Сварочные аппараты 90 х годов
Обновлено: 04.10.2024
Господа-повелители дуги! Помогите установить какое нужно ПКУ на сварочный аппарат. В рабочем режиме (я делал так всегда) переключил на 1 режим сварки. Что-то хрустнуло и задымилось. При вскрытии оказалось, что подгорели перемычки на ПКУ из-за разлома бегунка в оси на клеммах 1-4. Остальное все вроде нормально, по виду. Название аппарата не нашел, покупал его у кооперативщика в те махровые годы. Видимо и ПКУ собрали из запчастей. На ПКУ написано ПКУ3 11С4036. Беда в том, что промаркировав провода я спокойно снял ПКУ и чтобы разглядеть номер схемы (это я только теперь знаю, что немер) я содрал наклейку поверх маркировки, ну не придал значения бумажке какой-то, и помню только одну цыфру 5. Да еще на железяке где катушки висят номер написан и выбит такой - 1533. Катушек четыре : две внизу и две сверху. Помогите в подключении. ПКУ щелкал с 1 до 4 и обратно.
А нужен ли он вам?
Проще сдать в цветмет.
Очевидно что изменение сварочного тока осуществлялась переключением обмоток в первичной цепи.
Схему и название аппарата поищу завтра.
Самый простой вариант зацепить катушки первички на постоянку,а ток регулировать балластом по вторичке.
Нужен тестер для прозвона и замеров сопротивления-обмоток.
Klez , спасибо. трудно расстаюсь с вещами, да и аппарат неплохо показывал себя. зачем менять шило на мыло. У моих друзей сплошь и рядом все эти новые примочки - поработаешь на улице полчаса и все - сиди кури. А этот не убиваемый. Я бы вообще соединил в кулак все провода - но не хочется быть вандалом. А звонить может и не надо. Я же маркировку сделал проводов и на ПКУ наклейки висели с одной стороны 1-2, 5-6, 9-10, 13-14, с другой соответственно те которые не назвал до 16. Примерно понимаю, что увеличение тока - это задействование дополнительных контуров катушек. на каждую катушку подходят 5 проводов один из них от пакетника - остальные, видимо, катушечные. Буду очень признателен за помощь ( не все доварил, а зима рядом)
Если что тестер есть
схема переключателя приведена здесь - 4036
А здесь описание
x-men , Спасибо. Но это я еще вчера видел. Если бы было так просто - я бы не парился: купил новый ПКУ и отверткой завернул провода (я же их промаркировал). Беда в том, что ПКУ-шник видимо не тот стоит. Даже так не получается. ПКУ должно работать либо -90;-45;+90;+45, либо -45;+90;+45;+180.
абыл дописать. мне нужна помощь по самому сварочному. Я готов прозвонить все и дать выходные данные. Да еще почему ПКУ "скривел" немного- просто он крепится на корпус диагонально
сергей сc , Схему и название транса к сожалению не нашёл.
сергей сc написал:
x-men , Спасибо. Но это я еще вчера видел. Если бы было так просто - я бы не парился: купил новый ПКУ и отверткой завернул провода (я же их промаркировал). Беда в том, что ПКУ-шник видимо не тот стоит. Даже так не получается. ПКУ должно работать либо -90;-45;+90;+45, либо -45;+90;+45;+180.
сергей сc , может быть переключатель действительно не тот, который там должен быть. Я даже сомневаюсь насчет покупки нового переключателя. Переключатель с нужной схемой трудно купить. Мне лет 10 назад для конторы надо было несколько одинаковых и то еле нашли. Но знаю точно что их перебирают и делают нужную схему. Мне тогда в тот раз так и сделали. Взяли со склада имеющийся и из него собрали нужную мне модификацию.
Я с трансами не сталкивался особо. Думаю, что начать надо с количества первичных и вторичных обмоток. Посчитаете первичные можно будет прикинуть сколько положений регулировки тока должно быть. Стоящий сейчас у вас переключатель на 3 положения. А судя по "морде лица" должно быть 4 положения всего.
Klez , Парни, мне бы просто разобраться как это все работает. Просто тупо знать как они соединяются друг с другом для увеличения тока.
x-men , Полностью с вами согласен. То, что они перебираются - это точно! Потому что бегунок в сердцевине своей имеет ну типа звезду и может на самом переключателе передвигаться. Я не знаю как идет увеличение тока (если говорю не правильно, извините) если предположить, что увеличение тока получается при вступлении в нагрузку дополнительной катушки-пряди-ветки, не знаю, как это называется, то с какой стороны идет увеличение по контактам . Контактов 16, с перемычками , получается 8 пар : 4 входят провода и 4 выходят.И если предположить , что (0 нет) то с каждым щелчком прибавляем один провод, на 1 - ток для тонкого электрода; на 2 - соответственно для 2; и т.д , вроде так. Но вот с какой стороны идет прибавление, тут я не знаю
К обмоткам подходят ( я уже писал) 5 проводов на одну катушку вержнюю, и 5 - на вторую. Но из этих 10 проводов 2 приходят из пакетника - ток поступает. Значит получается 4 катушки. На переключателе нет 0. Сразу на первом положении идет нагрузка. Выключается аппарат тумблером

Излагаю свои предположения.
Сначала про переключатель. ПКУ3 на 4 положения на схемах производителя будет иметь углы переключения такие: -90/-45/0/+45 или -45/0/+45/+90.
Если Klez прав насчет регулировки тока переключением первичной обмотки, то принцип может выглядеть примерно так как на эскизах, которые я для вас нарисовал.
На схеме простейший вариант коммутации - простой и понятный. Различие в количестве пакетов - смотрите номера контактов.
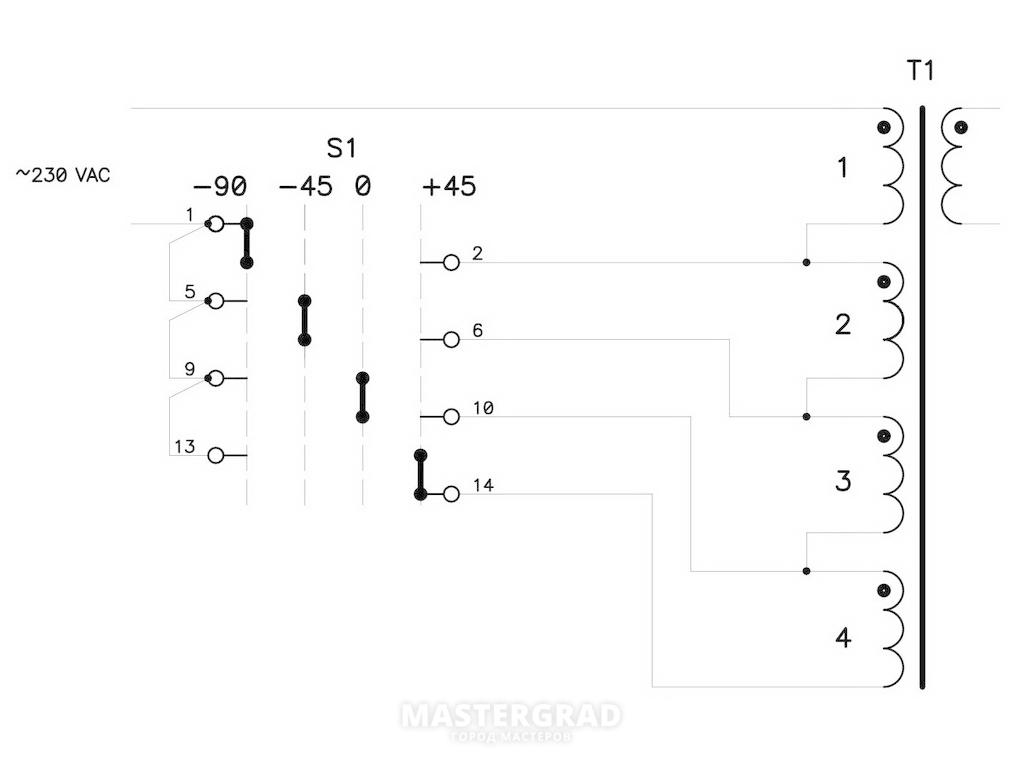

Первый вариант под переключатель с 4-мя пакетами, второй под двухпакетный. Пакет - это группа контактная. Первый пакет 1-4, второй пакет 5-8, третий 9-12 .
Но возможно ваша схема построена под другой вариант коммутации.
Максимальный ток при подключенной только обмотке 1. Она должна быть самой мощной (если я не ошибаюсь). Номинальный ток ПКУ3 всего 16А, что явно недостаточно для коммутации тока вторичной обмотки. Если вторичная обмотка не переключается то при подключении сетевого напряжения только к обмотке "1" (по моей схемке), коэффициент трансформации максимальный. На выходе при этом наиболее высокое напряжение и сварочный ток соответственно.
При подключении дополнительных обмоток коэффициент трансформации уменьшается и ток тоже.
На вскидку для работы по второй схемке годятся переключатели со схемами 2060, 4031, 4043, 4047, 4080, 4095.
Также неясно какой ток в первичке при максимальном токе на выходе - не требуется ли дублирование контактов ПКУ3.
В общем вам надо внимательнее посмотреть ваш агрегат, либо определить его тип и все таки найти схему.
Я лишь высказал свои предположения.
ВД-306УЗ СССР советский сварочный сколько меди и денег?

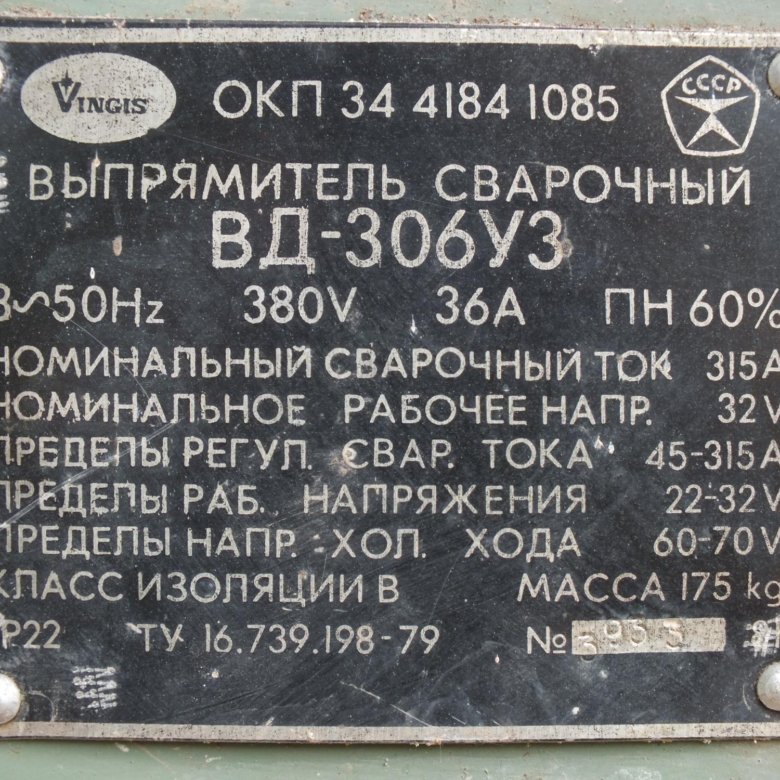
Сварочный аппарат ВД-306УЗ советского производства, знак качества на бирке аппарата, масса 175 килограммов.
Выпрямитель сварочный ОКП 34 4184 1085, 50 герц, 380 вольт, 36 ампер , ПН 60% , номинальный сварочный ток 315 Ампер, номинальное рабочее напряжение 32V, пределы рег. сварочного тока 45-315 А,пределы рабочего напряжения 22-32V,



Сварочный аппарат ВД-306УЗ советского производства сколько же в нем меди и черного и других металлов?
Разбираем и сдаем в металлолом сварочный аппарат ВД-306УЗ советского производства СССР .
Вес сварочного ВД-306УЗ вес масса 175 килограмма в том числе и кожух,.
Сварочный аппарат ВД-306УЗ 175 килограмм из них:
—медь электротехническая первого сорта блеск 96 килограмм, каждая бухта моток по 16 килограмм чистой электротехнической меди типа блеск (всего 6 обмоток)
—медь и шины второго сорта микс 3 килограмма

медь и шины второго сорта микс 3 килограмма
—алюминий и клеммы второго сорта 2 килограмма

алюминий и клеммы второго сорта 2 килограмма
—алюминий первого сорта 6 килограмм

алюминий первого сорта 6 килограмм
—черный металл
Рама/кожух черный металл
-латунь 1.5 кг

латунь
электромотор с кожухом 15 килограмм из них медь 2.650 кг./

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 96 кг х 630 руб. = 60 480 рублей
кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм х 630 руб =5 670 рублей ( в вес аппарата не входит)
электромотор с кожухом 15 килограмм из них медь 2.650 кг. х 630 =1 669,5 рублей
медь шины микс 2-го сорта 3 кг х 550 руб. = 1 650 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб = 540 рублей
-алюминий первого сорта 1200 гр. х 170 руб.=204 рублей
-черный металл 66 кг х 22 руб. =1 452 рубля
латунь 350 гр. х 300 = 105 рублей
Всего: мы получим с разобранного сварочного Сварочный аппарат ВД-306УЗ на части 70 055 рублей
Но а если его сдать с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 70 055 семьдесят тысяч 55 рублей
Этот вес меди в сварочном аппарате ВД-306УЗ (не новых выпусков, а старый выпуск 80 года, другие не проходят по меди и пр. металла) СССР просто подарок для искателя меди, и намного и в несколько раз больше чем в предыдущих сварках и генераторах.
Сам работающий и действующий аппарат Сварочный аппарат ВД-306УЗ в целом виде, стоит недорого и разобрать его на составные части и не сдавать целым со всякими скидками просто нужно немного потрудится. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Сварочные аппараты СССР
Каталог электротехнического оборудования > Электросварочное оборудование > Источники электропитания для электродуговой сварки, резки и наплавки > Сварочные выпрямители > Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Общие сведения
Выпрямитель ВД-121 У2 «УНИВЕРСАЛ» предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций.
Выпрямитель дополнительно может использоваться для:
запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора;
питание различных электроприборов, рассчитанных на постоянное напряжение 12 В.
Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок.
Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно.
Структура условного обозначения
ВД-121 У2 «УНИВЕРСАЛ»:
ВД — выпрямитель для дуговой сварки;
12 — номинальный сварочный ток, десятки А;
1 — номер модификации;
У2 — климатическое исполнение и категория размещения
по ГОСТ 15150-69;
«УНИВЕРСАЛ» — торговая марка.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 45 до 45°С.
Относительная влажность воздуха не более 98% при температуре 25°С.
Исключение воздействия дождя или снега.
Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции.
При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности:
Сырости (относительная влажность более 75%).
Токопроводящих полов (земляных, металлических, железобетонных и кирпичных).
Высокой температуры (длительно более 30°С).
Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой.
Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ.
Нормативно-технический документ
ТУ 16-93 ДШИБ.435211.006 ТУ
Технические характеристики
Напряжение питающей сети, В — 220+10% Частота питающей сети, Гц — 50 Номинальный сварочный ток, А, на ступенях: 40 — 40 60 — 60 80 — 80 125 — 125 Номинальная продолжительность нагрузки (ПН), % — 20 Продолжительность цикла сварки, мин — 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 — 35-45 60 — 55-65 80 — 80-100 125 — 110-140 Режим работы — Повторно- кратковременный Напряжение ХХ, В, не более — 50 Номинальный выпрямленный ток в период пуска, А — 200 Режим пуска, с: работа, с, не более — 10 пауза, с, не менее — 60 Выпрямленное напряжение на ступени П (без нагрузки), В — 12-14 Эквивалентный ток, потребляемый из сети, А, не более — 15 Средняя мощность, потребляемая из сети, кВт, не более — 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более — 1 Габаритные размеры, мм — 480x220x340 Масса, кг — 29
Гарантийный срок эксплуатации — 1 год со дня продажи выпрямителя.
Конструкция и принцип действия
На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка.
Панель управления выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
1 — клеммная колодка;
2 — сигнальная лампа;
3 — замыкатель;
4 — пластмассовая колодка переключателя
Выпрямитель включается автоматическим выключателем, расположенным на задней панели выпрямителя.
Режим сварки или пуска устанавливается переключателем втычного типа. Замыкатель вставляется до упора в одно из гнезд пластмассовой колодки переключателя и таким образом подключается соответствующая цепь к выходным зажимам клеммной колодки.
Выпрямленное напряжение снимается с клеммной колодки с тремя винтовыми зажимами. Зажим «+» является общим для всех видов работ.
В колпачке электрододержателя имеется отверстие для электрода, который закрепляется и освобождается вращением колпачка.
Выпрямитель преобразует переменное напряжение электросети в пониженное выпрямленное напряжение и ток со специальными характеристиками, необходимыми для сварки, а также для питания стартера и 12-вольтовых электроприборов.
Электрическая принципиальная схема выпрямителя представлена на рис. 2.
Электрическая принципиальная схема выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
QF — автоматический выключатель;
М — вентилятор;
С1-С6 — конденсаторы;
TV — трансформатор;
SA — переключатель втычного типа;
HL — сигнальная лампа;
VD1, VD2 — выпрямительные блоки;
L — дроссель;
ХР — вилка;
ХТ — клеммная колодка;
RU — варистор;
БК1-БК5 — выводы большой катушки трансформатора;
МК1-МК5 — выводы малой катушки трансформатора
Для проведения сварки кабели от электрододержателя и зажима присоединяются к зажимам «+» и «-» («Сварка») клеммной колодки. Зажим «крокодил» прикрепляется к свариваемой детали. Электрод закрепляется в электрододержателе. Замыкатель вставляется в гнездо переключателя в соответствии с выбранной ступенью сварки. Далее включается выпрямитель, при этом должна загореться сигнальная лампа.
Диаметр электрода выбирается в зависимости от толщины кромок свариваемых деталей по таблице.
Толщина кромок, мм
Диаметр электрода, мм
При сварке деталей, требующих большого разогревания кромок, глубокого проплавливания, при резке, а также при сварке графитовым и угольным электродом электрододержатель подключается к зажиму «-» сварочной цепи выпрямителя, а при сварке и наплавке тонколистовых конструкций (1-2 мм) и нержавеющих сталей — к зажиму «+».
Зажигание дуги производится одним из двух способов. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности образовавшейся дуги. Можно также быстрым боковым скользящим движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние.
Для получения плотного и ровного шва при сварке на горизонтальной плоскости электрод должен иметь наклон от вертикали в сторону ведения шва на 15-30°. Если необходимо получить широкий шов, то при продвижении вдоль него одновременно совершаются поперечные колебательные движения электродом.
При сварке тонкого металла 1-3 мм, во избежание сквозных прожогов, поперечные движения электродом не делают, применяют сварку с периодическим прерыванием дуги.
Резка электрической дугой представляет процесс выплавления металла из зоны резания. Дуга зажигается на кромке разрезаемого листа так, чтобы расплавленный металл имел возможность свободного стекания. Резка производится электродом диаметром 2 мм на ступени 125.
Наплавка применяется для восстановления изношенных поверхностей деталей. Накладываются отдельные валики параллельно друг другу. Каждый последующий валик расплавляет часть уже наложенного. Наплавка производится электродом диаметром 3 мм на ступени 125. Наклон электрода от вертикали следует увеличить, чтобы уменьшить глубину проплавления.
Время непрерывного горения сварочной дуги должно быть ограничено во избежание перегрева и выхода из строя выпрямителя и прежде всего выпрямительных диодов. Поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами).
При автоматическом срабатывании выключателя следует сделать паузу 5-10 мин.
Для увеличения срока службы выпрямителя непрерывная работа в режимах, указанных в таблице, должна продолжаться не более 4 ч, после чего необходимо сделать перерыв и охладить выпрямитель температуры воздуха.
При пуске двигателя выпрямитель соединяется с аккумуляторной батареей автомобиля посредством двух кабелей с зажимами «крокодил».
Один кабель соединяет винтовой зажим «+» на клеммной колодке с плюсовым выводом аккумулятора (зажим «крокодил» цепляется прямо на вывод аккумулятора и провод, отходящий от вывода к стартеру, без каких-либо пересоединений в схеме автомобиля).
Другой кабель должен соединять винтовой зажим «-» («Пуск») с минусовым выводом аккумулятора. Замыкатель устанавливается в гнездо «П» втычного переключателя. Выпрямитель включается в сеть.
Производя подзарядку аккумулятора в течение 3-4 мин, осуществляют запуск двигателя стартером. Длительность работы стартера не должна превышать 10 с при паузах между пусками не менее 1 мин. Общее число таких циклов пуска не более 10 подряд.
Питание 12-вольтовых электроприборов осуществляется от зажимов «+» и «-» («Пуск») при установке замыкателя в гнездо «П» на втычном переключателе.
Питаемые одновременно электроприборы не должны быть суммарной мощности более 360 Вт (30 А) (безопасное освещение, электровулканизатор, насос для мойки, компрессор, вентилятор, пылесос и т. п., исключая радиоаппаратуру, требующую дополнительных фильтров).
В комплект поставки входят: сварочный выпрямитель, щиток сварщика, электрододержатель с кабелем, зажим «крокодил» с кабелем длиной 1,8 м, зажим «крокодил» с кабелем длиной 3 м, розетка на 10 А, светофильтр С4 (Э1), светофильтр С5 (Э2), лампа КМ 24-90 (сигнальная запасная), сварочные электроды диаметром 2 и 3 мм по 10 шт., пробная стальная пластинка, зажим (3 шт.), замыкатель и руководство по эксплуатации.
сварочный выпрямитель времён СССР Анод ВСБ-81УЗ
]( )
Анод ВСБ-81УЗ, максимальный ток 100А. Ещё неиспытывал его. Варить надо будет по мелочёвки то забор на даче, ну и так мелочёвку всякую. Вот и думаю нормально ли будет такой агрегат варить. Что можете сказать знающие человеки?
ZeRRon написал :
Подарили мне сегодня сварочный выпрямитель времён СССР, а если быть точнее то 1970 года выпуск
Выпуск 04 месяц 87 год. 160 руб.Абалдеть- ползарплаты в то время .
Провести ревизию с протяжкой соединений, примастырить вентилятор охлаждения (если нет) и вперёд с песнями.
ZeRRon написал :
Вот и думаю нормально ли будет такой агрегат варить.
Ну почему бы и нет, Ф2 и Ф2,5 сейчас не в дифеците, как 40 лет назад. Почти мой первый аппарат, только у мну 125 амперей было. И отпахал он ,до пенсии, будь здоров. С 1986 по 2004. Может и сейчас ещё живой. Только я там чутка витков добавил и вентилятор поставил. Ах да, ещё и мост диодный поменял на пром диоды, старые выгорать по одному стали.
А электроды Ф3 непотянет?
Вентелятора нет, но поставлю (уже нащёл).
Ну возьмите для пробы пару штук, но помоему не потянет. Провара точно не будет, только присрать сможете и то под вопросом.
Он и тройку потянет, но исходим из того, что выпрямитель бытовой, продолжителность нагрузки 20%, цикл 5 минут- следовательно время неперывной сварки 1 минута ( это 1 электрод) и дальше четыре минуты курим. При первом включении , пока холодный он и пару электродов схавает, а если нужно побольше варить, то придется делать принудительное охлаждение.
ни фига. там всё с запасом . варить можно уверенно, тем более с обдувом.
Начитавшись всю ночную смену про сварку, придя дамой первым делом померил напряжение холостого хода 76,8Вольт. Это нормально?
ZeRRon написал :
померил напряжение холостого хода 76,8Вольт. Это нормально?
Это даже очень хорошо.
А какое сечения кабеля посоветуете на данный сварочник? 16мм2 хватит?
ZeRRon написал :
А какое сечения кабеля посоветуете на данный сварочник? 16мм2 хватит?
Ваще зачепательский выпрямитель, у нас у узбеков такой был, хотел купить у них, а они зажали, в общем варить им одно удовольствие. Только узбеки ****** сожгли его, жалко то как.
Всё никак невыбирусь в гараж, и опробывать его, сегодня кончилось терпения и опробывал (теперь уже мой) сварочник немного в квартире вернее на лестничной площадке. Сварщик из меня конечно тот ещё, до этого варил только переменкой сварочник Нордика и тоже старый советкий промышленный какойто. На этом (Анод) ощющение что дугу держит лучше и както мягче(незнаю как объяснить) варит. Вобщем как только будет время прямиком в гараж и набивать руку.
А пока дома займусь протяжкой всех контактов и обустройствос принудительного охолождения.
Испытания проведены успешно, Ф3 варит отлично при температуре -7 градуса после 2 электродов можно сказать даже нисколько не нагрелся.
Теперь настало время небольшой его доработки, а точнее создание принудительного охолождения.
Так вот вопрос вот вчём, как лучше ставить вентиляторы на вдув или на выдув?
Боковые стенки и верх в которых сейчаз заводские отверстия в скором времени будут заменены тоесть выход(или вход) воздуха можно организовать где угодно. Также сейчаз имеються ещё отверсттия для отвода тепла в днище сварочника.
Планирую поставить на задней стенки два вентилятора по 0,75 м3/мин на вдув а отвод воздука сделать через днище. Что на это скажите?
И ещё вопрос какая часть в нём всех больше грееться, Сам трасформатор, дросель, диоды. На кого лучше всего направлять поток воздуха.
Читайте также: