Сварочная проволока для робота
Обновлено: 21.09.2024
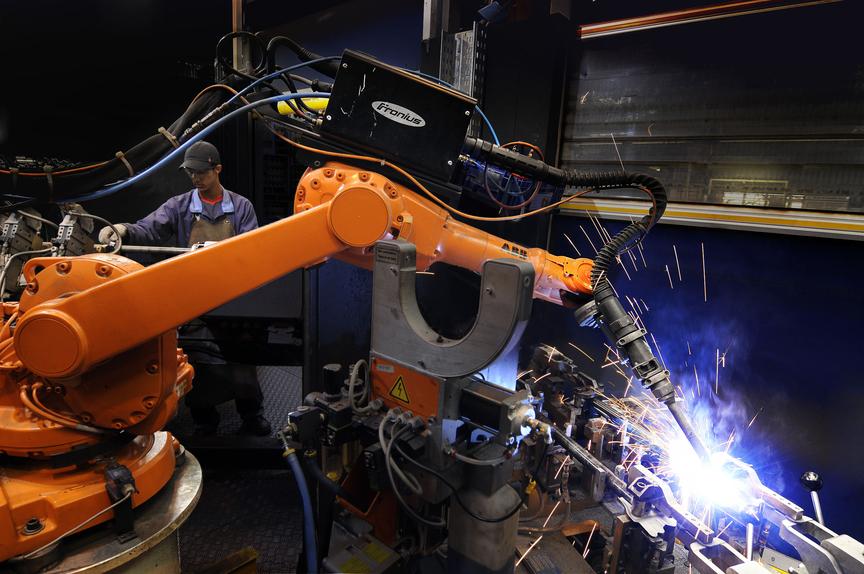
Работу крупного производства невозможно представить без роботизированной техники. В частности, осуществление сварки лучше доверить специальным роботам-сварщикам. Работа такого оборудования более продуктивна и отличается стабильным качеством, а также риски получить травму во время сварочных работ полностью исключаются.
Что такое робот-сварщик: назначение
Робот-сварщик – специализированного оборудование, которое используется при сварке транспорта и для изготовления различной металлической продукции в больших количествах. Такие аппараты выполняют однотипные операции с высокой скоростью. Они также способны выполнять различные виды задач как по отдельности, так и одновременно.
Особенности сварочных роботов и принцип работы
Сварочные роботы состоят из нескольких частей:
- Блок управления. Он может быть как выносным (пульт управления), так и встроенным. При помощи электронного блока управления задаются различные параметры: координаты перемещения робота-сварщика, движение горелки по определённой траектории, определяются необходимые подготовительные действия (например, зачистка металла, обезжиривание), выставляются настройки процесса сварки (температура, вид обрабатываемого металла и т. д.).
- Источник питания. В качестве элементов питания для электрических роботов-сварщиков могут выступать аккумуляторы (передвижные сварщики) или непосредственный источник электричества (стационарные модели). В газовых сварщиках используются баллоны с газом.
- Преобразователь вольт-амперных характеристик.
- Подающее устройство. Чаще всего в качестве такого устройства выступает управляемая рука-манипулятор. Она состоит из нескольких отрезков (от 3 до 6), соединённых поворотными узлами, и газовой горелки или сварочного электрода, при помощи которых производится сварка. Простые по конструкции манипуляторы способны поднимать до 25 кг веса.
- Табло. Оно отражает выставленные характеристики, время, оставшееся до конца сварки, количество израсходованного газа или электричества и другие параметры.
Принцип работы робота-сварщика зависит от его типа и конструкции. В основном все подобные устройства имеют подвижную руку со сварочным устройством на конце. Чем больше на руке у робота узлов, тем больше операций он сможет выполнять. При наличии в конструкции оптического наводчика роботизированный аппарат может сам точно выбирать место для наложения шва.
Обычно после установки необходимых параметров и запуска машины оператор не принимает никакого участия в процессе сварки. При необходимости он может отключить машину или некоторые модели сделают это самостоятельно.
Виды сварочных роботов
Лазерные
Роботы для лазерной сварки способны создавать глубокие сварочные швы с небольшой шириной благодаря большой скорости соединения и высокому КПД. Во время сварки материал нагревается лазером до температуры плавления, луч во время движения фокусируется при помощи оптики, и создаётся сварной шов. Для защиты от окисления металла дополнительно используется инертный газ.
Чаще всего лазерная сварка применяется в автомобиле- и кораблестроении. Также она нужна для создания крупных и средних по размеру деталей.
Точечные
Точечная сварка считается наиболее распространённой для использования в роботах-сварщиках. Она применяется в производстве большинства видов металлических изделий.
Точечная контактная сварка востребована в различных видах промышленности, так как в исполнении роботами она быстрая, недорогая и просто выполняется.
Дуговые
Методы сварки, такие как MIG, TIG, MMA, объединяют в себе обобщённое понятие дуговая сварка. Дуговые сварочные роботы образуют электрическую дугу между электродом и металлом. Она расплавляет материал заготовки на свариваемых краях. Сварной шов образуется благодаря плавлению материала вместе с расходуемым электродом. Также в дуговой сварке может применяться нерасходуемый электрод (вольфрам). В этом случае используется инертный газ для защиты металла от окисления.
Плазменные
Роботизированная плазменная сварка (PAW) похожа на технологию дуговой сварки TIG. Для неё также используется нерасходуемый вольфрам. Дополнительно в процессе сварки применяется сжатый ионизированный газ. Он проходит через медное сопло, вследствие чего достигается максимальная температура, при помощи которой можно добиться минимального поперечного сечения сварного шва. Также благодаря высоким температурам процесс сварки занимает всего несколько секунд.
Технологии плазменной сварки применяются только для сложных соединений.
Газовые
Газовая сварка легко интегрируется в роботизированные системы. Она быстро соединяет металлические материалы при помощи сварочного наконечника, который раскаляет металл до температуры 2 500–3 000 ºC.
Современные газовые роботы-сварщики имеют высокий КПД, защиту от вредных паров и высокую продуктивность работы. Это позволяет получать большие партии заготовок в короткие сроки с гарантированно высоким качеством сварного шва.
Лучшие промышленные роботы в сварочном производстве
Fanuc CR-14iAL
Коллаборативный робот Fanuc CR-14iA/L способен поднимать грузы весом до 14 кг и перемещать их на расстояние не более 82 см. Робот-сварщик способен работать среди людей без дополнительных ограждений или звуковых датчиков. Так как при контакте с человеком он останавливается. Это стало возможным благодаря встраиванию в конструкцию сенсорного стоп-датчика контактной безопасности.
Гибкость и небольшие габариты (296,5 ⨯ 235 мм) удлинённого корпуса позволяют роботу выполнять работы рядом со своим основанием, что особо актуально в небольших помещениях.
Программировать модель легко вручную при помощи панели управления iHMI.

Коллаборативный робот Fanuc CR-15iA
Работа робота Fanuc CR-15iA осуществляется при помощи сенсорного датчика FANUC Force, который встроен в основание оборудования. За распознание предметов ответственны датчики: пространственный 3D FANUC и зрения Vision FANUC.
Запрограммировать роботизированное устройство можно различными способами:
- используя FANUC Teach Pendant или автономное устройство;
- применив руководство FANUC Hand Guidance, при помощи которого можно провести робота через точки движения или по определённой траектории, необходимой для выполнения задачи и записи пути.
Модель CR-15iA очень компактна, поэтому идеально подходит для погрузочно-разгрузочных работ. Максимальная грузоподъемность аппарата составляет 15 кг. По вертикали аппарат может поднять детали и ящики на высоту 2,41 м, горизонтально – вытянуться на расстояние 1,44 м.

Коллаборативный робот Hanwha HCR-3A
Робот Hanwha HCR-3A подходит для выполнения задач с малым весом (не более 3 кг). При помощи данного роботизированного оборудования легко автоматизируются различные виды повторяющихся действий, таких как: проверка, сборка, полировка, складирование и паллетирование (укладка) объектов; завинчивание деталей; обслуживание станков.
В связи с большим количеством выполняемых операций робот может использоваться в различных отраслях промышленности:
- сварочное производство;
- металлургия;
- производство микросхем;
- сборка и комплектовка на складах;
- литье;
- лакокрасочное производство.
Модель изготовлена согласно стандартам безопасности, которые позволяют использовать роботизированный аппарат для совместной с человеком работы. Наличие большого количества сенсоров позволяет создать удобную рабочую среду для сотрудников, так как при обнаружении малейшего столкновения с любым объектом робот мгновенно останавливается.

Робот-рука для сварки Kuka WTG 1200
Автоматический сварочный аппарат Kuka WTG 1200 оснащён технологией дуговой сварки. Общие габариты у робота компактные – 1,2 ⨯ 0,8 м. Максимальная грузоподъёмность оборудования равна 6 кг.
Высокая скорость работы системы позволила внедрить устройство на различные производства. Управление роботом очень простое, оно осуществляется при помощи пульта. Работа аппарата возможна в ручном или автоматическом режиме.
Для работников обеспечена защита от травм. Машина остаётся автоматически заблокированной и не может запуститься до тех пор, пока двери в камеру хранения материалов открыты.

Перспектива использования роботов-сварщиков
Максимально автоматизированный процесс сварки позволит получать заготовки идеального качества в короткие сроки. При этом исключаются риски травматизма и непосредственного участия человека в процессе.
Учёные и инженеры считают оптимальным вариантом внедрение в робота-сварщика нейроинтерфейса, задействуя который, можно управлять процессом при помощи силы мысли вдали от опасного производства. Нейроинтерфейс работает по принципу электроэнцефалограммы: к человеку присоединяются датчики ЭЭГ, и в тот момент, когда он просматривает изображения сварных соединений, ПО робота распознаёт и запоминает необходимый результат.
Важно! Использование нейроинтерфейса позволит совсем не программировать робота-сварщика. Достаточно будет только силой мысли передать ему изображение. Благодаря такой технологии экономятся время и средства, затрачиваемые на программирование и написание программы для конкретного вида сварки. Вследствие этого стоимость готовой детали значительно уменьшается.
В перспективе использование сварочных роботов будет широко распространено в отраслях, в которых требуется исключение участия человека из процесса производства. Роботизированные механизмы способны проводить сварку любой сложности, а также работать при неблагоприятных для человека условиях.
Сварочные роботы: применение и возможности
Сварочные роботы позволяют автоматически создавать металлические конструкции любой сложности: от велосипедной рамы до целого моста. Разнообразие моделей и возможность написать любое ПО для них способствуют тонкой кастомизации устройств под самые сложные проекты. В этой статье мы рассказываем о применении и возможностях роботов для автоматической сварки.

Автоматизация осуществляется ещё и с помощью 3D-печати. Принтеры сильно экономят время и затраты на рабочую силу. Активное применение этой технологии уже внедрено в работу американских и европейских производств.
Производителей робототехники слишком много, чтобы рассмотреть их всех в этой статье, так что упомянем лишь некоторых, самых известных: FANUC (Япония), KUKA (Германия), Hanwha (Южная Корея); также на рынке закрепляются производители коботов (co-bot — коллаборативный робот, спроектированный для работы с человеком), которые также могут быть модифицированы и применены для сварочных работ, такие как Universal Robots (Дания) и UFactory (Китай).
Как работает сварочный робот
Принцип работы устройств зависит от их типа, но всех роботов объединяет похожее строение.
Основу механизма составляет “рука” — нескольких металлических балок, соединённых с помощью подвижных элементов. На конце манипулятора находится рабочая головка, которая и осуществляет сварку.

Рука подвижна — чем больше на ней “суставов”, тем более сложную работу она способна выполнять. К устройству крепится оптический наводчик, позволяющий точно выбирать место для наложения шва.
Робот подключен к пульту управления, в котором установлено соответствующее ПО. Оно пишется для каждого проекта отдельно, что позволяет тонко кастомизировать возможности машины.
Лазерная сварка применяется во многих областях: от автомобилестроения до конструирования космических кораблей. Её используют для создания деталей среднего и крупного размера.
Во время сварки лазер нагревает материал до температуры плавления. Луч фокусируется с помощью оптики и во время движения по прямой создаётся сварной шов. Для защиты от окисления используется инертный газ, обычно аргон.
Лазерная технология сочетается с другими видами соединения: точечной сваркой, склейкой и герметизацией.
Преимущества лазерной сварки:
- Небольшие затраты, благодаря большой скорости соединения и высокому КПД;
- Надежность — металл не подвергается ударам, не деформируется и не трескается;
- Большая глубина шва при незначительной ширине.

Дуговой сварочный робот. Фото fanuc.eu.
Дуговая сварка — это обобщённый термин, включающий в себя такие методы, как MIG, TIG, MMA и другие. Во время работы устройства между электродом и металлом образуется электрическая дуга, которая расплавляет материал заготовки на свариваемых краях. Электрод может быть нерасходуемым и расходуемым. Во втором случае он плавится вместе с материалом и образует сварной шов.
Наиболее популярным методом дуговой нерасходуемой сварки является TIG с вольфрамовым электродом. Поскольку элемент не расплавляется, для защиты металла от окисления используют инертный газ, обычно аргон.
Главная проблема таких роботов — ПО, способное заставить машину правильно выполнить соединение деталей. Лучшие дуговые машины выпускают Kuka, Fanuc, Hanwha.

Роботизированная точечная сварка — это самый распространённый вид контактной сварки Он применяется в производстве большинства металлических изделий.
Чаще всего роботы осуществляющие точечную сварку применяются в автомобильной промышленности, для соединения нескольких металлических листов. Но и в других отраслях такие машины востребованы.

Автоматизация точечной сварки — это быстрое, простое и недорогое решение. Роботы позволяют сэкономить на рабочей силе и времени производства.
Роботов для точечной сварки выпускают Kuka, Fanuc, Universal Robots и др.
Преимуществом такого вида сварки является быстрое схватывание материала. Во время работы устройства газ непрерывно подаётся к сварочному наконечнику. Получается пламя, которое и служит источником нагрева. Металл раскаляется до температуры 2500-3000 градусов.
Газовая сварка — один из самых популярных видов соединения металлов в промышленности. Она легко интегрируется в роботизированные системы, поэтому автоматические устройства уже давно вошли в массовое производство. Благодаря роботам этот тип сварки — самый быстрый из существующих.
Сварочные роботы способны действовать в любом положении, что добавляет процессу гибкости. В современных устройствах есть защита от вредных паров, сварные швы обладают большой прочностью, а КПД машины позволяет извлекать из нее максимум пользы.

Технологии плазменной сварки применяются для сложных соединений. Благодаря высоким температурам сварка происходит практически мгновенно.
Роботизированная плазменная сварка (PAW) похожа на технологию TIG. Для работы используется сжатый ионизированный газ, проходящий через медное сопло. Тем самым достигается максимальная температура, позволяющая добиться минимального поперечного сечения сварного шва. Для плазменной сварки обычно используется тот же нерасходуемый вольфрам, что и для дуговой.
Роботы обеспечивают большую гибкость работы благодаря возможности настроить скорость и температуру.
Реальные примеры использования сварочных роботов
Мост, изготовленный с помощью сварочных роботов и 3D-печати

В течение трёх лет голландская компания MX3D работает над созданием самого необычного стального пешеходного моста в мире. Его каркас выполнен в виде скрученных металлических балок, создающих футуристический стиль. У конструкции будет реальное применение — её установят над каналом в Амстердаме.
Но самое интересное, что мост создаётся только с помощью сварочных роботов. Разработчики взяли аппараты, обычно применяемые в автомобильной промышленности и работающие на технологии дуговой сварки MIG.
В изготовлении используется метод 3D-печати. Программное обеспечение позволяет наращивать новые слои металла сложной формы по уже готовым макетам.

Первоначально планировалось установить роботов прямо над каналом и печатать мост на месте. Но, из-за сложности с реализацией, конструкция создается в мастерской.
Длина готового моста составляет 12,5 метров, на его создание ушло шесть месяцев. На печать затрачено 4500 кг нержавеющей стали и 1100 км проволоки. В 2019 году разработчики планируют ввести изделие в эксплуатацию.

Велосипед, напечатанный на 3D-принтере

Ещё один необычный пример использования сварочных роботов — велосипед из нержавеющей стали, сделанный с помощью 3D-технологий.

Это не первый байк, который изготавливается автоматическими системами. Раньше рамы делались на основе лазерной сварки из уже готовых компонентов. Этот же студенческий проект предусматривает использование 3D-печати вместе с роботизированной сварочной системой.

Робот создаёт шарик расплавленного металла, затем добавляет еще один поверх него, как только тот затвердеет. Таким образом появляются балки, которые свариваются, и получается рама.

Конечный продукт, под названием Arc Bicycle, весит примерно столько же, сколько обычный велосипед со стальной рамой, и вполне способен ездить по бездорожью.

Мини-робот от Kuka — один из самых маленьких и производительных аппаратов для автоматической сварки

Компактный размер этой модели позволит сэкономить рабочую площадь. Фото maschinenmarkt.vogel.de
Компания Kuka выпустила один из самых небольших стационарных сварочных роботов — WTG 1200. Размеры его рабочей ячейки всего 1200x800 мм — это самый маленький автоматический сварочный аппарат с технологией дуговой сварки.
Грузоподъёмность устройства — 6 кг, при этом оно оптимизировано для работы на особо высоких скоростях. Управление осуществляется с помощью пульта, можно включить автоматический или ручной режим.
Разработчики реализовали защиту для работников. Пока двери в камеру хранения материалов открыты, машина не запустится.
Устройство уже внедрено на различные производства. Как показала практика, с помощью этого робота производительность увеличилась до 50% благодаря высокой скорости работы системы.
Hyundai использует сварочных роботов в производстве кораблей
Hyundai Heavy Industries (HHI), одна из крупнейших судостроительных компании в мире, разработала миниатюрный сварочный робот для своих сотрудников. Устройство можно возить с собой, а потом прикрепить его к кораблю с помощью магнитов. Маленький робот увеличивает производительность труда в два-три раза.
Устройство весит всего 15 кг, высота — 15 см, длина — 50 см. Рабочая “рука” состоит из шести суставов, делающих её такой же подвижной, как и у человека. Устройство способно функционировать непрерывно, тем самым его производительность намного больше, чем у человека.
Небольшие размеры дают преимущество не только в транспортировке. Робот способен добраться до труднодоступных мест, где человек работать неспособен. HHI применяется не только в судостроении, но и в обслуживании морских нефтяных вышек. Поэтому робот получил несколько видов ПО, позволяющих ему выполнять различные действия на морских строительных площадках: резку стали, взрывные и покрасочные работы.
К тому же производительность увеличивается как минимум вдвое, так как один работник может одновременно контролировать двух-трех роботов.

Рекомендуемое оборудование
Производством автоматического оборудования занимаются следующие компании:
Они выпускают роботов всех видов: от промышленных (Kuka, Fanuc и Hanwha) до коллаборативных (все упомянутые) и образовательных (uFactory). Это и портативные устройства для ускоренной работы, и крупные аппараты, позволяющие обрабатывать огромные пласты материалов.
Перспектива
Специалисты обещают, что сварочные роботы будут управляться с помощью мысли.

Учёные и инженеры планируют максимально автоматизировать процесс сварки. Уже сейчас разрабатывается технология, позволяющая управлять сварочным роботом силой мысли. Это возможно благодаря использованию нейроинтерфейса работающего по принципу энцефалографа.
Разработчики ставят задачу обезопасить процесс работы со сварочными роботами и ускорить создание металлических конструкций. Благодаря ЭЭГ человек будет находиться вдали от опасного производства, в связи с чем риск получить травму минимальный. Также увеличится скорость управления машинами, соответственно, вырастет КПД.
По словам разработчиков, объединение умов человека и машины позволит максимально эффективно использовать роботов для создания сложных конструкций. Машину не придётся программировать, что сильно сократит время на подготовку к работе — процесс будет осуществлять в реальном времени, с помощью мысли.
К человеку прикрепляются датчики ЭЭГ. Когда пользователь просматривает на экране компьютера фотографии соединений, которые потенциально могут быть сварены, программа распознаёт намерение, анализируя реакцию на нужный результат.
Пока технология испытывалась только в лаборатории, но в ближайшее время разработчики хотят внедрить её в промышленное производство для тестирования. Создатели утверждают, что их наработки помогут существенно снизить стоимость создания деталей с помощью роботов, особенно небольших партий. Из-за необходимости написания программ создание штучных продуктов неоправданно дорого. Использование живого оператора сократит стоимость процесса в десятки раз.
В будущем разработчики будут усложнять технологию, чтобы роботы могли создавать сложные конструкции без написания специализированного ПО.
Будущее автоматизированной сварки

Как показывают примеры, роботизация идёт полным ходом. Автоматические устройства уже давно стали неотъемлемой частью на производствах, а с появлением 3D-печати и новых ПО их возможности ограничиваются только человеческой фантазией.
Успехи энтузиастов и крупных компаний позволят уже в ближайшее время производить сложные конструкции с помощью автоматических систем. А это удешевит разработку, что скажется и на конечной цене.
Уже сейчас роботы используются в автомобильной промышленности, самолётостроении, в корабельной и космической отраслях.
Такие технологии, как управление системой с помощью мысли, будучи внедрёнными в массовое пользование, позволят создавать дешёвые детали для любых отраслей. Поэтому роботизированная сварка, ещё и дополненная 3D-печатью, скоро станет стандартом в работе с металлом.
Выбрать оборудование для автоматизации производства, в том числе сварочных роботов, получить исчерпывающую консультацию и сервис вы можете в Top 3D Shop.
Подписывайтесь на наш телеграм-канал с отборными кейсами Роботизации и Автоматизации со всех уголков мира:
Источники сварочных процессов MIG, TIG, TIG-Plasma, для автоматизации и роботизации производства

Роботизированный источник сварки MIG/MAG
MIG/MAG, MMA
Питание: 380В
Ток сварки: 10-400А
Synergic: нержавейка, алюминий, медь, сталь.
3D MIG Pulse, Pulse, Pulse HD, Double Pulse, SRS, WEB управление, FULL TIG (TIG XP, APC,EVO START).
Страна производства: Италия.
Гарантия 24 месяца.
- Базовая
- + Pulse + Pulse HD + Root
- + Double Pulse
- Полный комплект: источник, бжо GRV 12, pulse, d.pulse, WF5, кабель-пакет 5м, цифровой интерфейс

Роботизированный источник сварки MIG/MAG
MIG/MAG, MMA
Питание: 380В
Ток сварки: 10-520А
Synergic: нержавейка, алюминий, медь, сталь, порошковая.
3D MIG Pulse, Pulse, Pulse HD, Double Pulse, SRS, WEB управление, FULL TIG (TIG XP, APC,EVO START).
Страна производства: Италия.
Гарантия 24 месяца.

Аргонодуговой сварочный источник сварки для роботизации
Тип: TIG DC
Питание: 380В
Сварочный ток: 3-340А
Pulse: 0.16 Гц - 2.5 кГц
Широкий функционал: TIG DC, TIG DC XP (15 кГц), TIG DC APC
- Базовая
- Полный комплект: источник, бжо GRV 12, WF5 COLD WIRE, кабель-пакет 5м, цифровой интерфейс
- Полный комплект + плазменная сварка TIG Plasma PW 30

Аргонодуговой сварочный источник сварки для роботизации
Тип: TIG DC
Питание: 380В
Сварочный ток: 3-500А
Широкий функционал:
Pulse (2.5 кГц), APC TIG, TIG DC XP (19 кГц), EVO ST, EVO lift

Аргонодуговой сварочный источник сварки для роботизацииТип: TIG AC-DC
Питание: 380В
Сварочный ток: 3-450А
Широкий функционал:
AC Waveforms (формы волны), AC XA (высота волны), MIX TIG, Pulse (2.5 кГц), APC TIG, TIG DC XP (19 кГц), EVO ST, EVO lift, AC MMA

Аргонодуговой сварочный источник сварки для роботизации
Тип: TIG AC-DC
Питание: 380В
Сварочный ток: 3-340А
Широкий функционал:
AC Waveforms (формы волны), AC XA (высота волны), MIX TIG, Pulse (2.5 кГц), APC TIG, TIG DC XP (16 кГц), EVO ST, EVO lift, AC MMA

Аргонодуговой сварочный источник сварки для роботизации
Тип: TIG AC-DC
Питание: 380В
Сварочный ток: 3-270А
Широкий функционал:
AC Waveforms (формы волны), AC XA (высота волны), MIX TIG, Pulse (2.5 кГц), APC TIG, TIG DC XP (14 кГц), EVO ST, EVO lift, AC MMA
Роботизированная сварка – автоматический процесс соединения металлических деталей, при котором аппаратом управляет не оператор, а запрограммированный робот. Технология используется в массовом производстве, требующем высокой точности и отличного качества сварных швов.
Лидирующие позиции в разработке источников питания для роботизированных сварочных комплексов занимает итальянская компания Cebora. Внедренное в производство оборудование снижает процент брака, позволяет экономить расходные материалы, электроэнергию, оптимизировать оплату труда операторов. Финансовые вложения быстро окупаются.
Автоматизированный сварочный цикл предполагает доставку и извлечение заготовок из буферного хранилища, закладку в оснастку, обработку, перемещение, выполнение сервисных операций. Схема работы разрабатывается на этапе проектирования комплекса.
Оборудование компании Cebora интегрируется с роботизированными системами большинства торговых марок.
Функционал, особенности, преимущества устройств
- источники плазменной резки Cebora HQC (High Quality Cutting) для роботов и станков с ЧПУ, работающие со всеми металлическими материалами. 3D-режущие системы обеспечивают непрерывный процесс при силе тока 120, 250, 420 А, разрезают материал толщиной до 80 мм. Конструкцией аппаратов серии предусмотрена автоматическая газовая консоль для программирования резки с пантографа или робота с ЧПУ;
- источники питания для MIG-сварки для применения в секторе робототехники и автоматизации. Они могут работать с программами в синергетическом, а также режиме обычного и двойного импульса. Модели с аналоговым или цифровым интерфейсом оснащаются держателями и вкладышами катушек, соединениями и проводами различной длины, в зависимости от конкретных потребностей;
- источники Cebora TIG AC-DC аргонодуговой сварки, поставляемые с блоками охлаждения. Опционально они оборудуются аналоговым интерфейсом с проводниками и соединениями;
- аргонодуговые источники Cebora TIG DC. Устройства высокопроизводительны, соответствуют стандартным требованиям безопасности.
Предложения сотрудничества
Закажите оборудование для роботизированных систем сварки и резки в компании «Cebora Россия». На основании статуса официального партнера бренда клиентам предлагается:
Роботы-сварщики на смену человеку
Там, где нужна точность и качество сварки, работают профессиональные мастера. Но этот вариант подходит только для штучного производства деталей. На конвейере или в условиях агрессивной среды требуются другие методы и способы сварки. Например, роботизированные манипуляторы. Или сварочные роботы .
Роботизированная сварка: что это такое
Какого-либо общего определения данного термина не существует. Обычно под роботизированной сваркой подразумевают такой тип сварки, при котором работа проходит в автоматическом режиме. Металлические детали подаются на участок конвейера или зону сборки, где происходит их соединение между собой. Элементы скрепляют методом сплавления металла в точке варки посредством высоких температур. При этом сварочный аппарат работает самостоятельно по заданной программе. Либо частично или полностью управляется оператором.

Справка! Сварочные роботы появились в середине прошлого столетия. Одним из первых аппаратов принято считать устройство Unimate. Его использовала компания General Motors в 1969 году на автоматизированной линии точечной сварки кузовов. Тогда на конвейер установили сразу 26 роботизированных сварочных аппаратов.
Работа с помощью роботизированного сварочного аппарата имеет ряд преимуществ:
- скорость и производительность;
- безостановочный процесс, исключение «человеческого фактора»;
- высокая точность сварки, отличное качество варочных швов;
- работа в агрессивных средах.
Несмотря на список достоинств, повсеместная роботизация пока недоступна массовому потребителю. Чаще всего автоматические устройства заказывают крупные предприятия автомобилестроения, машиностроения, авиационные заводы. Но эта тенденция понемногу меняется.
Статистика! Ежегодно доля сварочных роботов, ввозимых на территорию РФ, составляет порядка 30 % от общего количества всех программируемых автоматических устройств.
Устройство сварочного робота
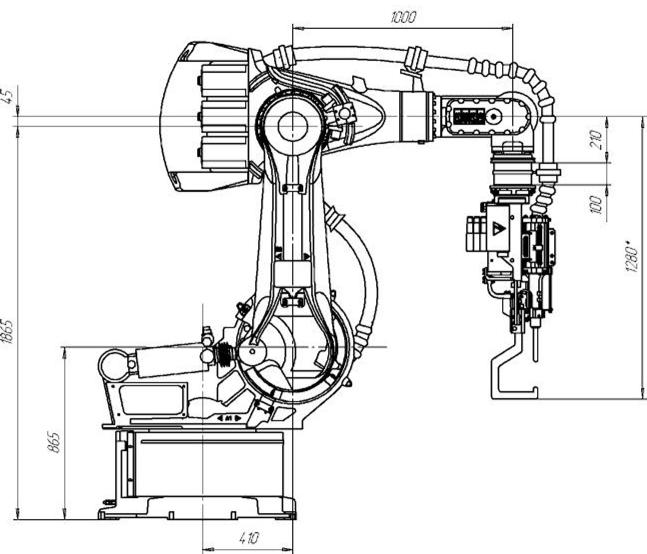
Конструкция сварочного роботизированного устройства практически идентична манипуляционному роботу. В его основе лежат несколько базовых элементов:
- Рука-манипулятор. Подвижная часть робота, которая может состоять из нескольких сочленений. Манипулятор имеет разные степени свободы в зависимости от конкретной модели.
- Сварочная головка. Находится на конце кисти манипулятора.
- Стационарная колонна или подвижная платформа, на которую крепится робот.
- Подающий механизм.
- Блок управления, отвечающий за организацию работы.
Также на роботе стоят датчики обратной связи, оптические сенсоры и другие измерительные устройства, которые помогают машине ориентироваться в пространстве и выполнять свою работу. Для дуговой сварки нужен баллон с инертным газом.
Схематичное изображение робота-манипулятора
Конструкция автоматического сварочного аппарата отличается в зависимости от решаемых задач.
Важно! Устройства могут работать по одиночке, но чаще всего выполняют задачу в связке с одним или несколькими роботизированными устройствами. Такие рабочие группы объединяют в роботизированные комплексы. Размер комплекса зависит от разных факторов: масштабов производства, сложности конечной детали, сроков на изготовление и проч.
На производстве принято различать роботизированные устройства по типу конструкции:
- Последовательной структуры. Это относительно простые роботы. Исполнительный механизм выполнен в виде одной открытой кинематической цепи. Сюда относятся большинство современных коботов и программируемых роботов.
- Параллельной структуры. Более сложные аппараты с несколькими кинематическими цепями. Конструкция намного жестче, рабочий объем меньше. При этом стоят они больше, чем аппараты из первой группы.
- Мобильные сварочные роботы. Используются при изготовлении крупных изделий. Например, в судостроении. К ним можно отнести сварочные колонны и сварочные порталы.
- Роботизированные комплексы. Масштабные производственные линии, в которые входят большое количество сварочных роботов.
Три вида сварочных роботов: последовательной структуры (кобот), сварочная колонна и портал.


Каждое устройство имеет свои плюсы и минусы. Но главное условие для всех – точность варки.
Как добиться точности роботизации сварки?
Существует четыре способа по увеличению точности работы:
- Исключение неточностей сборки сочленений робота, коррекция ошибок нулевых датчиков, которые отвечают за углы поворота суставов робота. Чтобы свести действие данных факторов к минимуму, нужно использовать специальное ПО, учитывающее подобные ошибки.
- Внесение G-кодов. Использование специальных программ, которые корректно преобразуют трехмерные файлы CAD/CAM в G-коды.
- Сокращение микровибраций. Они происходят из-за использования в роботах редукторов с низким мертвым ходом. Иногда возникают микроимпульсы, которые могут отразиться на точности сварки. Ведущие производители учитывают данный фактор. Они закладывают в программный код «метод дополнительных сигналов в команде момента инерции двигателя». Это сводит количество вибрации и резонансов к нулю.
- Контроль системы координат робота. Специальный программный код, который учитывает смещение кончика сварочного аппарата после окончания работы. Также известен как «метод измерения инструмента».
И самое главное – своевременное ТО и регулярное обслуживание автоматического сварного устройства.
Какие бывают методы сварки?
Принято различать несколько видов сварки:
- Точечная-контактная. Одна из наиболее распространенных. При таком типе сварки устройство оснащают специальными клещами. Наиболее распространенный вид.
- Дуговая. Также получила большое распространение. Однако для такого типа нужно большее количество степеней свободы, чтобы сварочная головка была расположена строго перпендикулярно шву.
- Методом трения и перемещения. Сварочный робот раскручивает инструмент – стержень. В него устанавливают специальный наконечник. Сварка происходит за счет нагревания до высоких температур данного элемента. Робот плавно перемещается по всей линии сварки.
- Лазерная. Используется при высокоскоростной сварке. Практически не выделяет едких веществ в атмосферу.
- Ультразвуковая. Чаще всего используется при сварке интегральных микросхем. Сварочная головка состоит из волновода, генератора ультразвука, а также сварочной иглы.
Чтобы процесс шел быстрее, а точность сварки не ухудшалось, нужно правильно организовать рабочее пространство.
Организация роботизации сварочного производства
Для начала нужно понять, что роботизированные устройства подходят далеко не для всех сфер. Это же правило касается сварочных цехов. Есть такие участки на производстве, где человек будет превосходить роботов по скорости и качеству работы. Кроме этого, его труд будет обходиться дешевле. Поэтому нужно заранее просчитать экономические показатели каждого процесса (операции) и только потом замещать часть персонала роботами.
Сегодня чаще распространены коллаборативные модели роботов, когда человек трудится в паре с роботом. Получается, нужно создать условия как для человека, так и для электромеханического устройства. А именно:
- Обезопасить персонал от травм при работе рядом с роботизированным устройством (обустроить зоны безопасности, частично отгородить манипуляторы кожухами).
- Создать правила и нормы по ТБ. Обучить персонал работе с автоматическими устройствами.
- Провести качественную электросеть, рассчитанную на пиковую мощность всех устройств. Установить защитные блоки от непредвиденных сетевых скачков.
- Сделать резервную линию питания, чтобы работа не встала при отключении электроэнергии (генераторная станция или батарейные блоки).
- Иметь подменный фонд роботизированных устройств. Если один робот выйдет из строя, его всегда можно заменить другим. Актуально на крупных предприятиях с замкнутым циклом производства.
- Обучить квалифицированные кадры для работы и обслуживания автоматической техники.
Эти правила справедливы для всех роботизированных устройств. Но есть и отдельные моменты, которые нужно учесть перед инсталляцией автоматических линий сварки.
Ограждения зоны сварки специальными клетями

Нюансы работы
Выше перечислены основные требования. Их стоит соблюдать на любом производстве с использованием роботизированных устройств. Но также есть отдельные нюансы, которые встречаются в сварочных цехах при варке автомобильных или иных кузовов, а также при работе в среде защитных газов.
Особенности роботизированной сварки в среде защитных газов
Такой тип сварочных устройств пользуется спросом на крупных производствах. Их нецелесообразно брать для мелкосерийной сборки. Также нужно учесть, что большинство моделей выделяют вредные вещества. Сварка проходит в агрессивной среде (аргон и углекислота). Основные требования по ТБ:
- Оператор робота не должен долго находиться в непосредственной близости возле работающего устройства. Сварочная линия должна располагаться в отдельном цеху или изолированном помещении.
- На производстве нужно сделать качественную вентиляцию, чтобы отводить едкий газ из рабочих помещений.
Эти требования нужно соблюдать, чтобы человек не получил отравление или химический ожог на производстве.
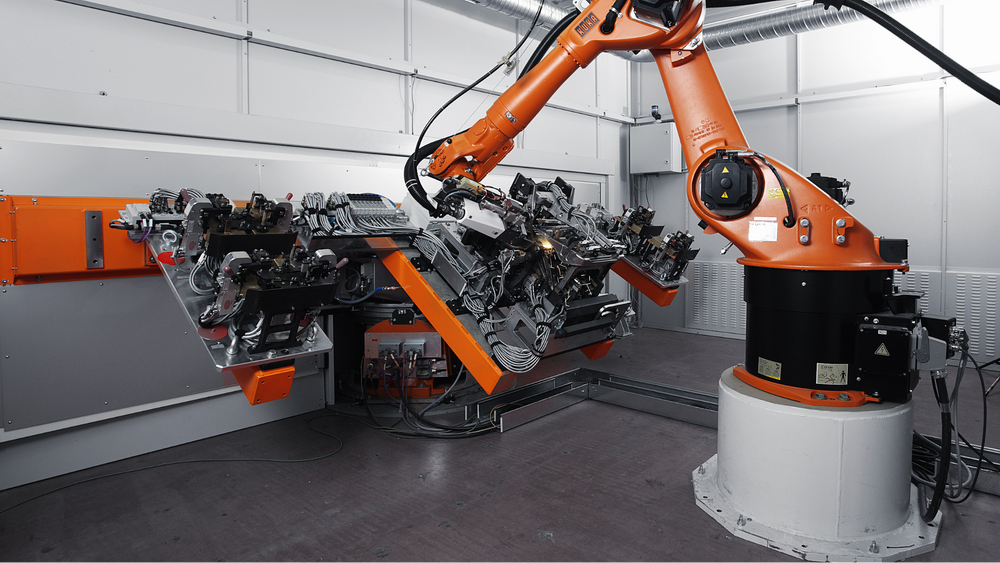
Сварка кузова роботами
Наибольшую распространенность получили роботы-сварщики в автомобильной промышленности. Автоматическое соединение деталей в один кузов – то, что ждали все владельцы заводов еще с середины прошлого века. Сварка автомобилей роботами применяется повсеместно. Но еще до начала внедрения автоматических устройств в линию нужно учесть несколько особенностей:
- Составить полноценный проект и просчитать смету. Заранее рассчитать полное количество сварочных устройств, позиционеров, зажимов, которые будут работать на линии.
- Заложить потенциальный рост. Оборудовать конвейер таким образом, чтобы позже на нем можно было производить большее количество кузовов.
- Позаботиться о правилах и требованиях по ТБ. Они могут отличаться в зависимости от типа используемых станков.
Лучше всего выбирать роботизированные устройства, которые уже зарекомендовали себя на рынке.
Автоматизированная линия по сварке кузовов автомобилей

Интересно! Компания VOLGABUS сократила время производства кузовов автобусов в 30 раз после внедрения полностью автоматической линии сборки и сварки. В качестве сварочных роботов было закуплено 29 устройств от компании KUKA.
Рекомендуемое сварочное оборудование
Рассмотрим самое продвинутые и интересные модели, которые выбирают большое количество предприятий для собственных нужд. Все устройства оптимальны в плане производительности, а также соотношения цены и качества.
Робот FANUC LR Mate 200iD/7LC
Малогабаритный робот-манипулятор, который можно удобно разместить в небольшом цеху, лаборатории или на производственной линии. При этом устройство обладает хорошими характеристиками. Его используют в качестве сварщика, а также как подающее устройство. Робота можно установить в стерильном цеху, например на военном предприятии или в условиях НИИ. Основное предназначение аппарата – работа в чистом помещении по 10 классу.
- Низкий уровень энергопотребления и шума.
- Степень защиты по классу IP67.
- Специально разработанное ПО, опция интеллектуального зрения.
Робот относится к серии LR Mate. Его можно дооснастить различными модулями и аксессуарами.
Информация! Коллаборативный робот – это устройство, которое буквально учится на действиях человека или трудится в паре с ним. Сокращенное название «кобот» (коллаборативный робот).

Коллаборативный робот Hanwha HCR-5A
Робот, который работает в паре с человеком. Для сварки используют дополнительный модуль, который крепят на кисть манипулятора. Кобот не занимает много места, в нем мало веса. Устройство можно быстро смонтировать или снять. Манипулятор ставят на стационарную основу, закрепляют на стене. Его можно использовать для сварки небольших деталей на автомобильном конвейере.
- Можно использовать один управляющий блок на два кобота.
- LED-дисплей для отслеживания текущих процессов. Не нужно каждый раз обращаться к ПК.
- Высокий уровень надежности и безопасности. Есть подтверждающие документы международного уровня.
Кобот может работать в агрессивных или сложных средах (высокие температуры, влажность, пыль, грязь).

Кобот от известного производителя. Его используют в линии конвейера или как отдельную единицу на производстве. Устройство подойдет для таких сфер, как автомобилестроение, металлообработка, оборонные предприятия. Применяется не только для сварочных работ, но и для любого другого монотонного труда. Робота можно обучить практически любому алгоритму благодаря умным технологиям: системе технического зрения и «умной» панели для обучения iHMI.
Кобот очень безопасен. С ним можно трудиться буквально бок о бок, не боясь получить травму.

Еще одна модель от FANUC с более продвинутыми характеристиками. Кобота можно использовать на предприятии для сборки деталей или элементов кузова автомобилей. В отличие от 14-й версии, данная модель имеет большую грузоподъемность и радиус действия. Устройство также может быть оснащено несколькими системами активной и пассивной безопасности, что сводит риск получения травмы к нулю.
- Возможность монтажа на полу, стене или потолке.
- На кобота можно поставить дополнительные системы технического зрения (3D FANUC либо Vision FANUC).
- Пылевлагозащищенность. Длительный цикл работы без остановки.
Кобота можно дооснастить разными опциями и модулями. На него легко найти запасные части.

Один из самых интересных коботов на сегодняшний день. Модель HCR-3A очень подвижна. Манипулятор робота может вращаться вокруг своей оси. Это дает возможность использовать его на две производственные линии. Устройство состоит из модулей. Блоки можно заменить самостоятельно, без помощи сервисного инженера. За счет многочисленных датчиков и сенсоров кобота можно использовать без риска получения травмы.
- Монтаж на стене, полу или потолке.
- Кобот может работать в агрессивной или сложной среде (высокие температуры, грязь, пыль, влажность).
- Есть LED-дисплей для отображения текущего состояния устройства. Не нужно ходить к ПК.
В модели HCR-3A предусмотрено множество известных протоколов и портов (USB 2.0, 3.0; Ethernet RJ-45). Он легко и быстро подключается к сети. Настройка не займет много времени.

Современные роботы для сварки – это, в основном, роботы-манипуляторы с подключёнными модулями. На небольших производствах лучше всего использовать коботов. Их проще перенастроить под новые задачи. Для конвейера с крупносерийным производством подойдут программируемые автоматические устройства. Хотя многие цеха также ставят и коботов. Они стоят дешевле и справляются с поставленной задачей не хуже своих старших собратьев.
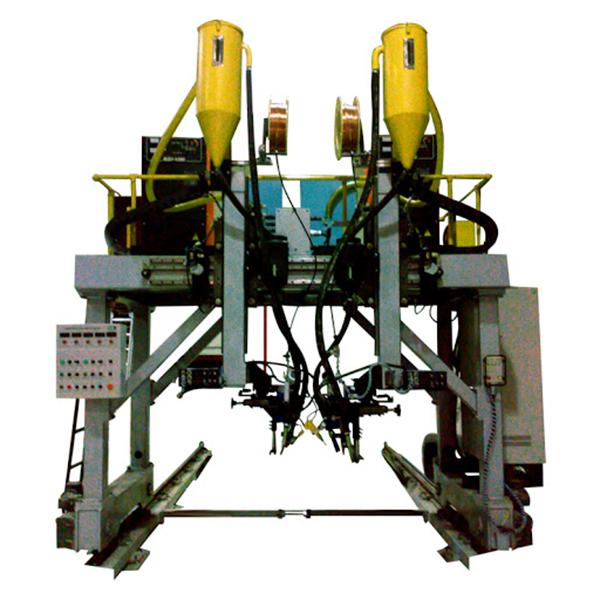
Сварочные роботы
Промышленные роботы CRP широко используются в различных сварочных процессах: MIG/MAG, TIG, контактная сварка, сварка под флюсом.
Для обеспечения эффективных сварочных работ наша компания комплектует сварочные роботы CRP надежными инверторными источниками всемирно известных производителей.
Система управления каждого сварочного робота-манипулятора CRP оснащена пакетом специализированного ПО для роботизированной сварки
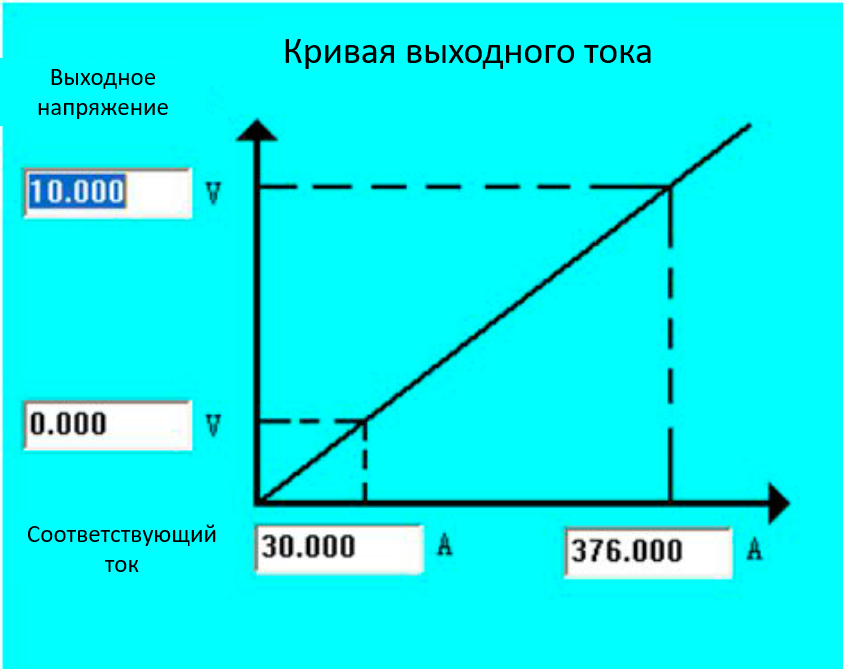
Аналоговое управление: система управления сварочным аппаратом позволяет зажигать дугу, регулировать ток, напряжение, подачу газа
Данный протокол соответствует большинству аналоговых интерфейсов сварочных аппаратов, предназначенных для внешнего управления посредством аналоговых сигналов.
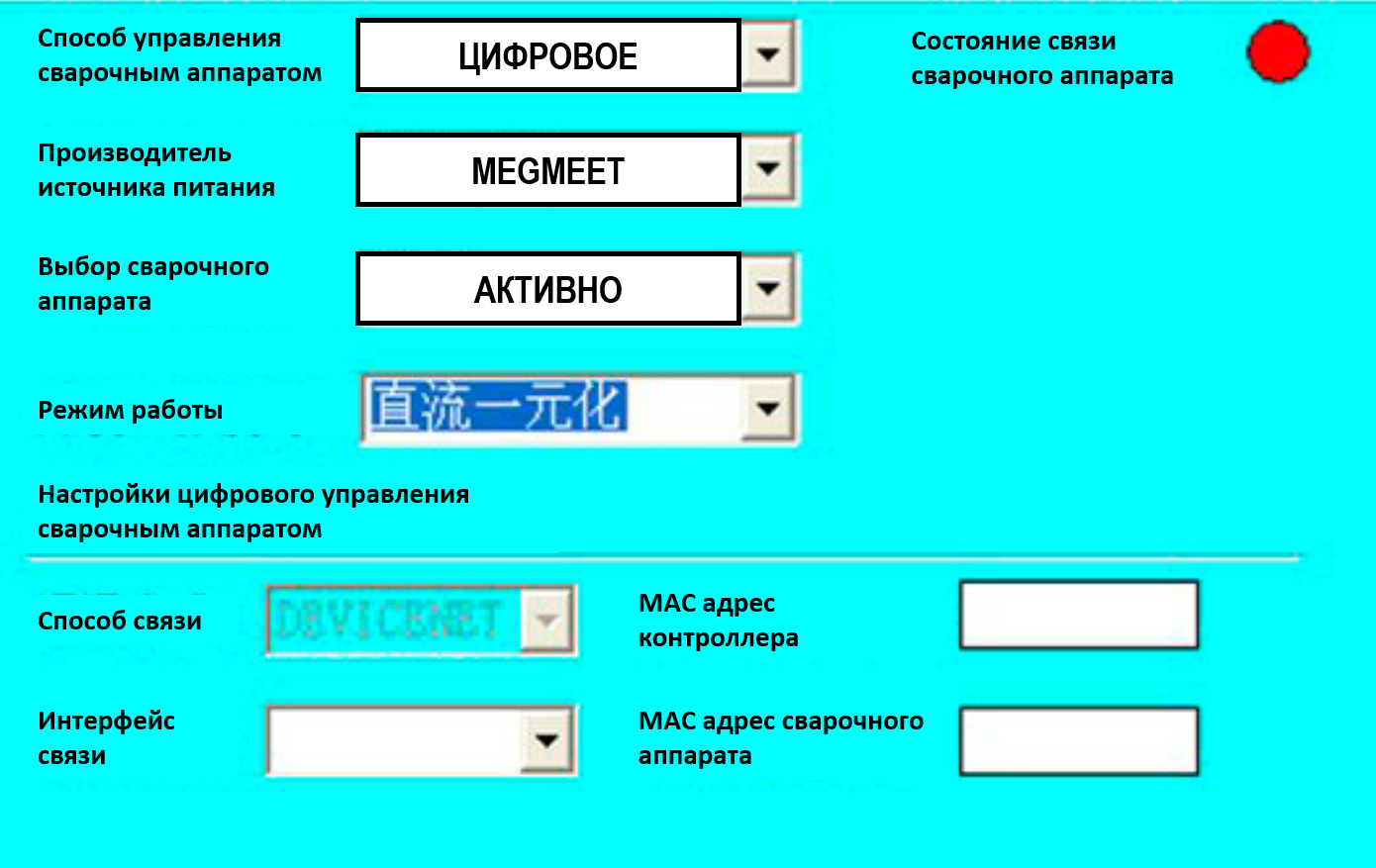
Цифровое управление: система управления может контролировать ток, напряжение, подачу проволоки, газа, параметры поджига дуги, заварки кратера, осуществлять поиск сварного соединения посредством контура обратной связи. Простое подключение и устойчивость к помехам. Цифровой интерфейс подходит для управление сварочным оборудованием компаний MEGMEET/AOTAI.
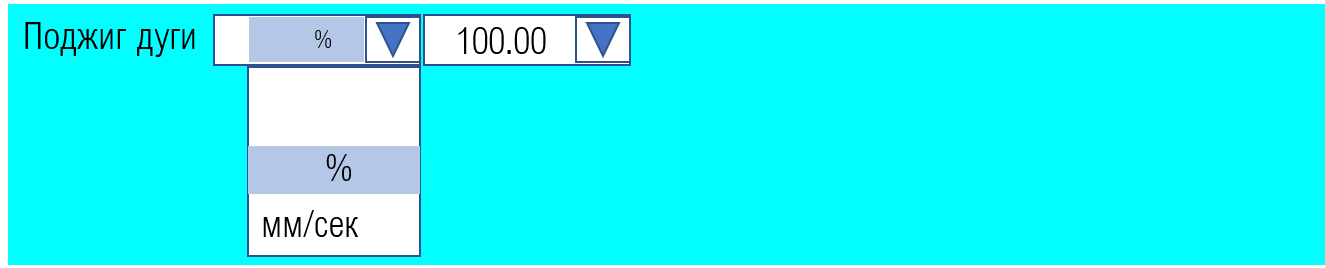
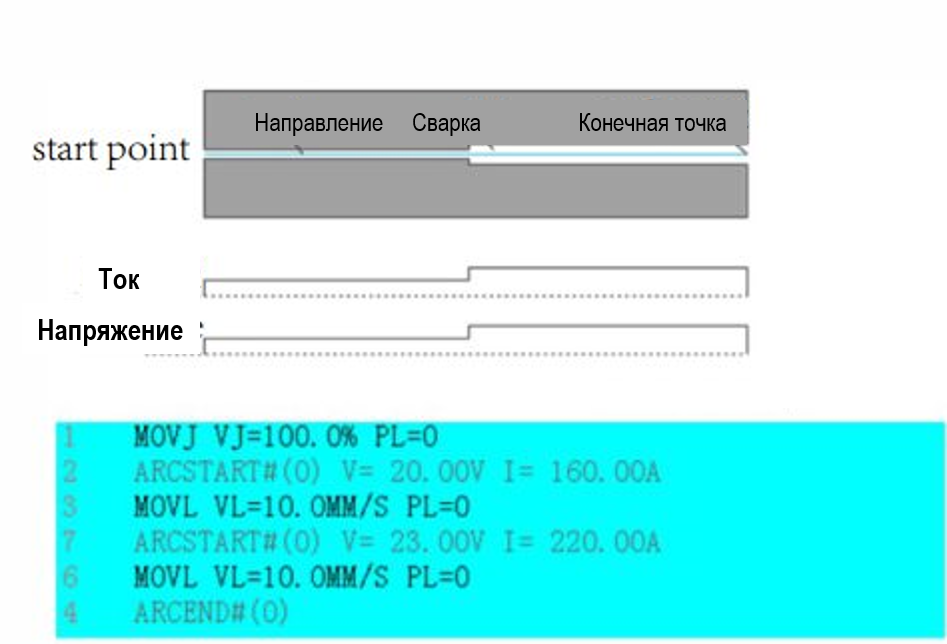
Скорость сварочного процесса: в инструкции движения робота задавайте скорость движения в процессе сварки, выбирая линейную скорость (мм/с) или номинальную скорость во время движений перемещения (%)
Интерфейс робота обладает кнопками ручной подачи проволоки, что упрощает процедуру ее заправки и процесс программирования.
На пульте робота расположена кнопка подачи газа, что дает возможность легко осуществить контроль его наличия.
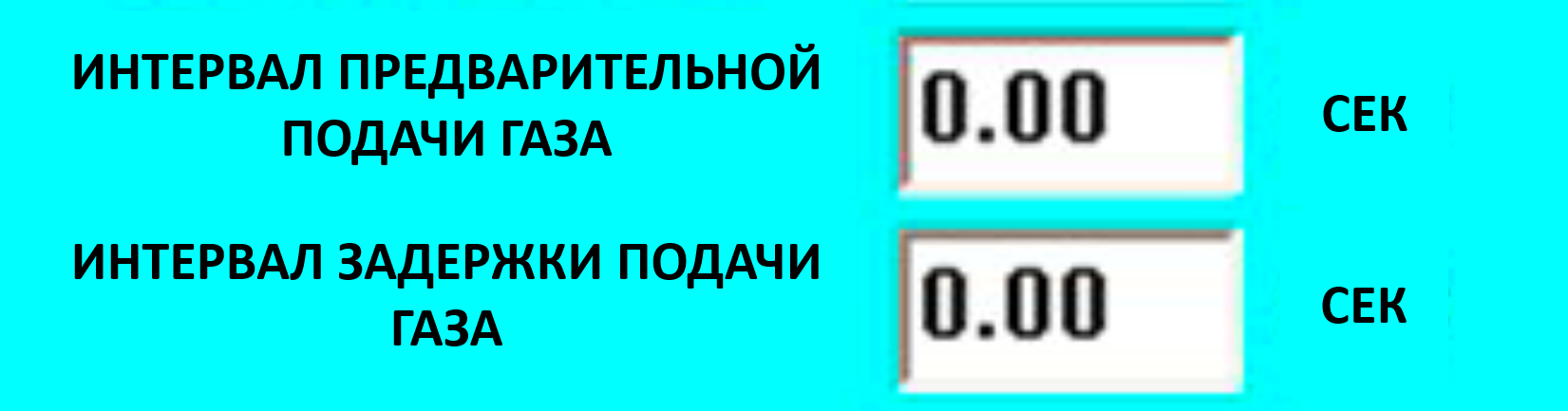
Регулирование подачи газа с помощью интервалов позволяет осуществлять
предварительную подачу газа перед и продолжение подачи газа после окончания процесса сварки. Подача газа перед началом сварки облегчает запуск дуги и снижает разбрызгивание. Подача газа после позволяет защитить сварочную ванну во время ее охлаждения.
На пульте обучения есть кнопка режима отладки сварки, которую можно использовать для проверки программы или сварки выборочных швов. После активации функции движения
выполняются в соответствии с фактической сварочной траекторией, но не зажигается дуга, не подается проволока и защитный газ. Скорость совпадает с фактическим процессом сварки.
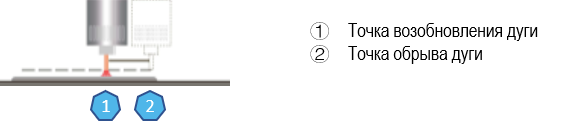
При обрыве дуги во время процесса сварки, система остановит робота и выдаст сигнал об ошибке.
Если в процессе сварки происходит обрыв дуги, робот запомнит данную точку, после проверки оператором причин обрыва и их устранения робот запустит программу с той же строки, и продолжит процесс сварки с того же места. Точка разрыва дуги будет удалена после сброса программы или возобновления процесса сварки.
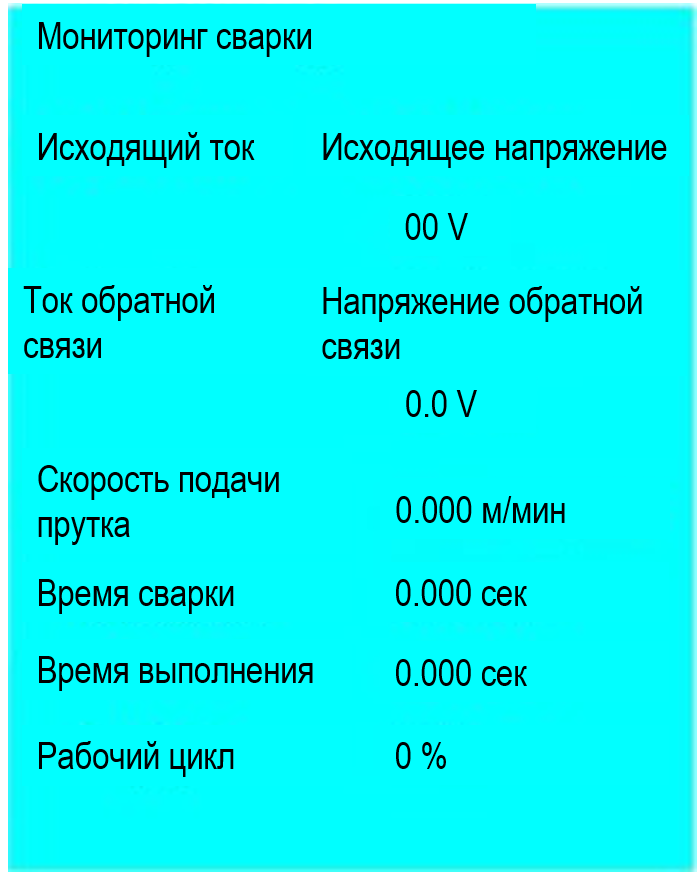
Мониторинг в режиме реального времени может отображать: ток, напряжение, время сварки, время выполнения программы.
Это удобно для анализа и оптимизации программы.
Роботы CRP оснащены функцией защиты сварочной горелки от столкновений с деталью и элементами оснастки. Это помогает сохранить ее целостность и геометрию, а так же предотвратить повреждение самого манипулятора. Для реализации данной функции блок сварочной горелки оснащен подвижным шарниром и датчиками его положения. При отклонении шарнира от нормального положения, происходит исчезновение соответствующего программного сигнала, что приводит к остановке робота. Данная функция позволяет надежно защитить горелку и робота от повреждений.
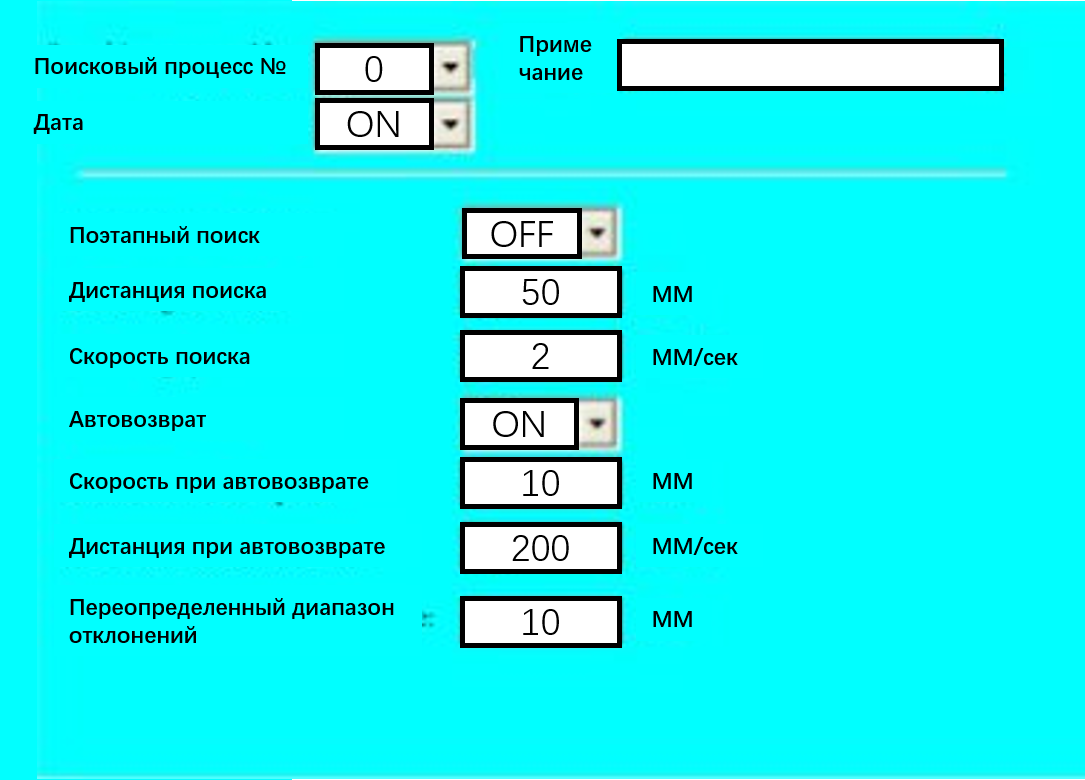
Поиск сварного соединения возможно осуществлять посредством датчика оптического слежения за швом. Поиск осуществляется посредством лазерного луча, который сканирует текущее положение соединения. Робот сравнивает текущее положение с записанным положением эталонного шва.
При обнаружении отклонений в позициях, робот соответствующим образом корректирует сварочную траекторию.
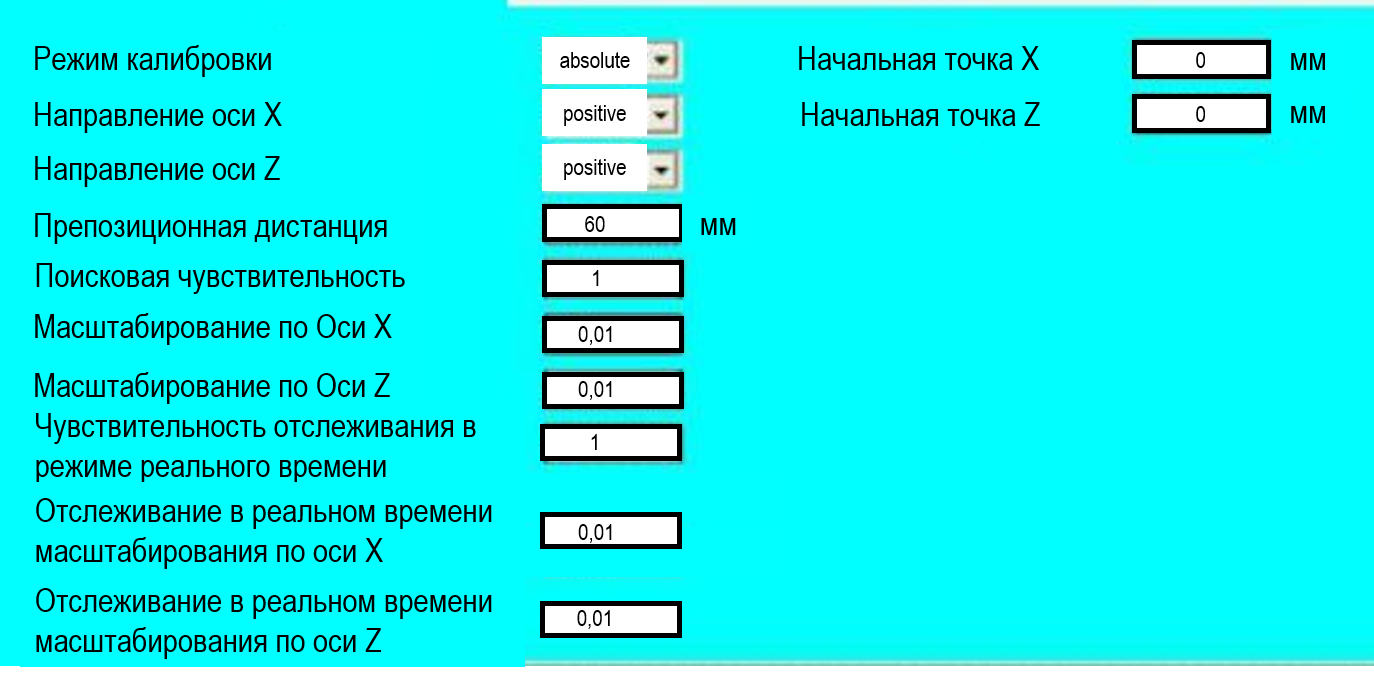
Поиск положения заготовки касанием осуществляется, используя сварочный контур в качестве инструмента. На робота заведен соответствующий цифровой сигнал, свидетельствующий о замыкании данного контура. Сварочный аппарат подает напряжение на положительный электрод сварочной горелки (проволоку). В момент касания сварочной проволокой заготовки (отрицательного электрода), робот получает соответствующий сигнал.
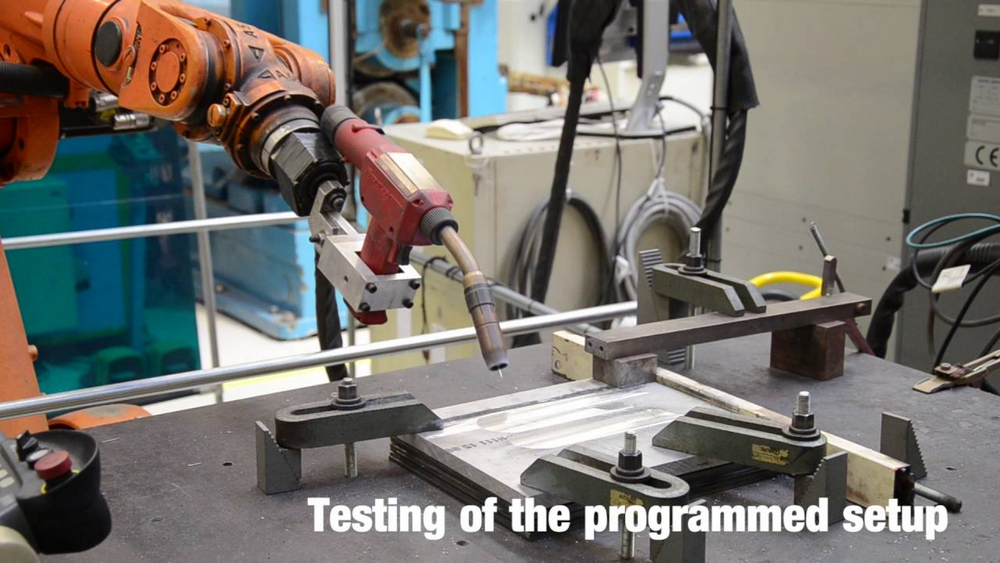
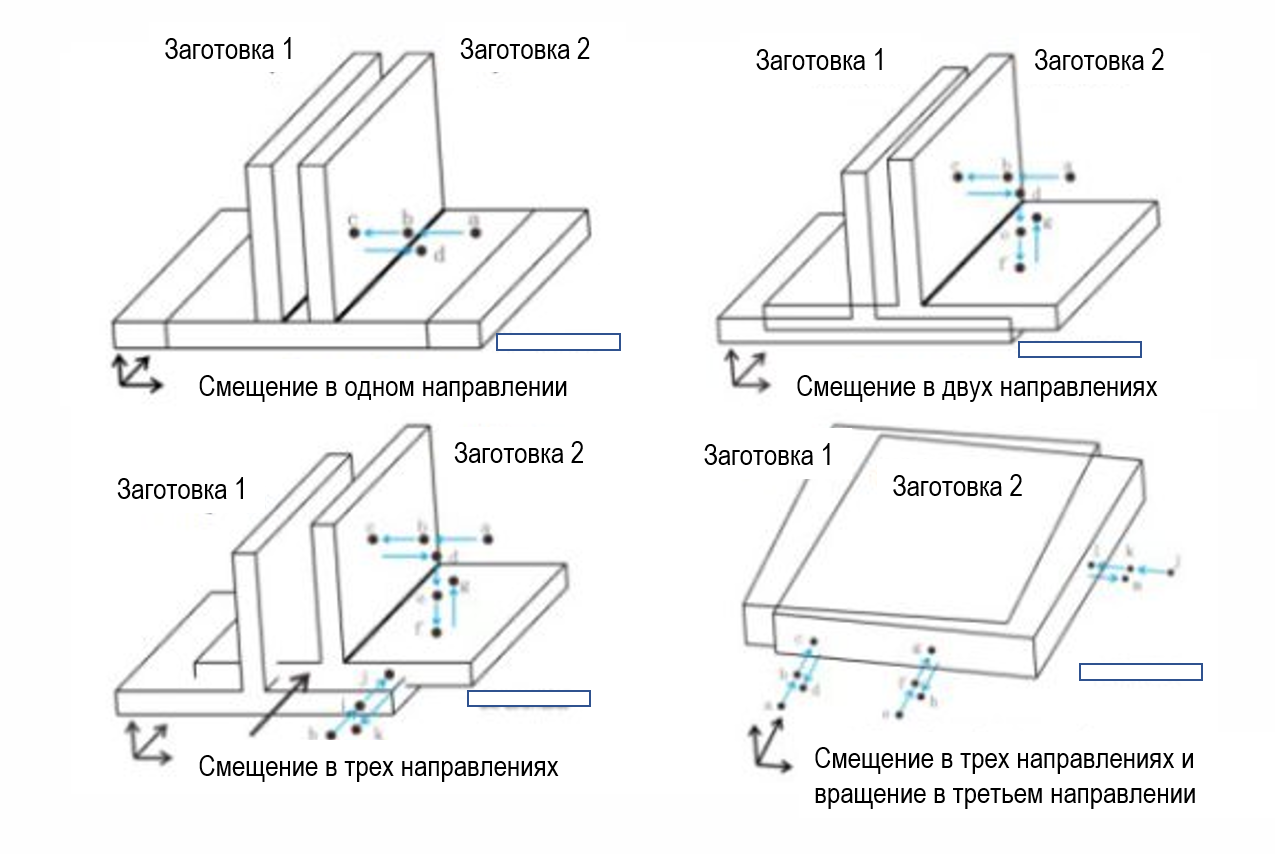
На практике процесс поиска осуществляется следующим образом. Сначала происходит настройка данной функции путем калибровки на эталонном изделии. Робот производит ощупывание детали и при ее касании записывает положение ее опорных точек (настройка эталонной детали производится единожды). Далее, происходит установка последующих заготовок, перед процессом сварки каждой из них производится ощупывание и запись текущих координат опорных точек. Далее происходит сравнение текущих положений с эталонными, вычисляется разница в координатах и в управляющую программу вносится соответствующий сдвиг. Корректировка положений может производиться как в одной, так и в нескольких плоскостях (1D, 2D, 3D, 2D +, 3D +).
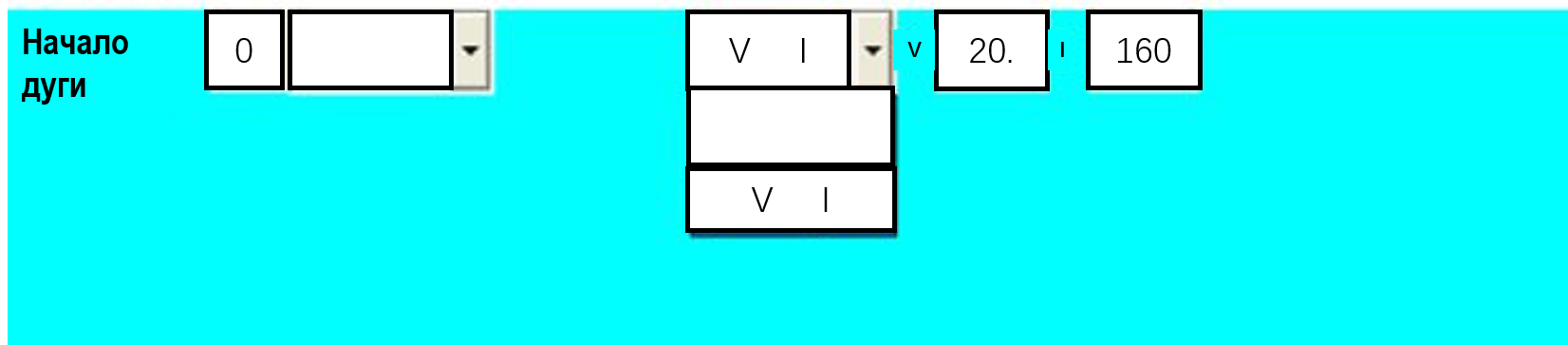
Легкая настройка параметров, связанных со сваркой: сварочный ток и напряжение, ток и напряжение поджига дуги и заварки кратера, время предварительной продувки газом и время продувки газом по окончанию сварки задаются посредством сварочных таблиц.
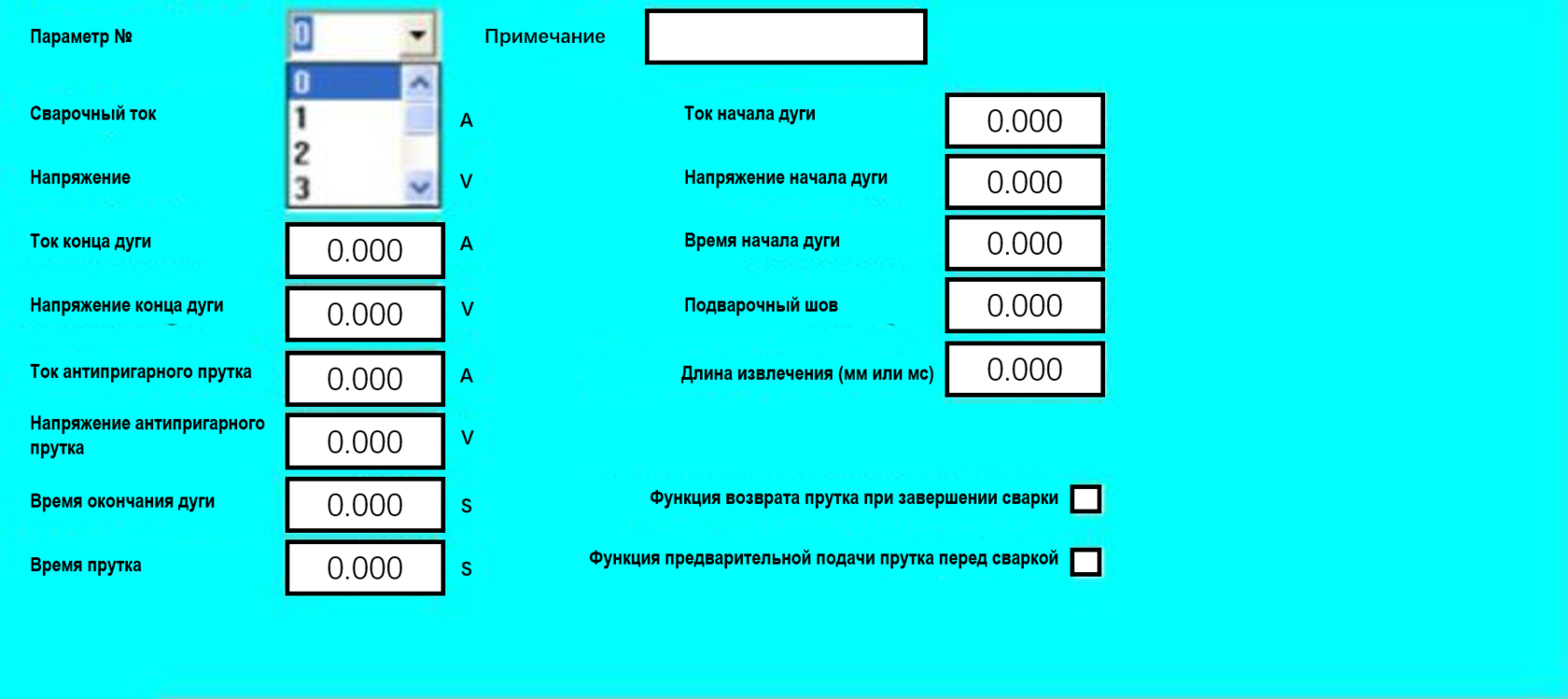
Сварочные инструкции поддерживают корректировку сварочного тока и напряжения непосредственно в сварочной программе. Это позволяет удобно регулировать сварочные параметры прямо в процессе написания программ.
Когда данная функция активирована, при переходе между сварочными швам (холостые перемещения) робот будет автоматически уменьшать вылет сварочной проволоки. Это происходит для предотвращения возможности столкновения проволоки с деталями и оснасткой, что препятствует смещению деталей и предотвращает загиб кончика проволоки.

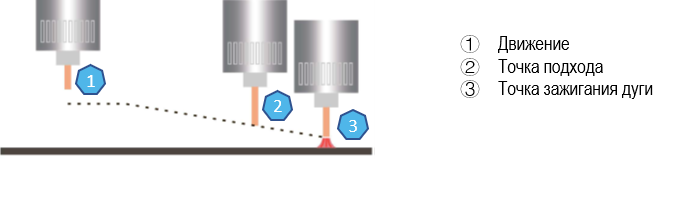
В обычном режиме поджиг дуги производится следующим образом. Сначала происходит позиционирование робота в начальной точке сварки, затем начинается предварительная подача газа и подача проволоки. Дуга зажигается в момент касания проволоки свариваемой детали. За счет того, что подача проволоки в момент запуска сварки происходит достаточно медленно, мы имеем значительную временную паузу между позиционированием робота и поджигом дуги. Когда функция горячего старта активна, робот начинает подачу проволоки для поджига дуги заранее, в точке подхода к месту сварки. Это позволяет сделать поджиг в точке старта сварки практически мгновенным и значительно сократить общее время цикла сварки изделия.
Данная функция предназначена для повторного поджига дуги, если она по каким либо причинам погасла. Если данная функция активна, то при прерывании дуги робот возвращается на некоторое расстояние назад по сварочной траектории, производит поджиг дуги заново и продолжает выполнение программы.
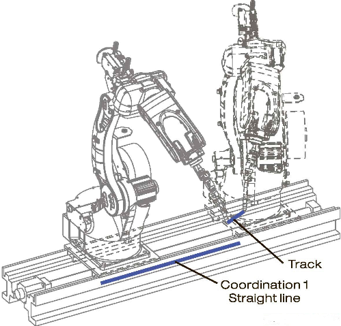
Опция линейной синхронизации позволяет роботу совершать синхронные (согласованные) движения совместно с внешними линейными осями, направление которых должно соответствовать направлениям осей Х, Y, Z абсолютной системы координат робота. Данная опция позволяет роботу совершать линейные перемещения не отрываясь от своего производственного процесса. Это к примеру позволяет роботу с помощью трека производить сварку протяженных соединений сложной геометрии без отрыва горелки на всей протяженности сварного шва.
Круговая синхронизация позволяет роботу согласовывать свои движения с движениями внешних дополнительных осей вращения. Робот способен совершать синхронные движения совместно с позиционером, имеющим одну или более осей вращения. Это позволяет роботу выполнять полный охват даже очень больших деталей с возможностью выбора для себя наиболее удобной точки подхода и положения сварного соединения в пространстве. Данная технология позволяет совершать операции, где требуется выполнить сплошной шов на изделии со сложной геометрией без перепозиционирования робота в процессе сварки.
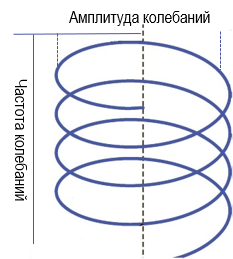
Z-образные колебания: при включении данной функции сварочная горелка робота совершает Z-образные колебания во время сварочного процесса. Направление колебаний перпендикулярно направлению движения сварочной горелки.
Дуговые колебания: если активировать данную функцию, то во время сварочного процесса горелка робота будет совершать круговые колебания. .
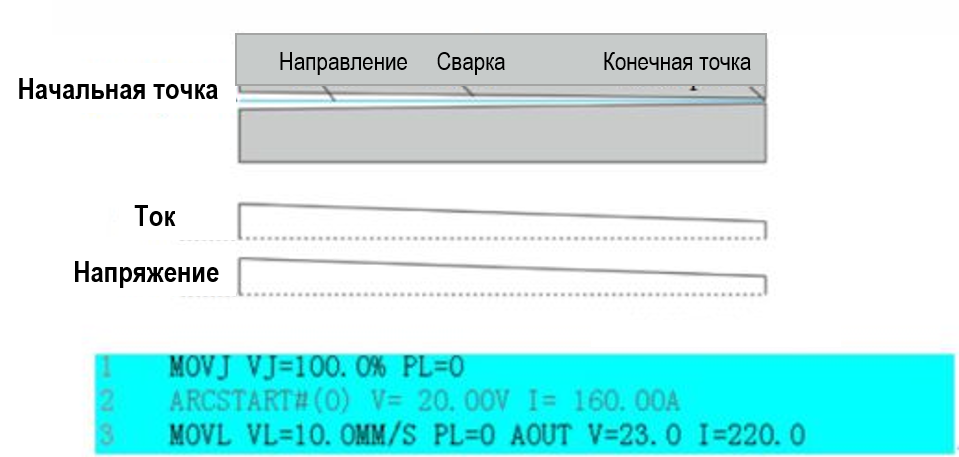
Функция плавной коррекции сварочных параметров может использоваться для сварки сложных изделий, где требуется плавное изменение параметров непосредственно по ходу сварочного процесса. Во время выполнения сварного шва можно использовать плавное изменение тока и напряжения на заданное значение. Необходимо лишь задать исходные параметры тока и напряжения в желаемой точке начала плавной регулировки параметров и установить конечные значения в нужной точке. Процесс изменения параметров является линейным.
Функция мгновенной коррекции сварочных параметров может использоваться для сварки сложных изделий, где требуется мгновенное изменение тока и напряжения непосредственно во врем сварочного процесса. Необходимо лишь задать новые сварочные параметры в требуемой точке и во время сварочного процесса именно в этом месте произойдет мгновенное изменение тока и напряжения.
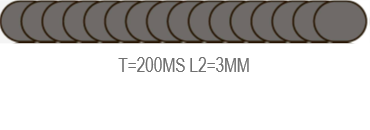
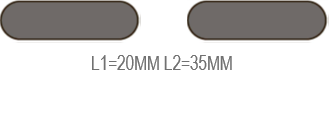
Функция чешуйчатого шва представляет собой технологию сварки точками. Функция легка в применении, задается лишь время установки прихватки и шаг. Функция прерывистого шва позволяет выполнить такой шов задав лишь траекторию, длину стежка и шаг.
Данная функция поможет компенсировать позиционные отклонения сварного соединения в пространстве. Если сварочное соединение имеет зазор или разделку и сварочный шов выполняется с колебаниями, данная функция идеально подойдет. С помощью дополнительного датчика робот осуществляет контроль тока во время сварочного процесса. Фиксируя наименьшие и наибольшие значения по ходу траектории робот определяет центр разделки и кромки сварного соединения и корректирует запрограммированную траекторию движения относительно реального положения детали.. Примечание: для работы данной функции необходим дополнительный датчик отслеживания дуги CAW-V1.
Для работоспособности данной функции сварочный робот-манипулятор оснащается дополнительным датчиком оптического слежения за сварочным швом. Данный датчик позволяет как предварительно производить поиск сварных соединения, так и осуществлять онлайн корректировку траектории непосредственно во врем сварки. Слежение осуществляется за счет проецирования лазерного луча на сварное соединение. На основе заданных параметров (зазор, разделка, вид соединения) система определяет реальное положение шва и корректирует сварочную траекторию.
Используя функцию многопроходной сварки необходимо всего лишь один раз обучить робота сварочной траектории, а затем с помощью инструкции скорректировать скорость и сварочные параметры для требуемого количества проходов. Это значительно сокращает время программирования и уменьшает его сложность.
Функция оптического слежения с фиксированной точкой предназначена для сварки протяженных кольцевых или линейных швов. Для работоспособности данной функции необходима внешняя ось. Движение по ходу сварочной траектории осуществляется за счет вращение позиционера или движения робота по линейной оси. Сам робот при этом остается практически неподвижным и совершает минимальные перемещения для компенсации смещения реального сварного шва от запрограммированного. Определение положения сварного соединения осуществляется за счет датчика оптического слежения.
Читайте также: