Сварочные аппараты и их обозначения
Обновлено: 20.09.2024
Сварочный аппарат представляет собой электрическое устройство, с помощью которого осуществляется сварка. Этот процесс обеспечивает прочное и надежное крепление металлических деталей. Благодаря сварке выполняется множество работ в различных областях, от микроэлектроники до создания многотонных конструкций.
Среди основных преимуществ электросварки надежное и быстрое соединение материалов отличается минимальными затратами. При необходимости с помощью этого устройства можно даже резать металл. В последние десятилетия они создаются с использованием электронных компонентов. Благодаря этому их масса и габариты значительно снизились, что позволило расширить применение.
Сварочное оборудование характеризуется широким разнообразием, связанным с постоянным развитием сварочного производства, разработкой новых методов и приемов сварки. Исходя из конструктивных особенностей, в том числе принципа работы, можно выделить следующие виды аппаратов:
Сварочный выпрямитель.
Полупроводник снабжен блоком диодов, в результате чего ток переходит от переменного тока к постоянному. Основные преимущества- минимальное напыление, качественная сварка швов. Используется для сварки черных и цветных металлов, чугуна, алюминия, стали.

Сварочный трансформатор.
Работает благодаря переменному току. Существует несколько видов- увеличенное и стандартное магнитное рассеяние. Из-за большого веса с ним процесс сварки занимает очень много времени.
1. Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают с переменным током, сила которого регулируется изменением напряжения с помощью понижающего трансформатора. В результате обеспечивается надежная мощность сварочной дуги, температура которой может составлять несколько тысяч градусов.
Во многих конструкциях снижение напряжения до уровня, требуемого для поддержания стабильности сварочной дуги, достигается перемещением одной из обмоток вдоль магнитопровода–сердечника. Полученное рабочее напряжение, как правило, не превышает 80В при начальных уровнях 220– 380В. Индуктивное сопротивление обмоток изменяется, и таким образом регулируется величина сварочного тока.
Кроме того, используются также конструкции с подвижным магнитным шунтом или тиристором.
2. Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220 В) В значения, необходимые для формирования и поддержания сварочного электрода.
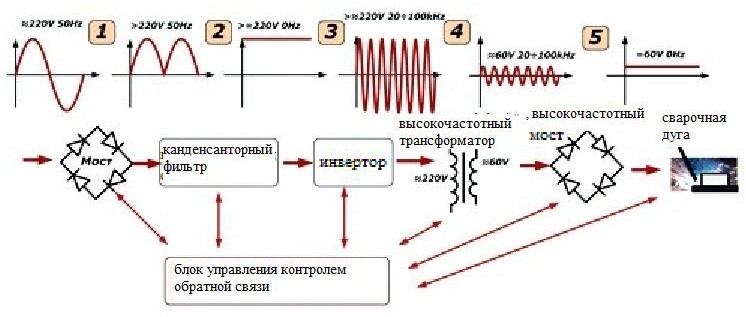
Схематично это происходит так:
Сначала переменный ток преобразуется в постоянный ток с помощью первичного выпрямителя. Для снижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток снова переменный, но высокочастотный, как и напряжение.
Полученное в трансформаторе высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований ток значительно увеличивается. После оптимизации напряжения высокочастотный переменный ток преобразуется во второй раз в постоянный. Далее его сила регулируется до необходимых величин.

Таким образом, в сварочном инверторе четко контролируется ток и напряжение. Это позволяет равномерно регулировать их уровни и выполнять широкий спектр сварочных работ для соединения деталей, даже огнеупорных металлов и сплавов.
Частично принцип работы сварочного автомата.
Колодки здесь не нужны. Потому что в сварочном полуавтомате используется специальная сварочная проволока, которая растворяется в газовой среде.


Чтобы было легче понять, что такое сварочный полуавтомат, достаточно знать, что это агрегат, в состав которого входит:
- источник питания, который может быть сварочным инвертором или сварочным выпрямителем;
- сварочная горелка;
- система управления;
- соединительные кабели и шланги.
Сварочная проволока поступает через специальное устройство в плоскую и правильную сварочную горелку. В место сварки также подается чистый углекислый газ или его аргоновая смесь.
Так, к вышеперечисленным компонентам агрегата логично подключить специальные емкости с газом, а также катушки с намотанной сварочной проволокой.
Надеемся, что информация о том, на чем основан принцип работы сварочного аппарата в зависимости от его типа, поможет лучше понять потребительские характеристики этого оборудования, которые необходимы в повседневной жизни, и сделать лучший выбор.

Сварочный аппарат.
Аппарат для аргонодуговой сварки.
Сварочное оборудование для плавки основного металла может выполнять следующие операции:
- Плавкая сварка
- Дуговая сварка и прокладка
- Газовая сварка.
- Электрошлаковая сварка и плавка.
- Электронно-лучевая сварка.
- Облицовка и резка.
- Специальные виды сварки.
По степени механизации сварочные аппараты могут быть:
- вручную
- полуавтоматические
- автоматическое.
Следующая классификация сварочных аппаратов следующая:
- Бытовые. Они отличаются меньшей производительностью, не приспособлены к длительной эксплуатации. Однако сфера их применения достаточно широка, такие агрегаты используются для сварки арок, котлов, труб и т.д.;
- Профессиональные. Они отличаются большим весом и габаритами, работают от сети 220 или 380 Вт. Большинство из этих моделей оснащены специальными колесами для облегчения движения. Они используются во многих отраслях строительства, в мастерских, при монтаже газопроводов, на заводах и т.д.
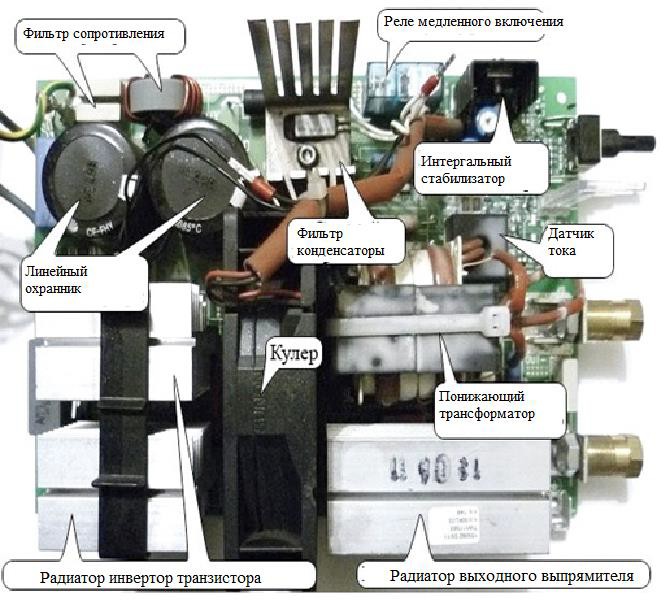
3. Сварочный аппарат устройство
Устройство каждой инверторной модели может иметь ряд особенностей,но большинство технических узлов дублируются. Панель приборов в основном включает в себя следующие элементы:
Каждый сварочный аппарат является преобразователем энергии. Устройство получает электрический ток от сети, а затем уменьшает его напряжение, увеличивая силу тока до необходимого значения. В этом случае частота тока изменяется, или постоянный ток возникает из переменного тока. Исключение составляют устройства, электрическая дуга которых генерируется энергией генераторов или батарей с двигателем внутреннего сгорания.
Сварочный полуавтомат имеет следующее устройство:

- Газовый баллон (аргон или углекислый газ)
- Шланг подачи газа
- Проводная кассета
- Механизм подачи проволоки
- Проволочная подающая труба
- Источник тока
- Нагреватель газа
- Газовая аппаратура
- Блок управления
- Схема управления.
Рассмотрим сварочный инвертор. Вся суть инверторной технологии заключается в корректировке переменного тока сети на постоянный сварочный ток с изменением промежуточной частоты.
Выпрямитель-это простой диодный мост. Этот блок получает переменный ток с промышленной частотой 50 Гц.
Фильтр выполнен из конденсатора и дроссельной заслонки. Выпрямленный ток подается в фильтр, где он сглаживается. В результате возникает постоянный ток, инвертор преобразует его в переменную с частотой 20-50кГц. В настоящее время существуют технологии получения тока частотой 100 кГц.
Силовой трансформатор обеспечивает снижение высокочастотного переменного напряжения до 25–40В. Кроме того, этот элемент увеличивает значение тока на ток, необходимый для сварки. Преобразуя высокочастотные токи, сварочный ток достигает необходимой силы. Благодаря многоступенчатому преобразованию тока можно использовать малогабаритный трансформатор. Так, для получения тока 160А в сварочном агрегате необходимо поставить медный трансформатор массой 18кг. В инвертор достаточно поставить трансформатор весом 0,25 кг.
Высокочастотный выпрямитель обеспечивает выравнивание переменного тока. Затем он передается на высокочастотный фильтр, что позволяет получить постоянный сварочный ток.
Указанные процессы преобразования энергии контролируются микропроцессорным блоком управления. Эта часть сварочных аппаратов является самым дорогим элементом.
Инверторные сварочные устройства сегодня выпускаются по двум различным полупроводниковым технологиям:
Основное их отличие-в транзисторах, которые отличаются током коммутации. Транзисторы MOSFET, если сравнивать с IGBT, отличаются большими размерами и весом, но имеют низкую стоимость. Кроме того, им понадобится больше, чтобы обеспечить одинаковую производительность.
Сварочный аппарат полуавтоматическим методом работает следующим образом:
- Защитный газ направляется в область электрической дуги, что позволяет защитить металл от окисления воздуха и азота. В этом случае защитный газ может быть инертным в виде углекислого газа или гелия и аргона. Работа с металлом в среде инертного газа называется MIG. Работа с металлом в активной газовой среде называется MAG.
- Через электродвигатель, редуктор, а также подающие ролики в зону сварки подается сварочная проволока.
- Неразъемное соединение получают плавлением электродного провода, поступающего в горелку под действием электрической дуги в газовой среде. Необходимые поверхности склеиваются с помощью расплавленного металла, созданного тепловой энергией. В результате получается прочный, долговечный шов.
Так называемый полуавтоматический способ сварки, так как проволока подается автоматически, а контроль подачи, а также процесс сварки выполняется сварщиком вручную. Наконечник действует как сварочный контакт, на который подается питание от основного блока. Ток подбирается в соответствии с характеристиками обрабатываемого материала. Скорость передачи устанавливается через редуктор или коробку передач.
4. Преимущества и недостатки сварочных аппаратов
Широко используется сварочный аппарат. Его часто используют в быту, а также в профессиональной деятельности. Без такого аппарата невозможно обойтись во многих отраслях производства, отраслях и специализированных мастерских, например, по ремонту автомобилей. Эти устройства используются для надежной сварки металлических каркасов и других важных конструкций в строительстве. Без применения профессионального сварочного оборудования установка нефтепроводов и газопроводов невозможна.
Маркировка сварочного оборудования
Источник питания входит в состав любой установки для дуговой и электрошлаковой сварки. Он снабжает дугу или электрошлаковый процесс электрической энергией необходимых параметров. При дуговой сварке применяются токи от 1 до 3000 А при напряжении 40-141 В. Сварка может выполняться на постоянном и переменном токе, как при непрерывной, так и при импульсной подаче энергии.
В зависимости от вида энергии и характера ее преобразования различают следующие типы источников питания:
- трансформатор – понижает переменное напряжение сети до необходимого при сварке;
- выпрямитель – преобразует энергию сетевого переменного тока в энергию постоянного сварочного тока;
- генератор – преобразует механическую энергию вращения его вала в электрическую энергию постоянного тока;
- преобразователь – является комбинацией трехфазного асинхронного двигателя переменного тока и сварочного генератора и, следовательно,преобразует сетевую энергию в используемую для сварки энергию постоянного тока;
- агрегат – состоит из двигателя внутреннего сгорания и генератора постоянного тока, в нем для получения сварочного тока используется химическая энергия сгорания жидкого топлива.
Источники питания сварочной ток классифицируют последующим признакам :
- роду тока — источники переменного(сварочные трансформаторы) и постоянного тока (преобразователи, агрегаты и выпрямители);
- внешней характеристике — источники с круто подающими, жесткими, возрастающими и смешанными вольт-амперными характеристиками;
- количеству одновременно питаемых постов— источники однопостовые и многопостовые;
- характеру привода — источники с электрическим приводом и с независимым приводом (от двигателя внутренне госгорания);
- особенности горения дуги — источники для сварки свободно горящей дугой и сжатой;
- способу установки и монтажа —стационарные и передвижные;
- принципу действия и конструктивному оформлению — сварочные трансформаторы с нормальным магнитным рассеянием (с отдельной реактивной катушкой и на общем сердечнике), увеличенным магнитным рассеянием (с подвижным магнитным шунтом и подвижными обмотками); сварочные выпрямители с кремниевыми или селеновыми вентилями; преобразователи с независимой намагничивающей и последовательной размагничивающей обмотками, расщепленными полюсами; агрегаты — генераторы с двигателями внутреннего сгорания (бензиновые карбюраторного типа и дизельные);
- назначению — источники питания для ручной дуговой сварки, автоматической и полуавтоматической сварки под флюсом,сварки в защитных газах, плазменной резки и сварки, электрошлаковой сварки и источники питания током специального назначения (для трехфазной сварки, многодуговая).
Обозначение сварочных аппаратов

Обозначение сварочных аппаратов
Единая структура обозначения электросварочного оборудования. Обозначение электросварочного оборудования, состоит из буквенной и цифровой части:
- первая буква — тип изделия (В —выпрямитель, Т — трансформатор, Г — генератор, У — установка),
- вторая буква — вид сварки (Д —дуговая, П — плазменная),
- третья — способ сварки (Г — в защитных газах, Ф — под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами,
- четвертая буква — назначение источника (М — для многопостовой сварки, И — импульсной сварки).
- две или одна цифра после букв —номинальный сварочный ток в сотнях ампер,
- две последующие цифры —регистрационный номер изделия,
- следующие буквы — климатическое исполнение (Т — для эксплуатации в странах с тропическим климатом, У — в районах с умеренным климатом, ХЛ — холодным климатом),
- следующая цифра — категория размещения (1 — на открытой площадке, 2 — прицепы, кузова автомобилей, 3 —помещения с естественной вентиляцией, 4 — с отоплением и принудительной вентиляцией, 5 — повышенной влажностью).
Пример, источники питания ВДГМ-1601Т2, получим: выпрямитель для дуговой сварки в защитных газах, много постовой, на ток 1600 А, регистрационный номер изделия 01, для работы в странах с тропическим климатом, категория размещения — 2.
Расшифровка функций сварочных аппаратов
Огромное количество функций современных сварочных аппаратов особенно инверторных зачастую ставит даже профессионалов в тупик. Расшифровка маркировок и функций сварочных аппаратов приведена ниже.
ANTI STICK – Антизалипание. Предотвращает залипания электрода. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные режимы сварки.
ARC POWER – Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
ARC FORCE – предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
AC WAVE – Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – Отжиг проволоки. Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – Режим заварки кратера. Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FOCUS ARC – Сфокусированная дуга. При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – Горячий старт. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – Коррекция фактора мощности. Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Расшифровка функций сварочного аппарата или инвертора
Сварочный аппарат (инвертор) давно стал популярным инструментом сварщика при производстве сварочных работ.
Разнообразие моделей на рынке часто ставит начинающих сварщиков в тупик с выбором аппарата, а профессионалы все больше обращают внимание на наличие современных функций, которые позволяют быстрее и качественнее выполнить сварочные работы.
Не редко встречаются вопросы, связанные с тем, что обозначает та или иная функция сварочного аппарата. Именно этому посвящена информация ниже.
Итак, расшифровка (обозначение) функций сварочного аппарата или инвертора:
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTRO L – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
Условное обозначение сварочного оборудования
Стандартное сварочное оборудование, которое изготавливалось в СССР и изготавливается сейчас предприятиями СНГ, чаще всего имеет условное обозначение согласно структуре, приведенной на рис. 1.

Рис. 1. Структура условного обозначения сварочного оборудования
Ниже приведено объяснение каждой позиции.
- Тип изделия (А — автомат, агрегат; В — выпрямитель; Г — генератор; П — преобразователь или полуавтомат; Т — трансформатор; У — установка).
- Вид сварки (Д — дуговая).
- Способ сварки или назначение, конструктивные или технологические возможности оборудования (Г — источник питания для сварки в среде защитных газов; полуавтоматы или автоматы для сварки в активных и любых защитных газах соответственно; И – полуавтоматы для сварки в инертных газах; У — полуавтоматы для сварки в инертных и активных газах, источники питания универсальные: О — полуавтоматы и автоматы для сварки без защиты дуги; Ф — полуавтоматы и автоматы для сварки под флюсом; ФГ — автоматы для сварки под флюсом и в защитных газах; Б — агрегаты с бензиновым приводным двигателем; Д — агрегаты с дизельным приводным двигателем; Ж — источники питания с жесткой внешней вольтамперной характеристикой; М — трансформаторы с механическим регулированием тока, многопостовый источник питания; Э — трансформаторы с электрическим регулированием тока; К — трансформаторы с конденсатором, который увеличивает коэффициент мощности).
- Конструктивные или технологические особенности оборудования (Ж — источники питания с жесткой внешней вольтамперной характеристикой; М — источники питания многопостовые; И — источники питания и полуавтоматы для импульсно-дуговой сварки; Ч — источники питания частотные).
- Сварочный ток (одна, две или три цифры — номинальный, в сотнях ампер для автоматов, полуавтоматов, трансформаторов для сварки под флюсом: в десятках ампер — для другого оборудования).
- Номер модификации или регистрационный (две цифры).
- Климатическое исполнение в соответствии с ГОСТ 15150-69 (У — для районов с умеренным климатом; УХЛ — для районов с умеренным холодным климатом).
- Категория размещения оборудования в соответствии с ГОСТ 15543.1-89 (1 — на открытом воздухе, 2 — при отсутствии влияния солнечного излучения и атмосферных осадков, 3 — в закрытом помещении, 4 — в помещениях, которые отапливаются (охлаждаются) и вентилируются, 5 — в помещении с повышенной влажностью). Отсутствие третьей буквы обозначает ручную дуговую сварку. Например, обозначение изделия ТДМ-317-1У2 расшифровывается как: Т — трансформатор; Д — для дуговой сварки; М — с механическим регулированием тока; 31 – на ток 315 A; 7 — номер регистрационный; 1 — номер модификации; У — климатическое исполнение для районов с умеренным климатом: 2 — категория размещения в закрытом помещении.
Изделие ВДГМ-1602У2: В — выпрямитель; Д — дуговая сварка; Г — в среде защитных газов; М — многопостовый; 160 — на номинальный ток 1600 А; 2 — регистрационный номер; У — климатическое исполнение; 2 — категория размещения.
Аппарат АДФГ-502У4: А — автомат; Д — дуговая сварка под флюсом и в защитных газах ФГ; 5 — на номинальный ток 500А; 02 — регистрационный номер; У — климатическое исполнение; 4 -категория размещения.
Оборудование, изготовленное в ИЭС им. Е.О. Патона НАН Украины, обозначается так: аппарат А-1416УХЛ4: А — автомат; 1416 — номер проекта; УХЛ4 — тип климатического исполнения и категория размещения. Изделие ПШ-125: П — полуавтомат; Ш — шланговый; 125 — регистрационный номер разработки и т.д.
Сварочный инвертор. Назначение, виды, характеристики и выбор
Сварка, пожалуй, наиболее эффективный способ соединения металлических деталей.
Для ее выполнения используют сварочные аппараты различных видов, среди которых в последнее время широкое распространение получили устройства инверторного типа.
Причины кроются в его компактных размерах, малом весе, а также достаточно высоком качестве сварного шва, что привело к его массовому использованию домашними мастерами.

По сути, сварочный инвертор – это модифицированный аппарат для сварки металлов, с момента своего появления практически полностью вытеснивший привычные всем громоздкие устройства трансформаторного и выпрямительного типа.
Назначение и принцип действия
Существует несколько методов сварки, для каждого из которых требуется свой инвертор:
- Manual Metal Arc (MMA) – ручной режим электродной сварки с использованием покрытых электродов. Речь идет о моделях для ручной дуговой сварки металлов, обладающих малым весом и размерами. Они позволяют выполнять аккуратные качественные сварочные соединения, а их возможностей (с технической точки зрения) с лихвой хватает для сварки в условиях малого производственного участка или же мастерской. Метод ММА простейший из перечисленных, обеспечивает наименьшее качество сварки, если сравнивать с описанными ниже вариантами. Но это утверждение не означает, что он плохой, а указывает, что следующие лучше. Инвертор для сварки этим методом дает возможность работать с различными видами стали, включая чугун.
- Tungsten Inert Gas (TIG) – в большинстве случаев работа выполняется неплавящимся электродом, изготовленным из вольфрама. Этот метод также называется аргонно-дуговой сваркой, а область его применения – соединение заготовок со стенками толщиной до 6 мм. При работе в зону сварки подается присадочный материал автоматическим или ручным способом. Сама же дуга предназначена для плавки металла. Метод ТИГ подходит для сварки низкоуглеродистых и нержавеющих сталей, титановых и магниевых сплавов, а также цветных металлов. Среди преимуществ отмечается отсутствие брызг и шлаков в процессе работы, крайне высокое качество шва. Наряду с ними присутствует и минус, который заключается в невысокой скорости формирования шва.
- Metal Inert / Active Gas (MIG-MAG) – сварка в среде защитных газов (MIG – инертных, MAG – активных), причем в полуавтоматическом режиме. Проволока (одновременно электрод и присадка) подается в рабочую зону без человеческого вмешательства, а плавится теплом дуги. Качество последней определяется грамотностью настроек инвертора, то есть скоростью подачи проволоки, током, расходом и выбором самого газа. Применение – сваривание деталей с тонкими стенками. Ярким примером выступает автомобильный кузов.

Существую универсальные варианты аппаратов, которые подразумевают использование одной из приведенных выше технологий путем изменения режима работы посредством переключателя.

То есть одна модель способна выполнять все эти виды сварки.
Устройство, характеристики и свойства
Современный инверторный аппарат средней ценовой категории состоит из корпуса, имеющего опорные ножки для устойчивости, внутри которого смонтированы все его основные узлы, а на передней стенке расположена панель с различными индикаторами (неисправности, готовности к работе), переключателем технологии (вида) сварки и ручкой настройки сварочного тока.
Также спереди расположены разъемы для подключения электродержателя и зажима массы, а сзади выходит сетевой кабель со штекером для включения в сеть.

На задней стенке расположена решетка (вентиляционные прорези) обеспечивающая в паре с вентилятором качественное охлаждение “начинки” инвертора, основу которой составляют следующие элементы:
- Выпрямитель поступающего от питающей сети тока.
- Сам блок инвертора, генерирующий импульсы высокой частоты.
- Трансформатор, отвечающий за повышение тока вместе с понижением напряжения.
- Еще один выпрямитель.
- Рабочий шунт.
- Элементы управления, заключенные в индивидуальный блок с вынесенной наружу индикацией, переключателями и регуляторами.
Внешне сварочный инвертор выглядит, как относительно небольшой металлический коробок с ручкой или ремнем для переноса.
Принцип действия сварочного инвертора
Электрический ток от источника питания подается на выпрямитель, где переменный ток преобразуется в постоянный, после чего инвертором снова преобразуется в переменный, но имеющий очень высокую частоту.

Следом трансформатор понижает напряжение, в следствии чего сила тока значительно возрастает.
На финальном этапе в работу вступает еще один выпрямитель, преобразующий высокочастотный переменный ток с большой силой и малым напряжением снова в постоянный, на котором уже и выполняются сварочные работы.
Материал
В большинстве случаев основная часть корпуса сварочного инвертора представляет собой алюминиевую П-образную крышку и алюминиевое днище.
Передняя и задняя стороны изготавливаются из ударопрочного пластика.
Переключатели и регуляторы также могут быть пластиковыми или металлическими, а панель управления изготавливается из тонкого металла.
Прямые широкие ножки оснащаются резиновыми накладками для повышения устойчивости аппарата.
Питание, мощность и ток сварочного инвертора
Питание на сварочный инвертор подается от источника переменного тока напряжением 220 В (380 В включительно для профессиональных моделей).
Для этого в большинстве случаев используется подключение к розетке бытовой сети.
Если работы требуется выполнить вдали от источника электроэнергии, используется обыкновенный генератор, например, бензиновый, соответствующий аппарату по выдаваемой мощности.

Главное преимущество сварочного инвертора перед сварочным трансформатором, если брать в расчет только технические характеристики – КПД, имеющий значительно большее значение (85 – 95%), а также потребляемая мощность.
Так если трансформатору потребуется до 8 кВт электрической мощности при работе 3-миллиметровым электродом, то для инвертора будет достаточно около 3 кВт, если даже используется электрод на 4 мм.
Инверторы, к тому же, легко настраиваются под определенные режимы работы благодаря широкому диапазону регулировок сварочного тока.
Как правило, это 30 – 200 А.
ПРИМЕР:
Сварочного тока в 160 А в большинстве случаев достаточно для работы 4-миллиметровым электродом, при этом даже остается небольшой запас по мощности.
Размеры и вес
Малый вес и размеры сварочных инверторов – одна из основных его особенностей, которая позволяет эксплуатировать аппараты с максимальным удобством.
Так наиболее компактные модели, средние габариты которых 300х130х300 мм весят от 3,5 кг.
При этом в действительности размеры могут составлять 250 – 450 х 110 – 610 х 160 – 350 мм.
Средний вес бытовых вариантов 5 – 7 кг, а у профессиональных этот показатель может достигать 13 кг.
Комплектующие
Вместе с инверторным источником сварочного тока в комплекте поставляются различные комплектующие, которые после подключения образуют полноценный сварочный аппарат, готовый к работе.

- Провода. Именно они выступают в роли соединительных звеньев между держателем электродов, клеммой на массу и центральным сварочным блоком. Это одножильные толстые кабели с надежной изоляцией, которые способны без труда выдержать высокий сварочный ток. Как правило, эти кабели съемные, то есть присоединяются к инверторному блоку посредством специальных вставок.
- Электродержатель – собственно, держатель электродов, которым и орудует сварщик.
- Зажим на массу. В большинстве случаев это прищепка типа “крокодил”, которую фиксируют на одной из свариваемых деталей. Также называется клеммой заземления. Существуют также магнитные зажимы и модели, выполненные в виде струбцины.
- Щиток или маска для защиты глаз.
- Металлическая щетка для зачистки швов и др.

Если аппаратом подразумевается выполнение TIG-сварки, вместо классического держателя электродов используют специальную горелку с цанговым зажимом для неплавящегося электрода (вольфрамового) и полный набор сопутствующего оборудования и материалов, вроде еврорукава, баллона с газом и шланга для его подачи.

Для удобства транспортировки многие производители включают в комплект поставки сварочного аппарата кейс, который выполняется из пластика или металла.
ГОСТ, сертификация и маркировка
Кроме того, часть производимых аппаратов, особенно промышленных, проходят аттестацию НАКС.

Делается это для проверки соответствия заданным технологическим характеристикам различных способов сварки, которые применяются на опасных объектах.
Процесс аттестации проводится путем сопоставления параметров, указанных в документации к оборудованию с фактическими показателями.
Разница между аттестованными и неаттестованными моделями, полностью идентичными конструктивно, заключается исключительно в наличии документа о проведении дополнительных приемо-сдаточных испытаний, коим является соответствующее свидетельство Национального Агентства Контроля Сварки (НАКС).

Что касается маркировки, то инверторы обозначаются аббревиатурой способа сварки, который они поддерживают.
В дополнение следует отметить, что существует маркировка CUT, которая указывает, что данная модель выполняет резку материала плазменным методом.
Виды сварочных инверторов и их цена
Условно сварочные инверторы, согласно длительности беспрерывной работы, делятся на несколько видов:
Следует отметить, что все остальные характеристики у перечисленных выше видов аппаратов практически ничем не отличаются.
Существуют также модели с пуско-зарядной функцией, то есть, сварочный аппарат имеет ручную регулировку силы пускового тока и напряжения, например, 12, 24 и 36 В, что позволяет подобрать требуемую для запуска какого-либо оборудования (двигатели внутреннего сгорания, к примеру) пусковую мощность.
ДОПОЛНЕНИЕ:
Полупроводниковые сварочные аппараты подходят для заряжания свинцовых аккумуляторных батарей, использующихся на транспорте.
Какой сварочный инвертор выбрать?
Выбор сварочного инвертора начинается с определения задач, которые он должен решать.
Ключевым фактором тут выступает время непрерывной работы.
Для дома, где планируется нечастая кратковременная работа, подойдет бюджетный аппарат, способный выдержать сварку на протяжении хотя бы 10 минут.
При этом новичку достаточно будет устройства типа ММА.

Профессионалу же, для которого сварка – часть повседневных задач, потребуется модель, способная работать также в режимах TIG и MIG-MAG, особенно, если предполагается сварка цветных металлов.
Ну а теперь немного об особенностях устройств.
Особенности сварочных инверторов
- Сварочный ток и диаметр электродов. Последний подбирается в зависимости от толщины свариваемого металла и для каждой модели аппарата описывается отдельно. Так, например, работа с металлом толщиной до 2 мм требует 1,6 – 2-миллиметровых электродов, а для деталей толщиной 15 мм нужен уже 5- миллиметровый электрод. Правильно подобранный диаметр позволит выполнять точный и чистый шов. Для разной толщины электродов и в зависимости от особенностей задачи требуется разный номинальный сварочный ток. В большинстве случаев достаточно, чтобы на аппарате был установлен плавный регулятор, позволяющий выставить значение тока в 150 — 200 А.
- Удобство работы. Этот пункт в первую очередь включает габариты и размеры аппарата, так как его придется как-то доставлять до места проведения работ. Значительную роль играет длина сетевого шнура, который обязан выдерживать вместе с вилкой повышенные нагрузки в процессе сварки. Следует помнить, что подключение инвертора через удлинители, даже специализированные, приведет к потере его мощности соразмерно общему сопротивлению этих самых удлинителей. К тому же, придется постоянно следить за надежностью контактов “гирлянды” штепсельных вилок и розеток. В реальности бывают случаи, когда даже максимального тока недостаточно для нормального формирования дуги при подключении через удлинители. В дополнение важно понимать, что бытовые приборы запитываются от сети 220 В, в то время как некоторые профессиональные, а также все промышленные варианты требуют наличия трехфазного источника с напряжением 380 В.
- Гарантия. Какой бы сварочный аппарат, по заверению производителя или самих пользователей, ни был надежный, с ним обязательно должен идти гарантийный талон от производителя. Даже у именитых брендов встречается брак. В этом случае единственным спасением становится сервисный центр. Следует заранее убедится в наличии такового поблизости, чтобы внезапно вышедший из строя инвертор не пришлось везти в другую область на гарантийное обслуживание или ремонт.
Хороший сварочный инвертор позволяет выполнять качественную сварку как начинающим мастерам, так и профессионалам, для чего оснащается необязательным дополнительным функционалом.
Дополнительные функции
Наличие следующих функций повысит скорость сварки инвертором, качество и безопасность работы:
- Горячий старт (Hot-Start). Суть заключается в кратковременной подаче наибольшего значения тока на начальном этапе работы, что приводит к моментальному воспламенению электрода в тот момент, когда им выполняется первое касание. Фактически система обеспечивает эффективный розжиг электрода.
- Антизалипание (Anti-Stick) – функция, обеспечивающая, прежде всего, безопасность оператора. Предназначена для исключения “прилипания” электрода, сокращая дугу в моменты, когда последний приближается к металлу. Так если удалить электрод от поверхности заготовки, наблюдается понижение силы тока, а при резком приближении происходит обнуление его показаний, за счет чего электрод без труда отделяется от металла.
- Форсаж дуги (Arc-Force) – служит для обеспечения на коротком ходе дуги повышенной стабильности. Автоматическая система, если требуется, самостоятельно повышает ток, максимальное значение которого устанавливается мастером. Функция позволяет исключить “залипание”, перегрев устройства при коротком замыкании, а также обеспечивает правильную глубину сварки.
- Световая индикация – необходима для оповещения мастера о неисправностях сварочного аппарата. Так, например, одна из лампочек загорается при подключении его к сети, а другая – при перегреве.
- Дисплей индикации параметров – еще один способ контроля работы аппарата. На дисплее отображаются текущие показатели силы тока и его напряжение. Все это позволяет выбрать подходящий режим работы.
- Автоматическое отключение при перегреве – пожалуй, одно из важнейших функциональных дополнений, которое должно присутствовать в инверторах. Дело в том, что во время сварки можно пропустить срабатывание светового индикатора, что приведет к поломке устройства, если на нем не установлена функция отключения в автоматическом режиме.
Для удобства переноса аппарата он снабжается, как правило, пластиковой ручкой. Актуальна она в том случае, если блок весит действительно немного.

Для тех моделей, вес которых достигает 7 кг и более, имеет смысл обратить внимание на наличие ремня.
Он позволит переносить сварочный аппарат, перекинув этот ремень через плечо, что намного легче.
Что нужно знать о сварочных инверторах?
Сварочный инвертор крайне чувствителен к пыли и влаге.
Причина тому – наличие нескольких печатных плат, элементы которых со временем окисляются, и забиваются мелким мусором, что приводит к короткому замыканию дорожек.
Хранить устройства можно и в гараже, упаковав его в коробку, однако, следует избегать резких температурных перепадов.

Еще один нюанс касательно инверторов заключается в количестве плат, на которых распаяны радиодетали.
Чем их больше – тем лучше.
Причина крайне проста: при выходе из строя одной из них достаточно попросту произвести ее замену, но в случае конструкции с одной платой, на которой, предположим, возникло КЗ, в негодность придет все устройство.
Производители сварочных инверторов
Сварочные инверторы выпускаются действительно множеством производителей, большинство из которых знакомы по другой инструментальной продукции:
Читайте также: