Сварочные аппараты стационарные постоянного и переменного тока
Обновлено: 04.10.2024
Характеристики сварочного тока напрямую влияют на процесс сварки и качество соединения. Самые простейшие аппараты варят переменным током, но есть и продвинутые версии AC/DC, способные переключаться с "постоянки" на "переменку". Чтобы понять преимущества и недостатки работы аппаратов на переменном токе, сравним их с моделями, вырабатывающими постоянное напряжение.
В этой статье:
Различие переменного и постоянного тока
Во всех электрических сварочных аппаратах используется кабель массы и держателя/горелки. Один конец является плюсом, а второй — минусом. При замыкании контактов и удержании их на расстоянии 3-5 мм, образуется электрическая дуга, которой выполняется плавление кромок основного металла. При этом подается дополнительный присадочный металл для заполнения ширины шва:

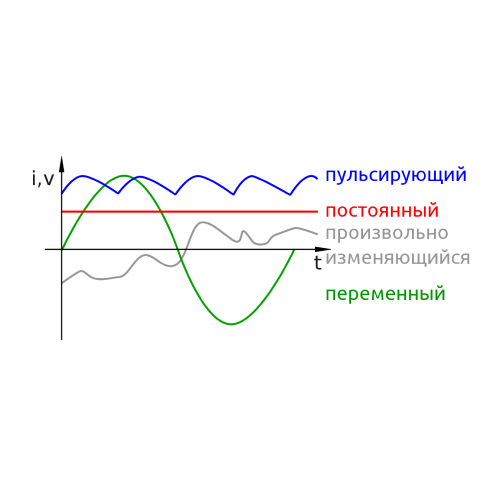
Но в сварочных агрегатах, генерирующих постоянный и переменный ток, внутри происходят разные физические процессы, определяющие характеристики сварочной дуги. Природа тока при этом тоже отличается.
Что такое полярность?
Говоря о постоянном токе, стоит упомянуть о полярности. Полярность — это направление движения отрицательно заряженных частиц. В физике они всегда движутся от клеммы минуса к клемме плюса. У переменного тока такой четко заданной направленности нет.
В сварочных аппаратах, работающих на постоянном токе, сварщик может выбрать, в какое гнездо установить разъем держателя (горелки), а в какой кабель массы. Поскольку электроны всегда движутся от минуса к плюсу, в каждом случае сварочный ток получит определенные свойства.
При прямой полярности (держатель на минус, а масса на плюс) отрицательно заряженные частицы перемещаются от держателя к изделию. Это содействует:
Прямая полярность актуальна для сварки толстых сталей.
Обратная полярность подразумевает подключение держателя к плюсу, а кабеля массы к минусу. Это запускает электроны в обратном порядке — тепло концентрируется не на изделии, а на кончике электрода, снижая тепловложение на изделии. Обратная полярность применяется при сварке тонких листов железа, чтобы избежать прожогов. Но использование обратной полярности ведет к перегреву кончика электрода и его ускоренному плавлению.
Какие аппараты какой ток вырабатывают
Теперь рассмотрим, какие сварочные аппараты вырабатывают переменный или постоянный сварочный ток.
Именно трансформаторы вырабатывают переменный ток для сварки. Для этого в их конструкции используется две обмотки — первичная и вторичная. Они наматываются на стальной сердечник, который значительно утяжеляет массу аппарата. Переменный ток из бытовой сети 220 V или трехфазной 380 V поступает на первичную обмотку. За счет большого количества витков возникает электромагнитное поле с концентрацией на сердечнике. На вторичную обмотку подается уже сниженное напряжение около 70-90 V и увеличенная сила тока до 160-300 А, в зависимости от количества витков обмотки трансформатора.
Трансформаторы используются только для РДС сварки покрытыми электродами. В зависимости от мощности сварочного тока определяется толщина проплавляемого металла.
Сварочные выпрямители содержат внутри две обмотки трансформатора, но дополнены блоком выпрямления, преобразовывающим переменный ток в постоянный. Чаще всего преобразователи рассчитаны на сеть 380 V, чтобы равномерно нагружать фазы питания.
Выпрямители используются на производствах и в мастерских, где требуется качественный провар толстых металлов 5-20 мм. Но за счет массивной конструкции занимают много места. Часто комплектуются колесами для перемещения по цеху. Чтобы подать их на высоту, предусмотрены петли под крюк крана или тельфера.
Инверторы бывают на 220 и 380 V. У них входящий переменный ток с частотой 50 Гц выпрямляется и сглаживается при помощи фильтра. Затем ток возвращается снова в переменный, но его частота значительно возрастает и составляет 20-50 кГц. Есть модели, способные вывести частоту до 100 кГц. После этого ток снова преобразовывается в постоянный и фильтруется.
Такой процесс обеспечивает чрезвычайно ровный ток, содействующий стабильному горению дуги и высокому качеству шва. Инверторные аппараты применяются при сварке ММА, MIG, TIG. Благодаря компактности внутренних узлов некоторые инверторы весят всего 3-4 кг. Большинство бытовых моделей для РДС не превышает по массе 10 кг. Но есть и промышленные версии с силой тока 400-500 А и весом 30-50 кг.
Большинство инверторных аппаратов работают только с постоянным током, но есть профессиональные версии AC/DC, способные переключаться на переменный ток. Это расширяет их возможности применения.
Трансформатор КаВик ТДМ-252 AL
Выпрямитель ЭСВА ВС-300Б
Инвертор БАРСВЕЛД Profi TIG-217
Разница между сваркой переменным и постоянным током
Понимая отличия переменного и постоянного тока, а также особенности сварочных аппаратов, вырабатывающие их, рассмотрим разницу в сварке.
Дуга на переменном токе горит менее стабильно, возможно случайное затухание при небольшом изменении зазора между электродом и изделием. Присутствует характерный треск. Манипулировать дугой сложнее, порой она "гуляет", труднее задавать форму шва.
При сварке на переменном токе присутствует разбрызгивание металла, дуга "плюется". Электроды на переменном токе расходуются быстрее. Во время выполнения потолочных и вертикальных швов перенос присадочного металла осложняется, некоторая его часть скапывает под действием силы тяжести вниз.
Но сварочные аппараты, работающие на переменном токе, стоят дешевле выпрямителей и инверторов. У них простейшая конструкция и внутренние узлы, которые легко переносят суровые условия на стройке, в гараже, цеху. Ломаться здесь практически нечему — может только сгореть обмотка от перегрева. Если не перегревать трансформатор, то он будет служить долгие годы.
Аппараты не боятся пыли, а регулировка силы тока осуществляется приближением или отдалением первичной обмотки от вторичной. Все элементы простые и надежные, оборудование имеет повышенную ремонтопригодность с низкой стоимостью комплектующих.
Сварка на постоянном токе отличается стабильной дугой, шов вести легче, контролируя чешуйчатость, ширину и высоту валика. Дуга не трещит, а шелестит. Жидкий металл разбрызгивается меньше, капля лучше переносится на изделие. Постоянный ток более удобен для сварки не только в нижнем, но и в вертикальном и в потолочном положении.
Когда входящее напряжение "скачет", аппараты с постоянным током теряют только силу рабочего тока, но дуга остается стабильной. Качество шва уже не зависит на 100% от опытности сварщика, а обеспечивается лучшими характеристиками сварочного тока.
Но инверторы стоят дороже, чем трансформаторы. У них более сложное внутреннее оснащение и дорогостоящий ремонт. Инверторные сварочные аппараты чувствительны к пыли и ударам, тряске. При использовании на стройке или в цеху следует быть осторожным, а также регулярно продувать внутренние схемы от пыли.
Области применения
Исходя из этого сравнения работы аппаратов с переменным и постоянным током можно сделать вывод, что трансформатор подойдет для периодической сварки неответственных конструкций из малоуглеродистых сталей. Желательно, чтобы сварка велась в нижнем положении. При этом у сварщика должна быть определенная квалификация, иначе швы будут очень плохими. Трансформатор "выживет" в строительных условиях, частых транспортировках, запыленных помещениях. Это оптимальный варит для дачи, гаража, чтобы сэкономить.
Источник видео: Виталий М
Но трансформаторы с переменным током могут пригодиться и для профессиональных задач. Например, при сварке покрытыми электродами алюминия или ржавого металла, который невозможно очистить. Они лучше инверторов, поскольку постоянное изменение направления движения электронов содействует разрушению оксида алюминия или загрязнений на поверхности. Постоянный ток на такое не способен (только в сочетании с импульсом)
Инверторы лучше подойдут для новичков, чтобы учиться варить. С ними легче работать во всех пространственных положениях, а также сваривать:
Изменение полярности поможет сварить тонкий металл 1-2 мм без прожогов. Но за инверторами требуется более тщательный уход и бережное обращение, иначе частые поломки дорого обойдутся.
Для профессиональной деятельности или частной мастерской лучше купить сварочные аппараты AC/DC. Переключаясь с переменного на постоянный ток, вы сможете качественно варить любые металлы и наслаждаться приятным шелестом электрической дуги.
Советы по выбору
Выбирая сварочный аппарат переменного тока, обращайте внимание на следующие характеристики:
Не забудьте про качественную маску для сварки, чтобы хорошо видеть сварочную ванну и защитить при этом глаза. Чтобы швы были прочные даже на переменном токе, важны хорошие электроды. Лучше выбирайте с рутиловым или основным покрытием. Они отлично плавятся и содействуют переносу капли металла. Никогда не покупайте для "переменки" электроды с целлюлозным покрытием.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 2 | 25-100 |
| 3-4 | 3 | 90-150 |
| 5-6 | 4 | 150-200 |
Ответы на вопросы: преимущества и недостатки аппаратов переменного тока для сварки
Регулировка силы тока возможна двумя способами. Первый — плавный, путем вращения рукоятки на корпусе. Она сводит и разводит катушки первичной и вторичной обмотки между собой, от чего изменяется электромагнитное поле. Если нужно убавить ток — вращайте ручку против часовой стрелки. Для добавления силы тока, крутите ручку по часовой стрелке.
Второй способ — ступенчатый. Он есть только у промышленных версий и заключается в переключении витков обмотки. Механизм действует быстро, но не позволяет установить точных значений. У большинства трансформаторов нет дисплея, поэтому дугу нужно пробовать на черновом металле каждый раз после изменения настроек.
Бывает, что сила тока убавлена до минимума, а металл все-равно прожигается. Тогда используют дополнительное приспособление — сталистую пружину, фиксируемую между прижимом массы и изделием. Ее витки создают дополнительное сопротивление, снижая силу тока. Но при этом пружина греется, поэтому расположите ее на негорючей поверхности или подвесьте.
Лучше использовать аппараты с постоянным током. Но если такой возможности нет, намотайте в один ряд поверх покрытого электрода оголенную медную проволоку. Она будет плавиться и добавляться вместе с присадочным металлом, смягчая сплав. Это сократит количество микротрещин при остывании чугуна.
Да, аппараты на переменном токе сильно гудят и тарахтят. Работать рядом целый день не комфортно. Снизить шум можно, установив аппарат на резиновый коврик, плотно стянув все соединения на корпусе, подложив в соприкасающиеся металлические части кожуха прослойки асбеста.
Если сам проводник целый, потребуется перемотать катушку трансформатора с нанесением нового слоя изоляции. В случае обрыва проводника нужна новая обмотка. Лучше доверить эту работу сервисному центру.
Промышленные сварочные аппараты
Промышленные сварочные аппараты обладают колоссальной мощностью (350А и более), которая в свою очередь обеспечивает высокую скорость работ, долгий срок службы (при условии работы не на максимальных параметрах) и возможность соединения сверх толстых деталей.
380 В, Продолжительность включения (ПВ) 60 %, Раздельный, Диапазон диаметров сплошной проволоки от 0,8 до 1,2 мм, Воздушная


380 В, Диапазон сварочного тока от 20 до 500 А, Продолжительность включения (ПВ) 60 %, Раздельный, Диапазон диаметров сплошной проволоки от 1 до 1,6 мм, Воздушная

380 В, Диапазон сварочного тока от 40 до 300 А, Продолжительность включения (ПВ) 100 %, Диаметр электрода от 1,6 до 6 мм, Вес 13,7 кг




380 В, Продолжительность включения (ПВ) 60 %, Раздельный, Диапазон диаметров сплошной проволоки от 0,8 до 1,6 мм, Воздушная







220 В, Диапазон сварочного тока от 40 до 250 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 3 до 6 мм, Вес 5,7 кг
Машина контактной сварки c радиальным ходом плеча Fubag RS 15M (ПВ 15кВА@50%, 400В, блок управления S1)

220 В, Диапазон сварочного тока от 20 до 255 А, Продолжительность включения (ПВ) 80 %, Диаметр электрода от 2 до 6 мм, Вес 5,7 кг
Машина контактной сварки c радиальным ходом плеча Fubag RS 20M (ПВ 20кВА@50%, 400В, блок управления S1)


Машина контактной сварки c линейным ходом плеча Fubag LS 80 (ПВ 80кВА@50%, 400В, блок управления PX1600)

Чаще всего они выполнены в виде трёхфазных агрегатов. Промышленный аппарат для сварки может представлять собой как стационарную машину, так и оборудование, имеющее склонность к несложной транспортировке. Главной особенностью данного класса силовых агрегатов является обязательное наличие различных систем защиты: от перегрева, перегрузок, нестабильности сети и т.д. Ведь основное их предназначение – беспрерывная интенсивная работа в условиях промышленного производства.
Сварочные аппараты постоянного тока (DC)
Сварочный аппарат постоянного тока DC – оборудование, предназначенное для соединения металлических изделий используюя в качестве источника дуги постоянный ток.
220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 80 %, Диаметр электрода от 1,5 до 5 мм, Вес 8 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, Встроенный, Диапазон диаметров сплошной проволоки от 0,6 до 1 мм, Воздушная, Вес 12,5 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 5 мм, Вес 5,2 кг

220 В, Диапазон сварочного тока от 10 до 180 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 4 мм, Вес 4,7 кг

220 В, Диапазон сварочного тока от 10 до 160 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 3,2 мм, Вес 4,7 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG), Воздушная, Вес 6,2 кг

220 В, Диапазон сварочного тока от 10 до 200 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG) , Воздушная, Вес 6,2 кг

380 В, Диапазон сварочного тока от 10 до 250 А, Продолжительность включения (ПВ) 80 %, Диаметр электрода от 1,5 до 5 мм, Вес 13 кг

220 В, Диапазон сварочного тока от 10 до 180 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG) , Воздушная, Вес 6 кг

220 В, Диапазон сварочного тока от 10 до 160 А, Продолжительность включения (ПВ) 60 %, Встроенный, Диапазон диаметров сплошной проволоки от 0,6 до 1 мм, Воздушная, Вес 12,5 кг

220 В, Диапазон сварочного тока от 20 до 250 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG) , Воздушная, Вес 19 кг

380 В, Диапазон сварочного тока от 10 до 500 А, Продолжительность включения (ПВ) 60 %, DC, Импульсный режим (TIG), Жидкостная, Воздушная, Вес 54 кг

380 В, Диапазон сварочного тока от 20 до 250 А, Продолжительность включения (ПВ) 60 %, Встроенный, Диапазон диаметров сплошной проволоки от 0,6 до 1,2 мм, Вес 47 кг

220 В, Диапазон сварочного тока от 15 до 160 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 3,2 мм, Вес 3,5 кг




380 В, Диапазон сварочного тока от 30 до 400 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 6 мм, Вес 22 кг

220 В, Диапазон сварочного тока от 20 до 250 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 5 мм, Вес 6,6 кг

380 В, Диапазон сварочного тока от 30 до 400 А, Продолжительность включения (ПВ) 60 %, Диаметр электрода от 1,5 до 6 мм, Вес 25 кг

Работать на сварочном аппарате постоянного тока проще и удобнее, что положительно отражается на продуктивности и эффективности швов. Более стабильная дуга – ещё одно преимущество DC агрегатов. Однако, данное оборудование не подходит для сварки алюминия.
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC - это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC - постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином "полярность".
Электрические цепи имеют полюса - отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину - в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сваркиимеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя. Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
- WP - вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 - легированные вольфрамовые электроды для сварки на постоянном и переменном токах.

Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Организация сварочного поста

Для грамотной организации сварочного поста требуется не только подобрать необходимое оборудование, но и сделать так, чтобы рабочее место сварщика соответствовало производственной специфике, индивидуальным предпочтениям специалиста и требованиям безопасности.
Для различных сварочных постов (стационарного, мобильного, газосварочного) предъявляются свои требования и необходимо покупать разные комплекты оборудования. О том, как правильно подготовить сварочный пост, чтобы он был не только удобен для работы, но и безопасен для оператора, помещения, в котором находится, и окружающих, читайте в нашем материале.
Основные требования к организации сварочного поста

Речь идет о непосредственном месте работы сварщика, где есть все оборудование, аксессуары, приспособления. Обустройство поста осуществляется в соответствии с правилами охраны труда и безопасности жизнедеятельности, также необходимо опираться на требования ГОСТ 12.3.003-86. В последнем зафиксированы нормы для производственных помещений, по установке устройств, перевозке материалов, особенности использования сотрудниками средств индивидуальной защиты.
В этой статье будут рассмотрены правила организации сварочного поста для ручной, аргонодуговой и полуавтоматической электродуговой сварки.
1. Стационарный пост.
Данный формат выглядит как кабина без верха, находящаяся выше уровня пола в помещении. Такие посты используют для соединения небольших заготовок и изделий средних размеров. Работа с крупными узлами, металлоконструкциями здесь невозможна. Чаще всего кабина состоит из листов металла, покрытых красками, содержащими цинк, или обработанными другими способами, защищающими материал стен от нагрева и инфракрасного излучения. Так, для этой цели подходят титановые белила, желтая краска на основе соли из хрома и свинца или современные продукты.
Требования к посту для сварки:
- Хорошее освещение – важно обеспечить источники света для всего помещения и рабочего стола.
- Площадь от 3 м 2 , стены кабины высотой 1,8–2м, при этом их необходимо поднять над полом на 20–25 см. Чтобы воздух мог циркулировать, потолок в помещении, где монтируется сварочный пост, должен иметь высоту более 2 м.
- Высота стола – 50–60 см, если мастер работает сидя. Стол состоит из металла, при этом на крышку из стали или чугуна толщиной до 2,5 см рекомендуется уложить медный лист. В том числе данное правило действует и на место контакта клеммы массы. В конструкции важно предусмотреть металлические выдвижные ящики для необходимых предметов.
- Специальная вытяжка под столом. Если речь идет об организации сварочного поста в гараже, а не на предприятии, то подойдет вытяжной вентилятор, встроенный в одну из стен. Тогда нужно позаботиться о наличии приточки зимой. В промышленных условиях сейчас все чаще применяют точечную вытяжку, так как ее гибкую часть можно подвести к месту сварочных работ.
По нормам, обмен воздуха в помещении не может быть ниже 40 м 3 /час. Дело в том, что недостаточный воздухообмен приводит к накоплению токсичных элементов из сварочного дыма в легких работника, постепенно у него появляются профессиональные болезни.
- Коврик из резины под ногами мастера.
- Заземление всего используемого оборудования – может использоваться устройство защитного отключения.
- Вращающийся рабочий стул. Он позволяет обеспечить более удобную работу. Для изготовления стула используют материалы, выдерживающие повышение температуры, при этом не способные проводить ток. Сиденье и спинку часто делают из дерева.
- Манипулятор и ножная педаль. Данные устройства облегчают управление: манипулятор позволяет осуществлять сварку тел вращения.
2. Мобильный пост.

Организация сварочного мобильного поста требуется для осуществления работ с крупными конструкциями на открытом воздухе. По этой причине документами не устанавливаются специальные мероприятия по созданию особых условий для специалиста. Рабочую зону закрывают от осадков при помощи навесов, тогда как загородить сварщика от ветра позволяют ширмы. Для перемещения инструментов, необходимого оборудования применяют специальные тумбы. Необходимая степень освещения обеспечивается за счет локальных источников света. В данном случае оборудование также должно быть предварительно заземлено.
Рекомендуем статьи по металлообработке
Необходимое оборудование для организации постоянного и мобильного сварочного поста
От типа сварочного места зависит установка оборудования и используемых в процессе работы приспособлений.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
1. Мобильный сварочный пост.
Для него отсутствуют нормы, касающиеся площади рабочего места и системы вентилирования. Тем не менее, специалист должен выполнять базовые требования безопасности:
- Тележка для размещения устройств и инструментов оснащается колесами для удобства транспортировки. Сварка осуществляется сварочным аппаратом с набором кабелей.
- Мобильный пост снабжают стойками для монтажа навеса при неблагоприятных погодных условиях.
- Инструменты складывают в специальные ящики.
- Переносные щиты позволяют защитить окружающих от светового воздействия.
- Рабочие места оборудуются в вагончиках с автономными генераторами, если идет прокладка длинных линий коммуникаций.
2. Постоянный сварочный пост.
Организация сварочного поста в цехе предполагает закупку всех приспособлений, необходимых сварщику для работы. В основной список, который при необходимости допускается расширить, включены:
- сварочный аппарат;
- ящик для хранения электродов, инструментов;
- постоянный источник тока;
- удобное место посадки;
- рубильник для подачи/отключения тока;
- вытяжка;
- корзины, полки под мелкие инструменты;
- электродержатель.
Оборудование для организации газосварочного поста

В данном случае в основной комплект входят:
- генератор ацетилена/баллон со сжиженным метаном, пропаном либо бутаном;
- баллон с кислородом;
- горелка;
- шланги, редукторы, позволяющие устанавливать необходимое давление кислорода и газа, контрольные манометры.
У передвижного поста всегда есть зона с крепежами для установки баллонов. Оборудование перемещают на двухколесной тележке из труб. Перед сваркой оператор раскручивает шланги, открывает вентили на баллонах, после чего может начинать работу.
Для стационарного газосварочного поста устанавливают:
- металлический стол;
- приточно-вытяжную вентиляцию;
- освещение.
Правила пожарной безопасности требуют, чтобы между генератором ацетилена и местом сварки оставалось от 10 м. Для хранения газовых баллонов выделяют помещение либо объемный металлический шкаф с замками. Баллоны переносят на сварочный пост лишь для проведения работ.
Организация стационарных сварочных постов является рациональной, если предприятие производит значительные объемы соответствующих работ. При подготовке места для проведения газовой сварки используются те же принципы, что и в случае с электросваркой. Разница состоит лишь в стационарном подводе газов. Последние выбираются в соответствии с задачами производства. Так, могут использоваться:
- ацетилен;
- кислород;
- углекислый газ;
- сжатый воздух;
- аргон.
За счет подобного обеспечения возможно производить различные виды газо- или электросварки. Это может быть сварка, газосварка с горючими газами, сварка в среде углекислого или инертного газа. На трубопроводах, предназначенных для поставки взрывоопасных газов, обязательно устанавливают предохранительные затворы.
Газо- и электросварка считаются высокопроизводительными технологиями. Их применяют в различных производственных сферах, а необходимое в таких случаях сварочное оборудование пользуется немалым спросом.
Требования к различным видам оборудования для сварочного поста
1. Столы сварщиков.
Сварочные посты относятся к тем объектам на производстве, куда невозможен допуск посторонних. Такие кабины достаточно просторные, так как им необходимо вмещать в себя сварочный стол и все требующиеся сварщику принадлежности. Их стандартный размер – 2х2 либо 2х3 м, а высота – до 2 м. Обеспечить хорошую вентиляцию позволяет установка стен в 20 см над полом.
Сварочные столы необходимы для сварки и сборки заготовок. Они устанавливаются в сварочной кабине на высоте 50–60 см, если запланировано осуществление работ в сидячем положении либо высота стола может быть 90 см для сварки стоя.
Минимальная площадь стола, в соответствии с существующими требованиями по организации сварочного поста, равна 1 м 2 . Для крепления проводов сварочного аппарата используются специальные болты. Отсос пыли от сварочной дуги не может осуществляться при помощи вытяжного зонта, поскольку в этом случае поток вредных веществ будет направляться прямо в дыхательные пути работника предприятия.
На столе важно предусмотреть гнезда для электродов. Если есть выдвижной ящик, в нем должны храниться документы и инструменты. Под ногами у сварщика обязательно располагается резиновый коврик.
Местный отсос, устанавливаемый при организации сварочного поста, может находиться на столе или вне помещения. Дело в том, что из-за встроенного в стол вентилятора появляется шум, негативно отражающийся на уровне работоспособности. Считается, что лучше всего использовать стол с нижнебоковым отсосом, предполагающим монтаж вентилятора не в помещении. Таким образом удается защитить дыхательную систему сварщика от пыли и газа.
Столы можно оснастить дополнительными устройствами для большего удобства в процессе работы. Так, часто сварщики зачищают конец электрода о поверхность стола, из-за чего вскоре появляются металлические наросты. Они затрудняют передвижение заготовок по рабочей поверхности, а также негативно отражаются на внешнем виде рабочего места. Избежать этого можно, сделав окантовку стола медными пластинами, к которым не пристает материал электродов.
Стоит предусмотреть местное освещение в столе. Если часто требуется осуществлять сварку мелких деталей, когда швы наносятся по периметру, разумно установить вращающийся стол, где высота может корректироваться при помощи винтов. Таким образом удается подобрать наиболее удобное для обработки заготовки положение. В результате, за счет грамотной организации сварочного поста, сварщик не так сильно устает и менее подвержен воздействию вредных выделений.
Если работнику кажется неудобным его положение на рабочем месте, руководство предприятия должно обеспечить его сиденьем с регулировкой высоты.
2. Электродержатели ручной дуговой сварки.
Это один из наиболее востребованных инструментов сварщика, ведь он влияет на безопасность и производительность труда. Электродержатели должны быть легкими – до 0,5 кг, чтобы не перегружать руки – и удобными в работе. Важно, чтобы такое устройство не нагревалось в процессе сварки.

Специалисты называют наиболее оптимальными пассатижные зажимы.
Существуют следующие типы электродержателей:
- для тока в пределах 125 А и сечения провода 25 мм;
- для тока не более 315 А и провода 50 мм;
- для тока до 500 А и провода 70 мм.
Зажим должен иметь изоляцию и обеспечивать надежное крепление электродов. В целом, качественная конструкция рассчитана на 8 000 циклов работы. Благодаря продуманной форме инструмента сварщик может заменить электрод всего за 4 секунды.
Если держатель планируется использовать при силе тока от 500 А, его оснащают защитными щитками. Они закрывают руки специалиста от тепла сварочной дуги и брызг металла. Также могут применяться наиболее безопасные устройства с системой для выключения тока на время замены электрода.
При организации сварочного поста к столу обязательно приваривают штатив. Он необходим для укладки электродержателя во время перерывов в работе. В противном случае возможно образование электродуги при соприкосновении данного инструмента и поверхности стола. По этой причине штатив изготавливается из материала, не проводящего ток.
Чтобы в процессе работы к держателю не прилипали брызги металла, из-за которых он становится более тяжелым и сильнее нагревается, необходимо раз в смену смазывать его автолом.
3. Сварочные шторы.
Организация сварочного поста невозможна без его оснащения перекрытием или сварочными шторами, особенно когда речь идет о многопостовых участках. Шторы изготавливают из огнеупорной ткани, обычно используемой для пошива спецодежды.
При помощи штор рабочее место сварщика оказывается полностью закрыто для случайного доступа посторонних. Таким образом удается обезопасить людей от негативного влияния сварочной дуги и иных отрицательных факторов.
У сварочных штор есть несколько задач:
- защита от ультрафиолета;
- перекрытие доступа искр и брызг в основное помещение, а значит, сокращение риска возникновения пожара;
- ограждение сварочной зоны от воздушных потоков;
- увеличение эффективности вытяжного оборудования.
Подобные шторы экономичны и не требуют сложной установки в процессе организации сварочного поста. Они могут быть сплошными или полосовыми. Разница в том, что первые представляют собой единое полотно, изготавливаются из ПВХ, прошиваются со всех сторон и снабжаются армированными отверстиями для подвесных колец через каждые 20 см. Тогда как полосовая штора шириной 140 см состоит из полосок по 50 см.
4. Вентиляция.

Сварка при помощи газа требует качественной вентиляции, тогда удается:
- Снизить содержание в воздухе токсичных веществ, которые могут выделяться при сварке металлов. Обычно речь идет об окиси углерода, азота и фтористых включениях.
- Удалить из помещения загазованность, способную стать причиной детонации.
- Охладить рабочие инструменты, ведь они значительно нагреваются в процессе работы.
Вентиляция бывает естественной, то есть при помощи притока уличного воздуха, и искусственная. Во втором случае устанавливаются специальные устройства, обеспечивающие более активное движение воздуха.
Вытяжная вентиляция позволяет вывести из помещения максимальный объем вредных газов. За счет приточной осуществляется разбавление веществ до концентраций, не угрожающих здоровью рабочих.
Считается, что самым оптимальным вариантом организации сварочного поста является стол с вытяжкой пыли, направленной вниз либо в сторону. Добиться эффективного удаления опасных веществ из зоны вдыхания удается за счет установки вытяжных заборников в непосредственной близости от дуги.
Общий алгоритм подготовки сварочного поста к работе
Организация сварочного поста возможна в гараже, на производстве, станции техосмотра и осуществляется в такой последовательности:
- Выбор места. Лучше, чтобы пост был максимально удален от легковоспламеняющихся жидкостей, материалов, газов.
- Сборка кабины с учетом нормативов. Между полом и нижней кромкой стены остается зазор 5 см, обеспечивающий проветривание. Когда используются инертные газы, промежуток составляет 30 см. Далее устанавливают вентиляционные сетки, вешают негорючую ширму из брезента либо пластика на входе.
- Монтаж стола со столешницей. Необходимо обеспечить возможность изменения высоты стоек и площади поверхности.
- Установка осветительных приборов.
- Окраска стенок кабины в светло-серый цвет краской на основе титана или цинка, поглощающей ультрафиолет.
- Монтаж вытяжки принудительного типа. Для этого оборудование совмещают с централизованной системой воздухообмена.
- Заливка пола бетоном. Также для формирования напольного покрытия может использоваться кирпич.
- Установка рубильника, позволяющего в аварийном порядке выключить сварочные аппараты.
В завершение организации сварочного поста остается подключить оборудование к источникам питания.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: