Сварочное производство в машиностроении
Обновлено: 20.09.2024
Современные технологические процессы сварки позволяют получать качественные сварные соединения, отвечающие самым высоким требованиям.
Сварка за последние годы нашла широкое применение в различных отраслях современного промышленного производства: в тяжелом, энергетическом и транспортном машиностроении, судостроении, авиации, строительно-дорожном машиностроении, автомобилестроении, сельскохозяйственном машиностроении, строительной индустрии и др.
Фундаментальные расчетно-конструкторские и технологические разработки и оценку эксплуатационной надежности сварных конструкций в широком объеме проводили в Институте электросварки им. Е.О. Патона, МВТУ им. Н.Э. Баумана [127], ЦНИИТМАШе, Институте металлургии им. А.А. Байкова [152], Ленинградском политехническом институте им. М.И. Калинина [135] и ряде других организаций.
Грандиозные задачи создания в СССР материально-технической базы коммунизма требуют дальнейшего быстрого развития машиностроения в направлении роста мощностей машин, повышения скоростей, увеличения давлений. При этом в ряде случаев размеры и масса отдельных современных деталей машин и элементов конструкций достигают десятков метров и сотен тонн. Это делает зачастую невозможным их монолитное изготовление. Перед конструкторами и технологами поставлены сложные задачи создания крупных деталей и конструкций путем соединения сваркой прокатных, кованых и литых элементов больших сечений при высоких требованиях к их прочности при статических, ударных и переменных нагрузках. К таким уникальным деталям и конструкциям относятся, например, рамы и архитравы сверхмощных гидравлических прессов, станины прокатных станов, валы мощных гидравлических и паровых турбин и турбогенераторов, корпуса атомных реакторов, ахтерштевни ледоколов и супертанкеров и др.
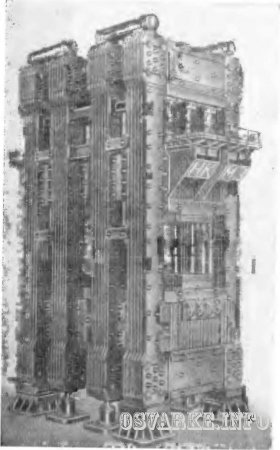
Рис. 1. Штамповочный пресс усилием 75000 тс
При проектировании и изготовлении указанных деталей и конструкций используют принципиально новые конструктивные решения и технологические приемы. Например, прогрессивный электрошлаковый способ сварки, разработанный в Институте электросварки имени Е.О. Патона [194], впервые позволил осуществить однопроходную сварку металла практически неограниченной толщины.
На Ново-Краматорском машиностроительном заводе (НКМЗ им. В.И. Ленина) с применением электрошлаковой сварки были изготовлены из прокатных листов стали 22К крупногабаритные элементы рамных конструкций мощных гидравлических штамповочных прессов (рис. 1) усилием 75000 тс [14]. Каждая из пластин пресса массой более 100 т имеет длину около 31 м при ширине 17-25 м и толщине 2-2,5 м [138]. Производство таких элементов в виде цельнокованых деталей в настоящее время практически невозможно.
Интересно отметить, что в США при изготовлении пластин гидравлического пресса аналогичной конструкции усилием 50000 тс была применена многопроходная автоматическая сварка под слоем флюса. При этом сварку выполняли в 180 проходов с многократной кантовкой пластины [263].
В результате разработки и освоения на НКМЗ нового электрошлакового способа сварки металла большой толщины были получены принципиально новые возможности в проектировании машин, коренным образом изменившие технологию производства крупногабаритных изделий.
К числу крупнейших уникальных сварно-литых деталей, изготовленных на НКМЗ с помощью электрошлаковой сварки, следует отнести архитравы массой более 160 т (рис. 2) для мощного гидравлического штамповочного пресса усилием 30000 тс. Архитравы сваривали из двух половин, отлитых из среднеуглеродистой стали 35Л [24]. На НКМЗ была разработана и конструкция специализированного гидравлического пресса усилием 30000 тс по оригинальной конструктивной схеме [52]. Станина пресса состоит из верхней поперечины, двух проставок и нижней поперечины.

Рис. 2. Сварно-литой архитрав гидравлического пресса усилием 30000 тс
Использование крупногабаритных сварно-литых и сварно-кованых деталей сложной формы позволило создать компактную конструкцию пресса, масса и стоимость которого в 2 раза меньше по сравнению с прессом старой конструкции.
В СССР впервые была осуществлена электрошлаковая сварка швов, расположенных на цилиндрических и криволинейных (в плане) поверхностях разъема сложных крупных поковок из среднелегированной стали 35ХМ (рис. 3) [52].
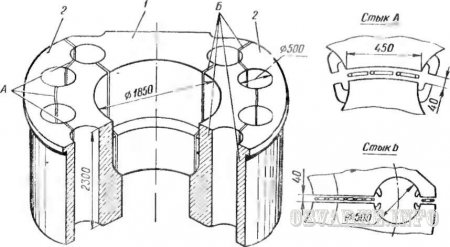
Рис. 3. Сварная конструкция нижней поперечины пресса усилием 30000тс:
1 - боковина; 2 - секторы
На НКМЗ совместно с Институтом электросварки имени Е.О. Патона впервые в мировой практике была вьполнена уникальная сварка электрошлаковым способом бабы бесшаботного молота, состоящей из двух кованых заготовок общей массой 100 т. Сечение стыка 2020x3120 мм было сварено с применением 12 плавящихся мундштуков. Электрошлаковую сварку применяли при изготовлении сварно-литых конструкций станин крупных прокатных станов (массивные прямоугольные сечения до 900x900 мм) [43, 164].
Освоение технологии электрошлаковой сварки кольцевых стыковых швов позволило по-новому решать вопросы изготовления крупных изделий цилиндрической формы. Так, на Таганрогском и Барнаульском котельных заводах барабаны котлов высокого давления изготовляют электрошлаковой сваркой продольных и кольцевых швов [44].
Электрошлаковую сварку широко используют при изготовлении баллонов высокого давления (320 кгс/см2) аккумуляторной станции мощных гидропрессов (толщина металла 155 мм); цилиндров мощных гидравлических прессов (цилиндр из стали 15ГН4М пресса усилием 30000 тс имеет диаметры 2490/2010 мм и длину 3260 мм); цилиндров механизма шагания экскаваторов [43, 52, 151, 164, 195].
Удачным решением оказался переход на сварную конструкцию валов мощных гидравлических турбин [37, 38, 42, 107]. Масса слитка, необходимого для изготовления поковки обечайки сварного вала, значительно меньше, чем цельнокованого. Так, у валов гидротурбин Волжской ГЭС указанные массы составляют соответственно 51 и 160 т [37].
Для изготовления кованого вала гидротурбин мощностью 225 мВт Братской ГЭС потребовался бы слиток массой более 200 т [107]. Для более мощных турбин масса слитков существенно возрастает. В настоящее время производственные возможности заводов не позволяют изготовлять слитки указанной массы. Сварка позволила применять самые тяжелые валы, в частности для гидротурбин Красноярской ГЭС, мощностью 508 мВт в одном агрегате. Вал агрегата является наиболее крупным из всех когда-либо изготовлявшихся. Рабочая длина вала 7700 мм, наружный диаметр 2300 мм, диаметр внутреннего отверстия 1900 мм, диаметр фланцев 3150 мм [42]. Заготовку вала выполняли в виде кованой трубы из стали 25ГС. Общая масса вала 100 т. В этой же гидротурбине грандиозным сооружением является сварная конструкция статора из стали 20ГСЛ, состоящая из шести частей общей массой 180. Электрошлаковой сваркой соединено 12 колонн с поясами. Максимальный диаметр статора 12200 мм, высота 3440 мм.
Специально спроектированная и изготовленная универсальная сборочно-сварочная установка позволила собрать и сварить цилиндрические сферические и конусные изделия массой до 200 т [195].
Электрошлаковую и электродуговую сварку успешно применяют при строительстве корпусов (рис. 4) атомных реакторов [36].
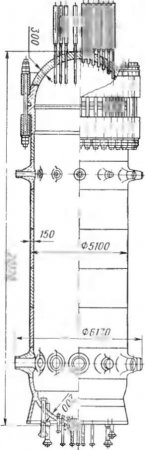
Рис. 4. Сварной корпус реактора А1 атомной электростанции (УССР)
На предприятиях тяжелого машиностроения, в судостроении, транспортном и автомобильном машиностроении, в сельскохозяйственном машиностроении и других отраслях широко применяют разработанный в ЦНИИТМАШе способ сварки в углекислом газе [103].
На ряде заводов внедрена комплексная механизация всего
цикла производства сварных конструкций. Так, на Узловском машиностроительном заводе им. Федунца создано комплексно-механизированное поточное производство мостовых электрических крапов грузоподъемностью от 10 до 20 т применением сварки в углекислом газе. На специализированных линиях изготовляют без переналадок более 70 модификаций сварных пролетных балок длиной от 8 до 36 м в широком диапазоне сечений.
Для увеличения производства сварно-кованых, сварно-литых и комбинированных конструкций на Уралмашзаводе создан уникальный по размерам, масштабам производства и технической оснащенности блок цехов сварных машиностроительных конструкций (БЦСМК) [151]. Благодаря широкому применению комплексной механизации с использованием высокопроизводительного универсального и специального оборудования в БЦСМК организовано высокоэффективное и экономичное производство сварных конструкций, с замкнутым циклом, т. е. начиная от подготовки металла и заканчивая термической обработкой, окраской, упаковкой и сдачей готовой продукции.
Автоматическую сварку под флюсом и в среде углекислого газа используют на Уралмашзаводе при производстве конструкций экскаваторов и других объектов. Шагающий экскаватор ЭШ-15/90А представляет собой гигантскую землеройную машину массой 1600 т, высотой 20 м, с ковшом емкостью 15 м3 [151, 164].
Основные несущие сварные металлоконструкции экскаватора необычны по своим габаритам и массе. Поворотная платформа шагающего экскаватора размером 11600x25500x1890 мм, массой 200,9 т. Опорная рама весит 154 т, надстройка - 120 т. Стрела представляет собой трубу диаметром 830 мм, длиной 90 м, сваренную из отдельных обечаек с толщиной стенки от 10 до 14 мм. Конструкции изготовляют в основном из низколегированной стали 10ХСНД. Протяженность сварных швов на одном экскаваторе достигает 5 км.
На Уралмашзаводе создан гигантский экскаватор ЭШ-25/100 с ковшом емкостью 25 м3 и стрелой 100 м, с еще большим объемом сварочных работ [53].
Оригинальным и смелым инженерным решением является переход от крупногабаритных монолитных литых конструкций на сварно-литые конструкции ахтерштевня и форштевня ледоколов и крупнотоннажных танкеров [134, 136]. Общие размеры и конфигурация сварной конструкции сохраняются такими же, как и заменяемой цельнолитой. Выполнение уникальной конструкции ахтерштевня атомного ледокола «Ленин» (рис. 5) сваркой из отдельных литых заготовок позволило избежать значительных трудностей, связанных с производством крупной отливки сложной конфигурации, требующей заливки 135 т жидкого металла [134]. Масса сварного ахтерштевня 82,3 т.
Рис. Б. Сварно-литой ахтерштевень атомного ледокола «Ленин»:
1-9 - отдельно отлитые заготовки; I-I-IX-IX - сварные стыки
Как сварка используется в машиностроении
Сварочная отрасль и машиностроительный комплекс – это те направления в промышленности, без которых не обходится ни одно производство. Сварка и машиностроение определяют развитие промышленного сектора, возможность изготовления конкурентоспособной продукции.
Особенности деталей и узловЕсть несколько особенностей узлов и заготовок, которые применяют при создании приборов, судов, машин. Они должны быть изготовлены с высокой точностью, поэтому часто сварные изделия подвергают обработке механическим путем. Обработки нередко требуют и соединительные швы – они приобретают лучшую форму, устраняются концентрации напряжения.

Использование сварки в машиностроении
От типа соединения зависят условия дальнейшей эксплуатации изделия. Машиностроение требует изготовления таких узлов и элементов, которые могут в будущем переносить вибрационные нагрузки. Для обеспечения высокой надежности применяют сварные швы впритык и встык. Они отличаются выносливостью и прочностью при соединении с металлом.
Заготовки и узлы, используемые при сборке машин, изготавливаются в условиях крупного производства. Здесь есть возможность применять сварочную оснастку и автоматизированные методы соединения.
Типы сварных соединенийВ промышленном строительстве машин и агрегатов применяют разнообразные типы узлов и соединений. Среди них выделяются мелкие элементы, для чего используют электроконтактный метод сплавления.
Для изготовления изделий в крупном машиностроении используют массовые серии, иногда – единичное уникальное изготовление агрегатов. К ним относятся шестерни, рабочие колеса, валы. Здесь преимущественно использование электрошлакового способа сварки.
В промышленности применяют такие типы соединения:
- стыковое – соединение элементов торцами;
- торцовое – примыкание боковых поверхностей;
- нахлесточное – встречается реже, это перекрывание и параллельное размещение двух элементов;
- угловое – соединение частей под углом;
- тавровое – перпендикулярное расположение, сварка торцом к боковой поверхности.
Но заготовки и узлы в промышленности разнообразны, потому применение находят все возможные типы сварки и соединений.

Типы сварных соединений используемых в машиностроении
Особенности изготовления сварных частейОтдельные части машин делают из заготовок, которые получают разными способами. Многие конструкции можно получить из листов проката, среди них:
- станины;
- рамы;
- корпус редуктора;
- барабан;
- сварная тяга;
- штанга с проушиной.
Сварные элементы активно применяют в промышленности еще и по той причине, что они экономят до половины массы металла в сравнении с литьем тех же элементов. В строительстве машин и приборов используют такие сварные части:
- подшипниковые опоры;
- тяги;
- штанги;
- рамы, шестерни;
- турбины, котлы;
- редукторы, шкивы;
- барабаны;
- части ракет и турбин.
Использование поковки делает производство проще, требуется меньше механической обработки. Это удешевляет процесс сборки машины или прибора.
Используемые материалыВо время производства соединительных деталей для машин используют заготовки:
- штампованные;
- прессованные;
- тонкостенные;
- фасонные;
- гнутые.
Штампованные заготовки нужны в конструкциях авиационного предназначения, при строительстве сельскохозяйственных машин и гражданских автомобилей.

Сварка штампованных деталей используемых в машиностроении
Литые используют, чтобы упростить сам процесс литья. При одинаковой жесткости и прочности соединительные части могут быть в два раза легче литых.
Электрошлаковый метод позволяет изготавливать комбинированные сварные изделия из проката, поковки и отливки. Они требуют минимальной механической обработки, экономны по весу. Без этого современные конструкции – турбины, котлы, узлы станков и металлургического оборудования – изготавливались с большими трудностями ковкой, штамповкой и литьем.
Если наложение соединительного шва затруднительно, используют пайку. Наплавки могут применяться при восстановлении изношенной поверхности, во время изготовления новых деталей для придания им нужных качеств.
Требования к деталямКогда проектируют, из чего будет собрана та или иная машина, обязательно учитывают такие требования:
- качество конструкции должно быть высоким, возможна термообработка до соединения;
- рабочее напряжение лучше принять ниже допустимого – в этом случае размеры элементов определяются жесткостью;
- после сплавления требуется механическая обработка, так как остаточные напряжения могут менять свои значения в будущем;
- механическая обработка соединения выполняется после термической обработки.
Иногда используют так называемый горячий монтаж. В таком случае после сплавления и сборки не нужна механическая обработка, если отработанная технология тщательно соблюдалась.
Сварка удешевляет процесс машиностроения без потери качества, прочности и жесткости изделий. Во многих случаях это экономия не только по времени, но и по финансам. Качество изделий, выполненных при помощи сварки, не уступает качеству литых, но последние обходятся значительно дороже.
Сборка и сварка как ведущие технологические процессы в машиностроении
Характеристика сборочно-сварочного участка машиностроительного завода. Оснащение участков, технические показатели оборудования; сварочные материалы. Принцип работы настольного сверлильного резьбонарезного станка и электрогазосварочного оборудования.
| Рубрика | Производство и технологии |
| Вид | отчет по практике |
| Язык | русский |
| Дата добавления | 26.10.2014 |
| Размер файла | 2,3 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Введение
Сварка является одним из ведущих технологических процессов как в области машиностроения, так и в строительной индустрии.
При изготовлении различных видов машин и оборудования важнейшая роль принадлежит сварочной технике. На протяжении последних 50 лет сварка позволила создать уникальные машины, самолеты, ракеты, цилиндрические вертикальные стальные резервуары, доменные и цементные печи, металлические мосты, котлы, газопроводы и трубопроводы различного диаметра и неограниченной протяженности, а также речные, морские и океанические суда, атомные электростанции и многое другое.
Несмотря на большие масштабы использования в промышленности различных видов механизированной сварки, объем применения ручной дуговой сварки сегодня не только не снижается, но и возрастает, что связано с созданием новых материалов и нового оборудования для ручной дуговой сварки.
Создаются новые марки электродов для сварки металлических конструкций, изготовляемых из самых различных марок стали; высокопроизводительные электроды с железным порошком в покрытии; специальные марки электродов, позволяющие выполнять сварку в различных пространственных положениях, включая сварку сверху вниз и сварку наклонным электродом.
Большое внимание уделяется разработке и созданию нового сварочного оборудования, включая источники питания сварочной дуги, оснастку и др.
сборочный сверлильный электрогазосварочного машиностроительный
1. История Горловского машиностроительного завода
Горловский машиностроительный завод им. С. М. Кирова, крупнейшее предприятие угольного машиностроения в СССР, основной поставщик угольных комбайнов, стругов и запасных частей. Находится в г. Горловке Донецкой области УССР. В 1895 бельг. акционерным обществом были основаны мастерские по выпуску шахтных паровых насосов. После Великой Октябрьской социалистической революции завод коренным образом реконструирован. В 1923 стал выпускать водоотливные насосы, в 1928 с испытательного стенда сошла первая советская врубовая машина, в 1936 организовано серийное производство врубовой машины ГТК-З и на её базе - горных комбайнов С-24 для пологопадающих и С-29 для крутопадающих пластов и др.. В 1943 началось восстановление. В послевоенные годы на заводе были созданы конструкции новых машин для механизации тяжёлых и трудоёмких процессов угледобычи, организован серийный выпуск угольных комбайнов «Донбасс», комбайнов для крутопадающих пластов ККП-1 и врубовых машин ГТК-35, комбайнов «Горняк», «Шахтёр», УКР и др. Особое место в продукции завода занимают узкозахватные комбайны 2К-52, 1К-101, МК-67. В 1970 по сравнению с 1940 производство увеличилось в 4 раза. Награжден орденом Трудового Красного Знамени (1945).
Горловский машиностроительный завод - крупнейший производитель горношахтного оборудования. Номенклатура выпускаемой заводом продукции включает: очистные угольные комбайны для полого-наклонных и крутых пластов, проходческие комбайны, струговые установки, лебедки, насосные станции и установки, гидрооборудование, запчасти ГШО. Всего порядка 40 наименований.
ЗАО «Горловский машиностроитель» имеет славную историю. Построенный в 1895 году Франко-Бельгийским акционерным обществом, завод освоил выпуск различного горношахтного оборудования и ремонт импортируемых в страну врубовых машин. В 30-е годы прошлого столетия начат выпуск отечественных врубовых машин; в 1949 году освоено производство очистных комбайнов «Донбасс», а с 1956 года - узкозахватных шнековых угольных комбайнов. В конце 80-х годов завод приступил к изготовлению ряда унифицированных комбайнов типа РКУ, которые до настоящего времени пользуются успехом у шахтеров. С 2001 года заводом освоено производство проходческих комбайнов, а с 2006 года насосных станций.
Специалисты предприятия разрабатывают и изготавливают машины для угольной промышленности, обновляют продукцию в соответствии с пожеланиями потребителей и достижениями научно-технического прогресса, а также производят ремонт и техническое обслуживание выпускаемого оборудования.
2002 г. стал определяющим в истории предприятия. Совместно с институтом «Донгипроуглемаш» завод начал выпуск новых моделей угольных комбайнов и освоил изготовление проходческих комбайнов для всего диапазона горных выработок.
Инвестиционный проект «Организация производства горно- шахтного оборудования» предусматривает освоение и из изготовление очистных и проходческих комбайнов на ЗАО «Горловский машиностроитель». Проектом предусмотрено создание 2 100 новых рабочих мест.
ЗАО «Горловский машиностроитель» в процессе реализации инвестиционного проекта освоил производство новых комбайнов, среди которых комбайны очистные: УКД-300, 1КДК500, 2КДК500, КДК700, КА200, проходческие: КПД, КПУ. Данные комбайны принципиально отличаются от ранее производимых и по своим техническим характеристикам соизмеримы, а по ряду параметров превосходят лучшие зарубежные аналоги, такие, как комбайны фирмы Eickoff Германия, Anderson Англия. Новые комбайны обеспечивают производительность, превышающую в 1,5 - 2 раза производительность используемых аналогов, и позволяют существенно повысить эффективность угледобычи при сохранении затрат на добычу угля.
В феврале 2006 года предприятие сертифицировано в системе менеджмента качества ISO 9001-2000. Сертификат получен в системе сертификации Российского Регистра и распространяется на проектирование, производство, обслуживание и ремонт выпускаемого горно-шахтного оборудования, а также литье, поковки и штамповки.
Награжден знаком «Вища проба» за угольные унифицированные комбайны РКУ 10 и РКУ 13. Комбайн проходческий КПД отмечен наградой «Европейское качество».
В настоящее время ЗАО "ГМС" ведет работы по созданиию, обновлению и осовению нового поколения горно-шахтного оборудования, которое сможет обеспечить заводу долговременное лидирующее положение в области угольного машиностроения.
2. Перечень и технологическая характеристика основ выпускаемой продукции
Горловскиймашиностроительнй заводвыпускает такие продукции:
Комбайн узкозахватный «Поиск-2Р». Предназначен для выемки угля в очистных забоях, подвигающихся по простиранию крутых и крутонаклонных пластов мощностью 0,36-0,75 м с углом падения от 35° до 85° и сопротивляемостью угля резанию до 300 кН/м, при боковых породах не ниже средней устойчивости. При постоянном или периодическом присутствии людей в лаве нижний предел применяемости по мощности пласта - 0,4м.
Лебедкапредохранительная ЗЛП. Предназначена для удержания угольного комбайна в случае обрыва тягового органа комбайна или при выключенном приводе.
Комбайн очистной КДК 500. Предназначен для выемки угля в очистных забоях, подвигающихся по простиранию пластов мощностью 1,35-3,2 м (двумя типоразмерами) с углами падения до 35°, а также по падению или восстанию до 10°, при сопротивляемости угля резанию до 360 кН/м.
Шахтные секционные насосы НСШ 320-144-720. Насосы секционные шахтные HCШ320-144-720 предназначены для откачки нейтральной воды в горнорудной промышленности с содержанием механических примесей не более 0,5% по весу, при размере твердых частиц не более 0,2 мм, сульфатов и хлоридов не более 20 г/л, твердостью не более 1,47 МПа.
Комбайн проходческий КПУ. Предназначен для разрушения горного массива, уборки и транспортировки разрушенной горной массы при проходке подготовительных выработок арочной, трапецевидной и прямоугольной формы сечением от 13,8 до 32 м2 в проходке с углом наклона ±12° по углю и смешанному забою с максимальным пределом прочности пород при одноосном сжатии усж. ?120 Мпа (f?8) и абразивностью пород до 18 мг в шахтах, опасных по газу и пыли.
· стреловидный телескопический исполнительный орган с поперечной осью вращения, обеспечивающий эффективное разрушение горного массива с сохранением устойчивого положения комбайна;
· возможность установки двух типов электродвигателей исполнительного органа: 2х110 кВт (n=1500 об/мин) и 2х75 кВт (n=1000 об/мин), обеспечивающая выбор наиболее экономически эффективного режима резания пород различной прочности;
· погрузочный орган в виде нагребающих звезд, обеспечивающий высокую производительность при погрузке, возможность эффективной работы в обводненных выработках;
· скребковый конвейер армирован полосами из износостойкой стали, повышающими его ресурс в 2-3 раза;
· система высоконапорного наружного орошения, обеспечивающая в 12-15 раз снижение концентрации пыли в проходческом забое;
· аппаратура управления и диагностики, обеспечивающая дистанционное проводное и радиоуправление комбайном, контроль и визуальное отображение параметров основных узлов и систем комбайна.
По требованию заказчика комбайн может оснащаться:
· двумя бурильными установками для возведения анкерной крепи;
· устройством крепемонтажным для возведения арочной крепи;
· мостовым ленточным перегружателем с лентой шириной 800 мм различной длины для погрузки разрушенной горной массы в вагонетки, на скребковый или ленточный конвейер;
· поворотным ленточным конвейером.
Предельная прочность разрушаемых пород, МПа
Площадь сечения в проходке, м2
Мощность электродвигателя исполнительного органа, кВт
Энерговооруженность комбайна, кВт
Номинальное напряжение, В
Габаритные размеры в транспортном положении, м:
- высота по корпусу
Скорость движения цепи, м/с
Ширина желоба, мм
- рабочее давление, МПа
- емкость гидросистемы, л
3. Техническая характеристика основных материалов, используемых в производстве продукций (листовой, профильный и другие материалы)
Лист стальной используется как сырье так и как готовый продукт металлургии, для производства других видов проката, например полос или лент. Различают несколько видов листов, производится как методом холодного, так и гарячего проката. Лист классифицируется по различным признакам. Лист черного проката, это обыкновенный стальной лист из обычной углеродистой стали, и лист с покрытием.
С покрытием листы бывают тоже нескольких видов, это может быть покрытие цинком, так называемый оцинкованный лист, или просто оцинковка, и может быть покрыт лакокрасочными или полимерными покрытиями. Различают также стальной лист и жесть, жесть это лист толщина которого до 3,9 мм., от 4 и до 6 мм.это просто стальной лист. Толще, стальной лист обычно не производится массово, так как такой толщины металлические листы не часто применяются, и производятся конкретно под заказ потребителя, с определенными размерными характеристиками и определенными качественными показателями. Обычный же стальной лист используетсяв народном хозяйстве, а также в промышленности и строительстве. В последнее время широко применяют листы оцинкованные, и лист с различным покрытием, которое надежно защищает его от коррозии, и воздействия агрессивных сред. Продукция из стального листа для потребителей , как правило, отпускается в листах, или уже в виде готового изделия, а для предприятий перерабатывающих стальной лист, он отпускается в рулонах, или бухтах. Разработаны несколько стандартов для стального листового проката, и соответствие готового стального листа должно строго соответствовать этим нормам.
4. Перспективы развития предприятия
Сегодня основные зарубежные рынки - Россия, Беларусь, Казахстан и Вьетнам. За 9 месяцев текущего года доля экспорта выросла на 67%.
В течении ближайших трех-четырех лет они планируют выход на новые рынки. Среди них: ЮАР, где строится много шахт и Индия - большой и перспективный рынок, где добыча идет как подземным, так и открытым способом.
В перспективе обсуждается выход на самый крупный рынок мира - Китай, где добывается половина мировой добычи - более 3 млрд угля в год. Несмотря на активное развитие китайского машиностроения, наше оборудование может успешно позиционироваться в отдельных нишах.
Перспективен для нас и рынок Польши, но выходить на него нужно только с инновационными продуктами.
Его дивизион, в который входит и “Горловский машиностроитель” развивает самый крупный бизнес компании - производство техники для подземной добычи. В 2012 году доля продаж Дивизиона в общем объеме составила 62%.
5. Заготовительный участок
Один или несколько административно-территориальных районов, в которых проводятся технологические работы.
Технологическое оборудование позволяет выполнять следующие виды работ:
· Очистка металла для сварки;
6. Перечень и технические характеристики основных типов заготовительного оборудования, технологические связи на участке
Универсальные 4-валковые гидравлические вальцы W12. Этот 4-роликовый листогибочный станок предназначен для сгибания металлических листовых заготовок в цилиндрические, конические и другой формы конструкции, называемые обечайками. По завершении гиба швы обечаек сваривают, а полученные таким образом детали используют в самых разных областях (корпусы машин, резервуары для хранения жидкостей, элементы опор, трубопроводов и т.п.).
Предел текучести материала, для которого рассчитаны остальные параметры
Толщина подгибки краев
Максимальная ширина материала
Эффективная (рабочая) длина валков
Минимальный диаметр гибки при полной нагрузке
Диаметр верхнего валка
Диаметр нижнего валка
Диаметр боковых валков
Мощность главного двигателя
Скорость подачи нижнего валка
Скорость подачи боковых валков
Точность позиционирования нижнего и боковых валков
Характеристика верхнего валка (материал/прочность)
Угол конической гибки
3 фазы, 380В, 50 Гц
Вес и размеры основного станка
30 Т, 4800x2680x3250
Вес и размеры центральной стойки
4 Т, 3500x2200x800
Вес и размеры боковых поддерживающих стоек
Дисковые отрезные ножницы IDK1/IDK2. Станки серии IDK предназначены для кругового реза заготовок из листового материала.Сварочное производство
Производство сварочных работ необходимо практически на любом предприятии. Человек, выбравший такую нелегкую специальность, должен быть готов к тому, что ему придется овладевать необходимыми для этого знаниями и подкреплять их практическими навыками. Это вознаградит его хорошим заработком и постоянной востребованностью.
Организация и планирование сварочного производства являются целой наукой, которую надо изучать внимательно и с уважением.

Обучение профессии сварщика
Сварщик - это профессия, предполагающая усиленное мышление при исполнении работ, умение принимать нестандартные решения. Тем не менее, главную роль играют именно рабочие специальности. Необходимым является обучение основам сварочного производства на этом уровне.
Специальность знатока сварочного производства можно получить, окончив предназначенные для этого курсы. На них преподаются основы сварочного производства, включая теорию и практические занятия. Такую профессию можно также приобрести в колледже или техникуме, где имеются соответствующие факультеты.
Программы на курсах включают в себя:
- Обучение оборудованию и технологии сварочного производства.
- Принципы электродуговой сварки.
- Сварку полуавтоматом.
- Газовую сварку и резку металлов.
- TIG сварку.
- Сварку аргоном.
- Виды дефектов, их контроль и методы исправления.
- Правила безопасности и оказание первой медицинской помощи.
После прослушивания лекций происходит практическое обучение под руководством опытных мастеров-преподавателей. Занятия являются групповыми. Для поступления на курсы необходимо иметь минимальное образование в объеме 9 классов. На курсах также можно повысить уже имеющийся разряд. Возможна переподготовка. Например, мастер по газовой сварке может приобрести более престижную профессию сварщика-аргонщика.
После окончания занятий наступает время экзамена, где комиссия оценивает полученные знания. При положительном решении ученику выдается удостоверение, в котором указывается присвоенный разряд. Техник сварочного производства может иметь разряд от 1 до 6.
Для получения высшего образования по сварке придется закончить высшее учебное заведение соответствующего профиля. Инженер-сварщик должен обладать более глубокими познаниями в этой области. Кроме этого в его обязанности входит общее руководство процесса на всех этапах, поэтому он должен обладать организаторскими способностями. В программу его обучения входят различные дисциплины, дающие знания и расширяющие его кругозор.
Высшее образование по сварочному производству дает право выполнять следующие работы:
- Осуществлять собственные разработки и внедрять их в производство.
- Активно участвовать в подготовительных работах. Производить закупку необходимых расходных материалов и оборудования.
- Осуществлять контроль над ходом технологического процесса и выполнением существующих правил.
- Контролировать экономичность расходного материала.
- Следить за выполнением правил безопасности.
- Правильно выбирать оборудование и обеспечивать правильность его эксплуации.
- Выбирать необходимые режимы для конкретного вида сварочной работы.
- Участвовать в контроле качества получившегося сварного шва.
После получения профессии, связанной с оборудованием и технологией сварочного производства кем работать - имеется широкий выбор. В высшем учебном заведении можно получить профессии инженера и технолога-сварщика. Инженеры и технологи обязаны выполнять обязанности, указанные в их должностных инструкциях.
Если сварщику предстоит выполнение новых для себя работ, то необходима его дополнительная подготовка в плане обучения. Поскольку конкуренция в этой области не является слишком большой со временем можно сделать карьеру и вырасти до более высокой и хорошо оплачиваемой должности.
Список учебных заведений, обучающих этой профессии достаточно велик. Они находятся во многих крупных городах России.
Организация сварочного производства
Грамотная организация сварочного производства является залогом успеха. При ее неправильном проведении могут пропасть все усилия и материальные затраты.
Имеются разные виды объектов, на которых осуществляются сварочные работы. Это может быть специальный цех на предприятии, который обслуживает все другие отделы, или обособленно стоящий завод, куда привозят детали для их сварки. Если необходимо произвести сварку на открытом воздухе, например, трубопроводов, то осуществляется выезд на место со всем необходимым оборудованием. Такой вариант является более сложным и зависит от погодных условий.
Сварка в цеховых условиях является более универсальной. Имеется возможность выполнения работ любой сложности. Более того, тем же оборудованием можно выполнять не только сварке, но резку металла. Правильная организация сварочного участка является необходимой ступенькой, позволяющей получить необходимый результат при сварочных работах.
Существуют требования, которые предъявляются ко всем перечисленным вариантам, включая безопасность и экологичность.
При организации необходимо выполнение всех правил производства сварочных работ. В первую очередь это касается оборудования и технологии сварочного производства. Современное техническое оснащение, механизация и автоматизация, правильное составление технической документации являются неотъемлемой частью современного производства.
Грамотная организация и привлечение квалифицированных специалистов всех уровней являются основой, на которой будут успешно осуществлены эти востребованные во всех областях работы.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Разработка технологического процесса
Разрабатывать технологический процесс имеют право работники, обладающие специальностью по оборудованию и технологии сварочного производства. Оно должно соответствовать правилам нормативного документа ЕСТД. При этом необходим учет типовой документации.
Техпроцесс является отдельным документом. Также он может входить как составная часть в общий техпроцесс всей конструкции, включающий также сборочные и монтажные работы.
Содержание документа, представляющего собой технологический процесс:
- требования к сборке перед сваркой;
- требования к материалам, подлежащим сварке;
- наличие соответствующей квалификации сварщиков, инженеров и технологов;
- режимы сварки;
- обеспечение безопасности;
- вид оборудования для осуществления сварки;
- необходимая технологическая оснастка;
- необходимость термообработки, ее режимы и необходимое для этого оборудование;
- количество исполнителей;
- массу металла для наплавки;
- методы контроля качества сварных швов.
При разработке технологического процесса необходимо учитывать материальные возможности предприятия, осуществляющего такие работы.
Правильно оформленный технологический процесс, имеющий все необходимые подписи, является официальным документом, требования которого подлежат обязательному выполнению. Место хранения этого документа на предприятии - отдел главного технолога.
Проект производства сварочных работ
К числу необходимых для сварки документов относится проект производства сварочных работ (ППСР). Он разрабатывается на основе имеющихся нормативных документов.

Документу присваивается идентификационный номер.
Такое задание могут выполнить за определенную плату сторонние организации при условии предоставления им всех необходимых для этого сведений. В этом случае привлекаются специалисты этого дела, имеющие 3-й или 4-й уровень квалификации, а также аттестацию НАКС.
Назначением ППСР является описание следующих моментов:
- порядок, в котором происходит организация сварочного участка;
- количество необходимых постов и их комплектация;
- предполагаемые сроки, в которые должны уложиться сварочные работы;
- графики дат поставки необходимых материалов;
- требования к экологической безопасности проводимых работ;
- требования охраны труда и безопасности.
В документе указываются выбранные технологии. Также указываются методы контроля качества сварных соединений.
Составление ППСР на конкретную работу необходимо, поскольку существующие нормативные материалы не могут охватить все многообразие существующих вариантов сварочных работ. Создание индивидуального плана облегчит осуществление этого рода деятельности. Тем не менее, необходимо придерживаться основных требований официальных нормативных документов.
Образец проекта производства сварочных работ поможет правильному его оформлению. В состав ППСР должны входить обязательные разделы, начинающиеся с введения и заканчивающиеся требованиями к безопасности, как пожарной, так и экологической. Помимо этого в документе в различных разделах должно иметься описание конструкции, методы входного контроля, необходимая квалификация сварщиков, методы контроля результатов, применяемое оборудование, выбор расходных материалов, последовательность проведения операций, методы исправления обнаруженных дефектов.
Пример проекта производства сварочных работ:

Оформление происходит на чертежных листах установленного размера. Необходимо правильное заполнение имеющегося внизу штампа. В текстовой части перечисляются требования, предъявляемые к сварным работам.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение - давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Механизация производства
Механизация сварочного производства является современным методом улучшения сварочного процесса. Это позволяет высвобождать лишних исполнителей и обходиться их минимальным количеством. Механизация сварочных работ уменьшает ошибки, которые могут допускать даже весьма квалифицированные сварщики. Немаловажным фактором является значительное повышение производительности труда.
Один из основных способов механизации - использование в качестве сварочного оборудования инверторов. Это не требует неоправданно высоких затрат, зато значительно повышает качество результатов сварки. Обучение, как правильно пользоваться этим аппаратом, много времени не занимает.
При механизации дуговой сварки новшество может заключаться в механической подаче в рабочую зону присадочных материалов, защитных газов. К преимуществам относится своевременная подача, повышается возможность непрерывной сварки. Для обеспечения непрерывности горения дуги можно использовать механизмы для перемещения сварочного оборудования. Это особенно важно при большой длине наложения шва.
Механизации подлежат и вспомогательные работы. К ним относятся подвоз деталей, обладающих большой массой, и вынесение сварного изделия из зоны работ. Механизации полежит и перемещение оборудования вдоль сварного в необходимое место. К механизации можно отнести организацию надежных креплений для фиксации свариваемых деталей.
Механизировать можно, как все производство в целом, так и его отдельные участки. Частичная механизация затрагивает отдельные моменты производственного процесса. При комплексном подходе механизмы устанавливают последовательно согласно технологическому маршруту.
Механизация сборочных работ заключается в установке специальных стендов для сварки крупногабаритных деталей, а также решения вопроса об их перемещении. К оборудованию для помещения деталей в удобное для сварки положение служат манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды.
Сварочный вращатель

Сварочный позиционер

Сварочный робот

Механизация делает труд сварщика более легким и привлекательным.
Автоматизация производства
Для повышения производительности труда применяется автоматизация сварочного производства. Затраты на ее внедрение тем быстрее окупятся, чем более многосерийным является производство.
Главным преимуществом автоматизации процесса сварки является повышение качества получаемых результатов. Это происходит за счет того, что при автоматизации руководство на себя принимают алгоритмы вычислительных комплексов. Соответственно, брак уменьшается, а качество повышается. Швы получаются одинаковыми, приближенные к существующим стандартам. Появляется возможность сваривать конструкции, имеющие повышенную ответственность.
Помимо этого к достоинствам относится снижение материальных затрат и уменьшение количества исполнителей. Они могут иметь более низкую квалификацию и, соответственно, происходит экономия на выплате им заработной платы. Механизация и автоматизация сварочного производства позволяют оптимизировать все этапы сварочного процесса.
Интересное видео
Сварка в машиностроении
Сварка – экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на растояния, сопостовимые с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования
сварного соединения, все виды сварки разделяют на три класса: термический,
термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно – лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки,
осуществляемые с использованием тепловой энергии и давления (контактная,
диффузионная и др.).
К механическому классу относятся виды сварки,
осуществляемые с использованием механической энергии и давления (ультразвуковая,
взрывом, трением, холодная и др.).
Основные сведения
Способами сварки без внешней защиты дуги и сваркой под флюсом в народном хозяйстве страны выполняется наибольший объем сварочных и наплавочных работ. В сварке под слоем флюса источником тепла является дуга, горящая между электродом и основным металлом. Дуга погружена под слой гранулированного флюса. Непрерывно подающийся флюс защищает основной металл от окисления до его остывания. Некоторая часть флюса плавится и образует защитный шлак над сварной ванной. Для удаления
оставшегося после сварки флюса используется вакуумный насос. Собранный флюс используется повторно.
Сварка под слоем флюса в основном автоматический или полуавтоматический процесс. Вид автоматической сварки обеспечивает высокую производительность (до 40 кг в час) и качество сварного шва. Для этого процесса следует правильно выбрать напряжение и скорость подачи электрода. Значение этих параметров должно обеспечивать горение дуги под слоем флюса, но в то же время на определенной высоте над основным металлом.
Технология автоматической сварки
. флюса практически можно выполнять только в нижнем положении, поэтому сварку стыков труб на сварочных базах ведут при вращении собранной секции (поворотная сварка стыка). Автоматическую сварку под слоем флюса стыков секций осуществляют . при сварке труб приведена в табл. 1. Погонную энергию сварки g / v св (в Дж/см) рассчитывают по формуле , где - эффективный к. п. д. дуги (для сварки под флюсом .
При автоматической сварке механизированы все основные рабочие движения и операции: возбуждение и поддержание горения дуги, подача электрода, перемещение электрода вдоль свариваемых кромок со скоростью сварки, защита дуги и сварочной ванны от действия воздуха (по необходимости), колебательные движения электрода (по необходимости), прекращение процесса сварки и заварка кратера в конце шва и пр. В связи с
этим различают инструмент и приспособления для ручной сварки, сварочный полуавтомат или автомат (самоходная или подвесная головка), станок и установку для полуавтоматической или автоматической сварки.
Сварочной головкой называют механизм, подающий электрод, возбуждающий и поддерживающий горение дуги, а также прекращающий процесс сварки. Закрепляемая неподвижно сварочная головка называется подвесной. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения вдоль изделия, головка называется самоходной. Головка может перемещаться по специальному пути или непосредственно по свариваемому изделию.
Оборудование для сварки под слоем флюса
Сварочной установкой называется комплекс, в состав которого входит следующее оборудование: а) электросварочное — сварочный аппарат, источник сварочного тока, аппаратура регулирования и контроля сварочного процесса; б) механическое – устройства и механизмы для крепления сварочного аппарата и движения его или изделия в заданном направлении, устройства для размещения и перемещения сварщиков, а также аппаратура контроля и регулирования; в) вспомогательное – флюсовая и газовая аппаратура, токоподводы, устройства и механизмы для зачистки места под сварку, устройства и механизмы для очистки шва и прилегающей зоны изделия от шлаковой корки и брызг металла, устройство для очистки зоны обслуживания от пыли и вредных газов.
Для полуавтоматической сварки без внешней защиты дуги и под флюсом со свободным формированием шва применяют одноэлектродные и многоэлектродные, подвесные и самоходные сварочные головки, сварочные тракторы и различные специализированные аппараты. Сварочными тракторами называются переносные дуговые сварочные аппараты, движущиеся на самоходной тележке во время сварки непосредственно по свариваемому изделию либо по направляющей линейке, укладываемой на изделие параллельно шву.
Эффективность применения механизированной сварки зависит от совершенства сварочного оборудования и аппаратуры, для развития которых рекомендуется обеспечить: а) максимальную механизацию и автоматизацию технологического цикла сварки; б) максимальную производительность и эффективность сварки, в том числе применение сварки одного или нескольких швов одновременно несколькими головками ( так называемая ногоголовачная сварка); в) применение програмного управления для автоматизации сварочных операций; г) соблюдение эргономических и эстетических требований к оборудованию.
Элементы оборудования рабочего места.
Немаловажную роль в увеличении производительности труда электросварщика и качества сварки зависит от условий, в которых производятся сварочные работы, другими словами от того, как правильно организовано рабочее место сварщика (сварочный пост).
Автоматическая дуговая сварка и её разновидности
. автоматической сварке быстро возрастает применение автоматов с постоянной скоростью подачи, и этот тип автоматов становится наиболее распространенным. Очень большое значение для саморегулирования дуги . вдоль изделия, например при сварке длинных прямолинейных швов. Возможно и одновременное перемещение автомата и изделия, удобное при выполнении некоторых криволинейных швов. У самоходных автоматов .
Рабочее место сварщика может быть расположено в зависимости от выполняемой работы, непосредственно у свариваемого изделия или в специальных кабинах. При сварке больших размеров непосредственно у свариваемого изделия. Такое место как правило является передвижным, оно ограждается переносными щитами. При сварке же небольших изделий рабочее место оборудуют в специальных кабинах на постоянных местах. Переносные рабочие щиты и кабины для сварщиков, кроме других функций, служат для защиты рядом работающих сварщиков и других рабочих от излучений электрической дуги.
Спецодежда сварщика изготавливается из плотного брезента или сукна. Она не должна иметь открытых карманов. Обувь должна иметь глухой верх рукавицы сварщика должны изготавливаться из кожи, плотного брезента или асбестовой ткани. При работе в закрытых сосудах пользование диэлектрическими калошами и резиновыми ковриками, испытанными на электрический пробой в соответствии с правилами техники безопасности является обязательным.
Общие требования для автоматической и полуавтоматической сварки под слоем флюса.
Для автоматической и полуавтоматической сварки под флюсом, плавящимся электродом, предъявляется ряд общих требований:
- Обеспечение стабильности горения дуги и процесса сварки;
- Получение заданного химического состава металла сварных швов и их свойств;
- Обеспечение хорошего формирования металла и шлаков;
- Получение швов без трещин, с минимальным количеством шлаковых включений и пористостью;
- Легкая отделяемость шлаковой корки от поверхности швов.
Решение этих задач связано с составом свариваемого металла и применяемой электродной проволоки. В связи с этим применяют и разнообразные флюсы.
Иногда при режимах дуговой сварки под флюсом полезно вводить в состав флюсов тонизирующие составляющие. К некоторым высококремнистым флюсам добавляют различные составляющие (К2 О, Na2 O, CaO и СaF2 ), для обеспечения стабильности дуги по ее разрывной длине. Повышение стабильности горения дуги позволяет более широко варьировать режимы сварки и в ряде случаев добиваться лучшего формирования швов.
Химический состав металлов швов формируется как за счет основного и электродного металла, так и их химических изменений при сварке, в данном примере, вследствие взаимодействия свариваемых металлов с флюсом.
Применение высокремнистых флюсов при сварке высоколегированных хромоникелевых сталей, дает более грубую столбчатую структуру шва, чем при сварке под низкокремнистыми флюсами. Соответственно, свойства металла шва при грубой структуре хуже.
Естественно, что на химический состав металла влияет также степень защиты от воздуха реакционного сварочного пространства. Определяется она как образующимся, в результате горения дуги, шлаковым куполом над реакционной зоной, так и высотой слоя твердых частиц флюса над этой зоной. Высота слоя, насыпаемого на место сварки флюса, зависит от режима сварки.
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва.
«Техника и технология автоматической сварки под флюсом»
. для сварки под флюсом размеры разделки кромок в основном определяются количеством расплавленного электродного металла. При автоматической сварке, вследствие большой мощности сварочной дуги, образуется большая и глубокая ванна жидкого металла. При нормальных режимах сварки .
В процессе автоматической сварки под флюсом дуга горит между проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30 – 35 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – ванна жидкого шлака. Для сварки под флюсом характерно глубокое проплавление основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль
заготовки обусловливают оттеснение расплавленного металла в сторону,
противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва, покрытого твердой шлаковой коркой. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи и перемещения. Ток к электроду поступает через токопровод.
Дуговую сварку под флюсом выполняют сварочными автоматами, сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Назначение сварочных автоматов – подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных
прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2 – 100 мм. Под флюсом сваривают металлы различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одним из основных звеньев автоматической линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб.
производительность электродуговой сварки, улучшить качество швов и одновременно облегчить труд сварщиков привело к созданию автоматической и полуавтоматической сварки под слоем флюса.
Сущность процесса автоматической сварки заключается в следующим: голая электродная проволока с катушки подаётся в зону дуги автоматической головкой, двигающейся вдоль шва; впереди головки из бункера по трубе на свариваемые кромке подаётся флюс, покрывающий поверхность металла в зоне шва слоем толщиной 50 –60 мм. Электрическая дуга горит под слоем флюса в создаваемом ею газом пузыре, окруженном средой расплавленного флюса.
Благодаря некоторому давлению флюса на поверхность жидкой ванны в процессе сварки устраняется разбрызгивание металла и получается хорошее формирование шва, даже при очень больших токах, достигающих 1000 – 200А. Расплавляемая в процессе сварки и затем затвердевающая часть флюса образует на поверхности шва шлаковую корку. Неиспользованная же, т.е. нерасплавленная, часть флюса отсасывается обратно в бункер и затем повторно используется при сварке.
Большая концентрация теплоты при горении мощной дуги под флюсом позволяет производить сварку с небольшими скосами кромок; угол скоса кромок для стали обычно не превышает 30 градусов. Последнее обстоятельство приводит к меньшей затрате электродного материала и к лучшему использованию дуги. Благодаря большой силе тока, применяемого при автоматической сварке под слоем флюса, производительность возрастает в десятки раз по сравнению с ручной дугой дуговой сваркой.
Сварка цветных металлов и сплавов
. сварки химически активных металлов (высоколегированные стали и цветные металлы). В среде защитных газов применяется ручная и механизированная сварка неплавящимся электродом, а также автоматическая и полуавтоматическая плавящимся электродом. 1. отсутствие необходимости в применении обмазок и флюсов; .
Хорошая защита расплавленного металла от окружающего воздуха, а также легирование металла шва (в случае сварки стали) содержащимися во флюсе компонентами обеспечивают весьма высокие механические свойства сварных швов, выполненных автоматической сваркой.
Широкое распространение получило полуавтоматическая, так называемая шланговая сварка. Тонкая (1,6 – 2 мм) электродная проволока подается при помощи роликового механизма через шланг в электрододержатель. Шланг используется также для подачи сжатым воздухом в зоне сварки флюса, а также для подведения сварочного тока к электродержателю. Необходимая аппаратура сосредоточена в аппаратном ящике.
Примеры похожих учебных работ
Электродуговая сварка: технология процесса и безопасность труда
. Чем она больше, тем выше температура дуги. При ручной дуговой сварке плавящимся электродом плотность тока от 10 до . в защитных газах; для электрошлаковой сварки; для плазменной резки и источники тока специального назначения (сварка трехфазной дугой, .
Теория автоматического управления и автоматизация сварочных процессов
. вычислительной техники. Место дисциплины в подготовке по специальности 1205 Дисциплина "Автоматика и автоматизация сварочных процессов" основана на знании высшей математики, электротехники с основами электроники, источников питания для .
«Техника и технология автоматической сварки под флюсом»
. позволяет убрать излишний наплавленный металл и придать сечению шва надлежащую форму. Поэтому для сварки под флюсом размеры разделки кромок в основном определяются количеством расплавленного электродного металла. При .
Технология автоматической сварки под флюсом
. развитии способа автоматической сварки под флюсом деятельное участие принимали и принимают коллективы многих заводов, исследовательских институтов и лабораторий нашей страны. 1 Сущность и особенности сварки под флюсом При сварке под флюсом сварочная .
Автоматическая дуговая сварка и её разновидности
. действительные для сварочного тока небольших плотностей, применяемого при ручной или автоматической сварке. При высоких плотностях тока и постоянной скорости подачи саморегулирование протекает наиболее интенсивно при пологих характеристиках .
Сварка цветных металлов и сплавов
. газа с кислородом. Инертные газы используются для сварки химически активных металлов (высоколегированные стали и цветные металлы). В среде защитных газов применяется ручная и механизированная сварка неплавящимся электродом, а также автоматическая .
- Авиационная техника
- Ракетно-космическая техника
- Инженерные сети и оборудование
- Морская техника
- Промышленный маркетинг и менеджмент
- Технологические машины и оборудование
- Автоматизация технологических процессов
- Машиностроение
- Нефтегазовое дело
- Процессы и аппараты
- Управление качеством
- Автоматика и управление
- Металлургия
- Приборостроение и оптотехника
- Стандартизация
- Холодильная техника
- Архитектура
- Строительство
- Метрология
- Производство
- Производственный маркетинг и менеджмент
- Текстильная промышленность
- Энергетическое машиностроение
Все документы на сайте представлены в ознакомительных и учебных целях.
Вы можете цитировать материалы с сайта с указанием ссылки на источник.
Читайте также: