Сварочная проволока с флюсом что это
Обновлено: 20.09.2024
Использование полуавтоматической сварки значительно повышает производительность за счет непрерывной подачи электрода. Это позволяет выпускать больше продукции за смену и делать длинные швы более качественными. Но для надежного и герметичного соединения требуется правильно подбирать сварочную проволоку. Каким маркам отдают предпочтение профессионалы и любители, разбирались наши эксперты. Мы учитывали ассортимент выпускаемой продукции, поведенческие характеристики при сварке, а также отзывы специалистов.
Недостатки
Несмотря на большое количество плюсов, как и у любой другой вещи, у проволоки имеются и свои отрицательные качества.
Во-первых, стоимость такого типа элемента достаточно высокая, а значит, варить флюсовой проволокой не всегда выгодно, с точки зрения стоимости или себестоимости. Во-вторых, найти такой электрод в продаже гораздо труднее, чем любой другой. В-третьих, случается и так, что даже при помощи флюсового материала не удается решить проблему плохой свариваемости материала и приходится тратить средства на дополнительные меры, что еще сильнее увеличивает себестоимость процесса.

Три правила выбора
- Ориентируйтесь на материал заготовки. Так, для работы с низкоуглеродистой сталью лучше остановиться на наиболее востребованном варианте – с медным покрытием, например СВ-08Г2С диаметром 0,8 или 1 мм.
- Помните о том, что разный диаметр рассчитан на разные показатели силы тока и определенное оборудование. Так, для полуавтоматов предлагаются товары в диапазоне 0,6-1,6 мм, а для сваривания с помощью присадочных прутков и электродов – до 5 мм.
- Обращайте внимание на толщину заготовки: для 3-5 мм понадобится модификация 2 мм, а для обработки листов до 25 мм не обойтись без «расходника» в 7 мм.
Все это универсальные рекомендации, следовать которым можно в обычных условиях. Когда же речь заходит о решении специфических задач, только эксперт сможет грамотно подобрать расходные материалы под выбранную технологию и сварочный режим, и экспериментам тут не место.
Разновидности проволоки
На сегодняшний день важно учесть не только толщину и диаметр, но и то, с чем необходимо работать.
К примеру, что касается стали, то нельзя использовать одну и ту же проволоку с одними и теми же параметрами для любого материала, так как они могут быть из разных групп, допустим, по уровню легирования состава. К тому же есть еще и такой материал, как нержавейка. Что касается сварки меди, то здесь необходимо применять расходник с диаметром 0,8 мм, который специально создается для эксплуатации с медными деталями. Такая проволока поможет улучшить качество шва при сварке с нормальными температурами.
Что касается основных технических характеристик и их значений, то они следующие:
- предел прочности составляет 480-580 МПа;
- предел текучести от 400 до 490 МПа;
- относительное удлинение находится в пределах от 22 до 27%;
- в качестве защитного газа, если это необходимо, можно использовать углекислый.

Основные направления применения
Чаще всего сварочный аппарат, который работает с использованием такого типа проволоки, применяется для соединения таких материалов, как цветной металл, легированная сталь и другие высоколегированные вещества.
В зависимости от того, что именно предстоит сваривать, будет изменяться состав флюса. Допустим, если необходимо соединить между собой при помощи сварки материал, который принадлежит к группе низколегированных сталей, то нужно применять оксидный флюс. Если предстоит работать с цветным металлом, то флюсовая сварочная проволока должна иметь солевой состав. Для легированной же стали применяется комбинированный состав из оксида и солей.
Кроме того, будет изменяться и другой основной параметр проволоки — диаметр. Колеблется этот показатель в довольно больших пределах, от 0,6 мм до 8 мм. Конечно же, чем толще будет проволока для сварки, тем больше времени понадобится, чтобы она расплавилась. А от этого уже будет зависеть скорость подачи. Из-за этих факторов и получается, что если толщина материала низкая или его состав легко поддается свариванию, то использовать толстую проволоку просто невыгодно.

О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам невозможно, например из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от других, со сплошной конструкцией, он состоит из металлической оболочки, заполненной флюсом специального состава. Преимуществ у такого решения несколько.
- Для работы нужно минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обычных электродов, рассчитанных примерно на 20 А/мм2, эта «конструкция» позволяет применять сверхвысокие показатели тока – до 200 А/мм2. Неудивительно, что стальной сердечник плавится быстро и производительность увеличивается.
- Благодаря режиму открытой дуги оператор может следить за происходящим и принимать активное участие в процессе практически в любых направлениях.
- Технология обеспечивает идеально ровный наплавочный шов с таким химическим составом, добиться которого в обычных условиях невозможно.
В зависимости от способа и объекта сваривания используют порошковую проволоку разного диаметра: для наплавления открытой дугой – 2-3 мм, под флюсом – 3,6 мм, крупногабаритных конструкций – 5 мм.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.
По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Основные преимущества
Начать стоит с того, что флюсовая проволока обладает высокой степенью плавления. Это позволяет применять ее для работы с тугоплавкими материалами. Кроме того, во время работы обеспечивается высокая скорость сварки, а рабочая дуга характеризуется стабильностью и мягкостью. Горит дуга также равномерно, из-за чего шов и получается ровным. Одно из достаточно весомых преимуществ заключается в том, что после работы сварки с флюсовой проволокой со сварочного шва достаточно просто удалить шлаковое покрытие.
Кроме перечисленных положительных качеств, можно и выделить и много других:
- хорошая защита сварочного участка;
- высокая скорость работ сопровождается экономичностью;
- можно осуществлять плавление на достаточно большую глубину, а во время работы отсутствуют брызги;
- при работе не выделяется вредных летучих веществ;
- можно управлять количеством кислорода, которое содержится в сварочном шве;
- использование сварочной технологии с флюсовой проволокой помогает оптимизировать структуру шва.
Стоит отметить, что защита сварочного участка возможна как раз благодаря тому, что в проводе содержится флюс. Из-за этого атмосферные газы не достигают места сварки, а значит, и не окисляют свариваемый материал. Стоит отметить, что благодаря наличию такого ряда преимуществ, флюсовая проволока для полуавтомата применяется не только любителями для сварочных работ, но и профессионалами.

Выбор проволоки по диаметру
Как уже было описано выше, при сварке флюсовой проволокой используется элемент диаметром от 0,6 до 8 мм. Кроме скорости подачи, от этого параметра также зависит и скорость ее плавки. Эти несколько факторов очень важны и обязательно должны быть учтены при выборе.
Допустим, для того чтобы получить максимально возможный ровный шов, необходимо, чтобы проволока была длинной. К примеру, если необходимо сваривать между собой достаточно тугоплавкий материал, а шов должен быть прочным и толстым, то и толщину электрода необходимо брать большую. Если необходимо проводить работы с достаточно мягкими металлами в плане сваривания, то нет необходимости в использовании толстой проволоки.
Если диаметр был подобран верно и соблюдены все правила проведения работ, то сварка флюсовой проволокой без газа способна обеспечить высокое качество шва, высокий запас прочности и создать соединение, которое будет устойчиво к воздействию атмосферного влияния. Эти три фактора позволяют применять конструкции, соединенные таким образом даже в местах с экстремальными условиями, к примеру, в зоне с повышенным давлением.

Порошковый материал
На сегодняшний день активно используется и порошковая флюсовая проволока. Она представляет собой трубку, внутрь которой помещается сварочный флюс, содержащий в качестве добавки металлический порошок. Он также имеет свои характеристики и может использоваться для разных целей, однако на практике обычно применяется лишь для сварки низколегированной стали или же для не слишком прочной углеродистой стали.
Есть несколько основных требований, которые предъявляются к работе с таким расходником.
Во-первых, порошковый флюс должен обеспечивать стабильную дугу, а также легкость, с которой она будет появляться. Во-вторых, во время плавки должно отсутствовать разбрызгивание материала и равномерность плавки. Естественно, необходимо, чтобы конечный результат, то есть шов, не имел изъянов. Во время сварки на покрытии будет возникать шлак, который после остывания должен легко счищаться с поверхности.
Проволока сварочная флюсовая
Процесс сварки требует не только правильного побора расходных материалов, куда входят различные виды сварочной проволоки, но и необходимые режимы проведения процедуры, средства обеспечения защиты и так далее. Одним из часто используемых расходных материалов является флюс. Он выполняет защитные функции, а также улучшает свариваемость металлов. Его применение практически всегда желательно, особенно, если он подобран соответствующим образом. Чтобы упростить процедуру подбора и использования, выпускается проволока сварочная флюсованная.

Флюсовая сварочная проволока
Этот вариант уже содержит в своем составе флюс, который отлично подходит к самому материалу проволоки и той цели, для которой она применяется. Стоит отметить, что подобные разновидности имеются практически во всех типах проволоки, для какого бы металла она не использовалась. Такие марки лучше всего проявляют себя в при автоматической сварке, но одинаково хорошо используются при полуавтомате и в ручном режиме. Здесь не нужно выбирать пропорции добавления, совершать какие-то подготовительные процедуры и прочее, так как все уже сразу готово к использованию. Такой присадочный материал подходит как для новичков, так и для профессионалов.

Проволока сварочная флюсовая
Естественно, что проволока сварочная с флюсом будет стоить дороже, чем обыкновенная. Но тот фактор, что дополнительные материалы не нужно покупать и использование становится более удобным, вполне перешивает данные недостатки. Зачастую проволока сварочная флюсовая несколько толще, за счет содержания дополнительных веществ внутри. Ее конструкция предполагает наличие стержня внутри, который и состоит из флюса. Таким образом, его можно сгибать, отрезать часть и совершать прочие процедуры, но вещество для улучшения сваривания всегда будет присутствовать, причем в одной и той же пропорции.
Наиболее широкое применение сварочная проволока с флюсом нашла в промышленности, соединение металлоконструкций, в автоматических аппаратах и так далее. Многие специалисты ориентируются в выборе на нее, если требуется сделать качественную обработку металла при ответственных ремонтах. Чтобы продукт действительно соответствовал заявленному качеству, он должен соответствовать принятым стандартам. Проволока сварочная флюсовая выпускается согласно ГОСТ 26271-84.
Преимущества- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.
- Сварочная проволока для сварки под флюсом имеет относительно высокую стоимость, так что себестоимость процесса соединения становится не всегда выгодной;
- Такие разновидности встречаются не так часто, как стандартные;
- В некоторых случаях проблема плохой свариваемости не решается и все равно требуются дополнительные средства;
- Толщина такого материала более высокая, что усложняет подбор требуемого диаметра для выбранного режима работы.
Флюсованная сварочная проволока для полуавтоматов обладает хорошей пластичностью и отлично взаимодействует с системой подачи на аппарате. При этом материал имеет большую износостойкость, что облегчает его перемещение, хранение и контакт с другими поверхностями. Это сделано для защит слоя флюса от повреждения. Сварочная проволока для автоматической сварки под флюсом имеет более низкую температуру плавления, чем основной металл. Свойства стального материала позволяют работать как с низкоуглеродистыми, так и с высокоуглеродистыми заготовками.

Проволока для сварки с флюсом
Улучшенные свойства сваривания за счет подобранных мягких металлов и наличия дополнительных элементов, обеспечивают стабильное горение дуги при использовании аргонодуговой сварки. В материале содержится минимальное количество водорода и прочих веществ, которые негативно влияют на состояние шва и могут вызвать трещины, поры и другие элементы брака. Это приводит к образованию относительно небольшой шлаковой корки на поверхности, так что ее можно без проблем снять.
РазновидностиПроволока для сварки под флюсом различается по диаметру и по основному металлу, с которым будет вестись сваривание. От этого и зависит, какой именно флюс будет использоваться:
- Для стали – материал разделяется, в зависимости от уровня легирования, так как может применяться для высоколегированных сталей для замены тех элементов, которые утрачиваются во время температурной обработки. Это касается и сварки нержавейки.
- Для меди – сварочная проволока с флюсом 08 мм, которая создана для работы с медными деталями, помогает улучшить соединение данного тугоплавкого металла при нормальных температурах.
- Для алюминия – при сварке алюминия обязательно требуется флюс, так что данная продукция будет отличным вариантом, чтобы сделать все наиболее качественно и уменьшить вероятность появления брака.
Проволока сварочная флюсовая 0,8 мм используется для самых тонких деталей. Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм. При выборе нужно обращать внимание не только на диаметр, но и на состав, так как это более главный параметр. Он должен быть максимально схож с основным металлом. Флюс подбирать не нужно, так как все уже определено автоматически производителем. Для частного использования в небольших объемах лучше покупать сварочную проволоку для полуавтоматов с флюсом в кассетах, а для крупномасштабных работ – в бухтах.
«Важно!
Существует флюсовая проволока для сварки без газа, как один из самых богато снабженных дополнительными веществами вариант, но для ответственных соединений ее все равно лучше использовать в защитной газовой среде или применить другой вариант.»
Особенности сварки
Главной особенностью, которой обладает сварка проволокой с флюсом, является отсутствие длительный подготовок. Единственное, что здесь придется сделать, так это скосить кромки места соединения, если толщина металла будет составлять более 4 мм, а также обработать растворами, если металл склонен к образованию оксидной пленки. Проволока для автоматической сварки под флюсом, а также другие ее разновидности, имеет все необходимое, чтобы обеспечить качественное соединение в той сфере, для которой она применяется.
Главное здесь правильно выставить скорость подачи, так как из-за наличия дополнительных материалов температура плавления может быть заметно ниже чем у безфлюсовых аналогов и основного металла. Это хорошо проявляется за счет того, что проволока начинает плавиться без особых проблем даже при работы с малыми толщинами не приводит к перепаливанию металла.
Флюсовая проволока для полуавтомата — мобильность и качество соединений

Полуавтоматическое сварочное оборудование чаще всего используют в быту. Такие аппараты не громоздкие, но не хуже автомата работают на создание конструкций.
Владельцы дачных участков и автомобилей покупают полуавтоматы для решения проблем с ремонтом деталей и больших конструкций.
Даже обязательное использование баллонов со сжатым газом и проволоки для присадки не опускает полуавтомат в глазах сварщиков.
Кроме того, вы не всегда можете взять с собой газовый баллон. Работа на выезде или сварка конструкций на высотках и столбах невозможна с использованием газовой среды.
Сварщики знают, что такие работы полуавтоматом обходятся и без газа, тут хватит и одной присадочной проволокой.
При этом нужно учитывать нюансы сварки, которые мы опишем в нашей статье. Если ваша цель — аккуратные швы и отсутствие проблем в процессе, советуем прочитать материал до конца.
- Возможна ли сварка без газа?
- Сваривание без газа обычной проволокой
- Технология
- Подведем итог
Возможна ли сварка без газа?
Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Разновидности и применение
Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220 V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро. Но для сварки труб под высокое давление она не годится.
Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой. Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя.
Подведем итог
Сварщик не всегда может взять на место работы газовый баллон и присадочный материал. Эта проблема решается применением сварки полуавтоматом без газа. В этом случае присадочную проволоку нужно заменять на проволоку с «начинкой» из порошкового флюса.
Он повторяет некоторые свойства среды инертных защитных газов. Но плотность и надёжность такого шва будет намного ниже, чем при классической MIG/MAG методике. Поэтому каждый раз выбирать проволоку порошковую не стоит.
Не экспериментируйте с обычной присадкой без использования газа. Швы, которые вы получите этим путём будут бракованными, а конструкция склонной к коррозии и трещинам.
Сочетание газа и присадки подобрано давно и испытало само себя. Эта технология — патент опытных мастеров, и изменять её плохая идея. Желаем удачи!
Технология сварки полуавтоматом без газа
Флюс компонуется из деоксидирующих веществ, препятствующих поглощению кислорода, а также шлакообразующих элементов и различных присадок. Это марганец, железо, кремний, никель и другие легирующие добавки, позволяющие получить при малых токах требуемую температуру плавления.
Состав флюса, сходный с составом на поверхности типовых электродов, зависит от требуемых характеристик свариваемых материалов и шва. При нагревании флюс полностью сгорает, образуя при этом защитное газовое облако вокруг области расплава металла.
Флюсовая проволока изготавливается в различных вариациях:

Флюсовая проволока для полуавтоматической сварки без газа
- трубчатая простая;
- трубчатая двухслойная;
- двуполостная с одним загибом;
- двуполостная с двумя загибами.
Стальные стенки проволоки-электрода тонкие, они не способны выдержать резкие рывки, сжатие или изгибы. Это необходимо учитывать при настройке подающего электрод механизма, а также в процессе сварки, избегая рывков, поворотов и скручиваний шланга сварочного аппарата.
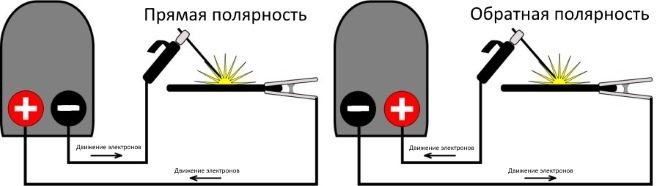
Сварочные полуавтоматы, использующие эту технологию, должны иметь возможность изменения обратной полярности на прямую. Сварка полуавтоматом без газа, в противоположность сварке с применением газобаллонного оборудования, требует прямого подключения – на электрод подается «минус», свариваемая заготовка подключается к «плюсу». Это подключение дает более высокую температуру, необходимую для сгорания флюсового порошка и создания предохранительной среды.
Сварка полуавтоматом порошковой проволокой без газа
Этот вид сварки без газа возможен благодаря использованию так называемой порошковой проволоки для автомата или, как её ещё называют, флюсовой проволоки. Изнутри её стержень заполнен специальным флюсованным порошком. Во время проведения сварочных работ, флюс нагревается под высокой температурой и образует небольшое газовое облако, радиус которого достаточен для защиты расплавленного металла.

Схема сварки порошковой проволокой
Стоит обратить внимание на то, что в процессе варки вертикальных швов, тепло распространяется от нижних частей к верхним. Во избежание подобного неудобства следует вести головку пистолета сверху вниз, слегка наклонив её к верху, и в итоге вам удастся сдержать часть тепла в сварочной ванне. Движения так же должны проводиться в скором темпе.
Рекомендуем! Виды контактной сварки
- мобильность сварочного оборудования. Не нужно таскать за собой баллон, редуктор и кучу рукавов;
- наличие возможности использовать проволоку абсолютно любого химического состава при формировании шва. Выбираем какой тип металла будем сваривать.
- высокая стоимость сварочной проволоки. Здесь речь идет о действительно качественном материале, а не дешевом китайском аналоге;
- требует повышенного внимания при выборе самой проволоки и сварочного аппарата.
Если положительные моменты для вас в приоритете, стоит изучить процесс в виде пошаговой инструкции
Конструкция, принцип действия сварочного полуавтомата
Сварочный полуавтомат представляет собой агрегат, работающий от электрического тока. Им преобразовывают электроэнергию в тепловую с помощью электрической дуги.
Сварка труб, кузова авто, других изделий из меди, титана, стали и нержавейки проводится электродной проволокой, которую нужно подавать в точку сварки постоянно.
В качестве электрода предполагается расход калиброванной проволоки определенной толщины.
Покрывают ее чаще всего медью, чтобы получить высокий уровень скольжения электроконтакта.
Проволока расположена на специальной катушке, что дает ей возможность при работе разматываться равномерно, ее расход будет под контролем.
Аппарат для сварки имеет:
- Устройство подачи электрода — схема механизма в разных моделях может отличаться подачей проволоки, ее расход можно регулировать, в аппарате может быть различное количество прижимных роликов. В зависимости от конструкции данного механизма зависит цена аппарата;
- Горелка — отличается потребляемой мощностью, каждый вид горелки может охлаждаться разными способами. Чем выше мощность, тем больше цена полуавтомата;
- Источник электроэнергии;
- Пистолет;
- Шланги различного диаметра;
- Редуктор для газа.
Сварочный полуавтомат может быть представлен несколькими видами, которые делят по характеристикам:
- По способу перемещения. Полуавтоматы бывают переносными или передвижными, их используют в домашних условиях или в небольших мастерских для ремонта кузова автомобиля, труб, прочих изделий. Также есть стационарная техника — чаще всего используется на предприятиях. Цена переносного аппарата меньше, чем стоимость стационарного;
- Способ защитных швов. Защитный шов может производиться газом, слоем флюса, порошковой проволокой;
- Тип порошковой проволоки. Может использоваться сплошная стальная или алюминиевая проволока. Есть универсальные сварки, где установлено два вида проволоки — цена такого полуавтомата будет выше.
Сварщик в процессе работы может сталкиваться с разными металлами, в том числе и изделиями из нержавейки. В связи с этим разработчики полуавтомата внедрили режимы сварки полуавтоматом.
Настройка агрегата позволяет выбрать именно тот режим, давление, скорость подачи проволоки, которые нужны для сварки определенного тонкого металла или нержавейки.
Режимы могут быть такие:
- применяя короткое замыкание для дуговой сварки, или не применяя его;
- крупнокапельные, среднекапельные, мелкокапельные виды;
- применяя разбрызгивание флюса, не применяя его.
На выбор режима сварки также влияет назначение детали автомобиля, на которую нужно наложить шов.
Для облегчения проведения сварки, специалист может выбрать цикличную сварку — там применяется дуговой метод. Иногда применяется точечная сварка или импульсная.
Бывает сварка, где часть тонкого свариваемого металла, труб или нержавейки перемещается струйным методом или сваривается путем кругового переноса металла.
ВАЖНО ЗНАТЬ: Аргонная сварка (аргонодуговая) — технология и оборудование
На практике часто используют импульсный дуговой режим, если при сварочных работах применяется сварка в среде углекислого газа. Ток при этом обратной полярности.
Таким образом, металл плавится при работе не очень быстро, но сварочный дуговой режим получается стабильным, шов — очень прочный.
Сварка в защитных газах применяется для соединения кузова, деталей автомобиля, труб, выполненных из цветного тонкого металла, меди, титана, оцинковки, легированной, углеродистой стали, нержавейки.
Применяется углекислота в баллоне углекислого газа, где высокое давление. Настройка расхода производится через пистолет. Особенно пригодится этот метод для сварки оцинковки.
Редуктор стабилизирует давление газа до того, как он попадет в зону рабочего процесса. Схема сварки с газом показана на видео.
Сварочный полуавтомат обладает рядом преимуществ в сравнении с обычной сваркой:
- высокое качество швов;
- при сваривании небольшого шва процесс может осуществляться на вертикальных поверхностях, т.е. растекаться металл не будет;
- при работе полуавтоматом в окружающую среду не выделяются вредные вещества.
Процесс сварки с применением полуавтомата

Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки — сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Что такое сварочный флюс

Часть сварочных работ необходимо выполнять в защищенной среде. Изолировать рабочую зону позволяют флюсы. Они отличаются по составу и предназначены для работы с определенными видами металлов. Правильный выбор флюса – необходимое условия для формирования качественного сварного шва.
Что такое флюс в сварке и для чего он нужен
Сварочный флюс – это материал, применяемый в сварочных работах с целью изоляции зоны сварки от атмосферного воздуха. Благодаря применению материала обеспечивается стабильное горение дуги, беспроблемное формирование поверхности сварного шва, а наплавленный материал получает предопределенные свойства. К примеру, при выполнении кузнечных работ, в полуавтоматической и газосварке используются хлориды, фториды, борная кислота и бура. Они создают жидкую защитную среду, которая активно растворяет оксиды.
Снизить негативное воздействие таких процессов удается при помощи инертных газов или жидкости, которые изолируют рабочую зону и предотвращают попадания атмосферного воздуха к точкам соединения металлов. Неметаллические композитные соединения – флюсы – и предназначены для создания именно такой защитной среды.
Применение флюса в процессе работы дает весомые преимущества, а именно:
- Обеспечивается интенсивное плавление металлов. Такой эффект достигается как при электродуговой, так и при газовой сварке. В первом случае за счет более эффективного использования силы потребляемого тока, а во втором – за счет более высокой концентрации активного газа в рабочей зоне. Благодаря использованию флюса отпадает необходимость в обязательной разделке кромок свариваемых заготовок.
- Флюс помогает избежать угара металла – потерь расплава в результате окислительных процессов и его испарения от высокой температуры.
- Дуга при условии применения флюса горит более стабильно, что имеет критически важное значение при формировании сварных швов сложной конфигурации.
- Из-за снижения потерь электрического тока, который расходуется на прогрев рабочей поверхности, существенно повышается КПД установки.
- Присадочный материал расходуется экономно.
- Флюс частично экранирует излучение плазменной сварочной дуги, что в некоторой степени облегчает условия работы сварщика.
Условия использования и недостатки
Флюс был разработан для оптимизации и стабилизации металлургических процессов, которые протекают во время сваривания металлов. В то же время он никак не должен понижать производительность электродов, а лучше всего, если будет способствовать ее увеличению. Для этого материал должен соответствовать некоторым требованиям:
- Флюс не должен реагировать с расплавом металла или сердечником электрода.
- Сварная ванна должна быть изолированной все время, на протяжении которого выполняются сварочные работы.
Остатки флюса, которые в результате работы были связаны шлаком, должны легко удаляться. Материал, который остался незадействованным, может быть использован вторично. Как минимум, 80% всего состава.
Недостатков материала совсем немного:
- флюс стоит дорого. Его цена сопоставима со стоимостью на присадочную проволоку;
- нету возможности осмотреть шов сразу по завершению процесса. Поэтому сварные швы сложной конфигурации желательно хорошо предварительно подготовить, чтобы свести к минимуму вероятность брака.
Как работать с флюсом
- Перед начало работы в месте формирования сварного шва наносится слой флюса толщиной 4-6 см.
- В рабочую зону подносится электрод и поджигается электрическая дуга.
- Флюс имеет низкую плотность и в результате воздействия высокой температуры начинает плавиться. При этом образуется газовая среда, благодаря которой сварочная ванна будет изолирована от атмосферного воздуха.
- Расплавленный флюс характеризуется прочным поверхностным натяжением, которое препятствует интенсивному разбрызгиванию расплава металла.
- Благодаря физическим и химическим свойствам флюса значительно увеличивается сила тока. Показатель может доходить до 2000 Ампер. Что позволяет избежать неэффективных потерь материала и получить на выходе сварной шов высокого качества.
- Флюс помогает сохранить тепло внутри рабочей зоны. В результате его воздействия тепловая мощность концентрируется в рабочей зоне и плавление металла происходит быстрее.
- Все свободные места заполняются расплавом вне зависимости от текущего состояния кромок.
- Материальный баланс сварного шва претерпевает изменений в лучшую сторону. Примерно 2/3 его состава – это металл заготовок. И только треть представлена расплавом сердечника электрода.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Классификация флюсов
Флюсы отличаются многими признаками и поэтому их классификация достаточно широка. Они отличаются внешним видом, химическим составом, физическим состоянием, назначением и способом получения. К примеру, для дуговой сварки или наплавки хорошо подходят гранулированные и порошковые флюсы, которые имеют строго определенную электропроводность. Газовая сварка подразумевает работу с порошками, пастами и, собственно, газами.
Способ получения
Флюс может быть плавленым или неплавленым. Первый вариант применяется не только при сваривании металлов, но и при наплавке. Такой флюс эффективен, когда необходимо улучшить технические характеристики поверхности металла путем добавления в его состав дополнительных химических элементов. Например, наплав применяется для получения исключительно ровной поверхности или для улучшения устойчивости материала к коррозии.
Плавленые флюсы получают таким образом. Сперва компоненты измельчают и перемешивают. Затем они плавятся в электрических или пламенных печах без доступа кислорода. После этого горячие частички перемещаются через охлаждающий поток воды. В результате резкого снижения температуры они затвердевают и превращаются в гранулы. Размер частичек отличается и подбирается в зависимости от диаметра электрода: чем тоньше пруток, тем меньшего диаметра требуются гранулы.
Неплавленые флюсы еще называют керамическими. Они получаются в результате тщательного перемешивания мелких частиц ферросплавов, шлаков и минералов без термической обработки. После этого частицы перемешиваются со стеклом и спекаются. Их основные достоинства:
- отличное качество сварного шва;
- возможности многократного использования частиц;
- экономный расход.
Как пример можно рассмотреть керамические сварочные флюсы серии UF. Они применяются в гражданском строительстве для создания конструкций высокой прочности из низколегированных сталей.
Химический состав
Основной компонент большей части флюсов – диоксид кремния. В некоторых видах продуктов его доля доходит до 80 процентов. Другие название материала – кремнезем. Он является кислотным оксидом и представляет собой кристаллический прозрачный минерал. Кремний препятствует образованию углерода, благодаря чему сильно снижается вероятность появления пор и трещин в сварочном шве.
Марганец по наполняемости находится на втором месте. Как компонент флюса он выступает в роли раскислителя. То есть, материал является своеобразным антиоксидантом. Во время протекания сварочного процесса марганец активно реагирует с кислородом, содержащимся в оксидах железа, а затем связывает молекулы кислорода, которые ранее взаимодействовали с кремнием. Результатом сложной химической реакции замещения является оксид марганца – нерастворимое в расплаве и легко удаляемое с поверхности соединение. Помимо этого, марганец улучшает качество соединения тем, что вступает в реакцию со свободной серой и связывает ее. Образуется сульфид, который тоже легко удаляется с поверхности шва.
Флюсы содержат еще и добавки для легирования – хром, ванадий, молибден, титан, вольфрам и другие. Они вводятся для того, чтобы восстанавливать первичный химический состав металла. Нередко эти добавки замещают собой выгоревшие примеси металла. Благодаря этому, расплав получает новые свойства. Легирующие добавки в большинстве случаев во флюсе представлены в виде ферросплавов – соединений с железом.
Назначение флюсов
Выбор флюса для выполнения определенных сварочных работ зависит от их предназначения. Они бывают:
- для низкоуглеродистой стали. В составе флюса имеется большое содержание марганца и кремния. Они применяются совместно с присадочной проволокой, выполненной из низкоуглеродистой стали, не содержащей легирующих добавок. Еще один вариант – это флюсы с небольшим содержанием (или полным отсутствием) марганца. Но в таком случае сварочный пруток подбирается с легирующими добавками;
- для соединения заготовок из низкоуглеродистой стали применяется флюс с высокой химической инертностью, показатель которой выше, чем у большинства низко углеродистых металлов. В результате сварной шов получается пластичным. Примером может служить флюс АН-46 для сварки стали;
- для работы с высоколегированными металлами подбираются флюсы с незначительной химической активностью. Марганец и кремний практически не применяются. Они заменяются флюоритом – плавиковым шпагатом, под воздействием которого получаются легкоплавкие шлаки. Они легко убираются с поверхности. Помимо флюоритов в таких флюсах есть алюминий и негашеная известь;
- для сваривания активных металлов лучше всего подходят солевые флюсы, произведенные на основе фторидных и хлоридных солей щелочных металлов. Они не содержат примесей кислорода, поскольку он отрицательно влияет на пластичность соединения.
Ниже представлена таблица с примерами применения конкретных марок флюсов:
Флюсы для газовой сварки
Для сваривания цветных металлов, а также инструментальной, отдельных марок тонколистовой стали и чугуна требуется создание специальных условий. Защитная среда создается с помощью инертных газов, а также путем использования порошкового или пастообразного флюса. Вещества наносятся на кромки соединяемых заготовок, прямо в сварочную ванну или же на присадочный пруток.
Флюс подается в рабочую зону по-разному в зависимости от его агрегатного состояния. Сложнее всего подавать порошкообразную консистенцию. Их следует точно подавать в расплав, исключая вероятность его сдува ветром. Пасты наносятся на кромки предварительно и не нуждаются в какой-либо дополнительной опеке. Газы подаются дозировано при помощи специального оборудования – расходомеров.
Для газовой сварки флюсы подбираются под оксиды, которые образуются в процессе выполнения работ. Если они кислые, то выбираются щелочные флюсы, и наоборот. Наиболее распространенные виды флюсов и их применение:
- цветные металлы – латунь, бронза, медь – требуют использования кислых флюсов, в составе которых есть содержащие бор включения. Примером могут служить марки МБ-1 или БМ-2;
- для сваривания чугуна подбираются флюсы с включениями калия и натрия, образующими щелочную среду;
- алюминий требует использования составов с фторидами лития, натрия или калия. Чаще всего для выполнения такого рода работ применяется флюс серии АФ-4А.
При работе газосварочными аппаратами флюсы для сваривания низкоуглеродистых металлов не используются. Это вызвано тем, что на поверхности расплава образуется достаточное количество легкоплавких оксидов железа.
Флюсы для автоматической сварки
Полуавтоматы и автоматические установки часто востребованы при работе со сложными конструкциями большого размера. Большая сила тока и грамотно подобранный флюс дают операторам возможность соединять элементы большой толщины. При этом не требуется предварительная разделка кромок, что экономит время и очень важно для производственных процессов конвейерного типа. Технология востребована при изготовлении резервуаров, труб; в машино- и судостроении.
Данный способ сваривания характеризуется высокой автоматизацией процессов. В частности, автоматически поддерживается стабильность горения дуги, дозирование и подача определенного количества флюса в рабочую зону (равно как и отвод неиспользованного), регулярное обновление электрода. Чтобы в рабочей зоне было стабильное и достаточное по объему газовое облако, толщина флюса должна составлять 4-8 см, а его ширина – 5-10 см. марка выбираемого флюса зависит от характеристик соединяемого металла. Все работы ведутся в нижнем пространственном положении.
Самозащитная (флюсовая) проволока: плюсы и минусы, особенности процесса сваривания

Полуавтоматическую электросварку (MIG/MAG) не обязательно проводить в газовой среде. В ряде случаев можно освободиться от тяжелых баллонов, воспользовавшись флюсовой самозащитной сварочной проволокой.
Чаще всего для работы с флюсовой проволокой используют инверторные MIG/MAG-устройства. Инверторы компактны, отличаются более высоким КПД и меньшей чувствительностью к качеству напряжения сети, чем трансформаторы.
Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
Сварка полуавтоматом без газа:
1. ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
2. обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.
Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой.
- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Особенности процесса сваривания MIG/MAG-сварочником без газа.
Внимание! Рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом, так как, сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх.
Подготовка
Перед процедурой сварки необходимо:
1) очистить свариваемые поверхности;
2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном. Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки. Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник. Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь. Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу».
Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.
После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед. Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом. Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой. Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык. Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже
Читайте также: