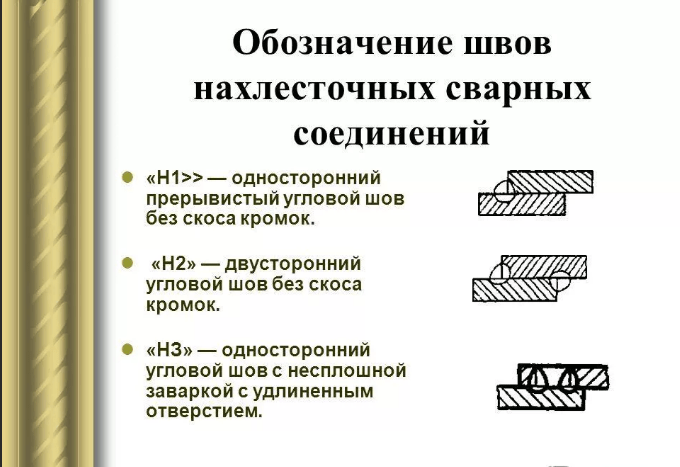
Обозначение соединения на чертеже
Для любых способов сопоставления деталей предусматриваются собственные отметки, с помощью которых сварщик понимает, какое соединение нужно делать. Нахлесточный сварной шов обозначают буквой Н. Ее ставят возле схематичного рисунка с параметрами. Нередко встречаются обозначения Н1, Н2. Цифра отражает номер соединения в классификации, использовавшейся при составлении чертежа.

Сваривание армирующего слоя внахлест
Для армирования металлопластиковых труб используют алюминиевую ленту. Ей можно придавать любые формы. Она устойчива к разрывам при любых технологиях сварки. Для улучшения свойств металл отжигают при температуре +360 °С, поэтому предъявляются особые требования к сварке ленты.
Если формируют нахлесточный шов, обрабатываемая зона нагревается до +330 °С, что меньше температуры плавления металла. Такая технология не ухудшает свойства алюминия.
При использовании стыкового соединения наблюдается перегрев сварочной ванны, из-за чего армирующий слой может потерять защитные качества.
Сварка в разных положениях
В зависимости от размещения деталей в пространстве выбирают контактную или дуговую технологию.
Электродуговой метод
Применяют в процессе сборки стальных конструкций. Сварка не вызывает затруднений при возможности перемещения заготовок. Сложности возникают, когда лист приваривается к металлическому потолку. В остальных случаях детали соединяют одинарным или двойным швом. Электродуговая технология исключает прожоги. При ее использовании к заготовкам не предъявляют строгих требований. Допустимы неточности в расчетах. Однако дуговой метод имеет и недостатки:
- перерасход металла, возникающий из-за наложения листов друг на друга;
- сниженная, по сравнению со стыковой сваркой, прочность;
- перерасход электродов из-за необходимости двустороннего сваривания.
Контактный способ сварки
Метод используется в производственных условиях. Шов приобретает хорошие эстетические качества, следы от электродов отсутствуют. Стержень ведут по краю кромки. Предварительная подготовка деталей не требуется. Сварочные точки не должны располагаться слишком близко к краю. Это же касается расстояния между элементами. Несмотря на эти требования, контактная сварка широко распространена в приборо- и машиностроении, производстве бытовой техники.
Частые виды брака при нахлесточном шве
При сварке этим способом иногда появляются такие недостатки:
- Непровары – недостаточность заполнения шва расплавом. Такой дефект уменьшает прочность шва. Они возникают из-за слабости тока, слишком высокой скорости сварки.
- Подрезы – канавки, идущие вдоль стыка. Возникают из-за удлинения дуги, расширения сварочной ванны, недостаточного прогрева металла.
- Прожоги – сквозные дефекты. Отверстия появляются при низкой скорости сварки, неправильном выполнении одностороннего скоса кромки, высокой силе тока.
- Поры – пустоты, располагающиеся по всей длине шва. Появляются при разрушении защитного газового облака.
Большинство дефектов устраняют путем повторной сварки с установкой правильных параметров работы аппарата.
Технология сварки арматуры

О СВАРКЕ
Сварка арматуры позволяет быстро изготовить жесткий каркас любых размеров. Однако применение этого метода не всегда допустимо. Решение зависит от материала стержней и действующей на них нагрузки.
.jpg)
Что такое арматура
Бетон обладает высокой прочностью на сжатие, но плохо работает на растяжение. Во избежание раскрытия трещин при таких нагрузках в него замоноличивают стальные стержни круглого сечения – арматуру. Их дополнительная функция сводится к усилению бетона при сжатии.
Разновидности арматуры
В соответствии с ГОСТ 5781-82 стержни делятся на классы от А-I (А240) до А-VI (А1000). В основном применяют следующие:
- А-I (А240). Гладкие стержни из горячекатаной спокойной, полуспокойной или кипящей стали марки Ст3.
- А-II (А-300). Арматура этого и последующего классов имеет периодический профиль – выступы, обеспечивающие прочное сцепление с бетоном. Стержни диаметром менее 40 мм изготавливают из стали Ст5 (спокойной и полуспокойной), более толстые – из 18Г2С.
- А-III (А400). Изготавливается из стали 35ГС и 25Г2С. Вторая разновидность представляет собой улучшенный вариант и помечается нанесением на концы несмываемой белой краски. В отличие от первого, ее можно соединять электросваркой; стержни обладают повышенной прочностью за счет холодного вытягивания. А-III – один из самых распространенных видов арматуры. Применяется в ответственных конструкциях, в т.ч. предварительно напряженных.
ГОСТ Р 52544-2006 устанавливает еще 3 класса арматуры, подвергнутой термомеханическому упрочнению:
- А500С. Горячекатаные стержни. В последние десятилетия широко применяются вместо А-III. За счет использования стали без легирующих добавок стоят дешевле и могут соединяться между собой дуговой сваркой.
- В500С. Холоднокатаный вариант.
- Ат800. Более прочная горячекатаная разновидность.
В железобетонном изделии различают 2 вида арматуры:
- Продольная. Является основной, держит расчетную нагрузку.
- Поперечная. Служит для соединения поясов продольной арматуры в 3-мерный каркас. Обеспечивает связь между сжатым бетоном и растянутыми стержнями, воспринимает усилия от температурного расширения.
Диаметр у поперечной арматуры меньше, чем у продольной.

Особенности сваривания арматуры
Круглая форма стержней обусловила появление специального метода – ванного. Его применяют при стыковой сварке, когда торцы элементов прилегают друг к другу.
При организации других видов соединений (нахлесточного, крестообразного и таврового) необходимо держать электрод под правильным углом.
Основные требования
В местах сварки металл не должен терять прочность и пластичность. Некоторые стали, например, 35ГС, запрещено соединять данным методом, поскольку материал в зоне шва становится хрупким. Каркасы из таких стержней собирают с помощью вязальной проволоки или фиксаторов из пружинной стали.
Перед сваркой с арматуры удаляют грязь и пыль. При небольшом объеме работ ее зачищают до металлического блеска, что положительно отражается на качестве шва. На крупных стройках этого не делают, т.к. подобная подготовка влечет за собой существенное удорожание процесса и растягивание его во времени. Толщину электрода и сварочный ток подбирают так, чтобы избежать прожига стержня.
Способы сварки арматуры
Применяют ручную дуговую сварку, автоматическую и полуавтоматическую. Существует несколько вариантов расположения стержней один относительно другого.
Внахлест
К такому способу прибегают на участках, не подверженных большим нагрузкам. Придерживаются следующих рекомендаций:
- Соединяют стержни одинаковой толщины.
- Данный параметр (D) должен быть не менее 20 мм.
- Минимальная длина нахлеста составляет 10D.
- Стержни располагают горизонтально.
Встык
Этот тип соединения применяют для стержней диаметром 20-100 мм. Сварку осуществляют ванным способом:
- Арматуру укладывают с небольшим зазором между торцами.
- Ограничивают пространство между стержнями с 3 сторон накладками или специальной U-образной скобой.
- Сварочным электродом оплавляют торцы, в результате чего в зазоре между ними образуется ванна расплавленного металла.
- После его остывания накладки удаляют.
- высокие прочность и надежность соединения (подходит для ответственных конструкций);
- возможность вести работы в любом пространственном положении.
Недостаток – высокий расход электродов. Чтобы заполнить ванну между прутами толщиной 28 мм, понадобится 3 4-миллиметровых расходника. Если они плавятся последовательно, от мастера требуется умение быстро менять их. Проще закрепить все 3 электрода в специальной гребенке и варить ими одновременно.
Точечная контактная
Такую сварку применяют на автоматизированных производствах. Ее преимущество – высокая производительность. Недостатки:
- большая энергоемкость;
- потребность в специальном крупногабаритном оборудовании (может эксплуатироваться только в условиях промышленного предприятия).
Арматуру можно накладывать друг на друга или соединять встык. Во втором случае действуют ограничения по диаметру:
- Для гладких стержней – не менее 14 мм.
- Для профилированных – не менее 32 мм.
При наложении стержней внахлест сварку производят в нескольких точках.
Крестообразная
Сварку выполняют строго в горизонтальном или вертикальном положении. Это обеспечивает плотный контакт арматуры и предотвращает вытекание расплавленного металла. Электрод держат под углом 30-45° к плоскости стержней.

Данный вид сварки нельзя выполнять при отрицательных температурах воздуха.
Оборудование и материалы для сварки
Арматуру варят стандартными аппаратами для электродуговой сварки:
- трансформаторными;
- выпрямителями;
- инверторами, в т.ч. бытовыми.
Газовую сварку не применяют.
Разовые и небольшие по объему работы производят ручным способом. Ему присущи такие недостатки:
- требуется исполнитель с высокой квалификацией;
- процесс занимает много времени;
- характеризуется высокими расходами.
При серийном изготовлении каркасов в производственных условиях задействуют полуавтоматическую и автоматическую сварку. Это дает следующие преимущества:
- возрастают качество и производительность работ;
- снижаются себестоимость и требования к квалификации исполнителя.
В зависимости от того, какое оборудование имеется в наличии, применяют плавящиеся или тугоплавкие электроды.
В качестве примера полезно рассмотреть соединение ванным методом. Действуют в следующем порядке:
- Стержни подрезают гильотиной или болгаркой до нужной длины. Можно сварочным аппаратом, но это более затратный способ.
- Удаляют с них грязь и пыль, концы на длину 3-4 см зачищают до металлического блеска. Затем их моют и обезжиривают.
- Устанавливают арматуру в проектное положение. Максимально допустимое отклонение от соосности составляет 5% от толщины стержней. Величина зазора между торцами зависит от напряжения: 1,5D (диаметра электрода), если 220 В; и 2D, если 380 В.
- Крепят в зоне соединения накладки или скобу, препятствующие растеканию металла. Стальные детали приходится оставлять, что приводит к удорожанию работ. Съемные керамические или графитовые накладки используют многократно. Их фиксируют проволокой или струбциной.
- Если используют металлические накладки, их прихватывают к арматуре.
- Чиркают расходником по одному из торцов и плавят его, совершая колебательные движения между стержнями арматуры. Догоревший электрод быстро меняют на новый и так до тех пор, пока ванна не будет заполнена.
- Дожидаются остывания шва и проверяют его качество.
Скобу преимущественно используют при ручной сварке, керамические накладки – если применяют полуавтоматическую. Автоматы оборудованы медными ограничителями.

Проверка прочности готовой конструкции
Качество швов проверяют:
- Визуально. Осматривают соединение на предмет трещин, сквозных прожогов, подрезов, непроваров, пор и кратеров.
- Гамма-дефектоскопией. Метод для выявления внутренних дефектов (непроваров, пор, микротрещин, неметаллических включений).
- Простукиванием молотком или сбрасыванием каркаса на пол с высоты в 1-1,5 м (тест на прочность).
Параметры режимов сварки
Рекомендуемая длина дуги составляет 2 мм. С увеличением данного показателя разряд начинает «гулять» по поверхности, что приводит к непровару и разбрызгиванию металла.
Рекомендуемые показатели тока
Ампераж зависит от типа электрода и его толщины:
| Диаметр электрода, мм | СМ-11 | АНО-5 (6) | ВСЦ-4 | УОНИ-13/55 |
| 2 | – | – | – | 30-50 |
| 3 | 100-150 | – | 90-100 | 80-120 |
| 4 | 150-220 | 170-220 | 120-150 | 130-190 |
| 5 | 180-290 | 210-280 | – | 180-260 |
Если работы ведутся при отрицательной температуре воздуха, силу тока увеличивают на 15-20%.
Особенности подбора электродов
Профессионалы в большинстве случаев используют электроды УОНИ-13/55 Э50. Они имеют основное покрытие с деионизирующими элементами (фосфорными производными), затрудняющими горение дуги. Поэтому новичкам сложно варить такими расходниками: рекомендуют применять электроды марок АНО, МР-3, ВСЦ-4 или СМ-11.
Соотношение электродных и арматурных стержней по толщине
Нахлесточные и крестообразные соединения варят такими расходниками (толщина арматуры/электрода в мм):
Параметры для ванного метода приведены в таблице:
Техника безопасности
С целью защиты глаз и кожи от жесткого ультрафиолетового излучения и капель расплавленного металла сварщик использует средства индивидуальной защиты:
- щиток с темным стеклом;
- спецодежду;
- рукавицы.
Работы проводят с соблюдением правил электробезопасности.
Особенности сварочных работ на высоте
Если монтаж ведется с применением оборудования для промышленного альпинизма, оно должно быть усилено стальной цепью или тросом. Такие работы запрещено проводить в условиях плохой видимости:
- в темноте;
- в тумане;
- в снегопад.
В остальных случаях применяют строительное оборудование или специально смонтированные конструкции, позволяющие закрепиться страховочным поясом.
При выполнении работ в нескольких точках на разной высоте монтируют ограждения, препятствующие падению на нижерасположенных работников инструмента, капель расплава, электродов.
Сварщик должен иметь:
- Сумку для инструмента.
- Пенал для электродов.
- Огнестойкую тару для огарков.
Возможные сложности
Часто приходится сталкиваться с ситуациями:
- Залипает электрод. Необходимо увеличить сварочный ток.
- Дуга прожигает свариваемую арматуру, или образуется чрезмерно большая ванна. Уменьшают ток либо применяют электрод меньшей толщины.
Что лучше: сварка или вязка арматуры
Каждый способ имеет свои сильные и слабые стороны. Достоинства вязки:
- Процесс не влияет на прочность и пластичность стали. Данное обстоятельство особенно важно при сооружении фундаментов тяжелых зданий и других конструкций, рассчитанных на большие нагрузки.
- Дешево стоит. Отожженная вязальная проволока имеет намного меньшую стоимость, чем электроды; для ее применения не требуется электричество.
- Обходится без использования сложного оборудования. Нужен только специальный инструмент – крючок.
- Может применяться в отношении стержней любых диаметров.
- Операция доступна человеку без специальных навыков.
- Низкая скорость выполнения работ.
- Отсутствие жестких связей.
Второй аспект проявляется при изготовлении больших каркасов.
Сварка, наоборот, позволяет быстро получить жесткие конструкции любых размеров, но имеет следующие недостатки:
- Обходится дороже.
- Требует участия специалиста со сложным оборудованием.
- Неприменима к стержням толщиной менее 12 мм (возможен прожог).
- Может привести к уменьшению прочности и пластичности в зоне соединения.
- Нуждается в электроснабжении.
Дополнительная информация
Сварку внахлест правильно вести в нижнем положении. В верхней позиции сталь плавится менее интенсивно. Также допускается расположение стержней под углом в 15-20°.
Сварка кузовного металла (часть 2)
В предыдущей статье, в который мы описывали выбор сварочного оборудования и его настройку для проведения кузовных работ, мы обещали, что после рассмотрим способы основных методов сварки кузовщины и расскажем о самых популярных вариантах присоединения металла сваркой в этом процессе. И об этом пойдет речь в нашей сегодняшней статье.
Виды сварных швов
Для начала определимся с некоторыми видами сварочных швов, которые образуются при сварке в независимости от способа соединений металла.

Итак, сплошной сварочный шов - здесь, сразу будет ясно из названия, что этот шов будет выполняться без промежутков по длине. Поэтому в кузове автомобиля не используются сплошные сварные швы. Это можно объяснить тем, что автомобильный кузов должен соответствовать некоторой «эластичности», для того, что бы уменьшать вероятность образования усталостных впадин и трещин во время его эксплуатации. Все из-за того что сплошной сварочный шов имеет достаточно высокую жесткость из-за этого не обеспечивают должной эластичности. Так же для этого типа шва характерно свойство к короблению, что будет негативно сказываться на прочность кузова. Если, кратко, то в основном этим типом шва варят, металлоконструкции «стоячие», которые не подвергаются внешним колебательным действиям, а так же в бытовых нуждах, к примеру, заварки баков, стальных решеток и т.п.

Теперь перейдем к сплошному прерывистому шву – здесь в основе заложена поочередность (чередование) сплошных проваренных участков сварки с другими или такими же, перерывами. Проще говоря, подбирать размеры участков сплошных швов и расстояние (интервал) между ними Вы можете выбирать произвольно, ориентируясь на вашу задачу.
Отметим, что прерывистыми швами чаще всего присоединяют силовые основные элементы кузова, которые произведены из толстого металла.
Сплошной точечный шов, в большинстве случаев состоит из отдельных точек, которые располагаются вплотную с необходимым по требованию перекрытием. Подобный тип сварочных швов применяют обычно при сварке деталей встык, в независимости от толщины металла. Из названия видно, что этот тип шва - будет определяться интервалом точек сварки поочередно. Интервалы между точками в зависимости от поставленных целей, могут быть всего несколько миллиметров или сантиметров.
Все типы сварных швов, можно делать на различных конструкциях и металлических деталях, ориентируя работы в пространстве, они будут характеризоваться, как:
- Горизонтальные, (могут проходить, как «на потолке», так и «на полу);
- Вертикальные (чаще всего «на стене);
А так, же их прочие всевозможные комбинации.
Исходя из здравого смысла, можно догадаться, что проще всегда варить горизонтальный шов в положении «на полу». К удобству и простоте, можно добавить еще то, что этот шов будет самым высоким по качеству. Т.к. при сварке вертикальных швов расплавленный металл неустойчив и вытекает из сварочный ванны, для таких работ, нужно больше опыта и мастерства.
После того, как мы определились с типами сварочных швов перейдем к методам сварки, которые используются при проведении кузовных-ремонтных работ.
Сварка внахлест
Этот тип сварки один из самых распространенных и простых способов соединения металла. При сварке внахлест один пласт (кусок) металла накладывается на другой. Использовать подобный тип сварки лучше всего при замене или ремонте силовых элементов кузова- усилителей, порогов, лонжеронов.
Электрозаклепка или сварка через отверстие
Этот метод один из разновидностей соединения внахлест. Он весьма напоминает всем известную точечную сварку, которую применяют (чаще всего) в заводских условиях или на СТО при сборке кузова. Этим способом легче всего соединять – крылья, новые пороги и различного типа силовые элементы.
Сварка встык
Более надежный и не менее распространенный способ соединения металла, чем внахлест. Этот способ применим, тогда, когда вам нужно поменять деталь не целиком, а частично, к примеру, установить ремонтную вставку на крыло или вварить заплатку. При сварке встык снимать фаски (поверхность при скосе кромки торца) с края тонколистового металла нет необходимости. Фаски лишь снимают, тогда когда толщина металла превышает 2мм, и то не во всех случаях.
Важно помнить, что при сварке встык требуется точная подгонка (взаимная) деталей перед процессом сварки. Необходимо, что бы между концами свариваемых деталей практически отсутствовали зазоры или были хотя бы на минимальном расстоянии. В противном случае, вы можете получить вероятность образования отверстия, а не сварного соединения.
Сварку встык зачастую применяют при ремонте наружных кузовных деталей (поверхностей), а они как правильно из тонкого металла. Это может быть замена крыльев или попросту необходимо наивысшее качество проводимых ремонтных работ. Но сварка встык всегда требует огромного количества подгоночных работ (деталей) и требует высокую квалификацию от сварщика. Т.к. поврежденную деталь чаще всего меняют не целиком, а частями (вырезается не вся деталь, а только её поврежденный участок). А уже после на его место мастер вставляет фрагмент, который он подготовил из новой детали для кузова. После сварку ведут сплошным точечным швом при этом встык. И если все проделать максимально четко, кропотливо, а главное правильно, то после того, как вы зачистите и отрихтуете шлак на сварочном шве, дальнейшая шпатлевка, окажется необязательной.

Что же касается толстого металла (от 2мм), то процесс сварки встык проходит намного проще, этот металл не требует тщательной подгонки из-за своей толщины и с ним тяжелее получить прожог.
Теперь Вы знаете, какие типы сварки при проведении кузовных работ чаще всего следует применять. В следующей статье мы рассмотрим еще один не маловажный аспект при проведении ремонтных работ, а именно коснемся подготовки металла к сварке, а так же дадим конкретные советы по сварке металла и опишем проблемы, которые чаще всего возникают у новичков, соответственно попробуем в них разобраться.
Стыковое сварное соединение: виды, методика, преимущества

Как уже понятно из названия, стыковое сварное соединение представляет собой примыкание двух деталей торцевыми поверхностями друг к другу с последующей обработкой при помощи сварки. Оно несложно в выполнении, при этом отличается повышенной надежностью, поэтому является одним из наиболее распространенных.
Как и у любого иного сварного соединения, у стыкового есть ряд особенностей и нюансов, которые нельзя игнорировать.
Отличие сварного стыкового соединения от нахлесточного
Применение стыкового соединения необходимо в случаях, когда утолщение металла в конкретном месте недопустимо или для данного изделия оно не подходит. Внешний вид при этом получается эстетичным, кромки в месте соединения не видны.
Метод используется в автомобильной, авиакосмической промышленности, подходит для сваривания металлических деталей, примыкающих друг другу кромками и расположенных в одной плоскости.

Стыковое сварное соединение применяется в трубопроводах, для соединения разнообразных фасонных профилей, обечаек емкостей, цистерн, баллонов, в листовых изделиях, швеллерах, уголках и т.п.
Нахлесточные сварные соединения, в отличие от стыковых, представляют собой сплавление деталей, лежащих в параллельной плоскости, но при этом край одной слегка заступает на другую. И потому такая сварка не подходит для соединения труб.
Сплавление внахлест делается в случаях, когда сварить шов встык невозможно. Конструкции с толщиной стали больше 10-12 мм и вибрирующие в процессе эксплуатации сваривать внахлест не рекомендуется.
Когда делается сварка встык, сборка должна быть очень точной. Для нахлесточных соединений требования не такие жесткие, и притом нет необходимости разделывать кромку.
Минус нахлесточных соединений в том, что на них расходуется основной металл, ведь детали перекрывают друг друга. Плюс между ними попадает влага, что приводит к образованию коррозии. К тому же, и обнаружение дефектов затруднено.
При стыковом соединении детали не ложатся внахлест и можно задействовать разные техники сварки. Для нахлесточных соединений подходит только угловой шов, но зато не требуется разделка кромки.
Вот в чем преимущества швов, получаемых в результате применения стыковых сварочных технологий:
- Эстетичный вид. Даже если вал получается широким, после соответствующей обработки это место гладкое и ровное.
- Прочность. Шов выдерживает сильные нагрузки, переменные в том числе.
- Металлическая основа в месте шва сохраняет свои свойства. Это достигается за счет того, что в процессе сварочных работ металл прогревается локально.
Особенности стыковой сварки
Что по определению считается сварным стыковым соединением? Когда у обеих деталей, которые предстоит соединить, есть поверхности, расположенные в одной плоскости.
Пусть даже элементы отличаются по толщине, но хотя бы одна общая поверхность в месте стыка должна получиться ровной, без ступенчатого перехода по шву. Иначе соединение будет уже называться тавровым.
Прочие особенности зависят от характеристик самого шва и того, как именно подготавливаются торцевые кромки. К примеру, стыковое сварное соединение С21 – это когда применяется двусторонний сварочный шов, и обе кромки скошены.

Чтобы соединение получилось более крепким, применяют специальные прокладки, которые по всей длине шва привариваются к обеим сплавляемым деталям. Делать шов крепче позволяет замковое соединение, которое применяется, если соединяемые детали имеют разную толщину.
В специальном ГОСТе и иной нормативной документации прописаны правила выполнения стыковых сварных соединений. Они бывают разными.
В зависимости от кромок свариваемых элементов различают:
- Прямые соединения. Кромки ровные, без скосов.
- V-образные. Со скосами в форме буквы V.
- Х-образные. Со скосами в форме буквы Х.
- Криволинейные соединения. Соединение получается в виде буквы U.
Выделяют и ещё два вида стыковых соединений (из-за того, что существуют разные варианты скосов), отличающиеся расположением шва. Это:
- Односторонние соединения, когда шов между деталями делается лишь по одной стороне стыка.
- Двусторонние. Когда шов делается и по верхней, и по нижней стороне стыка.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Преимущества стыкового сварного соединения
Плюсы такого вида сварного соедиения:
- растрачивается меньше металла электрода;
- процесс прост в контроле, соединение получается качественное, крепкое;
- сама техника выполнения проще в сравнении с угловым швом;
- поверхность конструкции в результате получается плоской, ровной;
- можно соединять детали, отличающиеся по толщине;
- для сваривания деталей из толстого металла допустимо применение одностороннего шва.

Минусы у данного вида сварного соединения тоже есть:
- готовая конструкция не обеспечивается дополнительной жесткостью (как в случае с нахлестным методом);
- поверхность по окончании сварки может деформироваться (для тонких металлов эта вероятность особенно велика).
2 способа сварки встык
Есть два способа выполнения стыкового сварного соединения, а именно, оплавление и сопротивление. У каждого метода свои особенности. При выполнении сварочных работ их обязательно следует знать и учитывать.
Стыковая сварка оплавлением
Технология весьма популярная, её задействуют в самых разных промышленных сферах. Выполняется так: на обмотки трансформатора подается определенное рабочее напряжение, но как только свариваемые детали соприкасаются, подача останавливается.
То есть прекращение подачи напряжения происходит в момент его наивысшего значения. Объем тепловой энергии при этом достигается как раз такой, какой нужен для оплавления металлических деталей.

Сами стыки по всей своей поверхности не идеально ровные, за счет этого контакт между сплавляемыми изделиями получается хороший.
Для лучшего результата следует сильнее сдавить свариваемые торцы, чтобы они выровнялись. Тогда по всей площади стыка соприкосновение улучшится. В результате металл быстрее разогреется и расплавится, по сути, на секунды даже закипит.
Какие нюансы следует знать про сварку оплавлением? В местах стыков в процессе работы могут образовываться неровности, а в них собираются пары расплавившихся металлов.
Но сварочному процессу это не приносит никакого вреда, скорее даже наоборот, пары выполняют защитную функцию. Они не пропускают к месту сварки кислород (а он как раз оказывает негативное воздействие).
Важно: в процессе выполнения контактной стыковой сварки необходимо прикладывать усилие, давление. Не постоянное, а в момент, когда стыки соединяемых деталей начали расплавляться.
Под нажимом изделия плотно соединяются, а за пределы шва вытекает лишний жидкий металл. И тогда детали сплавляются друг с другом.
Шов при этом выходит крепкий и надежный. Никаких скрытых или явных дефектов при осмотре не выявляется. А всё благодаря тому, что вместе с лишним вытекающим жидким металлом выходят и продукты разложения, оксидная пленка.
Металлические поверхности, а также и торцы соединяемых деталей не нужно как-то специально подготавливать или обрабатывать для сварки оплавлением. Если изделия отличаются в сечении, то на краях делаются скосы с противоположным уклоном, чтобы площадь примыкания стала больше и заготовки точнее прилегали друг к другу.
Стыковая сварка сопротивлением
Суть стыкового сварного соединения сопротивлением совершенно иная. Технология подразумевает прижимание соединяемых элементов губками к поверхности электродов. За счет этого достигается наилучший контакт между сплавляемыми изделиями. Губки надежно их фиксируют, не позволяют скользить.

Далее детали нужно крепко прижать одну к другой, а затем пустить подачу тока. Он начинает нагревать металлические части. Их необходимо разогреть до мягкости, и тогда под нажимом они сплавятся в одно целое. Лишний расплавленный металл вытекает, образующаяся оксидная пленка тоже сходит.
Важный момент: при сварке сопротивлением давление должно быть постоянным, оно удерживается до полного остывания металлической конструкции. Тогда соединение получается надежным и крепким. При соблюдении всех правил в результате получится аккуратный, износостойкий шов без каких-либо дефектов.
Вне зависимости от того, где выполняется стыковая сварка сопротивлением (для соединения деталей машин, труб, арматуры, швеллера), сплавляемые поверхности всегда сначала нужно подготовить, а именно – произвести тщательную зачистку.
Вообще, данный метод используется редко, потому что изделия, сваренные способом сопротивления, потом хуже противостоят окислению. И еще этот способ лучше применять лишь для деталей с малой поверхностью сечения.
Технология стыковой сварки и техника безопасности
Прежде чем начинать сварные работы, необходимо в обязательном порядке выполнить технологическую подготовку. Что включает в себя данный процесс? Это разметка, нарезка деталей, очистка их от возможных загрязнений, элементов ржавчины. Если поверхности мокрые, их следует просушить.
Предназначенные для сварки детали нужно расположить на ровной плоскости, с зазором между ними в 2-3 мм. Розжиг электрода осуществляется ударом, либо его можно чиркнуть как обычную спичку. Затем делается две прихватки, чтобы готовый шов не деформировался.
Двигать электрод можно по-разному: на себя, от себя, слева направо, справа налево. Как именно – нужно выбирать по тому, какое пространственное положение рекомендовано для данного электрода и какую толщину имеют свариваемые детали.
Это обязательно следует учитывать, чтобы соединение получилось качественным. Угол наклона электрода в процессе работы – 45°.
Когда шов готов, шлак следует убрать, поверхность – зачистить. Чтобы не получалось прожогов, лучше варить с прокладками. Тогда можно действовать увереннее, добавлять больший ток и не делать проходку с обратной стороны шва.
Выполнение стыкового сварного соединения в нижнем положении
Сначала необходимо выполнить зачистку деталей. Если металл тонкий, то разделывать кромки не нужно. Детали располагаются на расстоянии 1-3 мм друг от друга. Затем делаются прихватки (когда готовы, их нужно зачистить). Далее сварной шов прокладывается на обратной от прихваток стороне.
Максимально допустимая толщина валика – 9 мм, высота – 1,5 мм. При выполнении данного стыкового сварного соединения шов ведется слева направо, кольцевыми колебательными движениями против часовой стрелки. Таким же способом нужно пройтись и по обратной стороне, причем там можно подать больший ток. Когда сварка завершена, поверхности нужно зачистить.
Получается, что при работе вы делаете электродом 2-3 движения.
Электрод двигается вниз, постепенно плавится и дает стабильную сварочную дугу. Далее он аккуратно, с одинаковой скоростью перемещается. При этом наклон от вертикали должен составлять примерно 15-30 градусов. В другой плоскости электрод должен быть в перпендикулярной позиции по отношению к свариваемой поверхности.
Если нужен более широкий сварной шов, это достигается за счет дополнительных колебательных движений.
Выполнение стыкового сварного соединения в вертикальном положении
Рабочий ток подается на 10-15 % ниже, чем это было для сварки в нижнем положении, потому что тут требуется тепловая дуга меньшей мощности. Шов обычно ведется снизу вверх, дугу при этом нужно отрывать, чтобы из сварочной ванны не лился расплавленный металл.
В одной плоскости электрод ставится перпендикулярно к соединяемым поверхностям, а в другой – с наклоном немного ниже горизонтали.
Можно работать без обрыва дуги и вести сварку сверху вниз или снизу вверх. Для этого необходимы электроды конкретной марки и с определенным материалом покрытия.
Если выполняется стыковое сварное соединение, к примеру, швеллера в вертикальном положении с разделкой кромок, то понадобится сделать несколько проходов, и каждый обязательно нужно очищать от шлака.
У начинающих специалистов, еще не наработавших достаточно опыта, бывает такая проблема: электрод залипает на металле в момент розжига дуги. Особенно часто это случается, когда сварочный ток невысок. Тут можно посоветовать положить рядом металлическую пластину и разжечь электрод на ней, а потом перенести дугу на стык и начать делать шов.
Если касаться разогретым электродом о металл плавно, то дуга не залипнет и разожжется легко. Притом в начале соединения не получится непроварки.
По завершении сварки нужно обязательно проконтролировать качество полученного результата. Для этого следует очистить шов от шлака, копоти, металлических брызг и внимательно его осмотреть, проверить, нет ли дефектов.
Процесс сварки может оказаться небезопасным для здоровья. Работа сопровождается вредным для глаз излучением, выделением токсичных газов, плюс приходится иметь дело с расплавленным металлом.
На современных предприятиях для мастеров, занимающихся сварными работами, предусмотрено следующее обмундирование:
- костюм из брезента;
- обувь с закрытыми шнурками (ботинки, сапоги);
- специальная маска или очки;
- респиратор;
- рукавицы из брезента.
Всё это должно быть чистым, не испачканным в масле. Начинающим сварщикам лучше нарабатывать опыт на простых конструкциях, потому что на сложных вряд ли сразу получится добиться хорошего качества швов (а оно имеет большое значение).
Чтобы все получалось правильно, важно как можно точнее придерживаться установленного технологического процесса.
Читайте также: