Сварочная проволока для полуавтоматов описание
Обновлено: 04.07.2024
Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
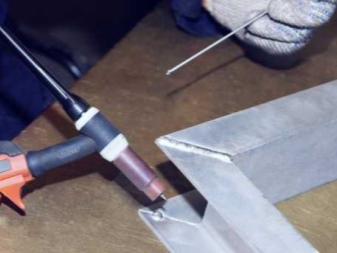
Проволока для полуавтомата применяется в видах сварки MIG и MAG, проходящих в среде инертных и активных газов. Сама проволока выступает одновременно электродом и присадочным металлом. Напряжение от источника тока передается по кабелю на токосъемный наконечник, а с него на саму проволоку. Дуга горит между изделием и концом электрода,благодаря чему появляется сварочная ванна и формируется шов.
Поскольку проволока подается непрерывно от катушки, возможно создавать швы увеличенной длины, по сравнению с использованием методов сварки покрытыми электродами. Значительно возрастает скорость сварки. Каждый сварщик должен уметь правильно выбирать сварочную проволоку для полуавтомата, поскольку она непосредственно влияет на результат. Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
Форма выпуска сварочной проволоки

Сварочная проволока для полуавтоматов выпускается на пластмассовых катушках или металлических каркасных кассетах. Пластмассовые катушки применяются для намотки проволоки с общим весом 1-5 кг, а иногда 12-22 кг. Исходя из количества проволоки на бобине, ее диаметр варьирует от 10 до 20 см, а в редких случаях до 30 см. Обозначаются они соответственно – D200 и D300.
На металлических каркасных кассетах проволока выпускается с весом 12-20 кг, но бывают бобины и на 30 кг для крупных промышленных полуавтоматов. В документации такая оснастка обозначается как К300 и К415, что соответствует наружному диаметру кассет.
При выборе сварочной проволоки для полуавтомата нужно учитывать массу кассеты и ее наружный диаметр. В небольшие аппараты для MIG-сварки помещаются только катушки весом до 5 кг и диаметром 20 см. В крупные аппараты можно установить как маленькие, так и большие кассеты. Большие катушки удобны, поскольку при ежедневной многочасовой сварке не требуется регулярно их менять. Килограммовые бобины быстро заканчиваются и приходится тратить дополнительное время на заправку новой проволоки в канал, протяжку, снятие-установку катушки.
Маркировка и расшифровка обозначений сварочной проволоки
В России вся проволока маркируется согласно ГОСТ, чтобы по краткому обозначению сварщик мог быстро понять ее свойства. Поэтому нужно знать, что подразумевается под буквами и цифрами.

Рассмотрим пример: маркировка проволоки Св-08Г2С-О ГОСТ 2246-70 расшифровывается так:
- Св – продукция предназначена для проведения сварочных работ;
- 0,8 – содержание углерода в составе достигает 0,08%;
- Г2 – в состав входит марганец 2%;
- С – буква без цифры подразумевает содержание вещества менее 1% от общей массы, в данном случае речь идет о кремние;
- О – сварочная проволока содержит омедненное покрытие.
Мы не случайно привели в пример проволоку Св-08Г2С, поскольку по объемам продаж она занимает 95% и отлично подходит для сварки труб, уголков, швеллеров и другого металлопроката из низкоуглеродистой стали.
По маркировке сварочной проволоки сварщик может легко определить состав и предназначение расходника. Кроме углерода и марганца, в электроды добавляют:
- цирконий (Ц);
- азот (А);
- ванадий (Ф);
- ниобий (Б);
- алюминий (Ю);
- вольфрам (В);
- хром (Х);
- медь (Д);
- никель (Н);
- титан (Т);
- кремний (С)

В конце маркировки может стоять еще одна буква “А”. Это означает, что для изготовления проволоки использовалась очищенная сталь с меньшим содержанием вредных примесей. Две “АА” подразумевают еще более высокую очистку материала.
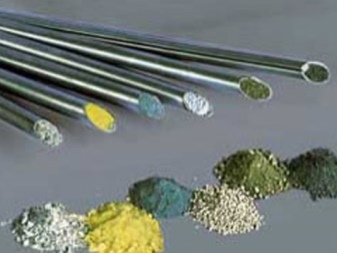
Виды сварочной проволоки по типу

Сварочная проволока для MIG/MAG сварки выпускается диаметром 0,6/0,8/1,0/1,2/1,6/2,0 мм. Толщина элемента подбирается исходя из силы тока и сечения свариваемых деталей. Тонкая проволока на больших токах быстро плавится, не успевая долететь до заготовки. Толстая создает избыточное сопротивление и не вплавляется в металл, а накладывается сверху, поэтому правильный подбор диаметра сварочной проволоки для полуавтомата играет важную роль. Исходя из диаметра проволоки подбираются ролики подающего механизма и канал в рукаве горелки. Если часто приходится варить попеременно тонкий и толстый металл, понадобится несколько комплектов роликов и каналов.
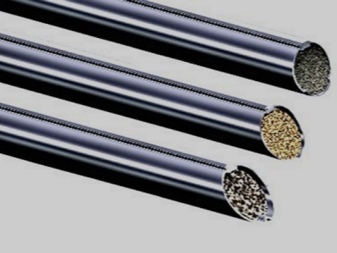
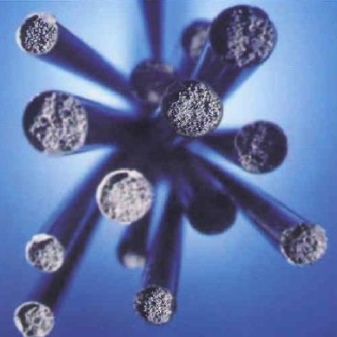
Сварочная проволока бывает полая и сплошная. Первая изготавливается в виде трубки, в середину которой засыпается порошок – флюс. Он создает дополнительную защиту сварочной ванны. Но полая проволока более хрупкая и больше подвержена перегибам. Ее нельзя сильно прижимать роликом подающего механизма.
Еще сварочная проволока бывает с покрытием или однородная. Чаще всего покрытие бывает медным и стоит такая продукция дороже обычной. Медь обеспечивает гладкое скольжение проволоки в канале и меньше оставляет стружки в местах соприкосновения. Еще покрытие содействует надежному контакту как с мундштуком, так и с изделием, что дает стабильную дугу. Наличие меди защищает металлическую проволоку от коррозии при длительном хранении. Попадая в сварочную ванну и плавясь в ней, медь содействует формированию швов с повышенным коэффициентом растяжения.
Виды сварочной проволоки по предназначению
Согласно ГОСТ 2246-70, существует 77 марок сварочной проволоки, которые делятся между собой на легированную, низколегированную и высоколегированную. Это определяет сферы ее применения при сварке металлов.
Самый распространенный и востребованный вид сварочной проволоки – для низколегированных и углеродистых сталей, поскольку большинство конструкций состоят именно из таких металлов. Это швеллеры, уголки, круглые трубы, профильные трубы, арматура и пр. Такая проволока востребована как на производстве, так и в быту. Если вы начинающий сварщик, то заварить забор, навес калитки, бак или каркас теплицы с навесом получится именно с такой проволокой. Выбирайте, например, БАРСВЕЛД СВ-08Г2С ⌀ 0,8 мм в катушках по 5 кг.


Сварочная проволока для меди и ее сплавов состоит из меди и кремния. Она имеет сплошную структуру. Подходит для сварки полуавтоматом любых медных изделий, а также для наплавки под последующую проточку. Образует однородный шов по составу с основным металлом. Один из популярных вариантов такой сварочной проволоки – БАРСВЕЛД CuSi ⌀ 0,8 мм.
Аустенитные стали свариваются полуавтоматом с применением проволоки для нержавейки. В ее составе хром, никель в качестве легирующих элементов. Процентное соотношение этих добавок определяется исходя из уровня легирования основного металла изделия. Поскольку от высокой температуры электрической дуги легирующие элементы выгорают из изделия, их наличие в проволоке компенсирует потерю и металл остается коррозионностойким. Сварка нержавейки обычно проволокой приведет к быстрому появлению ржавчины на швах. Хороший вариант проволоки для аустенитных сплавов – БАРСВЕЛД 308LSi ⌀ 0,8 мм.


Алюминий и его сплавы (силумин и пр.) свариваются специальной проволокой для алюминия, которая в качестве добавочного компонента содержит магний. Во время сварки магний интенсивно испаряется из основного металла, поэтому его наличие в проволоке компенсирует потери. Шов не окисляется и обладает теми же свойствами, что и материал изделия. Если предстоит варить алюминий, обратите внимание на проволоку БАРСВЕЛД AlMg5 ⌀ 0,8 мм, которая продается в кассетах по 2 кг. Этого хватит для ответственной работы, а цена товара вполне доступна, поскольку у бухты малый вес.
Особенности порошковой сварочной проволоки
Порошковая проволока бывает самозащитная и для работы в среде инертного газа. Самозащитная проволока предназначена для работы полуавтоматом без использования баллона. Это актуально для полевых условий, сварки на высоте или под землей, что упрощает транспортировку оборудования. Но качество швов самозащитной проволоки не самое высокое, поэтому такой метод подойдет лишь для неответственных конструкций или в качестве экстренной ремонтной меры с последующей переделкой швов другими методами сварки.
Порошковая проволока для работы в среде инертного газа обеспечивает повышенную защиту сварочной ванны от воздействия внешней среды. Это оправдано в случае ответственных швов на емкостях для химической промышленности. После сварки шов покрыт шлаком, как при работе с покрытыми электродами. Наличие шлаковой корки обеспечивает медленное остывание соединения и лучшее формирование кристаллической решетки.

Важность правильного подбора сварочной проволоки
Если неправильно подобрать сварочную проволоку для полуавтомата, то сварку будет вести неудобно, снизится качество соединения. Присадочный металл будет сильно разбрызгиваться, потребуется больше времени на последующую зачистку поверхностей. Неверный выбор диаметра проволоки приводит к тому, что электрод “гуляет” в сопле, трудно контролировать дугу и управлять сварочной ванной. Слишком толстая проволока может забиться в канале.
Настройка аппарата для работы со сварочной проволокой
| Толщина металла, мм | Диаметр сварочной проволоки, мм | Сила тока, А | Скорость подачи проволоки, м/ч |
|---|---|---|---|
| 1-1,5 | 0,6-0,8 | 75-120 | 130-200 |
| 2 | 1,2 | 130-170 | 150-250 |
| 3 | 1,2 | 180-250 | 350-480 |
| 4-5 | 1,2-1,6 | 200-300 | 450-650 |
| 6-8 | 1,6 | 250-400 | 500-700 |
Чугун хорошо варится омедненной сварочной проволокой, обеспечивающей низкое разбрызгивание присадочного металла. Дополнительно медь делает основной металл более тягучим, поэтому снижается вероятность горячих и холодных трещин.
Проволока дергается из-за пробуксовывания ролика в механизме подачи или забитого канала в рукаве. Попробуйте немного подтянуть прижимной ролик; если он сильно изношен, замените на новый. Канал для подачи проволоки следует чистить раз в месяц проволокой большего диаметра, поскольку в нем скапливается грязь, сужающая пропускную способность.
При ежедневной сварке полуавтоматом по 6-8 часов мундштук меняют 1-2 раза в день. Если этого не делать, проволока начнет “гулять” и труднее станет контролировать дугу. Шов может получиться неровным.
При сварке нержавеющей стали, когда дуга потухла, на конце проволоки образуется небольшая застывшая капля. Она диэлектрическая, поэтому для последующего возбуждения дуги понадобится ее откусить бокорезами. В случае работы с проволокой для черных металлов, особенно когда в качестве защитного газа применяется углекислота (активный компонент), обрезать шарик не проволоке не требуется – дуга загорится и так.
Нет, нельзя! Это приведет к разбалтыванию катушки на валу, осложнит работу подающего механизма. Катушку подбирают строго по посадочному диаметру вращающейся оси полуавтомата.
Сварочная проволока для полуавтоматов: виды и необходимая информация
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Проволока для полуавтомата
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.

Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
различные виды сталей, в том числе, нержавеющего класса;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:

В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95% ;
S (сера), – менее 0,025% ;
P (фосфор), – менее 0,03% ;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
общестроительная сварочная проволока;
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
сплошная полая оболочка;
один загиб оболочки;
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Особенности порошковой проволоки
Процедура сваривания конструкций из стали при помощи электродов не всегда характеризуется удобством. Трудности при проведении данного процесса наблюдаются на открытом участке, высоте.
Для того чтобы избежать формирования некачественных швов, некоторые мастера пользуются порошковым видом проволоки.

Что это такое?
Сварочную проволоку считают важной частью большинства современных технологий сваривания. Порошковый атрибут имеет вид полой металлической трубки, внутри которой располагается флюс или он же в совокупности с порошком из металла. Такую проволоку используют для создания сварочных швов при полуавтоматической безгазовой сварке. Благодаря современному виду данного атрибута осуществляется легкий поджиг дуги, а также происходит стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому её применение обеспечивает высококачесвенный результат. Наличие внутри трубки мелкой фракции железа, фосфора, хрома гарантирует следующие моменты:
- стабилизацию температуры в области ванной, а также около дуги до того, пока она станет подходящей к используемому материалу;
- стимуляция перемешивания плавленого металла на деталях, а также электрода;
- равномерное закрытие шва по всей ширине от контактирования с газом;
- обеспечение равномерности кипения и отсутствия брызг;
- увеличение скорости сваривания деталей.


С помощью порошковых проволок осуществляют наплавку на деталях, а также процедуру сваривания в каком-либо месте при условии наличия специального оборудования. Учитывая предназначение, в состав трубки могут входить магнезиты либо плавиковый шпат. При необходимости обработать тугоплавкий материал стоит использовать проволоку, где присутствуют графит и алюминий, так как они увеличивают температуру.
Минусами данного вида сварочного материала можно назвать высокую стоимость, узкую специализацию, сложность сваривания листов толще полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, и ей присущ трубчатый вид. Внутренняя полость атрибута наполняется пыльцой особого состава. Основой является полярная лента из металла. Завершающий этап создания такой проволоки заключается в её аккуратном растяжении до необходимых габаритов.
Любая разновидность флюсовой проволоки обязана соответствовать таким требованиям:
- равномерно плавиться и не осуществлять чрезмерного образования брызг;
- характеризоваться стабильностью и незатруднительностью в возникновении электродуги;
- шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать внутрь швов;
- иметь ровный шов без присутствия трещин, пор.

Сравнение с обычной проволокой
Проволока для сваривания делится на несколько видов, самыми распространёнными из которых можно назвать порошковую и сплошную. Несмотря на некоторые отличия, оба атрибута используются довольно часто. У сплошного вида проволоки имеется покрытие из меди, а также её можно использовать вместе с инертным газами, чего не скажешь о второй разновидности сварочного атрибута.
Ко всему прочему, изготовление порошковой проволоки представляет собой завальцовку полосы из металла, её раскатывание ленточкой с добавлением флюса.
Сплошная проволока имеет более низкую стоимость, однако она лишена некоторых преимуществ порошковой, таких, как:
- использование при вертикальной сварке на подъём;
- работа с оцинкованной сталью и другими трудносвариваемыми разновидностями;
- отсутствие возможности добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые могут применяться для газотермического напыления, электродуговой металлизации, легированной стали и многих других целей. Судя по характеристикам разновидностей данного сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для оболочки, а также алюминиевое, железное или иное наполнение.
Трубки из металла по форме делят на круглые, у которых края соединены встык, с замочными загибами, а также многослойные.
Согласно особенностям использования, порошковые атрибуты делят на такие разновидности.
Газозащитная
Этому виду проволоки требуется закрытие поверх ванны сварки. С данной целью используют аргон либо иной газ инертного типа. Газозащитный атрибут для сварки обычно применяют для сваривания углеродистой, низколегированной стали. У этой проволоки имеются следующие преимущества:
- стабильность дуги;
- лёгкость выхода шлака на поверхность;
- отсутствие пористости;
- низкий уровень разбрызгиваний;
- простота шлаковой ликвидации.
Таким трубкам присуще глубокое проплавление. Их использование востребовано при создании соединений на стыках и углах, а также нахлёстов во время изготовления конструкций и труб из металла.


Самозащитная
Самозащитная трубка является хорошим вариантом для функционирования полуавтоматов в любом пространстве, даже в полевых условиях. Этот атрибут сварки не нуждается в присутствии дополнительных видов расходных материалов. Во время работы над ванной замечается скопление облака из газовой шихты. В результате применения самозащитной проволоки на швы накладывается ровный флюс, при этом он широкой полоской скрывает горячие стыки. Эта разновидность порошковой проволоки нашла своё применение во время сваривания материалов в необорудованных условиях. С её помощью паяют алюминиевые изделия, а также их сплавы.


Порошки, которые сосредоточены в наполнении сварочной проволоки, могут выполнять следующие функции:
- легирование;
- раскисление;
- стабилизация электродуги;
- упрощение формирования однородности швов.
В зависимости от того, какой состав имеет порошок, самозащитная проволока может быть:
- флюоритной;
- флюоритно-карбонатной;
- рутиловой;
- рутил-флюоритной;
- рутил-органической.
Особенности использования
Применение полуавтомата при сваривании способствует быстрому накладыванию швов, потому что порошковый тип изделий подаётся без перерывов. Так как шланг с газом не всегда может быть доступен к работе, данный способ позволяет сваривать металлы в среде защитных газов. Правильно варить без газа сможет практический каждый желающий, при этом особое внимание стоит уделить наплавке и настройке. При механизированной сварке нужно обязательно учитывать параметры тока, полярность, а также правильность техники выполнения.
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру. Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата.
Провод, который идёт к горелке, необходимо присоединить к кабелю массы, а противоположный провод переключить на горелочную клемму.


Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. В боковой части ролика имеется информация о диаметровом диапазоне. Ролик с подвижным типом не стоит затягивать туго, так как проволоке характерна полая структура, и данное мероприятие может повлечь за собой её деформацию либо возникновение затора в кабельном канале.
Для того чтобы протяжка проволоки была беспрепятственной, понадобится снять наконечник, расположенный на выходе прижимного элемента. Его накручивание проводят после того, как появится расходный элемент от окончания данного канала. Диаметр наконечника также должен быть подобран в соответствии с габаритами проволоки, так как большое отверстие может стать причиной возникновения трудностей при управлении дугой. Во время проведения данной процедуры не применяется газ, поэтому надевание сопла не является обязательным. Для того чтобы брызги не прилипали к наконечнику, его стоит опрыскивать специально предназначенным для этого средством.


При сварке порошковым проволочным материалом шов всегда будет находиться под обзором, поэтому внешне технология будет напоминать стандартное пользование электродами.
Так как порошковый атрибут сварки не имеет механической крепости и жёсткости, специалисты рекомендуют применять специальный механизм, что обеспечивает непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро ликвидировать при помощи металлической щёточки. В противном случае шлак может попасть в рабочую зону, что повлечёт за собой образование дефектов и уменьшение механической прочности.


Порошковая проволока может быть изготовлена полностью из металла или иметь флюсовое наполнение, благодаря чему выполняет задачи газа. При использовании данного атрибута сварки шов может получиться менее качественным, чем обычно, однако в некоторых случаях без порошковой присадки обойтись невозможно.
Транспортировка газовых балоннов не всегда уместна, поэтому мастер может использовать порошковую проволоку, например, на высоте или в неудобном месте. Как показывает практика, для домашнего применения с небольшим объёмом работы этот вариант сварки получается дорогим. А вот на производстве при использовании порошковых трубочек быстрая и качественная сварка может проводиться даже неопытными специалистами. Также было замечено, что такая сварка способна себя оправдать при накладывании длинного шва, в противном случае получается много отходов.


О сварке порошковой проволокой рассказано в следующем видео.
Сварочная проволока. Диаметры, маркировка и виды

Поскольку полуавтоматы для сварки сейчас довольно востребованы, это позволило создать широкий рынок производства сварочной проволоки для полуавтомата. Правильный выбор проволоки позволяет существенно повысить производительность, а также качество самой сварки и сварного шва. Дополнительно повышается и безопасность, что тоже немаловажно для квалифицированных сварщиков.
Типы и маркировка проволоки для сварки
Сварочная проволока для полуавтоматов используется как плавящийся электрод при проведении сварочных работ на полуавтомате.
Существует около 77 марок проволоки для сварки, качество и состав которых регулирует ГОСТ 2246-70. Этому стандарту полностью соответствует выпускаемая холоднотянутая проволока из низкоуглеродистой стали, легированной, а также высоколегированной стали.
Сварочная проволока для полуавтоматов подразделяется по своему назначению на:
- непосредственно для сварки;
- для изготовления электродов (дополнительное обозначение Э).
Низкоуглеродистая и легированная проволоки сортируются по виду обработки поверхности на неомеднённую и омеднённую (О).
Несмотря на большое количество различных марок проволоки для сварки полуавтоматом, в производстве и строительстве широко используют для работы всего несколько. Остальные – это марки специальные, или узкопрофильные. При изготовлении к ним предъявляют особенные требования. Такая проволока предназначается для проведения сварочных работ при строительстве научных комплексов и лабораторий, объектов атомной промышленности и для других современных отраслей промышленности, которые используют высокие технологии.

В настоящее время применяются технологии, позволяющие проводить сварку полуавтоматами не только в нейтральной среде защитного газа, но и при помощи проволоки, под слоем флюса. Тип применяемой проволоки, её диаметр и марка всегда зависят от толщины и химического состава конструкций и деталей, подлежащих сварке. В связи с этим, сварочная проволока для полуавтоматов делится на три основные категории:
- низкоуглеродистая – такие марки проволоки, как Св-08АА, Св-08, Св-10ГА, Св-08ГА и Св-10Г2;
- легированная – марки проволоки Св-12ГС, Св-08ГС, Св-10ГН, Св-08Г2С, а также Св-08ГСМТ и др.;
- высоколегированная – марки Св-10Х11НВМФ, Св-12Х11НММФ, Св-Х13,Св-20Х13 и др.
Если знать маркировку, то одного взгляда на название будет достаточно, чтобы узнать её состав. Таким образом, название Св-08Г2С говорит о следующем:
Аббревиатура Св обозначает, что данная проволока сварочная. Буквы и цифры, идущие следом, рассказывают о содержании составляющих элементов в той или иной проволоке. Далее, цифры 08 говорят о массе углерода в сотых долях процента, в этом случае здесь 0,08%. Г – сообщает о том, что в состав проволоки входит марганец, следующая цифра 2 говорит о двухпроцентном его содержании. Буква С указывает на кремний в составе проволоки, если далее цифр нет, то его содержание не превышает 1%.

В некоторых случаях необходимо знать дополнительную маркировку проволоки:
А – стоящая в конце маркировки, означает, что эта проволока с уменьшенным содержанием вредных веществ, вроде серы или фосфора, а две буквы (АА) говорят о том, что проволока содержит минимум вредных примесей, а сама проволока сделана из металла высокой очистки. Кроме того, внутри маркировки А показывает наличие в составе азота.
Х и Н – (хром, никель), в основном используются как легирующие добавки, в том случае, если изготавливается сварочная проволока для нержавейки.
Остальные элементы, встречающихся в маркировках:
В — вольфрам;
Т — титан;
Ю — алюминий;
Ф — ванадий;
Б — ниобий;
Д — медь;
М — молибден;
С — кремний;
Ц — цирконий.
Можно выделить несколько самых известных производителей проволоки для сварки. Это Компания ООО «Петромет», выпускающая такие популярные в нашей промышленности марки проволоки, как Св-08ГСНТи Св-08Г2С, Св-08ГНМ, Св-08ХМ и др. ООО «Свармонтажстрой», производство которого основано на ряде иностранных технологий и качество выпускаемых изделий соответствует основным международным нормам. Московский производитель ООО «Велд – Метиз».

Диаметры сварочной проволоки
Номинальные диаметры проволоки применяемой для сварки полуавтоматом имеют размеры от 0,3 мм до 12 мм. Всего существует 17 стандартных диаметров.
Предварительно, при сварке автоматом выбирают проволоку диаметром до 5 мм, а при полуавтоматической, механизированной – до 2 мм, в основном её диаметр зависит от толщины металла.
Для достижения требуемого качества сварочного шва, при сварке деталей и конструкций из легированных и высоколегированных сталей, химический состав самой проволоки обязательно должен быть таким, чтобы в получаемом шве содержание углерода ограничивалось 0,10 – 0,12%, а кремния было менее 0,5%.
Для сварки специализированных сталей применяются высоколегированные аустенитные и ферритные сварочные проволоки. Однако аустенитная высоколегированная сварочная проволока для полуавтоматов после волочения нагартовывается (нагартовка – наклёп) и становится более жёсткой, а её пластичность снижается. В связи с этим подача проволоки такого малого диаметра от 2 – 3 мм по шлангам при сварке полуавтоматом, облегчается, в отличие от подачи проволоки большего диаметра.
Сварка с применением газовой смеси отличается лучшими техническими показателями. Поэтому в настоящее время повсеместно используют смесь углекислого газа и нейтрального аргона, имеющую процентное соотношение – 75-80% Ar и 20-25% CO2.
Контроль расхода сварочной проволоки
В процессе сварки на полуавтомате, необходимо вести учёт расхода проволоки для сварки и газовых смесей. Это обеспечивает экономию расходных материалов на производстве и ведёт к снижению себестоимости самих работ.
На расход проволоки для сварки оказывают влияние такие показатели как:
- химический состав металла;
- диаметр и качество самой проволоки;
- данные технических характеристик рабочего полуавтомата для сварки;
- проведение сварки в среде нейтрального газа.
Во многих случаях, расход используемой сварочной проволоки считается до 1,5 % от веса всей конструкции. А вес проволоки превышает вес наплавляемого материала до 6%, так как имеют место угар и отходы.
Нормы расхода определённых марок проволоки на метр сварочного шва определяются по формуле М = НР ∙ КР. (где М – масса наплавляемого металла, напрямую зависящая и от металла, и от вида сварочного шва). КР – коэффициент расхода используемой проволоки (значение берётся из таблиц).
Исходя из данной формулы рассчитывают потребность в сварочной проволоке не только для конкретного вида работ, но и для всего предприятия в течение времени.

Современные механизмы и скорость подачи сварочной проволоки
Сварочные полуавтоматы классифицируют следующим образом:
- для сварки изделий в защитных газах;
- для сварки с помощью порошковой проволоки;
- для выполнения сварки под флюсом;
- универсальные.
Полуавтоматы для сварки с применением защитных газов оборудованы специальным клапаном, прекращающим подачу рабочего газа по окончании сварки.
В полуавтоматах для сварки под флюсом всегда есть горелка с воронкой. Осуществляется более мощная подача проволоки, чем на другом оборудовании, поскольку для этой сварки необходима проволока большого диаметра.

Сварочные полуавтоматы разделяют на бытовые, полупрофессиональные и профессиональные, в зависимости от силы тока и длительности работы самого аппарата. А также бывают передвижными, стационарными и переносными. Промышленные полуавтоматы изготавливают только для работы в режиме трёхфазного тока. Швы, получаемые при использовании в работе таких аппаратов гораздо более качественные и ровные.
Полуавтоматы для сварки современной порошковой проволокой снабжены специальным устройством подающих роликов, чтобы не допустить деформации рабочей проволоки.
Универсальные полуавтоматы укомплектованы вспомогательными приспособлениями (сварочными горелками, роликами для подачи проволоки и др.), что даёт возможность с успехом использовать их для различных видов сварки.
К механизму подачи проволоки к горелке относятся – электродвигатель, редуктор и, конечно, подающие ролики. Вид подающего устройства (относительно газовой горелки), может быть тянущий, толкающий и универсальный. При подаче проволоки устройством толкающего типа, подающие ролики находятся у самого шланга сварочной горелки и равномерно толкают проволоку непосредственно в канал горелки. Используется всегда при сварке стали.

С помощью подачи проволоки на полуавтомате механизмом тянущего типа проволока попадает в канал горелки. Это придаёт ей дополнительный вес, но тем не менее, такой механизм часто устанавливают в полуавтоматах для сварки алюминия. Сварочная проволока для полуавтоматов служит не только для улучшения качества шва, но и непрерывности сварочных работ. Подачу тянуще – толкающего типа применяют для сварки алюминия в случае значительного удаления основного сварочного механизма от места сварки.
Скорость подачи проволоки необходимо настраивать для каждого случая и регулировать по ходу работ. Основную регулировку скорости подачи выполняет коробка передач и комплект шестерён. В таком случае приводом служит трёхфазный асинхронный двигатель. Недостатком данной регулировки скорости является трудность подбора необходимого режима для сварки. Особенно при работе с тонким металлом.
Плавное регулирование необходимой скорости подачи проволоки очень малого диаметра достигается при использовании в работе двигателя постоянного тока, путём плавного изменения числа оборотов головки двигателя. Скорость подачи может доходить до 150 м/ час.
При настройке скорости подачи важна толщина металла, состав и диаметр выбранной сварочной проволоки. Получить качественный сварочный шов возможно только при тщательной регулировке скорости путём нескольких пробных сварок.
Читайте также: