Сварочная колонна для сварки под флюсом
Обновлено: 24.04.2024
Основной составляющей большинства сварочных комплексов служит колонны сварочные, которые можно использовать совместно с роликовыми опорами, манипуляторами и позиционерами любого типа и грузоподъёмности для обеспечения удобной, стабильной и качественной сварки.
Колонны сварочные предназначены для крепления головок дуговой сварки под флюсом или в среде защитных газов, с целью их перемещения при настройке на стык и сварке кольцевых и продольных швов корпусов сосудов, труб и других изделий, а также при сварке криволинейных швов, в случае использования специального сварочного оборудования со следящими или программируемыми системами.
Колонны могут применяться в сборочно-сварочных цехах и на производственных участках автоматической дуговой сварки при изготовлении корпусных, балочных, цилиндрических и других металлоконструкций.
Кроме сварки, с помощью устанавливаемых на конце консоли различных наплавочных головок, можно осуществлять наплавку плоских поверхностей, а так же наплавку внутренних и наружных поверхностей тел вращения (обечаек, труб, и т.д.).
Сварочные колонны делятся на три типа:
• колонны сварочные КС;
• колонны сварочные малые КСМ;
• колонны сварочные специальные КСС.
Колонны сварочные КС относятся к наиболее распространённой группе стандартного оборудования и подразделяются на колонны сварочные лёгкой серии КС (120), КС (200), средней серии КС (500) и тяжёлой серии КС (800) в зависимости от допустимой нагрузки на рабочий конец консоли от размещаемого на нём сварочного оборудования.
Технические характеристики и более подробное описание колонн сварочных КС каждой серии можно посмотреть здесь.
Колонны сварочные малые КСМ применяются в случаях, когда не требуется большая грузоподъемность и/или ограничено рабочее пространство.
Технические характеристики и более подробное описание колонн сварочных КС каждой серии можно посмотреть здесь.
Колонны сварочные специальные КСС применяются для выполнения конкретных задач и/или проектируются по требованиям заказчика.
Технические характеристики и более подробное описание колонн сварочных специальных можно посмотреть здесь.
Колонна сварочная состоит из вертикальной стойки, механизма подъёма, каретки, противовеса, противоаварийного устройства, опорно-поворотного устройства (ручного или механизированного) и устройства блокировки поворота (ручного или пневматического), тележки (ручной или механизированной), подвижной консоли, на торец (торцы) которой устанавливается сварочное или технологическое оборудование.
Пульт управления колонной сварочной позволяет управлять перемещением колонны установленной на тележке, поворотом вертикальной стойки, движением рабочего инструмента путём подъёма и перемещения консоли с возможностью отображения параметров на дисплее.
Возможна совместная работа колонны со сварочными опорными вращателями и манипуляторами при сварке внутренних и внешних продольных швов, сварке кольцевых швов цилиндрических деталей, при этом управление всем механическим комплексом может производиться с рабочего места сварщика, в том числе с единого пульта управления (индивидуальное проектирование по техническому заданию).
Комплектация колонны сварочной осуществляется по выбору заказчика. В штатный комплект поставки колонны сварочной входят гибкие кабельные каналы (кабелеукладчики), шкаф управления и пульт дистанционного управления.
По желанию заказчика на колоннах сварочных может быть размещено любое сварочное и/или наплавочное оборудование, а именно: сварочные и/или наплавочные головки, источники питания, механизмы прецессионного позиционирования, осцилляции, слежения за свариваемым стыком, комплексы для приварки патрубков и наплавки торцов патрубков, системы рекуперации флюса, системы видеонаблюдения и др.
По отдельному техническому заданию, на рабочем или противоположном конце консоли может быть размещено технологическое оборудование, на котором можно осуществлять резку, строжку, зачистку, выборку дефектов и другие технологические операции.
Высокое качество материалов, из которых изготовлено оборудование, и точность изготовления гарантируют долгий срок службы.
Примеры колонн сварочных
Колонна сварочная лёгкой серии
с телескопической консолью КС (200/50)
Сварочные колонны: простота, надежность, эффективность
Сварочные колонны применяются для крепления и последующей транспортировки сварочных аппаратов различных модификаций. С помощью сварочных колонн можно производить и прямолинейные, и кольцевые швы. Сварочные колонны предназначены для сварки кольцевых и продольных швов резервуаров, танков, крановых балок, балок коробчатого сечения и сварки балок шасси прицепов. Продольные швы могут быть сварены движением сварочной колонны, кольцевые швы могут быть сварены поворотом заготовки на вращателе.
Cварочные колонны являются наиболее универсальным и широко распространённым видом автоматического сварочного оборудования. Причинами широкого распространения сварочных колонн являются многообразие типов самих колонн и их неоспоримые преимущества.

Сварочные колонны применяются для крепления и последующей транспортировки сварочных аппаратов различных модификаций. С помощью сварочных колонн можно производить и прямолинейные, и кольцевые швы.
Наиболее часто сварочные колонны используются для сварки ёмкостей (в сочетании с роликовыми вращателями), сварки кольцевых (круговых) швов совместно со сварочными вращателями и сварки продольных швов листовых и балочных конструкций.

С использованием сварочных колонн можно выполнять следующие виды сварных соединений:
- кольцевые швы ёмкостей (снаружи и изнутри),
- продольные швы обечаек (снаружи и изнутри),
- круговые швы,
- продольные и поперечные швы плоских листовых конструкций,
- продольные швы профильных балок.
С помощью устанавливаемых на концах горизонтальной балки одной или нескольких головок можно также осуществлять наплавку, резку и другие технологические работы.
Чаще всего сварочные колонны используются совместно с роликовыми вращателями или сварочными позиционерами (манипуляторами). В этом случае имеется возможность реализовать управление автоматизированным сварочным комплексом с единого пульта управления. Сварочные колонны могут оснащаться системами позиционирования инструмента и слежения по шву, а также системой видеонаблюдения за процессом сварки.


В зависимости от грузоподъемности колонны подразделяются на легкие (до 80 кг), средние (до 200 кг), тяжелые (до 500 кг) и супер тяжелые (до 800 кг).
Сварочные колонны: модификации и различия
Разнообразие предложений от производителей объясняет колоссальное количество модификаций сварочных колонн. Помимо прочих, встречаются следующие модификации:
- сварочные колонны с креплением к полу
- сварочные колонны с возможностью транспортировки по рельсам
- сварочные колонны с различным рабочим ходом
- с системой рециркуляции флюса
- сварочные колонны с лазерным отслеживателем качества линии шва
- с электрическим или ручным приводом для передвижения сварочной колонны и многие другие
Также в зависимости от модификации сварочные колонны предназначаются для сварки разных видов:
- плазменной
- аргонодуговой
- под флюсом
- с защитными газами
Ассортимент и качество «Интертехприбора»
Предложения нашей компании всегда отличаются как возможностью свободного выбора из широкого ассортимента сварочных колонн различных производителей, так и высочайшим качеством продукции.
Сварочная колонна от «Интертехприбора», вне зависимости от выбранной модели – это надежное и высокоэффективное оборудование, созданное, чтобы качественно работать в течение многих лет!
Сварочные тракторы / сварочные автоматы
При сварке под флюсом электрическая дуга образуется между свариваемым изделием и электродной проволокой, непрерывно подаваемой в зону сварки, и горит под слоем защитного гранулированного флюса. Флюс служит для защиты зоны сварки и остывающего металла шва и одновременно раскисляет и легирует металл сварочной ванны.
Сварочная дуга горит в газовом пузыре, образующимся в результате плавления флюса и металла и заполненном парами металла, флюса и газами. По мере удаления дуги расплавленный флюс при остывании образует шлаковую корку, которая легко отделяется от поверхности шва.
Расплавленные электродный и основной металлы в сварочной ванне перемешиваются, образуя при кристаллизации сварной шов.
Подробнее о процессе сварки под флюсом в нашей статье здесь.
Наша компания предлагает широкую гамму сварочных тракторов / сварочных автоматов для сварки под флюсом, различающихся по конструкции, мощности и назначению.
Помимо стандартного варианта сварки под флюсом одной электродной проволокой мы предлагаем сварочные тракторы с двухэлектродной сваркой под флюсом двумя электродными проволоками в одной головке, а также тандемные сварочные тракторы с использованием двух источников сварочного тока, каждый из которых раздельно питает свою однопроволочную сварочную головку.
В качестве источников сварочного тока для сварочных тракторов могут использоваться тиристорные или инверторные источники. Инверторные источники обладают более высокими сварочно-технологическими свойствами. Однако при этом они предъявляют повышенные, по сравнению с тиристорными источниками, требования к качеству электропитания.
В зависимости от конструкции сварочные тракторы / сварочные автоматы могут осуществлять сварку стыковых и угловых швов в нижнем положении, осуществляя передвижение по рельсам. Вести сварку в нижнем положении "в лодочку". Сваривать, передвигаясь по двутавровой балке с опорой на боковые ролики.
Сварочные трактора / сварочные автоматы, имеющие трехколесную конструкцию, имеют возможность автоматически отслеживать сварочный шов. Главной конструктивной особенностью таких тракторов является наличие специальных направляющих роликов, установленных на кронштейне в виде коромысла, используемых в качестве третьего колеса. При работе эти ролики катятся по разделке и обеспечивают точное автоматическое позиционирование трактора.
Все сварочные тракторы / автоматы позволяют автоматически поддерживать заранее заданную величину напряжения или тока дуги путем изменения скорости подачи сварочной проволоки.
Сварочные тракторы / сварочные автоматы имеют богатый набор настроек. В частности, помимо стандартных возможностей предустанавливать сварочный ток, напряжение, скорость и направление движения сварочного трактора, имеется возможность устанавливать диаметр сварочной проволоки, задавать напряжение, силу тока и время заварки кратера, определять режим зажигания дуги (касанием или чирканьем), переключать полярность сварки (Более точная информация по функциональным настройкам содержится в описаниях конкретных моделей сварочных тракторов).
Сварочные головки с контроллерами для сварки под флюсом
SAW головка с высокой степенью надежности и производительности.
- Цифровой индикатор. Используется для установки сварочного тока и напряжения перед началом сварки и для контроля параметров в процессе сварки. Переключатель - устанавливает время возрастания тока при зажигании дуги.
- Трехпозиционный переключатель режимов установки параметров зажигания дуги, сварки и затухания дуги (заварки кратера).
- Цветные индикаторы выбранных режимов.
- Переключатель цифровой - устанавливает время затухания дуги (заварки кратера)
- Регуляторы установки параметров трех режимов: зажигания дуги, сварки и затухания дуги.
Переключатель - устанавливает время дожигания проволоки по окончании сварки.
- Переключатели полярности и способа зажигания дуги
Интерфейс кабельных соединений
- Разъем подключения наружного оборудования для интеграции сварочной системы. Осуществляет запуск и остановку интегрированного оборудования.
- Разъем для подсоединения кабеля управления источником тока. Управляется контроллером.
- Разъем для подсоединения кабеля управления сварочной головки, регулирования подачи проволоки, реверса, запуска и остановки сварки. Механизм перемещения сварочной головки может начать движение при нажатии кнопки «Старт» или при возбуждении дуги. Механизм перемещения может останавливаться при нажатии кнопки «Стоп», либо автоматически при обрыве сварочной дуги.
Подающий механизм проволоки
Контроллер сварочной головки
• Цифровые индикаторы. Используются для установки сварочного тока и напряжения перед началом сварки и для контроля параметров в процессе сварки.
• Ручка установки сварочного тока
• Ручка установки сварочного напряжения
• Переключатель диаметра используемой проволоки
• Кнопка перемещения сварочной проволоки вверх
• Кнопка перемещения сварочной проволоки вниз
• Сетевой выключатель
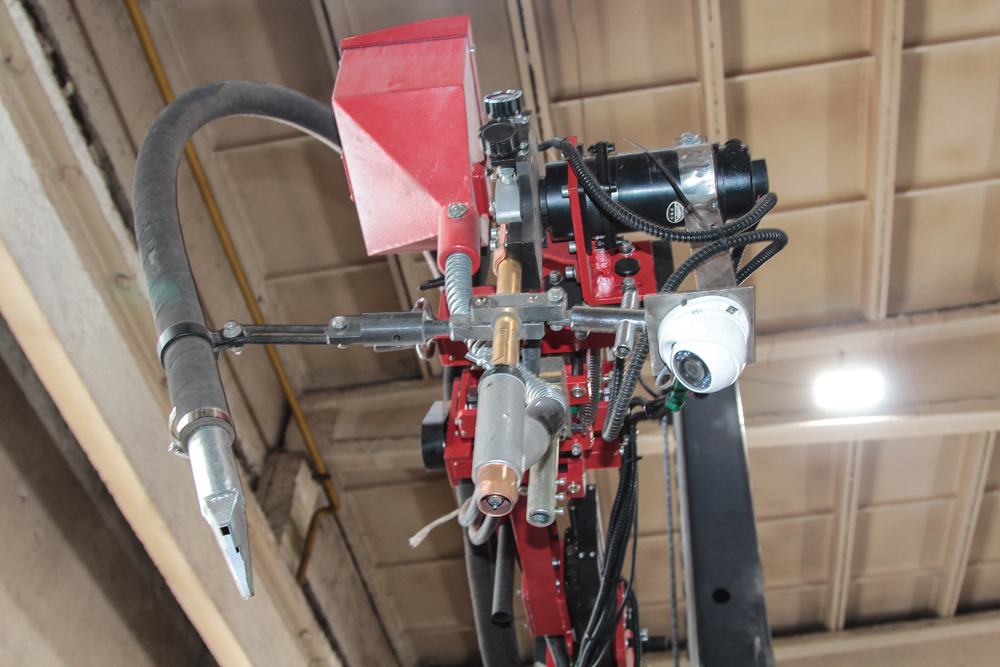
Сварочная колонна с тандемной сварочной головкой, трехосевым суппортом, отслеживателем шва джойстикового типа и системой видеонаблюдения
Сварочная колонна со сварочной головкой малых размеров для сварки под флюсом внутренних швов в трубах малого диаметра


Трёхдуговая сварочная головкой малых размеров для сварки под флюсом внутренних швов в трубах малого диаметра.
Сварочная колонна со сварочной головкой, двухосевым суппортом, отслеживателем шва джойстикового типа и системой видеонаблюдения
Сварочная колонна. Автоматический комплекс для сварки емкостей INTEGRAL

Комплект автоматического оборудования, входящего в состав предлагаемого сварочного комплекса, предназначен для выполнения кольцевых и продольных стыковых сварных соединений цилиндрических ёмкостей.
Комплект автоматического оборудования, входящего в состав предлагаемого сварочного комплекса, предназначен для выполнения кольцевых и продольных стыковых сварных соединений цилиндрических ёмкостей. Сварка выполняется автоматической дуговой сваркой под слоем флюса снаружи и изнутри.
Сварочный комплекс может использоваться для сварки цилиндрических ёмкостей из низкоуглеродистых, низколегированных и нержавеющих сталей при производстве энергетического оборудования, котлов, химического и нефтегазоперерабатывающего оборудования. На сварочном комплексе также может быть выполнена сварка прямолинейных стыковых швов листовых деталей (сварка плоских карт), наплавка плоских, кольцевых и круговых деталей.
Обращаем Ваше внимание, с 2016г. сварочные колонны «INTEGRAL» поставляются в черно-красной цветовой гамме.
1.Сварочная колонна
Сварочная колонна с выдвижной подъёмной консолью, специально разработанная для полностью автоматической сварки.
Вертикальная поворотная колонна и выдвижная горизонтальная консоль выполнены из стального профильного проката квадратного сечения и обеспечивают высокую прочность и надёжность силовой конструкции колонны. Колонна установлена на опорном подшипнике и имеет возможность вращения вокруг вертикальной оси, вращение ручное с механической фиксацией в любом положении.
На вертикальной колонне крепится седло, в котором располагается выдвижная консоль. Стальное седло консоли смонтировано на 4 регулируемых V-образных роликах; каждый ролик вращается на закрытом подшипнике и перемещается на эксцентриковой оси для точного выравнивания. Ролики седла пересекают обработанные направляющие колонны, что гарантировать плавный подъем консоли. Седло с консолью перемещается по направляющим вертикальной колонны вверх и вниз при помощи многозвенной прочной роликовой цепи. Привод вертикального перемещения – зубчатый редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод вертикального перемещения обеспечивает плавный, быстрый и точный подъём консоли на необходимую высоту.
Опционально колонна может быть установлена на платформу для перемещения по рельсам:
Внимание! Рельсы для сварочной колонны в поставку не включены.


Платформа оборудована защитой от опрокидывания, и позволяет перемещать колонну между рабочими зонами, а также с маршевой и сварочной скоростью.
Встроенный в вертикальную колонну противовес обеспечивает плавное перемещение консоли вверх и вниз и надёжную фиксацию на необходимой высоте. Система безопасности предохраняет консоль от падения, делая работу сварочной колонны безопасной.
Прямоугольная выдвижная консоль имеет шлифованные направляющие по всей длине и высокоточную зубчатую рейку для перемещения внутри седла и поддерживается на 4 регулируемых V-образных роликах, смонтированных на седле, каждый вращается на закрытом подшипнике и перемещается на эксцентриковой оси, чтобы гарантировать точное выравнивание и безвибрационное движение автоматической сварочной головки. Привод горизонтального перемещения консоли – червячный редуктор с электрическим двигателем переменного тока с инверторным частотным регулятором привода. Привод горизонтального перемещения обеспечивает плавное и точное горизонтальное перемещение консоли с плавно регулируемой сварочной скоростью.
Шкаф с элементами электрического оборудования и пульт управления смонтированы на вертикальной колонне, все оборудование выполнено по всем правилам электромонтажа.
Пульт является съемным и соединен со шкафом проводом, что значительно облегчает работу оператора.
2. Автоматическое сварочное оборудование
- На торце выдвижной консоли сварочной колонны INCZ 4×4 размещается автоматическая сварочная головка INMZ9 для дуговой сварки под слоем флюса. Автоматическая сварочная головка обеспечивает сварку с максимальным током сварки 1.000 А при ПВ100% сварочной проволокой диаметром до 5,0 мм. Размоточное устройство для сварочной проволоки рассчитано на бухты проволоки 25 кг и размещается непосредственно на консоли сварочной колонны.
- Автоматическая сварочная головка установлена на крестовом слайдере (суппорте скольжения) с приводным перемещением 200 мм в вертикальной и горизонтальной плоскостях. Привод слайдера – два электрических двигателя постоянного тока с ходовыми винтами и шарико-винтовыми парами. Управление крестовым слайдером осуществляется с переносного пульта управления.На сварочной головке установлена механическая система слежения за стыком по вертикали контактного типа, которая обеспечивает постоянный вылет сварочной проволоки и вылет сварочной проволоки из токоведущего мундштука.
- Дополнительно сварочная головка оснащена точечным лазерным целеуказателем, для облегчения слежения за стыком сварного соединения. Целеуказатель проецирует световую точку диаметром
- Для облегчения слежения за стыком сварного соединения установленна видеокамера и монитор для оператора.
3. Система подачи и рециркуляции флюса с подогревом
Система подачи и рециркуляции флюса с пневматическим приводом, установленная на консоли сварочной колонны, обеспечивает подачу подогретого до рабочей температуры сварочного флюса (прокалку флюса при этом система не осуществляет) в сварочную головку и удаление излишнего флюса со сварного шва посредством эжекционного сопла, установленного на сварочной головке.
Удалённый флюс поступает в рециркуляционный бункер, оснащённый механическим сепаратором для восстановления флюса и удаления остатков переплавленной шлаковой корки.
Восстановленный флюс поступает в расходный флюсовый бункер, расположенный непосредственно на сварочной головке. Для работы системы подачи и рециркуляции флюса необходим сжатый воздух (сухой и без масла) давлением 6 Бар.
4. Самоустанавливающийся роликовые вращатели распашного типа серии INZT (Опция)
Роликовые вращатели распашного типа обладают важным преимуществом перед другими типами роликовых вращателей – ролики расходятся под действием массы свариваемой ёмкости, при этом отпадает необходимость в раздвижении роликов для настройки на диаметр.


Описание конструкции
Каждая секция состоит из прочной стальной сварной рамы, по краям которой установлены поворотные косынки; в каждой косынке закреплена пара роликов. Косынки имеют возможность поворота вокруг своих горизонтальных осей. Под действием массы изделия, опускаемого на ролики, косынки поворачиваются. Таким образом, изделие опирается на 4 ролика, при этом нет необходимости в предварительном раздвижении роликов для настройки на диаметр изделия.
Прочные стальные ролики с встроенными осями на тяжелонагруженных шарикоподшипниках могут быть покрыты стальными бандажами или взаимозаменяемыми шинами из прочной резины.
Приводная секция оборудована двумя двигателями переменного тока с тяжелонагруженными зубчатыми редукторами и инверторным регулятором привода с плавным регулированием скорости вращения. Управление роликовым вращателем осуществляется с беспроводного пульта управления с плавной регулировкой скорости вращения и изменением направления вращения.
Читайте также: