Сварочная проволока для стали 09г2с для полуавтомата
Обновлено: 04.10.2024
Низколегированные низкоуглеродистые конструкционные стали, как правило, используют для изготовления ответственных сварных конструкций.
По реакции на термический цикл низколегированная низкоуглеродистая сталь мало отличается от обычной низкоуглеродистой. Различия состоят в основном в несколько большей склонности к образованию закалочных структур в металле шва и околошовной зоне при повышенных скоростях охлаждения. Металл шва низкоуглеродистых низколегированных сталей, например 09Г2С,17Г1С, 14ХГС и др., имеет не только феррито-перлитную структуру, но и при повышенных скоростях охлаждения в швах этих сталей кроме феррита и перлита присутствуют также мартенсит, бейнит и остаточный аустенит. Обнаруживаемый в таких швах мартенсит — бесструктурный, а бейнит представляет собой феррито-карбидную смесь высокой дисперсности. Количество указанных структурных составляющих изменяется в зависимости от температурного цикла сварки. При уменьшении погонной энергии количество мартен сита, бейнита и остаточного аустенита в металле шва повышается, и дисперсность их увеличивается. Так, количество закалочных структур в швах на низкоуглеродистой кремнемарганцевой стали толщиной 12 мм при сварке с погонной энергией Е = 4 ккал/см и скорости охлаждения в интервале температур 400—600° С, примерно равной 4,5° С/с, составляет 10—11%.
В швах, выполненных с большой погонной энергией, количество этих структур резко уменьшается. Структура швов на этой же стали при погонной энергии 13 ккал/см и скорости охлаждения примерно 0,5—0,6° С/с состоит только из феррита и перлита. Мартенсит и бейнит образуются также и в околошовной зоне сварных соединений, например стали 14ХГС, Их количество при сварке такой стали максимально (около 3%) в участке перегрева и снижается по мере удаления от линии сплавления.
При небольшом количестве закалочных структур их влияние на механические свойства сварных соединений незначительно в связи с равномерным и дезориентированным расположением этих составляющих в мягкой ферритной основе. Однако при увеличении доли таких структур в шве и околошовной зоне пластичность металла и его стойкость против хрупкого разрушения резко ухудшаются. Дополнительное легирование стали марганцем, кремнием и другими элементами способствует образованию в сварных соединениях закалочных структур. Поэтому режим сварки большинства низколегированных сталей ограничивается более узкими (по значению погонной энергии) пределами, чем при сварке низкоуглеродистой стали. В ряде случаев, например при микролегировании ванадием, ванадием и азотом, а также другими элементами, склонность низколегированной стали к росту зерна в околошовной зоне при сварке незначительна.
Для определения реакции низколегированной стали на термический цикл сварки проводят комплекс испытаний. С целью снижения разупрочнения в околошовной зоне термоулучшенные низколегированные стали следует сваривать при минимально возможной погонной энергии.
Обеспечение равнопрочности металла шва с основным металлом достигается в основном за счет легирования его элементами, переходящими из основного металла. Иногда для повышения прочности и стойкости против хрупкого разрушения металл шва дополнительно легируют через сварочную проволоку.
Стойкость металла шва против кристаллизационных трещин при сварке низколегированных сталей несколько ниже, чем низкоуглеродистых, в связи с усилением отрицательного влияния углерода некоторыми легирующими элементами, например кремнием. Повышение стойкости против образования трещин достигается снижением содержания в шве углерода, серы и некоторых других элементов за счет применения сварочной проволоки с пониженным содержанием указанных элементов, а также выбором соответствующей технологии сварки (последовательность выполнения швов, обеспечение благоприятной формы провара) и рациональной конструкции изделия.
4.1. Технология сварки покрытыми электродами.
При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рисунок 1). Кристаллизация основного металла и металла электродного стержня образует сварной шов.
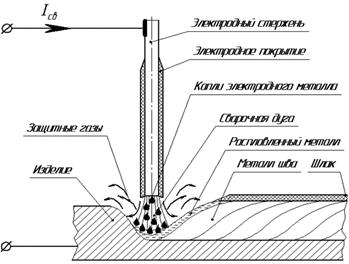
Рис.2. Схема сварки покрытым металлическим электродом
Электрод состоит из электродного стержня и электродного покрытия (см. рисунок 1).
- возможность сварки во всех пространственных положениях;
- возможность сварки в труднодоступных местах;
- быстрый, по времени переход от одного вида материала к другому;
- большая номенклатура свариваемых металлов.
- большие материальные и временные затраты на подготовку сварщика;
- качество сварного соединения и его свойства во многом определяются субъективным фактором;
- низкая производительность (пропорциональна сварочному току, увеличение сварочного тока приводит к разрушению электродного покрытия);
- вредные и тяжёлые условия труда.
Рациональные области применения:
- сварка на монтаже;
- сварка непротяжённых швов.
Технология сварки низколегированных низкоуглеродистых сталей покрытыми электродами мало отличается от технологии сварки низкоуглеродистых сталей. Характер подготовки кромок, режимы сварки, порядок наложения швов практически одинаковы. Прихватки при сборке необходимо выполнять теми же электродами, что и при сварке основного шва, и накладывать только в местах, где располагается шов.
Низколегированные стали сваривают в основном электродами с фтористо-кальциевым покрытием типа Э42А и Э50А, обеспечивающими более высокую стойкость против образования кристаллизационных трещин и повышенные пластические свойства по сравнению с электродами других типов. Для сварки сталей с пониженным содержанием углерода (например 09Г2) в ряде случаев используют электроды с рутиловым покрытием, например АН0-1 (тип Э42Т). Наиболее широко применяют электроды УОНИ-13/45, СМ-11, АНО-8 (тип Э42А) и УОНИ-13/55, ДСК-50, АНО-7 (тип Э50А), обеспечивающие прочность и пластичность металла шва на уровне свойств основного металла.
Высокая прочность металла шва при сварке электродами типа Э42А достигается за счет перехода легирующих элементов в шов из основного металла и повышенной скорости охлаждения шва. Для сварки кольцевых швов трубопроводов, работающих при температурах до —70° С, например из стали 10Г2, находят применение электроды ВСН-3 (тип Э50АФ) с фтористо-кальциевым покрытием.
Швы, сваренные покрытыми электродами, в ряде случаев имеют пониженную стойкость против коррозии в морской воде, что значительно снижает эксплуатационные свойства сварных сосудов, морских эстакад и других сооружений., Это обусловлено малым содержанием в поверхностных слоях металла шва легирующих элементов (хрома, никеля, меди) вследствие низкой доли участия основного металла в металле этих слоев. Для повышения коррозионной стойкости металл шва следует легировать хромом.
4.2. Технология сварки под флюсом.
При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом (рисунок 2).

Рис. 3. Схема сварки под флюсом
Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
- минимальные потери электродного металла (не более 2%);
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- малые затраты на подготовку кадров;
- отсутствует влияния субъективного фактора.
- трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- неблагоприятное воздействие на оператора;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования.
- сварка в цеховых и монтажных условиях;
- сварка металлов от 1,5 до 150 мм и более;
4.3. Технология сварки в защитных газах плавящимся электродом.
При сварке плавящимся электродом в защитном газе (рисунок 3) в зону дуги, горящей между плавящимся электродом (сварочной проволокой) и изделием через сопло подаётся защитный газ, защищающий металл сварочной ванны, капли электродного металла и закристаллизовавшийся металл от воздействия активных газов атмосферы. Теплотой дуги расплавляются кромки свариваемого изделия и электродная (сварочная) проволока. Расплавленный металл сварочной ванны, кристаллизуясь, образует сварной шов.

Рис.4. Схема сварки в защитных газах
При сварке в защитных газах плавящимся электродом в качестве электродного металла применяют сварочную проволоку близкую по химическому составу к основному металлу. Выбор защитного газа определяется его инертностью к свариваемому металлу, либо активностью, способствующей рафинации металла сварочной ванны. Для сварки цветных металлов и сплавов на их основе применяют инертные одноатомные газы (аргон, гелий и их смеси). Для сварки меди и кобальта можно применить азот. Для сварки сталей различных классов применяют углекислый газ, но так как углекислый газ участвует в металлургических процессах, способствуя угару легирующих компонентов и компонентов – раскислителей (кремния, марганца), то сварочную проволоку следует выбрать с повышенным их содержанием. В ряде случаев целесообразно применять смесь инертных и активных газов, чтобы повысить устойчивость дуги, улучшить формирование шва, воздействовать на его геометрические параметры, уменьшить разбрызгивание.
Сварку в защитных газах плавящимся электродом ведут на постоянном токе обратной полярности, т.к. на переменном токе из-за сильного охлаждения столба дуги защитным газом, дуга может прерываться. Скорость подачи сварочной проволоки определяет силу сварочного тока.
Для сварки в защитных газах плавящимся электродом характерно высокий процент потерь электродного металла вследствие угара и разбрызгивания.
Разбрызгиванию способствует вид переноса электродного металла, зависящий от параметров режима сварки (рисунок 4):
При крупнокапельном переносе электродного металла образуется малое количество брызг, вследствие нечастых, но продолжительных коротких замыканий дугового промежутка. Высокое объёмное теплосодержание крупных капель приводит к надёжному соединению с поверхностью свариваемого металла.
При смешанном переносе электродного металла наблюдается максимальное образование брызг (потери на разбрызгивание могут достигать 20-30%) – такое явление также связано с короткими замыканиями дугового промежутка расплавленным электродным металлом и образованием в межэлектродном промежутке капель с разной массой и различной скоростью перемещения. В диапазоне сварочных токов, при котором возникает смешанный перенос электродного металла сварку не выполняют.
Рис.5. Виды переноса электродного металла
Наименьшие потери на разбрызгивание наблюдаются при мелкокапельном переносе электродного металла. В определённом диапазоне сварочных токов (плотностей сварочных токов) перенос электродного металла приобретает мелкокапельный (струйный характер). Образовавшаяся на торце электрода, при таком процессе, капля не растягивается и не увеличивается до соприкосновения с основным металлом, что не приводит к коротким замыканиям, взрывам и образованиям брызг.
- Повышенная производительность (по сравнению с дуговой сваркой покрытыми электродами);
- Отсутствуют потери на огарки, устранены затраты времени на смену электродов;
- Надёжная защита зоны сварки;
- Отсутствие шлаковой корки;
- Возможность сварки во всех пространственных положениях.
- Большие потери электродного металла на угар и разбрызгивание (на угар элементов 5-7%, при разбрызгивании от 10 до 30%);
- Мощное излучение дуги;
- Ограничение по сварочному току;
- Сварка возможна только на постоянном токе.
- Сварка тонколистового металла и металла средних толщин (до 20мм);
- Возможность сварки сталей всех классов, цветных металлов и сплавов, разнородных металлов.
Это в основном полуавтоматическая сварка в углекислом газе. На практике применяют те же сварочные материалы, что и для сварки низкоуглеродистой стали. Так, стали 14ХГС, 10ХСНД, 09Г2С сваривают сварочной проволокой Св-08Г2С. При однослойной сварке и сварке не более чем в два-три слоя можно применять проволоку Св-12ГС.
Полуавтоматическую сварку в углекислом газе выполняют также порошковыми проволоками ПП-АН4 и ПП-АН8. Проволоку ПП-АН8 можно использовать и при автоматической сварке. Швы, сваренные проволокой ПП-АН8, например, на стали 09Г2, равнопрочные основному металлу и имеют повышенные пластические характеристики.
Для повышения коррозионной стойкости сварных соединений в морской воде применяют сварочную проволоку Св-08ХГ2С, обеспечивающую дополнительное легирование металла шва хромом.
4.4.Технология электрошлаковой сварки.
Наиболее применима электрошлаковая сварка при изготовлении крупногабаритных изделий из низколегированных сталей 09Г2С, 16ГС, 15ХСНД и 14Г2 толщиной 30—100 мм, а в ряде случаев толщиной до 160 мм. Сварку ведут с применением флюса АН-8 проволоками Св-08ГС, Св-10Г2, реже Св-12ГС. Металл шва, выполненный проволоками Св-08А и Св-08ГА, менее прочен, чем основной металл.
Применение усовершенствованных режимов позволяет часто отказаться от высокотемпературной термообработки (нормализации) сварных конструкций, выполненных электрошлаковой сваркой. Так, например, сталь 16ГС толщиной 50 мм сваривается при ускоренной подаче сварочной проволоки с увеличенной скоростью поперечных перемещений электрода и большим временем выдержки у ползунов. Примерный режим сварки следующий:
Сила постоянного тока, А . 900
Напряжение, В . 42
Число электродов . 1
Скорость подачи электродной проволоки, м/ч . 576
Скорость перемещения электрода, м/ч . 75
Продолжительность выдержки у ползунов, с . 6
Глубина шлаковой ванны, мм . 50
Сухой вылет электрода, мм . 70
Принятый режим перемещения электрода способствует выравниванию глубины сварочной ванны по толщине металла. В связи с этим скорость подачи сварочной проволоки может быть значительно повышена без опасности образования в швах кристаллизационных трещин. В свою очередь, увеличение подачи проволоки и, следовательно, скорости сварки уменьшает перегрев околошовной зоны. Свойства сварных соединений стали 16ГС, выполненных проволокой Св-10Г2 под флюсом АН-8 на указанном режиме и после отпуска при температуре 650° С, практически такие же, как и при дуговой сварке металла равной толщины.
проволока сварочная омедненная
Качество сварочных швов повышается, если плавящийся электрод покрыть медьсодержащими материалами. Технология, в основе которой заложен гальванический процесс, позволяет получить прочное покрытие сварочной проволоки медью.
Область применения, назначение
Омедненная проволока применяется для сварки низкоуглеродистых и низколегированных сталей. Изготавливается она из аналогичных же материалов. Способность легко деформироваться и получать требуемые типоразмеры — отличительные свойства этих металлов. Протяжкой (волочением) из катаных заготовок производится калиброванный по диаметру материал.

Проволока омедненная СВ-08Г2С-О КЕДР, кассета в 15 кг. Фото ВсеИнструменты.ру
Основным назначением, после покрытия медью, является использование его в работе сварочных полуавтоматов в качестве присадочной проволоки. Так как этот расходный материал не содержит компонентов для защиты сварочного шва, сварка производится в углекислом газе или смеси углекислого газа с аргоном. Поэтому омедненная проволока является популярным вариантом материала для аргонодуговой сварки.
Видео
Обозначение и маркировка
Отечественная омедненная сварочная проволока должна соответствовать ГОСТ 2246-70. Пример обозначения по этому документу: проволока 1,2 СВ08Г2С-О ГОСТ 2246-70, где знак «О» говорит о покрытии поверхности медью.

Проволока сварочная омедненная ER70S-6 (1 мм; 15 кг) ELKRAFT. Фото ВсеИнструменты.ру
Присадочные материалы, поставляемые зарубежными производителями должна соответствовать стандарту AWS (американское общество сварки). Пример: ER70S-6, соответствует СВ08Г2С-О.
Популярные марки
Справка. Марка проволоки ПАНЧ-11 (для чугуна) обеспечивает получение качественного результата при работе с материалом, плохо поддающимся сварке.
Различные зарубежные фирмы поставляют омедненную проволоку под обозначением ER70S-6.

Омедненная сварочная проволока для сварки под флюсом DEKA EM 12 (аналог Св08ГА-О) 4,0 мм. (25 кг). Фото DEKA
Характеристики
Химический состав омедненной сварочной проволоки Св-08Г2С-О следующий:
- углерод – 0,06%;
- марганец – 1,8%;
- кремний – 0,88%;
- сера – 0,012%;
- фосфор – 0,010.
Механические характеристики шва зависят от защитного газа, который применялся при сварке. Предел прочности в защитной среде из углекислого газа — 540 МПа, в смеси газов 80% Аргона и 20% углекислого — 550 МПа.
Для проволоки Св-08Г2С-О, применяемой в качестве присадочного материала, важен показатель коэффициента наплавки. Чем он выше, тем больше вариантов параметров применения присадочного материала в сварочных технологиях.
Отличительные особенности, достоинства и недостатки
Омедненная стальная сварочная проволока проявляет свои лучшие качества при использовании на полуавтоматах взамен непокрытой. Медь, обладая хорошей проводимостью, значительно улучшает токоподвод в зону сварки. Это стабилизирует горение дуги, расплавленные капли расходного материала имеют одинаковый размер по всей длине сварного шва. Разбрызгивание металла практически не происходит, тем самым снижается расход сварочной проволоки.

ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
В полуавтоматах подача проволоки в зону сварки происходит через специальный наконечник. Обычная непокрытая проволока вместе с остатками технологической смазки на ее поверхности быстро изнашивает внутренний диаметр наконечника. Покрытая медью проволока значительно облегчает скольжение. Тем самым срок службы оборудования до проведения профилактических работ увеличивается. Равномерность подачи в рабочую зону дуги у омедненной проволоки значительно выше.
Покрытая медью проволока обладает большей стойкостью к коррозии, чем непокрытая, несмотря на мелкие трещины и поры в слое меди. Она дольше хранится, однако требования к влажности и температуре помещения должны соблюдаться.
Отсутствие дополнительного сопротивления подвода сварочного тока (для покрытой медью проволоки), позволяют сократить время обеспечения стабильного горения дуги от начала производства работ (касание проволокой свариваемых заготовок).
Справка. Обширным спектром отличительных характеристик обладают титановые проволоки, в частности наиболее «чистая» марка материалов ВТ1-00Св.
Наличие меди, особенно ее повышенное количество, может приводить к образованию трещин в сварочном шве и снижению значения ударной вязкости. В авиационной промышленности, например, где велика доля особо ответственных сварочных соединений, использование омедненной проволоки допускается только с разрешения главных технических специалистов. Общее содержание меди ограничивается ГОСТ 2246-70. Оно не должно превышать 0,25%. Это достигается при толщине слоя покрытия до 6 мкм.
Предъявляемые требования
На поверхности не должно быть никаких дефектов. Единственное, что допускается — это риски от волочения проволоки при ее изготовлении. При этом количество рисок ограничивается 5% от общей поверхности.

Сварочная омедненная проволока Fubag. Фото 220Вольт
Жесткие требования предъявляются к намотке. Рядность и плотность намотки в катушках является важным условием равномерной ее подачи при выполнении сварочных работ.
Сертификация, ГОСТ
Качество продаваемой на рынке омедненной сварочной проволоки должно подтверждаться наличием сертификата соответствия. Сертификат подтверждает наличие у товара свойств, обозначенных в технической документации, например, в ГОСТ 2246-70.
Рекомендации по использованию
Наличие у омедненной проволоки свойства быстрого повторного восстановления сварочной дуги, делают предпочтительным ее использование в механизированных способах сварки — полуавтоматической и автоматической (роботизированной).
Сортамент
На выбор режима сварки влияет типоразмер сварочной проволоки. Диаметры, наиболее часто используемые при проведении работ: 0,8 мм; 1,0 мм; 1,2 мм; 1,6 мм; 2,0 мм. В некоторых отраслях машиностроения применяются присадочные материалы до 6,0 мм.

Проволока сварочная стальная омедненная (1 кг; диаметр 0.8 мм) Elitech. Фото ВсеИнструменты.ру
Форма выпуска, расфасовка, упаковка
Применяется омедненная сварочная проволока в основном в кассетах и бухтах. Так проволока диаметра 0,8 мм выпускается в бухтах (вес 16 кг) и кассетах (вес 5 кг). Требования к упаковочным материалам прописаны ГОСТ 2246-70.
Производители
Шведская фирма ESAB в ассортименте выпускаемых расходных сварочных материалов имеет в наличии линейку типоразмеров омедненной проволоки: легированная OK Autrod 12.64; OK Autrod 12.51 и прочие. Отличается жесткими требованиями к геометрии и прочности медного покрытия. Медная стружка не скапливается в подающем наконечнике.
Китайские производители Прима, DEKA и Golden Bridge выпускают омедненную проволоку, соответствующую жестким требованиям европейских норм. Однако по сравнению с западными фирмами, их товар относится к экономически выгодному для широкого применения покупателями, поэтому сварщики приобретают и другие типы продукции, например, нержавеющая, алюминиевая и флюсовая (порошковая).
Где купить
Сварочные проволоки различных видов предлагает достаточно широкий перечень компаний. Некоторые производители и поставщики представлены в отдельном разделе нашего сайта. Специалисты предприятий предлагают также и омедненные присадочные материалы.
проволока стальная сварочная

Стальная проволока занимает внушительную нишу в перечне материалов, используемых в промышленности и в быту. Сварочная, как один из видов, обладает свойствами эффективного применения в сварочных технологиях.
Материал из стали в виде проволоки нашел себе применение в сварке на автоматах и полуавтоматах. Для сплошной проволоки сварка производится в атмосфере защитного газа (!материалы для аргонодуговой сварки очень востребованы). В случаях когда применение баллона с газом затруднительно, расходный материал изготавливается в виде стальной порошковой проволоки. Трубчатая проволока, заполняется внутри специальным порошком (флюсом). В составе флюса имеются компоненты, защищающие сварной шов от внешней среды.
Стальная сварочная проволока служит заготовкой для производства штучных электродов. Используется в качестве присадки для наплавки поверхностей с целью придания им необходимых механических (износоустойчивость, коррозионная стойкость и других) свойств.
Обозначения и маркировки
Сплошная проволока для сварки или наплавки маркируется согласно ГОСТ 2246-70. В обозначение входит типоразмер, способ применения, химический состав, сведения о технологии изготовления, указывается возможность изготовления электродов, а также принадлежность к проволоке с омедненной поверхностью.
Маркировка порошковой стальной проволоки базируется на ГОСТ 26271-84. Обозначение сварочной и наплавочной проволоки имеют различия.
В обозначение сварочной порошковой проволоки не оговаривается подробный химический состав, оговаривается только содержание углерода, фосфора и серы. Указывается типоразмер, принадлежность проволоки к порошковому виду, механические характеристики (предел текучести, ударная вязкость), допустимые пространственные положения при проведении сварочных работ. В обозначении определяется вид защиты шва — самозащитная или газозащитная.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
Порошковая проволока для наплавки, кроме указания принадлежности к категории порошковых и технологии применения, обязательно дается химический состав материала порошка. Вместе с типоразмером проволоки регламентируются условия применения: с газовой или другой защитой, с наплавкой под флюсом или в любом из вариантов. В некоторых случаях полезно знать класс точности на отклонения номинального размера диаметра. Он также указывается в обозначении.
Стальная сварочная проволока подразделяется на следующие группы:
- низкоуглеродистая; ;
- высоколегированная.
Низкоуглеродистая и легированная проволоки выпускаются с омедненной поверхностью. Покрытие медью увеличивает коррозионную стойкость. Стабильность сварочной дуги повышается за счет снижения трения при подаче через отверстие наконечника и улучшения токоподводящих характеристик свойственных для меди.

Проволока омедненная СВ-08Г2С БАРС. Фото ВсеИнструменты.ру
Развитие технологии волочения проволоки позволяет получить ее с идеально чистой поверхностью. Отсюда возникло название стальной сварочной проволоки — полированная. По своим характеристикам она близка к омедненной, создает более стабильную дугу, чем стальная с обычной поверхностью. Некоторые высоколегированные проволоки (в основном молибденсодержащие) плохо покрываются медью. Такие продукты выполняются с полированной поверхностью.
Полезное видео
Номенклатура стальных сварочных проволок состоит из около 80 наименований. Среди низкоуглеродистых распространены СВ08; СВ08А; СВ08АА. Помимо применения в качестве присадочных материалов на полуавтоматах, она применяется для изготовления электродов. Популярные марки электродов МР-3, УОНИ 13/15, АНО-21 и другие изготавливаются на ее основе.
Легированные и высоколегированные проволоки СВ08Г2С (аналогом является ER70S-6), СВ06Х19Н9ТА, СВ01Х19Н9, СВ10Х16Н25М6АФ, СВ06Х15Н60М15 и другие делают сварочный шов устойчивым к коррозии, жаропрочным, жаростойким, то есть позволяют сохранить свойства основного материала.
Справка. Сварочная проволока ПАНЧ-11 используется для работы с изделиями из чугуна и востребована у мастеров.
СВ08А
Данная марка применяется для автоматической сварки углеродистых сталей под флюсом с пределом текучести 235-285 МПа, а также для производства электродов с повышенной вязкостью и пластичностью шва, предназначенных для сваривания низколегированной и низкоуглеродистой стали.
Маркировка имеет следующие обозначения:
- СВ — сварочная;
- 08 — содержание углерода, в процентах;
- А — повышенная чистота химического состава металла по содержанию фосфора и серы.

- углерод (С) — не более 0,10 %;
- марганец (Mn) — 0,35-0,60 %;
- кремний (Si) — не более 0,30 %;
- сера (S) — не более 0,03 %;
- фосфор (P) — не более 0,03 %;
- медь (Cu) — не более 0,25 %;
- хром (Cr) — не более 0,12 %;
- никель (Ni) — не более 0,25 %.
Проволока диаметром от 0,8 до 7 мм. поставляется в мотках и катушках.
К присадочному материалу предъявляется несколько требований, главным является соответствие состава проволоки составу металла, который подвергается сварке. Температура плавления проволоки должна практически равняться температуре свариваемого металла. Процесс плавления должен происходить равномерно. Поверхность должна быть чистой и не окисленной.
Wester FW08100
Флюсовая (порошковая) применяется для сварки в любом пространственном положении низкоуглеродистых и низколегированных сталей в среде защитного газа и без него.
Качество проволоки соответствует стандарту AWS HTE71T-1.

Проволока сварочная Wester FW08100. Фото 220Вольт
Проволока поставляется в катушках диаметром 100 мм. и весом 1 кг., которая имеет влагонепроницаемую вакуумную упаковка.
Страна производства — Китай.
СВ09Г2С
Стальная порошковая проволока для сварки низколегированных сталей.
- Удельный вес — 7,85 г/куб.см.
- Температура критических точек — 625 градусов Цельсия.
- Свариваемость материала — не имеет ограничений.
- Флокеночувствительность — отсутствует.
- Склонность к отпускной хрупкости — отсутствует.
- Температура ковки — 1250 градусов Цельсия.
- Обрабатываемость резанием — 520 МПа.
- Предел текучести — 225 МПа.
Низкоуглеродистая проволока используется для производства электродов.
- СВ — сварочная проволока;
- 08 — содержание углерода, в процентах.
- углерод (С) — не более 0,10 %;
- марганец (Mn) — 0,35-0,60 %;
- кремний (Si) — не более 0,03 %;
- сера (S) — не более 0,04 %;
- фосфор (P) — не более 0,04 %;
- хром (Cr) — не более 0,15 %;
- никель (Ni) — не более 0,30 %.
Низкоуглеродистая омедненная (важно знать об отличиях от медной) сварочная проволока сплошного сечения с высоким уровнем легирования марганцем и кремнием.
Основное применение сварка корневого прохода стыков магистральных трубопроводов методом STT II с нормативным пределом прочности до 588 Н/мм2 включительно. Используется при повышенных требованиях к легирующему составу металла шва.
- углерод (C) — 0,06-0,15 %;
- марганец (Mn) — 1,40-1,85 %;
- кремний (Si) — 0,80-1,15 %;
- медь (Cu) — 0,50 %.

Механические свойства наплавленного металла:
- предел текучести — 400 МПа;
- предел прочности — 485 МПа;
- удар ISO-V (J): при температуре +20 — 110, -20 — 70.
- позволяет осуществлять сварку загрязненных и покрытых коррозией деталей;
- обеспечивает минимальное разбрызгивание металла;
- обеспечивает хорошую растекаемость металла;
- отличный внешний вид соединения.
Проволока поставляется в пластиковых катушках по 5 кг. и на каркасах — 20 кг.
Сварочная стальная проволока сплошного сечения применяется в автоматических комплексах CRC-Evans, оборудованных головками P-600, которые используются для стыковки секций магистральных труб значительного диаметра и при монтаже металлоконструкций повышенной сложности.
Проволока используется для корневых, облицовочных и заполняющих проходов сварного шва при стыковке секций трубопроводов из сталей, имеющих нормативный предел прочности до 588 МПа.

Сварка осуществляется в среде защитного газа во всех пространственных положениях. Рекомендуется использовать следующие составы:
- для корневого прохода — 75 % Ar и 25 % CO2;
- горячего — 100 % CO2;
- облицовочного и заполняющего — 85 % Ar и 15 % CO2.
- углерод (С) — 0,07 %;
- марганец (Mn) — 1,63 %;
- кремний (Si) — 0,93 %;
- сера (S) — не более 0,005 %;
- фосфор (P) — не более 0,012 %.
Производитель — Voestalpine Boehler Welding.
- углерод (C) — 0,08 %;
- марганец (Mn) — 0,93 %;
- кремний (Si) — 0,20 %;
- никель (Ni) — 0,89 %;
- хром (Cr )- 0,03 %;
- алюминий (Al) — 1,00.

- предел текучести — 462 МПа;
- предел прочности — 572 МПа;
- удар ISO-V (J): -29°C (61).
Технические преимущества, особенности:
- проволока является оптимальным вариантом присадочных вариантов для создания швов с точным химическим составом, высокой ударной вязкостью и прочностью;
- поверхность соединений отличается аккуратностью, гладкостью, плотностью;
- высокий коэффициент наплавки;
- минимальный уровень разбрызгивания;
- минимум шлаковых корок.
Проволока выпускается в катушках весом 6,35 кг. и в ведрах — 25,4 кг.
QE 770-377
Порошковая/флюсовая проволока предназначена для полуавтоматических сварочных аппаратов MIG/MAG. Имеет особое строение и выполнена в виде полого цилиндра, внутри которого находится специальный порошок, который предотвращает попадание воздуха на металл, формирует и легирует шов. Сварка производится без использования газа.

Сварочная проволока QE 770-377. Фото 220Вольт
- относительное удлинение — 30 %;
- предел текучести — 450 МПа;
- временное сопротивление разрыву — 550 МПа.
Проволока выпускается в катушках весом 5 кг.
Порошковая газозащитная проволока, предназначена для полуавтоматической сварки однопроходных и многопроходных швов стыков трубопроводов из труб класса до Х70 API 5L. Отличается большой производительностью, высоким значением ударной вязкости при низких температурах. Рекомендуется для сварки нефте- и газопроводов и других объектов топливно-энергетического комплекса (ТЭК)
Сварка трубопроводов из высокопрочных сталей осуществляется во всех положениях.

- углерод (C) — не более 0,18 %;
- марганец (Mn) — 1,75 %;
- кремний (Si) — не более 0,90 %;
- никель (Ni) — не более 0,50 %;
- сера (S) — не более 0,03 %;
- фосфор (P) — не более 0,03 %.
Проволока поставляется в катушках 4,5 и 11 кг., имеющих герметичную упаковку и коробку.
Разновидностями данных материалов являются марки G-70M-E и G-70M-H.
СВ-10Х16Н25М6АФ
Проволока применяется для полуавтоматической и автоматической сварки ответственных конструкций из низколегированных и легированных сталей в закаленном состоянии без последующей термообработки, а также аустенитных сталей и их сочетаний с низколегированными и легированными сталями.
Основными областями применения является металлургия, химическая отрасль, нефтедобывающее оборудование и судостроение. Также используется в качестве присадки и для изготовления электродов.

- ж елезо ( Fe) — основа;
- н икель ( Ni) — 24-27 %;
- х ром ( Cr) — 15-17 %;
- м олибден ( Mo) — 5,5-7,0 %;
- м арганец ( Mn) — 1,0-2,0 %;
- к ремний ( Si) — не более 0,4 %;
- в анадий ( V) — 0,7-1, 1 %;
- азот (N) — 0,07-0.11 %;
- с ера ( S) — не более 0, 015 %;
- ф осфор ( P) — не более 0,018 %;
- у глерод ( C) — 0,07-0.11 %.
Механические свойства: диаметр проволоки, мм. — временное сопротивление разрыву, МПа
Проволока изготавливается в диаметре от 1,2 до 5,0 мм., поставляется в катушках и мотках.
При большом разнообразии стальных сварочных проволок, к каждой из них предъявляются одинаковые требования.
Механические характеристики должны обеспечить протяжку проволоки через полуавтомат без разрывов. Присадочный материал шва должен соответствовать по прочностным и другим механическим свойствам основному материалу.
Проволока низкоуглеродистая сварочная омедненная ER70S-6 (1 мм; 15 кг) ELKRAFT. Фото ВсеИнструменты.ру
Химический состав присадочных материалов подбирается к конкретным видам свариваемых металлов. Он должен им соответствовать, а также учитывать потери отдельных элементов при разных методах сварки.
Сварочная проволока должна быть изготовлена с высокой степенью точности в плане предельных отклонений размеров диаметра, погрешностей формы и других подобных показателей. Расходный материал должен иметь минимальное количество примесей. Состояние поверхности должно соответствовать требованиям нормативной документации, так как непосредственно оказывает влияние на качество сварного шва, получаемого с помощью полуавтоматов.
В основе любой стальной сварочной проволоки находится малоуглеродистая сталь. Пластические свойства этой стали позволяют обеспечить процесс волочения для получения диаметров проволоки до 0,3 мм. Содержание углерода до 0,12% ее отличительная особенность.
Достоинство проволоки в разнообразии свойств, которыми она может обладать. Легирующие элементы своим количеством и процентным содержанием позволяют применять ее для сварки различных по назначению металлов.

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Пожалуй, основной недостаток заключается в трудности правильно подобрать присадочный материал для сварки не сильно распространенных легированных сталей. Несмотря на разнообразие количества сварочных проволок, редко удается найти полное соответствие по химическому составу. Здесь требуется большой опыт и практика.
При сварке на полуавтоматах диаметр сварочной проволоки необходимо подбирать в зависимости от толщин свариваемых заготовок. Величина скорости подачи проволоки должна определяться параметрами сварки, которые устанавливаются на аппарате. Нормальный процесс обеспечивается правильно выбранной полярностью. В основном сварка происходит на обратной полярности, когда горелка подключена к плюсовой клемме, а корпус аппарата к минусовой. Некоторые виды проволоки, например порошковая стальная, используются на прямой полярности.
Компании, имеющие отношение к сварочным материалам, обязательно выпускают номенклатуру стальной сварочной проволоки. Среди них присутствуют лучшие представители по производству изделий сварочных технологий:
- «ESAB» — шведский концерн, предлагающий широчайший сортамент нержавеющих, омедненных, алюминиевых и прочих типов проволоки;
- «ПРИМА» — китайский производитель, предлагающих широкий спектр материалов, среди которых особенно выделяется стальная проволока ER70S-6;
- «ОЛИВЕР» — предприятия из Республике Беларусь, продукция которого пользуется спросом во многих странах;
- «LINCOLN» — американский бренд, имеющий не так много официальных дилеров в России и странах СНГ;
- «HYNDAI» — мировой лидер на рынке изготовления сварочных материалов;
- «DEKA» — компания из Китая, продукция которой пользуется спросом из оптимального соотношения «цена-качество».
Справка. Производством титановых проволок занимаются в основном российские предприятия, предлагающие наиболее востребованные марки, например, ВТ1-00Св.
Сварочные проволоки различных видов реализуются напрямую производителями и через поставщиков. Некоторые заводы-изготовители и торговые компании представлены в разделе «Где купить сварочную проволоку».
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.
Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный материал, если требуется изменить геометрию поверхности детали или придать дополнительные свойства (поверхностная твердость, стойкость к коррозии и другие).

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
Некоторые виды служат заготовками для электродов. Наиболее часто используется низкоуглеродистая проволока.
Обозначение, расшифровка, характеристики
Сварочные проволоки обозначаются на основании нормативных документов. Такими документами являются ГОСТы и ТУ.
- Позиционированиестальной сварочной (наплавочной) проволоки выполняется как указывает ГОСТ 2246-70. Пример маркировки сплошной диаметром 1,6 мм, из материала 01Х19Н9, из которой можно получить электроды, электрошлаковый переплав применяется в технологии изготовления, поверхность покрыта медью — проволока 1,6 Св-01Х19Н9-Ш-Э-О ГОСТ 2246-70.
- Маркировкапорошковых проволок выполняется по ГОСТ 26271-84. Пример наименования порошковой, марки ПП-АН1, диаметром 2,5 мм, газозащитной, предел текучести шва 54, по химическому содержанию категории В, 3 – с ударной вязкостью не ниже 35 Дж/см2, сваривается в самых разнообразных пространственных положениях — проволока ПП-АН1 2,5 ПГ 54-В3У ГОСТ 26271-84.
- Наплавка выполняется порошковыми проволоками, которые отвечают требованиям ГОСТ 26101-84. Пример обозначения такой проволоки марки ПП-Нп-18Х1Г1М, конструктивно выполненной в виде двухслойной трубки, самозащитной, диаметром 2,0 мм, 1 класса — ПП-Нп-18Х1Г1М-Д-С-2,0-1 ГОСТ 26101-84.

Сварочная проволока СВ-01Х19Н9
Систематизация проволок производится по таким параметрам, как выполняемые задачи, вид структуры, покрытие поверхности, химический состав.
По назначению
Помимо работы в стандартных условиях, где применяется проволока общего назначения, производится проволока для сварки в специальных условиях.

Проволока сварочная общего назначения Св-08Г2С-О Fubag. Фото ВсеИнструменты.ру
Это может быть сварка с принудительным формированием сварочного шва, сварка под водой, сварка арматуры с помощью ванной технологии и подобные не тривиальные способы. Здесь проволока отличается химическим составом, покрытием и другими конструктивными особенностями.
По структуре
По механическому строению различают следующие структуры проволоки.
- Сплошная. Представляет собой протянутый цельный калиброванный сердечник, собранный с помощью рядной укладки в бухты, катушки или кассеты. Механические свойства позволяют применять на автоматах и полуавтоматах.
- Порошковая — это полая трубка, наполненная порошком (флюсом) со специальными свойствами. Такая структура затрудняет настройку протяжки проволоки на полуавтоматах. Усилия роликов, кроме создания качественной подачи, не должны превращать круглую трубку в овальную.

Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
- Активированная. По возможностям использования в полуавтоматах она аналогична сплошной. Такой же цельный сердечник, но с добавлением, например, в виде тонких прослоек, компонентов, используемых для порошковых проволок.
По виду поверхности
Качество сварки полуавтоматом зависит от состояния поверхности проволоки. Покрытая медью, она значительно увеличивает стабильность сварочной дуги. Это создается улучшением подвода тока к зоне сварки по причине хороших электротехнических характеристик меди, а также уменьшением сопротивлению подачи проволоки через отверстие подающего наконечника.

FoxWeld Проволока сварочная омедненная ER70S-6 д. 0,8мм. 5кг. Фото Сварочные Технологии
Преимуществом непокрытой «черной» проволоки является более дешевая экономическая составляющая. Непокрытая проволока может выпускаться с полированной поверхностью. Этот вид приближается по характеристикам к проволоке с омедненной поверхностью.
По химическому составу
Химический состав сварочной проволоки должен соответствовать составу свариваемых материалов. Этим требованием объясняется многообразие видов проволоки по химическому составу — от проволоки из обычной малоуглеродистой стали до легированной с большим количеством элементов.

Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
По количеству легирующих элементов
Свойства проволоки напрямую зависят от количества входящих в нее легирующих элементов. Различают следующие виды легированной сварочной проволоки:
- низколегированная (до 2,5% содержание элементов);
- среднелегированная (от 2,5% до 10%);
- высоколегированная (свыше 10%).

Порошковая легированная сварочная проволока Барс в кассете. Фото Сварочные Технологии
Применение легированного присадочного материала делает возможность сохранить, а в некоторых случаях улучшить, такие уникальные свойства основного материала, как коррозионная стойкость, жаростойкость, жаропрочность и другие.
Для разных материалов
Кроме стальной существует проволока для сварки чугуна и сплавов цветных металлов (алюминия, меди, титана и других). Это дает возможность применять полуавтоматическую сварку для разных материалов. Для получения качественного шва требуется учитывать особенности материалов при настройке параметров сварки.
Нержавеющая сварочная проволока в расплавленном состоянии обладает повышенной жидкотекучестью. Это сильно затрудняет сварку в вертикальном и потолочном положениях. Высокая скорость плавления нержавейки требует от сварщика наличия квалификации при формировании шва.

Проволока нержавеющая MIG ER-308LSi (1 кг; 0.8 мм) Кедр. Фото ВсеИнструменты.ру
Исправление литейного брака чугуна (раковины, трещины) производится с помощью сварки. Текучесть чугуна является препятствием при заваривании сквозных трещин. Высокая температура сварочной дуги при длительном воздействии приводит к изменению структуры, что делает чугун в месте сварки хрупким и склонным к появлению трещин. Полуавтоматическая сварка нагревает ограниченную по площади поверхность. Шов формируется отдельными последовательными точками. Тем самым минимизируется влияние обозначенных выше свойств на качество сварки.
Сварочный процесс цветных металлов сопровождается появлением тугоплавких окисных пленок. Это предъявляет высокие требования к защитному газу — обычно это аргон с высокой степенью очистки. Высокая теплопроводность требует наличия на полуавтоматах импульсного режима сварки для уменьшения риска прожига свариваемых материалов, особенно тонколистовых.
По диаметру
Выбор диаметра проволоки напрямую связан с толщинами свариваемых материалов. Чем меньше толщина, тем меньше диаметр. Соответственно этому правилу варьируется параметр величины сварочного тока. Рекомендуемые размеры диаметра:
- оборудование со сварочным током до 200А – применяется проволока диаметром 0,6 мм, 0,8 мм, 1,0 мм;

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм. Фото 220Вольт
- с током 200-350 А — диаметры 1,0 мм, 1,2 мм;
- с током 400-500 А — диаметры 1,2 мм, 1,6 мм.
Марки
Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки.
- – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов.

Катушка сварочной проволоки ПАНЧ-11 диаметром 0,8 мм. Фото Партал
- Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности. – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Справка. Нормам расхода разных типов проволоки и технологии ее заправки в оборудование посвящена отдельная статья.
Видео: советы по выбору
Продажей сварочной проволоки занимаются многие компании, среди которых присутствуют производители и поставщики. Ассортимент разнится, некоторые предприятия предоставляют полный перечень расходных материалов, другие — реализуют определенные типы или марки. В любом случае каждый покупатель имеет возможность приобрести нужную продукцию по оптимальным ценам.
Как подобрать сварочную проволоку – обзор видов и подбор лучших сварочных проволок для полуавтомата
Популярность механизированного оборудования для сварки увеличивается с каждым годом. Оно позволяет получить качественное неразъемное соединение при относительно небольших финансовых затратах. Чтобы с успехом работать на такой технике, необходимо знать несколько нюансов, важнейший из которых – подбор сварочной проволоки для полуавтоматов.

Классификация проволоки
При сварке в полуавтоматическом режиме проволока выступает в качестве плавящегося электрода. Тепло, выделяемое от электрической дуги, расплавляет кромки металлов и электрод. Образуется сварочная ванна, которая после окончательной кристаллизации формирует валик шва.

ГОСТ 2246 устанавливает более 70 наименований (марок) проволоки, которые подразделяют по применяемости, типу сплавляемых материалов, размеру.

Область применения
- наплавка. Наплавочная проволока наносится на поверхность изделия для его ремонта или придания специальных свойств (твердости, износостойкости);
- производство электродов. Такой материал имеет в своем обозначении букву «Э». Заготовки нарезают на определенную длину, после чего на стержни наносят специальное покрытие.






Для углеродистой стали
Для соединения низкоуглеродистых и низколегированных сталей (ст.3, 09Г2С) используют омедненную сварочную проволоку. Процесс ведут в среде защитных газов (углекислота). Благодаря медному покрытию шов получается прочным, с хорошими механическими свойствами, стойкостью к разрушению.

Еще одно преимущество – минимальное разбрызгивание, что позволяет снизить трудоемкость зачистки после сварки. К недостаткам можно отнести вредные пары меди, выделяющиеся во время сварки.

Для нержавеющей стали
Для сварки сталей аустенитного, аустенитно-ферритного классов с добавлением хрома, никеля (12Х18Н10Т, 08Х18Н10Т) омедненный электрод не подойдет – место сварки быстро покроется ржавчиной.

В этом случае оптимальным вариантом является нержавеющая проволока. Материал отличается коррозионной стойкостью, высокой скоростью плавления, жаропрочностью. Это же присуще и сварному шву.

Защитную газовую смесь образуют инертный аргон, гелий с добавлением небольшого количества диоксида углерода. Среди минусов – высокая цена.
Для алюминия
Сплавы типа АМг2, АМг5 и т.п. свариваются алюминиевой проволокой. Неопытные сварщики могут столкнуться с рядом трудностей. Для получения качественного провара необходимо:
Удалить с поверхностей деталей тугоплавкую оксидную пленку механической обработкой (кругами, щетками с нержавеющим ворсом) или химическим способом (травлением).

Подобрать оптимальные режимы сварки. Алюминиевая проволока очень мягкая и плавится гораздо быстрее, чем стальная. Даже незначительное сопротивление в рукаве приводит к тому, что материал начинает завиваться.

Порошковая
Многие опытные сварщики на вопрос, какая сварочная проволока лучше, отвечают – порошковая. Если все предыдущие сварочные материалы имели сплошное сечение, то этот представляет собой трубку с порошком-наполнителем.

Испаряясь, порошок работает подобно флюсу – защищает сварочную ванну от контакта с атмосферой. Поэтому расходник иногда называют самозащитным – отсутствует потребность в баллонах с газом.

В зависимости от состава шихты различают флюоритные, рутиловые, карбонатно-флюоритные и другие разновидности. Факторы, которые ограничивают массовое применение флюсовой проволоки – высокая цена, невозможность использования при малейшей деформации, тщательная зачистка сплавляемых кромок.
Маркировка
Если посмотреть на фото сварочной проволоки, то можно заметить, что она поставляется в мотках. На каждой бухте должна быть бирка, содержащая информацию о марке, партии, заводе-изготовителе, приемке ОТК.

Проволока отечественного производства обозначается согласно ГОСТ 2246. Маркировка состоит из буквенно-цифрового шифра, где буквы – это названия химических элементов, а цифры – их процентное содержание. Если количество не превышает 1%, то число не указывают. Сокращение «Св» говорит о том, что проволока сварочная.

Так, Св-08Г2С означает, что перед нами сварочная проволока с 0,08% углерода, 2% марганца и не более 1% кремния.

Импортные материалы отмаркированы в соответствии со стандартами AWS.

Как подобрать диаметр
Диаметр сварочной проволоки должен выбираться, исходя из свариваемых толщин. Стандартный ряд включает в себя такие типоразмеры: 0,6 мм; 0,8 мм; 1,0 мм; 1,2 мм; 1,6 мм. Для порошковых электродов этот диапазон увеличен до 6 мм.


Второй критерий выбора – величина тока, устанавливаемая при сварке. Чтобы сопоставить диаметры и ток, необходимо ознакомиться с соответствующими таблицами.
Требования к сварочной проволоке
Правильная проволока – залог надежного сварного соединения. Приобретая материалы, обращайте внимание на такие параметры:
Главная характеристика сварочной проволоки – это ее химический состав. Он должен быть максимально близким к тому, что присутствует в свариваемом металле. Чем меньше в проволоке серы и фосфора, тем лучше выйдет соединение.

Проволока должна быть чистой, на ее поверхности не допускаются следы грязи, масла. В противном случае материал лучше обезжирить в растворителях.

Температура плавления электрода должна быть ниже, чем у основного металла. При этом плавление должно быть равномерным. Это поможет избежать дефектов шва, уменьшит наплывы, неровности.

Фото сварочной проволоки
























Читайте здесь! Стальной рифленый лист - изготовление, характеристики и варианты применения стального листа
Читайте также: