Сварочная проволока для латуни
Обновлено: 18.05.2024
Листы, пластины и иные большие блоки металла пригодны далеко не везде. Часто на его основе изготавливают, к примеру, проволоку. Всем потребителям обязательно надо понимать, каковы особенности латунной проволоки, а также знать ее целевое назначение.
Описание
Широкая популярность латунной проволоки объясняется очень просто: это действительно превосходный материал, который удовлетворяет даже самым строгим запросам потребителей. Качественно изготовленная латунь отличается внушительной стойкостью к коррозии и относительно прочна механически.
Для ее получения могут применяться самые различные сплавы.
Пластичность латуни позволяет отлично переносить деформирующие нагрузки. Характерными особенностями латунной проволоки являются:
- постоянство сечения;
- повышенные физико-механические характеристики (в сравнении с медным аналогом);
- возможность использования самых разных добавок, повышающих общие характеристики.
Особенности производства
Существуют четкие требования ГОСТ, которым должна соответствовать любая латунная проволока, выпускаемая или продаваемая в нашей стране. Это изделие должно иметь стабильное круглое сечение от 0,1 до 12 мм. В процессе производства могут использоваться:
- прессовка;
- прокат;
- волочение.


Латунную проволоку общей категории изготавливают в соответствии с ГОСТ 1066-90. Для нее применяют сплавы Л63 и Лс59-1. Перечень испытаний и порядок получения испытываемых образцов подчиняется ГОСТ 24231, появившемуся еще в 1980 году. Готовые продукты имеют немерную длину и травленую поверхность. Поставка может вестись в формате бухт, мотков или катушек.
Принято выделять полутвердую, мягкую и твердую проволоку. Также есть разграничение по нормальной точности в отношении диаметра поперечных сечений. В завершении обработки снимают остатки поверхностного напряжения. Для этой цели используют или низкотемпературную обработку (специальный режим обжига), или механическую обработку.
Не допускается загрязнение и иной дефект, способный помешать осмотру поверхности.


Не должно быть также:
- покраснений после травления;
- больших слоев технологической смазки;
- серьезных затемнений;
- существенных признаков побежалости.
Латунную проволоку маркируют, показывая процент легирующих добавок и категорию сплава. Это изделие без проблем обрабатывается в нагретом и холодном состоянии. Его легко изгибать и паять. Под действием атмосферных факторов и едких веществ латунная проволока не повреждается. Вдобавок рабочий процесс ориентируется еще и на повышение ее эстетических свойств.
Универсальная латунная проволока марки ЛС-59 создается на основе цинка и меди. В качестве легирующей добавки используют свинец. Сплав типа Л63 образован 64% меди и 37% цинка. Его активно используют как припой при сварочных работах. Сплав Л80 за счет повышенной концентрации меди отличается превосходной проводимостью, и потому его широко применяют для производства электроаппаратуры.
Проволока из сплава Л-ОК содержит добавки кремния и олова. Эта круглая нить отличается повышенной стойкостью к коррозии. С ее помощью легко предотвратить появление коррозийных очагов в местах сварочных соединений. Медно-цинковая комбинация используется в проволоке ЛС-58; в нее также добавляют и свинец. Такое изделие нужно, чтобы производить контактные пары для электроустановок и автомобильную электронику.
Существующие технологические нормативы предписывают изготавливать сварочную проволоку только круглого сечения. Ее маркируют буквосочетанием «КР». Получать проволоку для сварки можно методом холодного вытягивания (обозначение «Д») или горячего прессования (обозначение «Г»). При поставке сварочной проволоки могут применяться также и другие обозначения:
- низкая и высокая твердость (М и Т соответственно);
- отрезы на катушках — КТ;
- немерная длина — НД;
- сердечники — СР;
- БР — поставка в барабанах;
- БТ — отгрузка в мотках и бухтах.
Для полуавтоматической сварки применяют латунные нити диаметром от 0,3 до 12 мм. Принято делить весь ассортимент на 17 типовых сечений. Механизированная сварка обычно ведется с проволокой диаметром 2 мм. Если сечение составляет 3 мм, 5 мм, то это уже отличный вариант для работы на автоматических установках. Но, разумеется, учитывают еще и толщину металла, и его свойства.
Применение
Проволока из латуни находит широкое применение в производстве электротехнических деталей и декоративных приспособлений. С ее помощью формируются контактные пары в самых разных технологических установках. Но латунная проволока нужна еще и в фильтрах, применяемых в нефтеперерабатывающей промышленности.
Базовую разновидность этого изделия активно используют для электроэрозионных станков в процессе особо точной проволочной вырезки.
Обычно такой материал содержит строго нормированное количество меди и цинка, иначе поддержать стабильные свойства нельзя.
Но на этом применение латунной проволоки не заканчивается. Ее часто применяют как основу для специальных фильтров в пищевой промышленности. Из подобных заготовок еще производят сетки с мелкой ячейкой, различные детали и механизмы для обувной отрасли. Латунную намотку можно встретить в сердечниках трансформаторов. Также нить из этого материала находит применение в:
- просеивании дробленых веществ;
- получении авторучек и щеток;
- изготовлении украшений.
Однако самым массовым продуктом все равно была и остается присадочная проволока для сварки. Порой только ее применение и обеспечивает достойное качество сварного шва. Сварочная проволока для полуавтомата, для ручной или полностью автоматической сварки отличается, однако одно остается неизменным — она фактически заменяет собой электроды.
От марки используемого сплава и от правильности его применения зависят физические и химические свойства готового шва. Профессионалы настоятельно призывают не путать проволоку, заменяющую электроды, и ту, которая идет на их производство.
Детальный обзор видов проволоки для творчества вы можете посмотреть в следующем видео.
Сварка латуни: особенности и виды технологий
Сварка латуни необходима довольно часто. Выполнить эту работу как следует могут далеко не все люди. Но знание особенностей и видов технологий позволяет хотя бы проконтролировать получаемый результат.

Особенности сварочных работ
Ключевая специфика сварки латуни связана с ее химическим составом. Это сплав таких известных металлов, как медь и цинк. Когда материал нагревают, цинк начинает улетучиваться. Освободившийся объем заполняют различных размеров и форм поры. Но это только половина проблемы.
Куда хуже то, что цинк крайне токсичен для человека. Потому приходится принимать специальные меры, чтобы избежать отравления. Очень важную роль играет строгое соблюдение технологии.
В целом варят латунь примерно по той же схеме, что и простую медь. Если слой металла не превышает 1 см, заблаговременный прогрев его не потребуется.

Подготовка
Сварить латунь можно даже в домашних условиях, но для этого придется провести тщательную подготовку. Толстые конструкционные изделия обязательно надо прогревать в том месте, где будут заниматься сваркой. Этот прием улучшает качество шва и обеспечивает повышенную надежность соединения. Если толщина листов велика, необходимости в отбортовке нет. Однако между составными частями должна сохраняться дистанция не более 2 мм.
Если применяют подкладку, придется делать зазор несколько больше. Особенно прочные конструкции отрабатывают путем двухсторонней сварки. Неверная оценка отдельных параметров приведет к серьезнейшим проблемам. Потому толстые конструкции должны варить только подготовленные профессионалы со стажем.
Описание технологий сварки
Методика сваривания латуни почти не зависит от конкретного варианта выполнения работ. Действовать в любом случае придется максимально быстро. Если варить металл медленнее чем по 0,15 м за минуту, качество быстро упадет. Это выражается в ускоренном улетучивании цинка и активном развитии пористости. Вертикальные элементы из латуни варят строго снизу вверх.
Точки стыка по мере надобности дополнительно разогревают. Потолочная сварка категорически исключена.
Склонность латуни закипать и вытекать сильно вредит при проведении сварочных работ.
Подбор технологии определяется:
- персональными пожеланиями;
- толщиной листа;
- предполагаемыми характеристиками готовой конструкции.


Электродуговая
Предпочтительным вариантом сварки латуни электродуговым способом будет использование электрода из латунной же проволоки. Важно: в ней должно присутствовать как минимум 40% цинка (по массе). Дополнительно должны содержаться алюминий, свинец, марганец, железо. По электродам непрерывно движется электрический ток прямой полярности. Предпочтительна работа «короткой» дугой из нижнего положения.
Дугу поддерживают при силе тока 250 А. Такой параметр оптимален для электродов длиной 5 мм. Подобное соотношение гарантирует скорость проходки швов как минимум 0,3 м за минуту. Когда главная технологическая операция завершена, шов требуется дополнительно подвергнуть проковке и разогреву на 600-650 градусов. Это позволит значительно улучшить характеристики готового изделия.
В некоторых случаях для работы используют буру. Подобная защитная смесь может существенно облегчить выполнение даже самых сложных работ, в том числе очень сложное соединение различных «капризных» металлов. Разогретая бура плавится и образует соли. Позднее они кристаллизуются на поверхности. Убрать остатки такого слоя не слишком сложно.
Аргоновая
Изготовление сварных латунных швов в аргонной среде считается наиболее качественным вариантом. Востребовано это решение и для работы с другими медными сплавами. Тут возможно применение как плавких, так и не подверженных плавлению электродов. Неплавкие детали применяют преимущественно из вольфрама. Отличным присадочным материалом для таких манипуляций считается бронзовый пруток БрКМц-3-1.
Для работы с очень сложными сплавами рекомендуется применять присадки того же состава, что и само изделие.
Варить латунь и бронзу в среде аргона требуется строго в один слой. Но делать нужно не цельный шов, а отдельные последовательные участки. Большое внимание надо уделять точности и аккуратности выполнения работы. При неосторожных манипуляциях велика вероятность прожечь материал.
Частично компенсировать эту опасность помогает использование длинной дуги. Силу тока на свариваемых участках понижают плавно. Более безопасно варить аргоном латунь толщиной свыше 5 мм. Для более тонких конструкций подобный метод непрактичен. Порой правильнее вернуться к традиционной электродуговой методике.

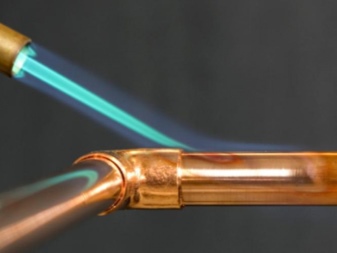
Газовая
Обработка латуни и бронзы в обычной газовой среде вполне возможна, но работать тогда придется максимально быстро и четко. Средняя рациональная скорость — 0,25 м за минуту. Поперечные колебания совершать нельзя. Горелка должна идти под углом 90 градусов к поверхности на всем протяжении шва. Присадочную проволоку надо держать под углом 30 градусов по отношению к обвариваемым кромкам.
Кроме обзора методов, необходимо учесть еще несколько более частных тонкостей. В некоторых случаях используют медно-фосфорный припой. Его повышенная текучесть гарантирует установление превосходных связей на межмолекулярном уровне. Дополнительно поддерживается проникновение в самые мелкие трещины и другие дефекты. Готовый шов очень устойчив к коррозии и прочен механически.


В ряде случаев возникает необходимость сварки латуни и стали. Для нее берут:
- ацетилен-кислородную или пропан-кислородную горелку;
- прутки серии Л69;
- буру.
Латунью лудят стальные компоненты. Потом берут ту же горелку, ту же присадку и приваривают необходимые стальные детали со специальным слоем.
Опасаться насыщения стали углеродом в значительных размерах не стоит. Проблема решается использованием нейтральной или слегка окисленной (по продуктам) реакции горения.
Рекомендована аргонодуговая сварка с присадкой, богатой цинком и марганцем.
Довольно многие люди прибегают к сварке латуни методом TIG. Рекомендуется не DC, а AC режим, потому что он позволяет получить весьма чистый шов. Однако надо учитывать, что выгорание цинка затрудняет розжиг дуги. Впрочем, лучший вариант — все равно использование газовой сварки. Многие отзывы опытных сварщиков говорят, что варить латунь способом TIG весьма мучительно.
Рекомендации
Когда нужно заделать трещину в латунной конструкции при помощи электросварки, применяют либо графитированные, либо имеющие толстое покрытие электроды. Первый вариант позволяет варить нетолстые изделия даже без помощи присадочной проволоки. Иногда используют угольные электроды. Процедура работы с ними не отличается от аналогичной сварки меди; припоем становится латунная проволока.
Чтобы качественнее сварить латунь электродуговым способом, нужно:
- за один проход сваривать не более 3 мм металла;
- предварительно подогревать толстые конструкции до 200-300 градусов;
- прорабатывать тонкостенные материалы в один проход.


Тонкостенные элементы, а также трубы можно соединять главным образом газопламенной сваркой. В пламени должен быть переизбыток кислорода, который компенсирует уход большого количества цинка.
Флюс готовят, используя прокаленную буру с вхождением борной кислоты. Смесь изначально суха; перед самым применением ее разводят водой до нужной концентрации. Пастообразный состав придется наносить мягкой кисточкой на нужное место.
Готовясь к сварке латуни в среде аргона, необходимо очень тщательно подготовить соответствующие места. Убрать окислы поможет травление слабой азотной или соляной кислотой. Важно: между воздействием кислоты и самой сваркой должно проходить как можно меньше времени.
При работе в помещении очень важна качественная вентиляция. Но даже она не освобождает от использования защитных очков и респираторов.
О том, как выполняется сварка латуни, смотрите далее.
Четыре способа сварки латуни
Латунью называют сплавы, основой которых является цинк и медь. Процент содержания этих основных металлов в каждом конкретном сплаве может различаться. Например, цинка может быть от 20 до 60%. Кроме того, в сплав могут быть добавлены в небольших количествах и другие элементы.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от технологии сварки стальных и железных изделий

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению.
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Сегодня на практике при работе с бронзой и латунью применяют электродуговую, газопламенную и аргоновую сварку. Но вне зависимости от того, какая именно технология была выбрана, необходимо тщательно подготовить металлические поверхности, которые предполагается сваривать.
Для этого по краям заготовок следует вырезать специальные сварочные кромки, а будущее место шва отполировать до появления блеска с помощью наждачки и напильника.
На латунных поверхностях нередко образуются окислы, от которых тоже нужно избавиться. Это можно сделать, воспользовавшись раствором соляной или азотной кислоты. Причём такую очистку следует осуществлять строго перед началом сварочных работ.
Электродуговая

Для стандартной электродуговой сварки лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
В среде аргона
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Сварка бронзы или латуни аргоновым аппаратом выполняется в один слой. И при этом варить нужно не цельным швом, а небольшими отдельными участками (валиками).
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
В домашних условиях

Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты.
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Читайте также: