Сварочные агрегаты постоянного и переменного тока
Обновлено: 18.05.2024
Сварочный аппарат представляет собой электрическое устройство, с помощью которого осуществляется сварка. Этот процесс обеспечивает прочное и надежное крепление металлических деталей. Благодаря сварке выполняется множество работ в различных областях, от микроэлектроники до создания многотонных конструкций.
Среди основных преимуществ электросварки надежное и быстрое соединение материалов отличается минимальными затратами. При необходимости с помощью этого устройства можно даже резать металл. В последние десятилетия они создаются с использованием электронных компонентов. Благодаря этому их масса и габариты значительно снизились, что позволило расширить применение.
Сварочное оборудование характеризуется широким разнообразием, связанным с постоянным развитием сварочного производства, разработкой новых методов и приемов сварки. Исходя из конструктивных особенностей, в том числе принципа работы, можно выделить следующие виды аппаратов:
Сварочный выпрямитель.
Полупроводник снабжен блоком диодов, в результате чего ток переходит от переменного тока к постоянному. Основные преимущества- минимальное напыление, качественная сварка швов. Используется для сварки черных и цветных металлов, чугуна, алюминия, стали.

Сварочный трансформатор.
Работает благодаря переменному току. Существует несколько видов- увеличенное и стандартное магнитное рассеяние. Из-за большого веса с ним процесс сварки занимает очень много времени.
1. Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают с переменным током, сила которого регулируется изменением напряжения с помощью понижающего трансформатора. В результате обеспечивается надежная мощность сварочной дуги, температура которой может составлять несколько тысяч градусов.
Во многих конструкциях снижение напряжения до уровня, требуемого для поддержания стабильности сварочной дуги, достигается перемещением одной из обмоток вдоль магнитопровода–сердечника. Полученное рабочее напряжение, как правило, не превышает 80В при начальных уровнях 220– 380В. Индуктивное сопротивление обмоток изменяется, и таким образом регулируется величина сварочного тока.
Кроме того, используются также конструкции с подвижным магнитным шунтом или тиристором.
2. Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220 В) В значения, необходимые для формирования и поддержания сварочного электрода.
Схематично это происходит так:
Сначала переменный ток преобразуется в постоянный ток с помощью первичного выпрямителя. Для снижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток снова переменный, но высокочастотный, как и напряжение.
Полученное в трансформаторе высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований ток значительно увеличивается. После оптимизации напряжения высокочастотный переменный ток преобразуется во второй раз в постоянный. Далее его сила регулируется до необходимых величин.

Таким образом, в сварочном инверторе четко контролируется ток и напряжение. Это позволяет равномерно регулировать их уровни и выполнять широкий спектр сварочных работ для соединения деталей, даже огнеупорных металлов и сплавов.
Частично принцип работы сварочного автомата.
Колодки здесь не нужны. Потому что в сварочном полуавтомате используется специальная сварочная проволока, которая растворяется в газовой среде.


Чтобы было легче понять, что такое сварочный полуавтомат, достаточно знать, что это агрегат, в состав которого входит:
- источник питания, который может быть сварочным инвертором или сварочным выпрямителем;
- сварочная горелка;
- система управления;
- соединительные кабели и шланги.
Сварочная проволока поступает через специальное устройство в плоскую и правильную сварочную горелку. В место сварки также подается чистый углекислый газ или его аргоновая смесь.
Так, к вышеперечисленным компонентам агрегата логично подключить специальные емкости с газом, а также катушки с намотанной сварочной проволокой.
Надеемся, что информация о том, на чем основан принцип работы сварочного аппарата в зависимости от его типа, поможет лучше понять потребительские характеристики этого оборудования, которые необходимы в повседневной жизни, и сделать лучший выбор.

Сварочный аппарат.
Аппарат для аргонодуговой сварки.
Сварочное оборудование для плавки основного металла может выполнять следующие операции:
- Плавкая сварка
- Дуговая сварка и прокладка
- Газовая сварка.
- Электрошлаковая сварка и плавка.
- Электронно-лучевая сварка.
- Облицовка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты могут быть:
- вручную
- полуавтоматические
- автоматическое.
Следующая классификация сварочных аппаратов следующая:
- Бытовые. Они отличаются меньшей производительностью, не приспособлены к длительной эксплуатации. Однако сфера их применения достаточно широка, такие агрегаты используются для сварки арок, котлов, труб и т.д.;
- Профессиональные. Они отличаются большим весом и габаритами, работают от сети 220 или 380 Вт. Большинство из этих моделей оснащены специальными колесами для облегчения движения. Они используются во многих отраслях строительства, в мастерских, при монтаже газопроводов, на заводах и т.д.
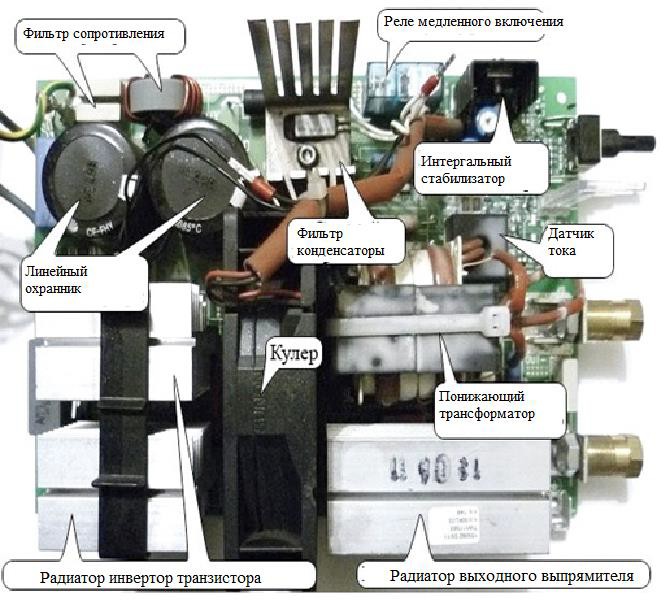
3. Сварочный аппарат устройство
Устройство каждой инверторной модели может иметь ряд особенностей,но большинство технических узлов дублируются. Панель приборов в основном включает в себя следующие элементы:
Каждый сварочный аппарат является преобразователем энергии. Устройство получает электрический ток от сети, а затем уменьшает его напряжение, увеличивая силу тока до необходимого значения. В этом случае частота тока изменяется, или постоянный ток возникает из переменного тока. Исключение составляют устройства, электрическая дуга которых генерируется энергией генераторов или батарей с двигателем внутреннего сгорания.
Сварочный полуавтомат имеет следующее устройство:

- Газовый баллон (аргон или углекислый газ)
- Шланг подачи газа
- Проводная кассета
- Механизм подачи проволоки
- Проволочная подающая труба
- Источник тока
- Нагреватель газа
- Газовая аппаратура
- Блок управления
- Схема управления.
Рассмотрим сварочный инвертор. Вся суть инверторной технологии заключается в корректировке переменного тока сети на постоянный сварочный ток с изменением промежуточной частоты.
Выпрямитель-это простой диодный мост. Этот блок получает переменный ток с промышленной частотой 50 Гц.
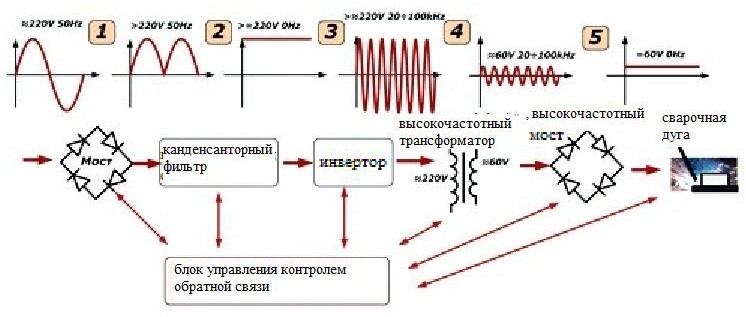
Фильтр выполнен из конденсатора и дроссельной заслонки. Выпрямленный ток подается в фильтр, где он сглаживается. В результате возникает постоянный ток, инвертор преобразует его в переменную с частотой 20-50кГц. В настоящее время существуют технологии получения тока частотой 100 кГц.
Силовой трансформатор обеспечивает снижение высокочастотного переменного напряжения до 25–40В. Кроме того, этот элемент увеличивает значение тока на ток, необходимый для сварки. Преобразуя высокочастотные токи, сварочный ток достигает необходимой силы. Благодаря многоступенчатому преобразованию тока можно использовать малогабаритный трансформатор. Так, для получения тока 160А в сварочном агрегате необходимо поставить медный трансформатор массой 18кг. В инвертор достаточно поставить трансформатор весом 0,25 кг.
Высокочастотный выпрямитель обеспечивает выравнивание переменного тока. Затем он передается на высокочастотный фильтр, что позволяет получить постоянный сварочный ток.
Указанные процессы преобразования энергии контролируются микропроцессорным блоком управления. Эта часть сварочных аппаратов является самым дорогим элементом.
Инверторные сварочные устройства сегодня выпускаются по двум различным полупроводниковым технологиям:
Основное их отличие-в транзисторах, которые отличаются током коммутации. Транзисторы MOSFET, если сравнивать с IGBT, отличаются большими размерами и весом, но имеют низкую стоимость. Кроме того, им понадобится больше, чтобы обеспечить одинаковую производительность.
Сварочный аппарат полуавтоматическим методом работает следующим образом:
- Защитный газ направляется в область электрической дуги, что позволяет защитить металл от окисления воздуха и азота. В этом случае защитный газ может быть инертным в виде углекислого газа или гелия и аргона. Работа с металлом в среде инертного газа называется MIG. Работа с металлом в активной газовой среде называется MAG.
- Через электродвигатель, редуктор, а также подающие ролики в зону сварки подается сварочная проволока.
- Неразъемное соединение получают плавлением электродного провода, поступающего в горелку под действием электрической дуги в газовой среде. Необходимые поверхности склеиваются с помощью расплавленного металла, созданного тепловой энергией. В результате получается прочный, долговечный шов.
Так называемый полуавтоматический способ сварки, так как проволока подается автоматически, а контроль подачи, а также процесс сварки выполняется сварщиком вручную. Наконечник действует как сварочный контакт, на который подается питание от основного блока. Ток подбирается в соответствии с характеристиками обрабатываемого материала. Скорость передачи устанавливается через редуктор или коробку передач.
4. Преимущества и недостатки сварочных аппаратов
Широко используется сварочный аппарат. Его часто используют в быту, а также в профессиональной деятельности. Без такого аппарата невозможно обойтись во многих отраслях производства, отраслях и специализированных мастерских, например, по ремонту автомобилей. Эти устройства используются для надежной сварки металлических каркасов и других важных конструкций в строительстве. Без применения профессионального сварочного оборудования установка нефтепроводов и газопроводов невозможна.
Разница между сваркой переменным и постоянным током
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Инвертор постоянного или переменного тока – какой выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.

Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
постоянный прямой полярности;
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности. Вначале оно выпрямляется и поступает на преобразователь, который генерирует высокочастотную последовательность импульсов. Основная идея состоит в том, чтобы на понижающий трансформатор подать напряжение сети 220 вольт с частотой не 50 Гц, а 30 – 70 кГц.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током - уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:

О СВАРКЕ
Сварка переменным током обходится дешево и применяется в случаях, когда к качеству шва предъявляют низкие требования. Некоторые электроды для такого вида работ не подходят.
.jpg)
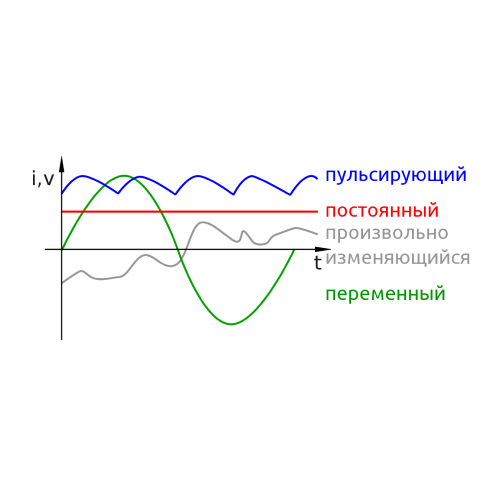
Что такое переменный ток
Данный вид тока представляет собой организованное колебательное движение заряженных частиц. Причиной явления выступает электрическое напряжение, изменяющееся по синусоидальному закону. Электроток связан с ним прямой зависимостью: I=U/R. Значит, он постоянно меняется таким же образом.
Ток и напряжение этого вида характеризуются следующими параметрами:
- Мгновенным значением. Это сила тока i и напряжение u в текущий момент времени.
- Максимальной величиной. Это наибольшее отклонение от нулевого значения (Imax и Umax).
- Амплитудой. Это разница между наибольшими отклонениями.
- Частотой. Это число колебаний в единицу времени (f). Для сетевого тока показатель составляет 50 Гц (циклов в секунду).
- Периодом. Это длительность одного цикла колебаний в секундах (T). Величина связана с частотой: Т=1/f.
Тот факт, что электроток и напряжение постоянно меняются, сильно усложняет расчеты. Для их упрощения вводят т.н. действующее значение. Это постоянный ток (напряжение), эквивалентный данному переменному, т.е. вызывающий выделение такого же количества тепла в линейном проводнике.
Например, действующим значением является вольтаж 220 В в бытовой розетке. По факту, напряжение в ней постоянно меняется по синусоидальному закону от +311 до -311 В.
Что такое постоянный ток
Постоянным током называют упорядоченное движение заряженных частиц, отвечающее 2 условиям:
- направление не меняется;
- ампераж варьируется столь плавно, что индуктивные свойства цепи никак себя не проявляют.
Один полюс источника постоянного напряжения является отрицательным (-), другой – положительным (+). Принято считать, что ток движется в направлении от «+» к «-». Но в металлах, где свободными частицами являются отрицательно заряженные электроны, они перемещаются наоборот – от «-» к «+».
Постоянный электроток для сварки получают путем выпрямления переменного. Используют схему из диодов (вентилей) – полупроводниковых приборов, пропускающих электричество только в одном направлении. Для сглаживания пульсаций диодный мост дополняют емкостным фильтром.

Особенности применения
Работа электрического тока в проводниках заключается в 2 явлениях:
- Выделении тепла. Его количество пропорционально квадрату силы тока: Q=(I^2)*R, где R – сопротивление проводника.
- Создании магнитного поля. Его интенсивность возрастает, если проводник смотан в катушку.
Сварка основана на первом явлении. При движении электротока через воздушный промежуток образуется дуговой разряд, характеризующийся высокой температурой. Он вызывает плавление металла, вследствие чего кромки заготовок сливаются воедино.
Способность электротока создавать магнитное поле используют для понижения напряжения с помощью трансформатора. Он состоит из 2 не связанных между собой катушек. Первичная подключается к сети, и протекающий в ней электроток посредством переменного магнитного поля наводит ЭДС во вторичной. Коэффициент понижения напряжения зависит от соотношения числа витков в катушках.
Влияние сварочного тока на сварку
Согласно формуле Q=I²хR, тепловложение в процессе электросварки зависит от силы тока. Чем выше ее значение, тем глубже плавится металл.
Необходимо подобрать оптимальную величину, иначе возникают следующие дефекты:
- При заниженном токе – непровар.
- При завышенном – прожог металла, обширная сварочная ванна, деформация заготовок.
В обоих случаях шов становится менее прочным.
Факторы, влияющие на выбор показателей
Величину сварочного тока выбирают по 2 критериям:
- Диаметру электрода. Чем толще расходник, тем выше ампераж.
- Материалу обмазки. Например, рутиловыми электродами варят на меньшем электротоке, чем основными.
Диаметр расходника выбирают в зависимости от толщины заготовок.

Выбор тока для сварки материалов
Рекомендуемый диапазон приводится на упаковке с расходниками. Точное значение определяют опытным путем.
Электрод 4 мм
Такими расходниками варят заготовки толщиной 4-6 мм. Устанавливают силу электротока в пределах 120-200 А.
Электрод 3 мм
Расходники с такой толщиной используют для соединения деталей со стенкой в 3-4 мм. Оптимальные значения сварочного тока находятся в диапазоне 80-160 А.
Электрод 2 мм
Тонким расходником варят сталь толщиной 2-3 мм. Выбирают ампераж между 40 и 80 А.
Сварочное оборудование переменного и постоянного тока
Работы по сварке производят с применением следующих аппаратов:
- Трансформаторов. Наиболее простые, дешевые и надежные устройства. Дают на выходе переменное напряжение.
- Выпрямителей. Отличаются от предыдущих наличием диодного или тиристорного моста, преобразующего переменный электроток в постоянный. По сравнению с предыдущим вариантом имеют большие размеры и вес, сложнее устроены и стоят дороже.
- Инверторов. Дают на выходе постоянный электроток. Отличаются компактными размерами.
Инвертор преобразует сетевой ток в следующем порядке:
- Выпрямляет.
- Превращает в переменный с высокой частотой (60-80 кГц). Эту функцию выполняет специальный электронный узел с быстропереключающимися транзисторами, управляемый микросхемой.
- С помощью преобразователя понижает напряжение до рабочей величины.
- Опять выпрямляет.
Повышение частоты электротока позволяет существенно уменьшить размеры и вес трансформатора. В результате сокращаются стоимость устройства и потери в нем.
Оснащение инвертора электроникой дает дополнительные преимущества в виде следующих функций:
- Горячий старт. Облегчает розжиг дуги путем кратковременного увеличения напряжения.
- Антизалипание. Сброс напряжения в ситуациях, когда расходник надолго коснулся заготовки (часто наблюдается при розжиге).
- Форсаж дуги. Состоит в кратковременном увеличении силы электротока в случае, когда есть риск затухания дуги. Чаще всего это происходит при замыкании электрода и заготовки каплей расплавленного металла.
- Стабилизация. Обеспечивает сохранение параметров режима сварки в условиях колебания напряжения на входе.
Инверторы стоят дороже прочих видов, но удобство работы и высокое качество шва разницу в цене оправдывает.
Различают аппараты для следующих видов электросварки:
- Тугоплавким расходником в среде защитного газа. Используют горелку с вольфрамовым или графитовым электродом и соплом для нагнетания аргона. В зону сварки подают присадочный материал в виде проволоки. Возможна работа устройства без подачи газа. Тогда в качестве присадочного материала используют полую проволоку, заполненную флюсом. Тот при выгорании превращается в газ.
- Плавящимся электродом. Такие расходники снабжены собственным флюсом в виде покрытия (обмазки). Помимо защитных компонентов, оно содержит легкоионизируемые, улучшающие горение дуги.
Аппараты для сварки плавящимися расходниками оснащены электрододержателем.
По назначению устройства делятся на виды:
- Для ручной сварки – аргонной и плавящимся электродом.
- Полуавтоматы. Предназначены для сварки тугоплавким расходником, присадочный материал подается механизированным способом.
- Автоматы. Работа ведется без участия человека в соответствии с заданными пользователем настройками. Агрегат оснащается тугоплавким электродом.
Что такое электроды постоянного и переменного тока
Электродом называют отрезок металлической проволоки, предназначенный для подведения электричества к заготовке. Изделия делятся на 2 вида:
Изделия первого типа снабжены обмазкой. Она выполняет следующие функции:
- Образует защитный газ.
- Служит источником легирующих элементов.
- Поддерживает горение дуги за счет легкоионизируемых элементов. Для протекания электротока нужны свободные носители заряда. Присутствие в промежутке между расходником и заготовкой, помимо электронов, прочих ионов стабилизирует процесс.
Плавящиеся электроды делятся на виды:
- универсальные – работают на любом виде электричества;
- для сварки на постоянном напряжении.
Тугоплавкие электроды тоже относятся к универсальным.

Отличия электродов постоянного и переменного тока
По виду обмазки расходники делятся на виды:
- Кислые.
- Целлюлозные.
- Рутиловые.
- Основные (фтористо-кальциевые).
Первые 3 вида являются универсальными, четвертый – предназначен для сваривания только на постоянном напряжении. Основные и рутиловые электроды наиболее распространены.
Особенность сварки на переменном электротоке заключается в менее стабильном горении дуги. Она крайне чувствительна к числу свободных носителей заряда. В обмазке основного типа содержится фтор, выступающий деионизирующим элементом. Он затрудняет горение дуги, поэтому на переменном напряжении такие расходники работают плохо.
Преимущество фтористо-кальциевой обмазки состоит в отсутствии органики, что исключает насыщение металла водородом и обеспечивает ему хорошую защиту от окисления. В результате шов получается прочным и пластичным.
Необходимо обращать внимание и на характеристики сварочного аппарата. Для старта дуги на переменном токе некоторые электроды требуют повышенного напряжения холостого хода – 70 или 90 В против стандартных 50. Это особенно необходимо при повторном розжиге, когда расходник покрыт шлаком. У большинства трансформаторов напряжение холостого хода составляет 50 В. Есть модели с дополнительным выходом, генерирующим напряжение холостого хода в 70 (В). Они стоят дороже. Для инвертора этот показатель составляет 89-93 (В).

Марки электродов для переменного и постоянного тока
На переменном токе можно варить расходниками:
- ОЗС-4, ОЗС-6, ОЗС-12 (рутиловыми). Предназначены для сварки углеродистых сталей.
- МР-3. Созданы для соединения низкоуглеродистых сталей. Рекомендованы начинающим сварщикам. Обеспечивают высокое качество соединения даже при наличии на заготовках грязи, ржавчины и влаги. Разновидность МР-3С предназначена для высокоуглеродистых и низколегированных сталей.
- АНО-4, АНО-6, АНО-21. Первая марка создана для низкоуглеродистых сталей, средняя – для углеродистых, третья – для высокоуглеродистых и низколегированных.
- WP. Вольфрамовые расходники.
- WL-15 и WL-20. Легированные вольфрамовые расходники.
Следующими электродами варят только на постоянном электротоке:
- УОНИ-13/55. Считаются лучшими для изготовления ответственных конструкций из углеродистой стали. При затухании дуги расплавленная обмазка сразу застывает на торце электрода, поэтому для повторного розжига его следует зачистить.
- ОЗЛ-8. Предназначены для сталей, легированных хромом и никелем. Используются при изготовлении узлов, испытывающих высокие нагрузки; создают прочный, устойчивый к окислению шов. Необходимо обеспечить плавное остывание металла, иначе возможно его растрескивание.
- Kobelco LB-52U (Япония). Созданы для изготовления ответственных конструкций из низкоуглеродистой стали. Часто применяются при отсутствии возможности выполнить двухстороннее обваривание, например при монтаже трубопроводов. Чувствительны к влажности обмазки, потому нуждаются в предварительной прокалке при температуре 300°С.
- ESAB OK 61.30 (Швеция). Электрод для нержавеющей стали.
Трансформаторы переменного тока имеют следующие преимущества:
- низкую стоимость;
- простую конструкцию;
- высокий КПД;
- надежность;
- большой ресурс.
- Низкое качество шва. Он получается широким и неровным из-за колебаний дуги.
- Большие потери металла из-за сильного разбрызгивания.
- Плохое горение дуги.
- Возможность варить только углеродистую сталь.
Сварку переменным током используют в следующих ситуациях:
- К качеству предъявляются низкие требования.
- Необходимо большое тепловложение, например при строительстве судов.
Аппараты постоянного электротока сложнее, дороже. Они характеризуются относительно большими потерями мощности, но обеспечивают высокое качество соединения и стабильность дуги. Помимо углеродистой стали, ими можно варить нержавеющую, а также цветные металлы (используют соответствующие электроды).
В сварке на постоянном электротоке различают 2 способа подключения:
- С прямой полярностью. Отрицательный полюс (катод) подключается к электроду, положительный (анод) – к заготовке.
- С обратной полярностью. Анод подключают к расходнику, катод – к заготовке.
Обозначения сварочного тока для электродов
Маркировка расходников имеет вид дроби. Последняя цифра в знаменателе обозначает род тока. «0» расшифровывается как «только постоянный с обратной полярностью». Прочие цифры означают, что расходник является универсальным, т.е. может варить любым видом тока. При этом для постоянного зашифрована полярность, для переменного – минимально требуемое значение вольтажа холостого хода.
Данные сведены в таблицу:
| Рекомендуемая полярность постоянного электротока | Разность потенциалов холостого хода источника переменного электротока, В | Обозначение |
| Обратная | – | |
| Любая | 50±5 | 1 |
| Прямая | 2 | |
| Обратная | 3 | |
| Любая | 70±10 | 4 |
| Прямая | 5 | |
| Обратная | 6 | |
| Любая | 90±5 | 7 |
| Прямая | 8 | |
| Обратная | 9 |
Таким образом, цифра «5» в маркировке означает, что электродом можно варить:
- Постоянным током прямой полярности.
- Переменным, если напряжение на холостом ходу источника составляет не менее 70 В.
Дополнительная информация
При сварке постоянным током наблюдается неравномерное распределение тепловой энергии между заготовкой и электродом:
- Для плавящихся расходников. Анодное пятно холоднее катодного. Поэтому для соединения тонкостенных заготовок используют прямую полярность (чтобы не прожечь их), для толстостенных – обратную (для более глубокого проплавления).
- Для тугоплавящихся расходников. Анодное пятно, наоборот, горячее катодного.
Сварку тугоплавким электродом ведут только на прямой полярности, независимо от толщины заготовок. При обратном подключении, когда разряд бьет в расходник, он быстро засоряется.
Читайте также: