Сварочная проволока для сварки углеродистых сталей
Обновлено: 16.05.2024
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Как правильно варить углеродистые стали
Сварка углеродистых сталей осуществляется вручную и на автоматизированном оборудовании. Технологию и режим выбирают в зависимости от состава и структуры сплава.

Особенности углеродистых сталей
Материал производят на основе железа с добавкой карбона в количестве, не превышающем 2,07%.
Максимально допустимая концентрация примесей составляет:
- Кремний – 0,1%.
- Марганец – 1%.
- Сера – 0,05%.
- Фосфор – 0,06%.
В составе могут присутствовать водород, азот и кислород.
Вместе с серой и фосфором они ухудшают свойства сплава.
В зависимости от количества нежелательных примесей, материалы делятся на виды:
- обыкновенные;
- качественные;
- высокого качества;
- особо высокого качества.
В основном свойства сплава определяются долей углерода.
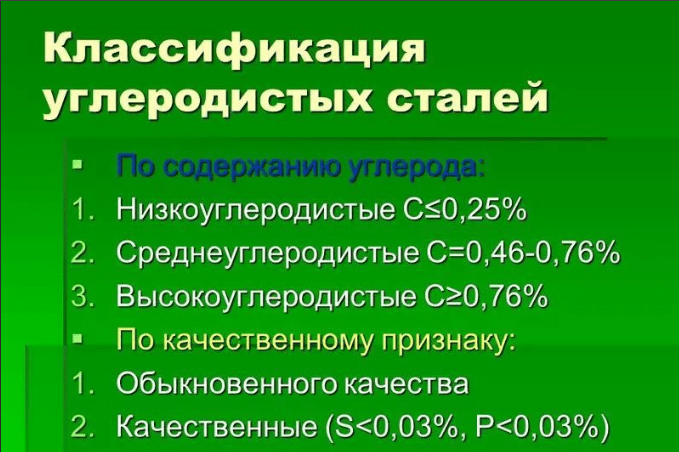
С низким содержанием
В низкоуглеродистой стали доля карбона находится в пределах 0,02%-0,3%. Это мягкие и ковкие сплавы, используемые для изготовления малоответственных деталей и конструкций. Также они широко применяются в строительстве.
По степени раскисления делятся на 3 вида:
- кипящие (в марке присутствуют литеры кп);
- полуспокойные (пс);
- спокойные (сп).
Первая разновидность – наименее качественная, последняя – наиболее.
Примеры: Ст3кп, Ст5сп, сталь 10.

Со средним содержанием
Сталь с концентрацией карбона от 0,3 до 0,6% называют среднеуглеродистой.
Увеличение данного показателя влечет за собой следующий результат:
- Возрастание прочности и твердости.
- Снижение пластичности и ударной вязкости.
Материал широко применяется в машиностроении для изготовления ответственных деталей и конструкций, работающих в условиях больших нагрузок:
- пружин;
- рессор;
- контактных пластин;
- деталей спецтехнологической оснастки (штампов, пресс-форм и пр.);
- колес и осей вагонов, рельсов.
Некоторые марки используют для изготовления деталей приборов и инструментов.
Начиная со стали 45, материалы приобретают способность к закалке.
Она состоит в существенном повышении твердости и снижении пластичности после нагрева до высокой температуры и резкого охлаждения в воде или масле.

С высоким содержанием
При концентрации карбона от 0,6 до 2,07% сталь относят к высокоуглеродистым.
Это твердые и хрупкие сплавы, используемые для изготовления:
- Режущего инструмента.
- Абразивной крошки.
- Подшипников.
- Измерительного инструмента.
- Тросов.
Все марки данной группы проявляют способность к закалке.
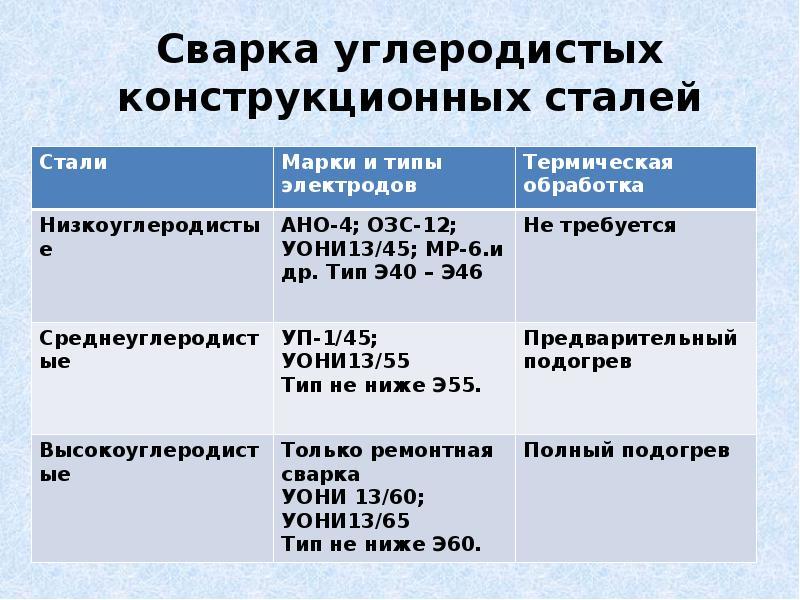
Требования к сварке сталей с содержанием углерода
Высокие качество, прочность и долговечность соединений достигаются при соблюдении следующих условий:
- Используют электроды и присадочный материал с низкой концентрацией углерода. Данный элемент является причиной появления таких дефектов, как горячие трещины и хрупкие закалочные фрагменты. Также необходимо предотвратить его проникновение из основного металла в шов. С этой целью применяют проволоку Барс-71, Forte E71T-1 и т.п.
- Добавляют флюсы, способствующие появлению тугоплавких соединений.
- Готовое соединение подвергают термообработке, чтобы снизить химическую неоднородность в зоне стыка.
- Принимают меры по снижению концентрации водорода в соединении: используют расходники без органических включений в обмазке (основные); перед применением прокаливают их в соответствии с инструкцией.
Параметры процесса термообработки зависят от состава стали.
Возможные трудности при сваривании
В ходе работ исполнитель может столкнуться с такими проблемами:
- Отклонением дуги (магнитным дутьем). Поле может создавать заготовка или расположенные поблизости кабели. Для предотвращения данного явления детали предварительно размагничивают, зону работ ограждают экранами. На прямой полярности следует варить в направлении к зажиму массы, на обратной – от него.
- Появлением таких дефектов, как непровар или сквозной прожог заготовки. Объясняется установкой неверного значения силы тока. В инструкции к расходникам рекомендуемый ампераж указывают в виде диапазона, например 80-140 А. Точное значение подбирают опытным путем. Непровар возникает при заниженном показателе, прожог – при завышенном.
- Вытеканием расплава из сварочной ванны при выполнении вертикальных и потолочных швов. Во избежание данного явления необходимо снизить сварочный ток и использовать специальные расходники, дающие вязкие шлаки.
- Появлением дефектов в виде кристаллизационных горячих трещин и хрупких закалочных включений. Объясняется увеличенной концентрацией карбона.

На количество углерода в шве влияет:
- Конструкция узла.
- Форма стыка.
- Предварительный нагрев заготовок.
- Состав металла.
Отсюда следует, что предотвратить появление растрескивания помогут такие меры:
- Снижение растягивающих напряжений в шве.
- Формирование стыка правильной формы с однородным химическим составом.
- Уменьшение концентрации вредных элементов.
Как подготовиться к сварке
Перед выполнением работ необходимо:
- Подготовить средства индивидуальной защиты: щиток с темным стеклом, спецодежду, ботинки, рукавицы. Поражающим фактором служат брызги расплавленного металла и жесткое ультрафиолетовое излучение, вызывающее ожоги сетчатки глаз и кожи.
- Зачистить кромки соединяемых деталей (удалить грязь и ржавчину). Смазку нейтрализуют обезжиривателем.
- Закрепить заготовки на столе струбцинами или другими зажимами.
- Прокалить расходники в печи. Температура и длительность указаны в инструкции.
Последняя операция нужна для удаления влаги из обмазки. Без этого шов не получает защиты от окисления и насыщается водородом.
Выбор оборудования и электродов
Существуют следующие виды сварочных аппаратов:
- Трансформаторы переменного тока.
- Выпрямители.
- Инверторы.
Трансформаторы обладают следующими достоинствами:
- Низкая стоимость.
- Простое устройство.
- Надежность.
- Долговечность.
Их используют в случаях, когда к качеству соединения не предъявляют высоких требований, поскольку на переменном токе дуга горит хуже и шов получается неровным.
Выпрямители отличаются от трансформаторов наличием диодного моста, дающего на выходе постоянное напряжение.
Они тяжелы, дороже стоят и больше теряют в мощности, но обеспечивают высокое качество соединения. Снижаются потери металла, поскольку на постоянном токе он меньше разбрызгивается.
Инверторы наиболее практичны.
- малые размеры и вес (примерно 3 кг);
- высокое напряжение холостого хода – 90 В против 50 В у трансформатора;
- дополнительные функции, облегчающие розжиг и поддержание дуги.
По способу сварки аппараты делятся на виды:
- Ручные. Используют плавящиеся расходники с покрытием.
- Полуавтоматы и автоматы. Применяют тугоплавкий электрод из вольфрама или графита. Защиту шва от окисления обеспечивают подачей газа (аргона, углекислоты и пр.) или с помощью флюса.
Оборудование выбирают с учетом максимально допустимой для него силы тока. Чем толще заготовки, тем более мощный потребуется аппарат.
Методы сваривания низкоуглеродистых сталей
Сплавы этой группы характеризуются хорошей свариваемостью.
К подготовке предъявляются минимальные требования:
- В большинстве случаев необходимо только снять окисленный слой и обезжирить. Некоторые электроды, например МР-3, хорошо варят даже по ржавчине.
- При толщине более 4 мм выполняют разделку кромок.
- Крупногабаритные заготовки предварительно прогревают до +150…+200°С.
Ручная дуговая сварка
Используют плавящиеся расходники с рутиловым (в большинстве случаев) или основным покрытием.
Марки для малоответственных конструкций:
- АНО-3, АНО-4, АНО-5.
- ОЗС-3.
- ОММ-5.
- ЦМ-7.
Расходники для ответственных конструкций:
- АНО-1, АНО-7.
- ВСП-1.
- ВСЦ-2.
- ДСК-50.
- МР-1, МР-3.
- УОНИ-13/45.
Техника выполнения работ:
- Расходник держат с наклоном в сторону движения под углом 40-50° к линии шва.
- Длина дуги не должна превышать 2 мм.
- Скорость перемещения подбирают опытным путем с таким расчетом, чтобы металл плавился на нужную глубину, но сварочная ванна не была чрезмерно большой.
В среде защитных газов
Используют тугоплавкий электрод. Для защиты шва от контакта с атмосферным воздухом в зону сварки подают углекислый газ (наиболее распространенный вариант), аргон или гелий (для ответственных конструкций).
Присадочным материалом служит проволока Св-08Г2С.
Диаметр зависит от пространственного положения:
Проволока выполняет ту же функцию, что и стержень плавящегося расходника – служит источником дополнительного материала для заполнения шва.
Сварку начинают в следующей последовательности:
- Открывают подачу газа.
- Через 5-15 секунд разжигают дугу и одновременно подводят к стыку присадочный материал.
- Проволоку удерживают под углом 30-40° к линии стыка, электрод – перпендикулярно.
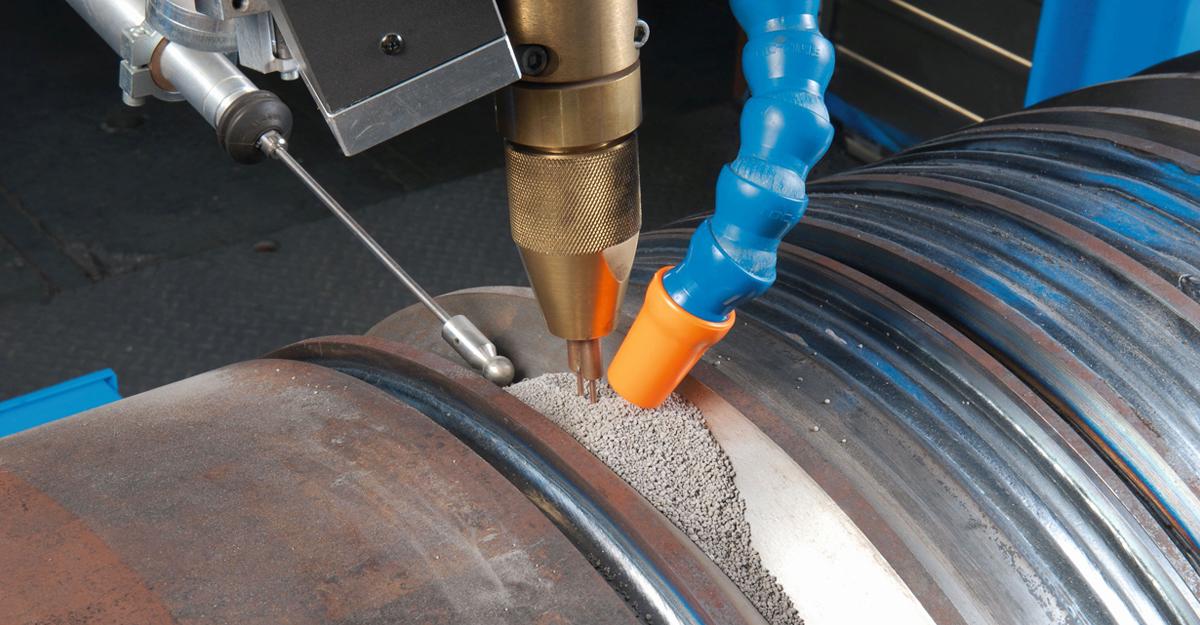
Сваривание под флюсом
В работе с малоуглеродистой сталью используют флюсы:
Марка присадочной проволоки зависит от вида стали. Например, для кипящих используют Св-08А, для Ст3пс – Св-08Га, Св-10Г2, Св-08ГС.
Диаметр проволоки зависит от вида оборудования:
Если на оборудовании первого типа варить сложносоставные и угловые стыки, возникает большая вероятность появления хрупких закалочных структур вблизи шва. Во избежание этого детали подвергают предварительному нагреву.
Устанавливают наименьшую силу тока из рекомендуемого диапазона, что обеспечит интенсивный переход марганца и кремния из флюса в шов.
Способы сварки сталей со средним содержанием углерода
С ростом концентрации карбона свариваемость материала ухудшается. Для получения качественного соединения требуется принимать дополнительные меры.
В защитной среде
В основном режим сварки и последовательность операций – те же, что и в случае с малоуглеродистыми сплавами.
- Производят разделку кромок с целью сократить объем плавления основного металла.
- Заготовки подвергают предварительному нагреву до температуры +200°С.
В ручной электродуговой сварке задействуют расходники с низкой концентрацией карбона и добавкой легирующих элементов – кремния, кальция, фтора и марганца. Предпочтительна обмазка основного типа. Она не содержит органики, вызывающей наводороживание шва с последующим образованием в нем пор.
- УОНИ-13/45, УОНИ-13/55, УОНИ-13/65.
- УП-1/45, УП-2/45.
- К-5А.
- ОЗС-2.
Сила тока зависит от диаметра расходника (мм):
- 3 – 80-100 А.
- 4 – 130-200 (А).
- 5 – 170-280 А.
- 6 – 210-380 (А).
Сварочным полуавтоматом
Для получения качественного соединения соблюдают условия:
- Заготовки нагревают до температуры +200°С.
- Края тщательно зачищают до металлического блеска и обезжиривают.
- Кромки подрезают под углом 35-45°.
- Шов накладывают в несколько приемов.
- Поддерживают минимальную длину дуги.
- Исключают поперечное перемещение электрода.
По завершении операции конструкцию укутывают или помещают в печь с целью обеспечить постепенное остывание.
Газовая сварка
Процесс соединения среднеуглеродистых сталей с помощью ацетилена имеет следующие особенности:
- Применяют левый метод.
- Расход газа устанавливают на уровне 100-130 л/ч на мм толщины заготовок.
- Детали со стенкой свыше 3 мм подвергают предварительному нагреву.
- Стали с концентрацией карбона близкой к 0,6% (обладают способностью закаливаться) варят с применением специального флюса.
- Во избежание окисления ванны горелку настраивают так, чтобы получить пламя с переизбытком ацетилена.
- Готовую конструкцию подвергают отпуску или отжигу. При этом общая температура не должна превышать +250…+300°С, зоны соединения – +600…+650°С. Данную операцию можно заменить проковкой шва.
Газосварку по левой технологии осуществляют следующим образом:
- Инструмент перемещают справа налево.
- Пламя направляют на еще не приваренные кромки.
- Присадочный материал перемещают перед горелкой.
Правую технику с характерным для нее большим тепловложением применяют только для толстостенных заготовок (от 5 мм).
- Инструмент перемещают слева направо, попутно совершая небольшие поперечные колебания.
- Пламя направляют на заваренный участок.
- Присадочный материал ведут вслед за горелкой.
- Расход ацетилена устанавливают на уровне 120-150 л/ч на мм толщины заготовок.
Как варить высокоуглеродистые стали
Из-за большой склонности к закалке и низкой пластичности материал плохо поддается данному виду обработки. Ручной электродуговой метод не способен обеспечить хорошее качество, поэтому в большинстве случаев применяют газовую сварку.
- Применяют «левую» технологию.
- Расход газа устанавливают на отметке 90 л/ч на мм толщины заготовки. Пламя должно быть восстановительным либо с избытком ацетилена.
- Детали предварительно нагревают до +200…+300°С. В некоторых случаях им сообщают дополнительное тепло и в процессе сваривания.
Используют присадочную проволоку следующих марок:
Сварка высокоуглеродистых сталей не предполагает упрочнения шва ковкой. При необходимости выполняют отпуск или отжиг готовой конструкции с полным нагревом до +350…+400°С.
Нетрадиционные способы сварки сталей с высоким содержанием карбона:
- электролучевая (потоком заряженных частиц);
- лазерная (фотонами).
Характеризуются высокими скоростью и качеством, но отличаются повышенной энергозатратностью и требуют сложного, дорогостоящего оборудования.
Технология сварки стали различных структурных классов
Состав сплава влияет на структуру его кристаллизационной решетки.
По этому признаку стали делят на 5 классов:
- аустенитные;
- перлитные;
- мартенситные;
- ферритные и карбидные.
Аустенитные стали
Данной структурой обладают хромоникелевые и некоторые другие сплавы.
Основная сложность сваривания состоит в межкристаллитной коррозии в околошовной зоне, обусловленной выходом карбидов хрома.
Данный дефект не устраняется предварительным нагревом.
Необходимо делать следующее:
- Использовать материалы с минимальной концентрацией карбона.
- Если доля данного элемента по техническим условиям должна быть высокой, применять легирующую добавку с похожими свойствами (вольфрам, тантал, титан, ванадий, цирконий).
Перлитные стали
Наиболее распространенная разновидность. К ней относятся углеродистые и низколегированные стали. Отличительной чертой является образование в пришовной части мартенситных структур.
Условием качественного соединения является предварительный нагрев и последующая термообработка.
Это влечет за собой существенные затраты, поэтому к сварке углеродистых и низколегированных сталей перлитной структуры прибегают только в крайнем случае.

Инструментальные сплавы
Эти материалы содержат в своем составе большое количество никеля, хрома и молибдена. Из них изготавливают режущий инструмент или его кромки, испытывающие большие нагрузки. Поэтому сварка должна обеспечить равную прочность шва и основного металла.
Применяют узкопрофильные электроды, соответствующие данной марке стали. Для большинства подходят УОНИ-13/НЖ/20Ж13.
Разнородных типы одного структурного класса
Перлитные стали с разной концентрацией легирующих элементов варят по следующим правилам:
- Расходник подбирают по наименее легированному сплаву.
- Режим и температуру – по наиболее.
- При отсутствии возможности предварительного и сопутствующего нагрева наплавляют кромки. Для этого применяют наиболее легированный материал в виде электрода типа Э42А. Толщина наплавки должна быть такой, чтобы основной металл не нагревался до температуры закалки.
Разные виды мартенситных, ферритных и ферритно-аустенитных сталей с большим содержанием хрома варят по правилам:
- Температуру нагрева подбирают по материалу, наиболее склонному к закаливанию.
- Исключают полное охлаждение заготовок.
- Используют сварочные материалы ферритно-аустенитного класса и технологию с минимальным удельным тепловложением.
- По завершении термообработки конструкцию быстро охлаждают.
Сваркой с использованием аустенитных расходников сложнее обеспечить высокое качество, поскольку при термообработке из-за разницы в температурном расширении шва и основного сплава в зоне соединения возникают чрезмерные напряжения.
Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами — это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки.
Применение
Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа.
Проволока применяется как наплавочный материал, если требуется изменить геометрию поверхности детали или придать дополнительные свойства (поверхностная твердость, стойкость к коррозии и другие).

Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
Некоторые виды служат заготовками для электродов. Наиболее часто используется низкоуглеродистая проволока.
Обозначение, расшифровка, характеристики
Сварочные проволоки обозначаются на основании нормативных документов. Такими документами являются ГОСТы и ТУ.
- Позиционированиестальной сварочной (наплавочной) проволоки выполняется как указывает ГОСТ 2246-70. Пример маркировки сплошной диаметром 1,6 мм, из материала 01Х19Н9, из которой можно получить электроды, электрошлаковый переплав применяется в технологии изготовления, поверхность покрыта медью — проволока 1,6 Св-01Х19Н9-Ш-Э-О ГОСТ 2246-70.
- Маркировкапорошковых проволок выполняется по ГОСТ 26271-84. Пример наименования порошковой, марки ПП-АН1, диаметром 2,5 мм, газозащитной, предел текучести шва 54, по химическому содержанию категории В, 3 – с ударной вязкостью не ниже 35 Дж/см2, сваривается в самых разнообразных пространственных положениях — проволока ПП-АН1 2,5 ПГ 54-В3У ГОСТ 26271-84.
- Наплавка выполняется порошковыми проволоками, которые отвечают требованиям ГОСТ 26101-84. Пример обозначения такой проволоки марки ПП-Нп-18Х1Г1М, конструктивно выполненной в виде двухслойной трубки, самозащитной, диаметром 2,0 мм, 1 класса — ПП-Нп-18Х1Г1М-Д-С-2,0-1 ГОСТ 26101-84.

Сварочная проволока СВ-01Х19Н9
Систематизация проволок производится по таким параметрам, как выполняемые задачи, вид структуры, покрытие поверхности, химический состав.
По назначению
Помимо работы в стандартных условиях, где применяется проволока общего назначения, производится проволока для сварки в специальных условиях.

Проволока сварочная общего назначения Св-08Г2С-О Fubag. Фото ВсеИнструменты.ру
Это может быть сварка с принудительным формированием сварочного шва, сварка под водой, сварка арматуры с помощью ванной технологии и подобные не тривиальные способы. Здесь проволока отличается химическим составом, покрытием и другими конструктивными особенностями.
По структуре
По механическому строению различают следующие структуры проволоки.
- Сплошная. Представляет собой протянутый цельный калиброванный сердечник, собранный с помощью рядной укладки в бухты, катушки или кассеты. Механические свойства позволяют применять на автоматах и полуавтоматах.

ESAB OK Autrod 12.64 — сплошная омедненная проволока, легированная 1,7%Mn, применяется для полуавтоматической сварки углеродистых и низколегированных сталей. Фото Сварочные Технологии
- Порошковая — это полая трубка, наполненная порошком (флюсом) со специальными свойствами. Такая структура затрудняет настройку протяжки проволоки на полуавтоматах. Усилия роликов, кроме создания качественной подачи, не должны превращать круглую трубку в овальную.

Проволока порошковая (флюсовая) сварочная WESTER FW08100. Фото 220Вольт
- Активированная. По возможностям использования в полуавтоматах она аналогична сплошной. Такой же цельный сердечник, но с добавлением, например, в виде тонких прослоек, компонентов, используемых для порошковых проволок.
По виду поверхности
Качество сварки полуавтоматом зависит от состояния поверхности проволоки. Покрытая медью, она значительно увеличивает стабильность сварочной дуги. Это создается улучшением подвода тока к зоне сварки по причине хороших электротехнических характеристик меди, а также уменьшением сопротивлению подачи проволоки через отверстие подающего наконечника.

FoxWeld Проволока сварочная омедненная ER70S-6 д. 0,8мм. 5кг. Фото Сварочные Технологии
Преимуществом непокрытой «черной» проволоки является более дешевая экономическая составляющая. Непокрытая проволока может выпускаться с полированной поверхностью. Этот вид приближается по характеристикам к проволоке с омедненной поверхностью.
По химическому составу
Химический состав сварочной проволоки должен соответствовать составу свариваемых материалов. Этим требованием объясняется многообразие видов проволоки по химическому составу — от проволоки из обычной малоуглеродистой стали до легированной с большим количеством элементов.

Легированная сварочная проволока ДЕКА ER70S-6 0,8 мм. евро-кассета, 5 кг. Фото Сварочные Технологии
По количеству легирующих элементов
Свойства проволоки напрямую зависят от количества входящих в нее легирующих элементов. Различают следующие виды легированной сварочной проволоки:
- низколегированная (до 2,5% содержание элементов);
- среднелегированная (от 2,5% до 10%);
- высоколегированная (свыше 10%).

Порошковая легированная сварочная проволока Барс в кассете. Фото Сварочные Технологии
Применение легированного присадочного материала делает возможность сохранить, а в некоторых случаях улучшить, такие уникальные свойства основного материала, как коррозионная стойкость, жаростойкость, жаропрочность и другие.
Для разных материалов
Кроме стальной существует проволока для сварки чугуна и сплавов цветных металлов (алюминия, меди, титана и других). Это дает возможность применять полуавтоматическую сварку для разных материалов. Для получения качественного шва требуется учитывать особенности материалов при настройке параметров сварки.
Нержавеющая сварочная проволока в расплавленном состоянии обладает повышенной жидкотекучестью. Это сильно затрудняет сварку в вертикальном и потолочном положениях. Высокая скорость плавления нержавейки требует от сварщика наличия квалификации при формировании шва.

Проволока нержавеющая MIG ER-308LSi (1 кг; 0.8 мм) Кедр. Фото ВсеИнструменты.ру
Исправление литейного брака чугуна (раковины, трещины) производится с помощью сварки. Текучесть чугуна является препятствием при заваривании сквозных трещин. Высокая температура сварочной дуги при длительном воздействии приводит к изменению структуры, что делает чугун в месте сварки хрупким и склонным к появлению трещин. Полуавтоматическая сварка нагревает ограниченную по площади поверхность. Шов формируется отдельными последовательными точками. Тем самым минимизируется влияние обозначенных выше свойств на качество сварки.
Сварочный процесс цветных металлов сопровождается появлением тугоплавких окисных пленок. Это предъявляет высокие требования к защитному газу — обычно это аргон с высокой степенью очистки. Высокая теплопроводность требует наличия на полуавтоматах импульсного режима сварки для уменьшения риска прожига свариваемых материалов, особенно тонколистовых.
По диаметру
Выбор диаметра проволоки напрямую связан с толщинами свариваемых материалов. Чем меньше толщина, тем меньше диаметр. Соответственно этому правилу варьируется параметр величины сварочного тока. Рекомендуемые размеры диаметра:
- оборудование со сварочным током до 200А – применяется проволока диаметром 0,6 мм, 0,8 мм, 1,0 мм;

Проволока алюминиевая сварочная STARWELD Al-Mg5 1 мм. Фото 220Вольт
- с током 200-350 А — диаметры 1,0 мм, 1,2 мм;
- с током 400-500 А — диаметры 1,2 мм, 1,6 мм.
Марки
Многообразие количества видов проволоки (только стальной существует около 80 наименований) всегда позволят подобрать лучший вариант для сварки. Наиболее часто применяются следующие марки.
- – применяется с омедненной и не омедненной поверхностью, аналогом является ER70S-6. С помощью этой малоуглеродистой и низколегированной проволоки на полуавтоматах сваривается большое количество марок стали. Поэтому проволоку выпускают многие производители, в том числе лидеры мирового рынка ESAB и DEKA. Во время работы электрод практически не залипает, разбрызгивание минимально. Защитная атмосфера создается аргоном или углекислым газом. Для выполнения работ в соответствии с технологией аргонодуговой сварки применяются и другие типы материалов.

Катушка сварочной проволоки ПАНЧ-11 диаметром 0,8 мм. Фото Партал
- Св-06Х19Н9Т – применяется для сварки нержавеющих сталей. Также может применяться в качестве наплавки и заготовок для изготовления электродов. Пониженное содержание углерода повышает пластичность сварочного шва. Большое количество хрома позволяет использовать в качестве присадки для материалов, используемых в нефтяной, пищевой и химической промышленности. – используется в полуавтоматической сварке чугунных изделий. Устранение трещин, раковин и других подобных дефектов – основное назначение этого присадочного материала. Причем делается это без нагрева заготовки и при отсутствии защитного газа. Сварочный шов без проблем поддается обработке, не возникает критических внутренних напряжений, поэтому деталь не поддается короблению.
Справка. Нормам расхода разных типов проволоки и технологии ее заправки в оборудование посвящена отдельная статья.
Видео: советы по выбору
Где купить
Продажей сварочной проволоки занимаются многие компании, среди которых присутствуют производители и поставщики. Ассортимент разнится, некоторые предприятия предоставляют полный перечень расходных материалов, другие — реализуют определенные типы или марки. В любом случае каждый покупатель имеет возможность приобрести нужную продукцию по оптимальным ценам.
проволока стальная сварочная

Стальная проволока занимает внушительную нишу в перечне материалов, используемых в промышленности и в быту. Сварочная, как один из видов, обладает свойствами эффективного применения в сварочных технологиях.
Область применения, назначение
Материал из стали в виде проволоки нашел себе применение в сварке на автоматах и полуавтоматах. Для сплошной проволоки сварка производится в атмосфере защитного газа (!материалы для аргонодуговой сварки очень востребованы). В случаях когда применение баллона с газом затруднительно, расходный материал изготавливается в виде стальной порошковой проволоки. Трубчатая проволока, заполняется внутри специальным порошком (флюсом). В составе флюса имеются компоненты, защищающие сварной шов от внешней среды.

Проволока сварочная стальная омедненная (1 кг; диаметр 0.8 мм) Elitech. Фото ВсеИнструменты.ру
Стальная сварочная проволока служит заготовкой для производства штучных электродов. Используется в качестве присадки для наплавки поверхностей с целью придания им необходимых механических (износоустойчивость, коррозионная стойкость и других) свойств.
Обозначения и маркировки
Сплошная проволока для сварки или наплавки маркируется согласно ГОСТ 2246-70. В обозначение входит типоразмер, способ применения, химический состав, сведения о технологии изготовления, указывается возможность изготовления электродов, а также принадлежность к проволоке с омедненной поверхностью.
Маркировка порошковой стальной проволоки базируется на ГОСТ 26271-84. Обозначение сварочной и наплавочной проволоки имеют различия.
В обозначение сварочной порошковой проволоки не оговаривается подробный химический состав, оговаривается только содержание углерода, фосфора и серы. Указывается типоразмер, принадлежность проволоки к порошковому виду, механические характеристики (предел текучести, ударная вязкость), допустимые пространственные положения при проведении сварочных работ. В обозначении определяется вид защиты шва — самозащитная или газозащитная.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
Порошковая проволока для наплавки, кроме указания принадлежности к категории порошковых и технологии применения, обязательно дается химический состав материала порошка. Вместе с типоразмером проволоки регламентируются условия применения: с газовой или другой защитой, с наплавкой под флюсом или в любом из вариантов. В некоторых случаях полезно знать класс точности на отклонения номинального размера диаметра. Он также указывается в обозначении.
Стальная сварочная проволока подразделяется на следующие группы:
- низкоуглеродистая; ;
- высоколегированная.
Низкоуглеродистая и легированная проволоки выпускаются с омедненной поверхностью. Покрытие медью увеличивает коррозионную стойкость. Стабильность сварочной дуги повышается за счет снижения трения при подаче через отверстие наконечника и улучшения токоподводящих характеристик свойственных для меди.

Проволока омедненная СВ-08Г2С БАРС. Фото ВсеИнструменты.ру
Развитие технологии волочения проволоки позволяет получить ее с идеально чистой поверхностью. Отсюда возникло название стальной сварочной проволоки — полированная. По своим характеристикам она близка к омедненной, создает более стабильную дугу, чем стальная с обычной поверхностью. Некоторые высоколегированные проволоки (в основном молибденсодержащие) плохо покрываются медью. Такие продукты выполняются с полированной поверхностью.
Полезное видео
Номенклатура стальных сварочных проволок состоит из около 80 наименований. Среди низкоуглеродистых распространены СВ08; СВ08А; СВ08АА. Помимо применения в качестве присадочных материалов на полуавтоматах, она применяется для изготовления электродов. Популярные марки электродов МР-3, УОНИ 13/15, АНО-21 и другие изготавливаются на ее основе.
Легированные и высоколегированные проволоки СВ08Г2С (аналогом является ER70S-6), СВ06Х19Н9ТА, СВ01Х19Н9, СВ10Х16Н25М6АФ, СВ06Х15Н60М15 и другие делают сварочный шов устойчивым к коррозии, жаропрочным, жаростойким, то есть позволяют сохранить свойства основного материала.
Справка. Сварочная проволока ПАНЧ-11 используется для работы с изделиями из чугуна и востребована у мастеров.
СВ08А
Данная марка применяется для автоматической сварки углеродистых сталей под флюсом с пределом текучести 235-285 МПа, а также для производства электродов с повышенной вязкостью и пластичностью шва, предназначенных для сваривания низколегированной и низкоуглеродистой стали.
Маркировка имеет следующие обозначения:
- СВ — сварочная;
- 08 — содержание углерода, в процентах;
- А — повышенная чистота химического состава металла по содержанию фосфора и серы.

- углерод (С) — не более 0,10 %;
- марганец (Mn) — 0,35-0,60 %;
- кремний (Si) — не более 0,30 %;
- сера (S) — не более 0,03 %;
- фосфор (P) — не более 0,03 %;
- медь (Cu) — не более 0,25 %;
- хром (Cr) — не более 0,12 %;
- никель (Ni) — не более 0,25 %.
Проволока диаметром от 0,8 до 7 мм. поставляется в мотках и катушках.
К присадочному материалу предъявляется несколько требований, главным является соответствие состава проволоки составу металла, который подвергается сварке. Температура плавления проволоки должна практически равняться температуре свариваемого металла. Процесс плавления должен происходить равномерно. Поверхность должна быть чистой и не окисленной.
Wester FW08100
Флюсовая (порошковая) применяется для сварки в любом пространственном положении низкоуглеродистых и низколегированных сталей в среде защитного газа и без него.
Качество проволоки соответствует стандарту AWS HTE71T-1.

Проволока сварочная Wester FW08100. Фото 220Вольт
Проволока поставляется в катушках диаметром 100 мм. и весом 1 кг., которая имеет влагонепроницаемую вакуумную упаковка.
Страна производства — Китай.
СВ09Г2С
Стальная порошковая проволока для сварки низколегированных сталей.
- Удельный вес — 7,85 г/куб.см.
- Температура критических точек — 625 градусов Цельсия.
- Свариваемость материала — не имеет ограничений.
- Флокеночувствительность — отсутствует.
- Склонность к отпускной хрупкости — отсутствует.
- Температура ковки — 1250 градусов Цельсия.
- Обрабатываемость резанием — 520 МПа.
- Предел текучести — 225 МПа.
Низкоуглеродистая проволока используется для производства электродов.
- СВ — сварочная проволока;
- 08 — содержание углерода, в процентах.
- углерод (С) — не более 0,10 %;
- марганец (Mn) — 0,35-0,60 %;
- кремний (Si) — не более 0,03 %;
- сера (S) — не более 0,04 %;
- фосфор (P) — не более 0,04 %;
- хром (Cr) — не более 0,15 %;
- никель (Ni) — не более 0,30 %.
Низкоуглеродистая омедненная (важно знать об отличиях от медной) сварочная проволока сплошного сечения с высоким уровнем легирования марганцем и кремнием.
Основное применение сварка корневого прохода стыков магистральных трубопроводов методом STT II с нормативным пределом прочности до 588 Н/мм2 включительно. Используется при повышенных требованиях к легирующему составу металла шва.
- углерод (C) — 0,06-0,15 %;
- марганец (Mn) — 1,40-1,85 %;
- кремний (Si) — 0,80-1,15 %;
- медь (Cu) — 0,50 %.

Механические свойства наплавленного металла:
- предел текучести — 400 МПа;
- предел прочности — 485 МПа;
- удар ISO-V (J): при температуре +20 — 110, -20 — 70.
- позволяет осуществлять сварку загрязненных и покрытых коррозией деталей;
- обеспечивает минимальное разбрызгивание металла;
- обеспечивает хорошую растекаемость металла;
- отличный внешний вид соединения.
Проволока поставляется в пластиковых катушках по 5 кг. и на каркасах — 20 кг.
Сварочная стальная проволока сплошного сечения применяется в автоматических комплексах CRC-Evans, оборудованных головками P-600, которые используются для стыковки секций магистральных труб значительного диаметра и при монтаже металлоконструкций повышенной сложности.
Проволока используется для корневых, облицовочных и заполняющих проходов сварного шва при стыковке секций трубопроводов из сталей, имеющих нормативный предел прочности до 588 МПа.

Сварка осуществляется в среде защитного газа во всех пространственных положениях. Рекомендуется использовать следующие составы:
- для корневого прохода — 75 % Ar и 25 % CO2;
- горячего — 100 % CO2;
- облицовочного и заполняющего — 85 % Ar и 15 % CO2.
- углерод (С) — 0,07 %;
- марганец (Mn) — 1,63 %;
- кремний (Si) — 0,93 %;
- сера (S) — не более 0,005 %;
- фосфор (P) — не более 0,012 %.
Производитель — Voestalpine Boehler Welding.
- углерод (C) — 0,08 %;
- марганец (Mn) — 0,93 %;
- кремний (Si) — 0,20 %;
- никель (Ni) — 0,89 %;
- хром (Cr )- 0,03 %;
- алюминий (Al) — 1,00.

- предел текучести — 462 МПа;
- предел прочности — 572 МПа;
- удар ISO-V (J): -29°C (61).
Технические преимущества, особенности:
- проволока является оптимальным вариантом присадочных вариантов для создания швов с точным химическим составом, высокой ударной вязкостью и прочностью;
- поверхность соединений отличается аккуратностью, гладкостью, плотностью;
- высокий коэффициент наплавки;
- минимальный уровень разбрызгивания;
- минимум шлаковых корок.
Проволока выпускается в катушках весом 6,35 кг. и в ведрах — 25,4 кг.
QE 770-377
Порошковая/флюсовая проволока предназначена для полуавтоматических сварочных аппаратов MIG/MAG. Имеет особое строение и выполнена в виде полого цилиндра, внутри которого находится специальный порошок, который предотвращает попадание воздуха на металл, формирует и легирует шов. Сварка производится без использования газа.

Сварочная проволока QE 770-377. Фото 220Вольт
- относительное удлинение — 30 %;
- предел текучести — 450 МПа;
- временное сопротивление разрыву — 550 МПа.
Проволока выпускается в катушках весом 5 кг.
Порошковая газозащитная проволока, предназначена для полуавтоматической сварки однопроходных и многопроходных швов стыков трубопроводов из труб класса до Х70 API 5L. Отличается большой производительностью, высоким значением ударной вязкости при низких температурах. Рекомендуется для сварки нефте- и газопроводов и других объектов топливно-энергетического комплекса (ТЭК)
Сварка трубопроводов из высокопрочных сталей осуществляется во всех положениях.

- углерод (C) — не более 0,18 %;
- марганец (Mn) — 1,75 %;
- кремний (Si) — не более 0,90 %;
- никель (Ni) — не более 0,50 %;
- сера (S) — не более 0,03 %;
- фосфор (P) — не более 0,03 %.
Проволока поставляется в катушках 4,5 и 11 кг., имеющих герметичную упаковку и коробку.
Разновидностями данных материалов являются марки G-70M-E и G-70M-H.
СВ-10Х16Н25М6АФ
Проволока применяется для полуавтоматической и автоматической сварки ответственных конструкций из низколегированных и легированных сталей в закаленном состоянии без последующей термообработки, а также аустенитных сталей и их сочетаний с низколегированными и легированными сталями.
Основными областями применения является металлургия, химическая отрасль, нефтедобывающее оборудование и судостроение. Также используется в качестве присадки и для изготовления электродов.

- ж елезо ( Fe) — основа;
- н икель ( Ni) — 24-27 %;
- х ром ( Cr) — 15-17 %;
- м олибден ( Mo) — 5,5-7,0 %;
- м арганец ( Mn) — 1,0-2,0 %;
- к ремний ( Si) — не более 0,4 %;
- в анадий ( V) — 0,7-1, 1 %;
- азот (N) — 0,07-0.11 %;
- с ера ( S) — не более 0, 015 %;
- ф осфор ( P) — не более 0,018 %;
- у глерод ( C) — 0,07-0.11 %.
Механические свойства: диаметр проволоки, мм. — временное сопротивление разрыву, МПа
Проволока изготавливается в диаметре от 1,2 до 5,0 мм., поставляется в катушках и мотках.
Характеристики
При большом разнообразии стальных сварочных проволок, к каждой из них предъявляются одинаковые требования.
Механические характеристики должны обеспечить протяжку проволоки через полуавтомат без разрывов. Присадочный материал шва должен соответствовать по прочностным и другим механическим свойствам основному материалу.

Проволока низкоуглеродистая сварочная омедненная ER70S-6 (1 мм; 15 кг) ELKRAFT. Фото ВсеИнструменты.ру
Химический состав присадочных материалов подбирается к конкретным видам свариваемых металлов. Он должен им соответствовать, а также учитывать потери отдельных элементов при разных методах сварки.
Предъявляемые требования
Сварочная проволока должна быть изготовлена с высокой степенью точности в плане предельных отклонений размеров диаметра, погрешностей формы и других подобных показателей. Расходный материал должен иметь минимальное количество примесей. Состояние поверхности должно соответствовать требованиям нормативной документации, так как непосредственно оказывает влияние на качество сварного шва, получаемого с помощью полуавтоматов.
Отличительные особенности, достоинства и недостатки
В основе любой стальной сварочной проволоки находится малоуглеродистая сталь. Пластические свойства этой стали позволяют обеспечить процесс волочения для получения диаметров проволоки до 0,3 мм. Содержание углерода до 0,12% ее отличительная особенность.
Достоинство проволоки в разнообразии свойств, которыми она может обладать. Легирующие элементы своим количеством и процентным содержанием позволяют применять ее для сварки различных по назначению металлов.

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Пожалуй, основной недостаток заключается в трудности правильно подобрать присадочный материал для сварки не сильно распространенных легированных сталей. Несмотря на разнообразие количества сварочных проволок, редко удается найти полное соответствие по химическому составу. Здесь требуется большой опыт и практика.
Рекомендации по использованию
При сварке на полуавтоматах диаметр сварочной проволоки необходимо подбирать в зависимости от толщин свариваемых заготовок. Величина скорости подачи проволоки должна определяться параметрами сварки, которые устанавливаются на аппарате. Нормальный процесс обеспечивается правильно выбранной полярностью. В основном сварка происходит на обратной полярности, когда горелка подключена к плюсовой клемме, а корпус аппарата к минусовой. Некоторые виды проволоки, например порошковая стальная, используются на прямой полярности.
Производители
Компании, имеющие отношение к сварочным материалам, обязательно выпускают номенклатуру стальной сварочной проволоки. Среди них присутствуют лучшие представители по производству изделий сварочных технологий:
- «ESAB» — шведский концерн, предлагающий широчайший сортамент нержавеющих, омедненных, алюминиевых и прочих типов проволоки;
- «ПРИМА» — китайский производитель, предлагающих широкий спектр материалов, среди которых особенно выделяется стальная проволока ER70S-6;
- «ОЛИВЕР» — предприятия из Республике Беларусь, продукция которого пользуется спросом во многих странах;
- «LINCOLN» — американский бренд, имеющий не так много официальных дилеров в России и странах СНГ;
- «HYNDAI» — мировой лидер на рынке изготовления сварочных материалов;
- «DEKA» — компания из Китая, продукция которой пользуется спросом из оптимального соотношения «цена-качество».
Справка. Производством титановых проволок занимаются в основном российские предприятия, предлагающие наиболее востребованные марки, например, ВТ1-00Св.
Сварочные проволоки различных видов реализуются напрямую производителями и через поставщиков. Некоторые заводы-изготовители и торговые компании представлены в разделе «Где купить сварочную проволоку».
Читайте также: