Сварочные аппараты старого образца
Обновлено: 26.04.2024
Каталог электротехнического оборудования > Электросварочное оборудование > Источники электропитания для электродуговой сварки, резки и наплавки > Сварочные выпрямители > Выпрямитель сварочный ВД-121 У2 «УНИВЕРСАЛ»
Общие сведения
Выпрямитель ВД-121 У2 «УНИВЕРСАЛ» предназначен для сварки наплавки и резки электрической дугой стальных деталей при ремонте и изготовлении различных конструкций.
Выпрямитель дополнительно может использоваться для:
запуска холодного двигателя легкового автомобиля на морозе до минус 30°С, обеспечивая надежный и быстрый пуск, а также увеличение срока службы аккумулятора;
питание различных электроприборов, рассчитанных на постоянное напряжение 12 В.
Для сварки используются штучные сварочные электроды диаметром 2 и 3 мм всех марок.
Выпрямитель обеспечивает глубину проплавливания при сварке до 5 мм и резку стали толщиной до 4 мм включительно.
Структура условного обозначения
ВД-121 У2 «УНИВЕРСАЛ»:
ВД — выпрямитель для дуговой сварки;
12 — номинальный сварочный ток, десятки А;
1 — номер модификации;
У2 — климатическое исполнение и категория размещения
по ГОСТ 15150-69;
«УНИВЕРСАЛ» — торговая марка.
Условия эксплуатации
Высота над уровнем моря не более 1000 м.
Температура окружающей среды от минус 45 до 45°С.
Относительная влажность воздуха не более 98% при температуре 25°С.
Исключение воздействия дождя или снега.
Выпрямитель не требует защитного заземления, так как в его конструкции применена система двойной изоляции.
При работе с выпрямителем допускается наличие не более одного условия повышенной электробезопасности:
Сырости (относительная влажность более 75%).
Токопроводящих полов (земляных, металлических, железобетонных и кирпичных).
Высокой температуры (длительно более 30°С).
Возможности одновременного прикосновения человека, к имеющим соединение с землей металлическим предметом с одной стороны и металлическими частями корпуса выпрямителя с другой.
Выпрямитель соответствует требованиям ТУ 16-93 ДШИБ.435211.006 ТУ.
Нормативно-технический документ
ТУ 16-93 ДШИБ.435211.006 ТУ
Технические характеристики
Напряжение питающей сети, В — 220+10% Частота питающей сети, Гц — 50 Номинальный сварочный ток, А, на ступенях: 40 — 40 60 — 60 80 — 80 125 — 125 Номинальная продолжительность нагрузки (ПН), % — 20 Продолжительность цикла сварки, мин — 5 Диапазон регулирования сварочного тока, А, на ступенях: 40 — 35-45 60 — 55-65 80 — 80-100 125 — 110-140 Режим работы — Повторно- кратковременный Напряжение ХХ, В, не более — 50 Номинальный выпрямленный ток в период пуска, А — 200 Режим пуска, с: работа, с, не более — 10 пауза, с, не менее — 60 Выпрямленное напряжение на ступени П (без нагрузки), В — 12-14 Эквивалентный ток, потребляемый из сети, А, не более — 15 Средняя мощность, потребляемая из сети, кВт, не более — 1 Расход электроэнергии за 1 ч работы, кВт·ч, не более — 1 Габаритные размеры, мм — 480x220x340 Масса, кг — 29
Гарантийный срок эксплуатации — 1 год со дня продажи выпрямителя.
Конструкция и принцип действия
На панель управления выпрямителя (рис. 1) выведены пластмассовая колодка переключателя вида работ и ступеней сварки, замыкатель, сигнальная лампа и клеммная колодка.
Панель управления выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
1 — клеммная колодка;
2 — сигнальная лампа;
3 — замыкатель;
4 — пластмассовая колодка переключателя
Выпрямитель включается автоматическим выключателем, расположенным на задней панели выпрямителя.
Режим сварки или пуска устанавливается переключателем втычного типа. Замыкатель вставляется до упора в одно из гнезд пластмассовой колодки переключателя и таким образом подключается соответствующая цепь к выходным зажимам клеммной колодки.
Выпрямленное напряжение снимается с клеммной колодки с тремя винтовыми зажимами. Зажим «+» является общим для всех видов работ.
В колпачке электрододержателя имеется отверстие для электрода, который закрепляется и освобождается вращением колпачка.
Выпрямитель преобразует переменное напряжение электросети в пониженное выпрямленное напряжение и ток со специальными характеристиками, необходимыми для сварки, а также для питания стартера и 12-вольтовых электроприборов.
Электрическая принципиальная схема выпрямителя представлена на рис. 2.
Электрическая принципиальная схема выпрямителя ВД-121 У2 «УНИВЕРСАЛ»:
QF — автоматический выключатель;
М — вентилятор;
С1-С6 — конденсаторы;
TV — трансформатор;
SA — переключатель втычного типа;
HL — сигнальная лампа;
VD1, VD2 — выпрямительные блоки;
L — дроссель;
ХР — вилка;
ХТ — клеммная колодка;
RU — варистор;
БК1-БК5 — выводы большой катушки трансформатора;
МК1-МК5 — выводы малой катушки трансформатора
Для проведения сварки кабели от электрододержателя и зажима присоединяются к зажимам «+» и «-» («Сварка») клеммной колодки. Зажим «крокодил» прикрепляется к свариваемой детали. Электрод закрепляется в электрододержателе. Замыкатель вставляется в гнездо переключателя в соответствии с выбранной ступенью сварки. Далее включается выпрямитель, при этом должна загореться сигнальная лампа.
Диаметр электрода выбирается в зависимости от толщины кромок свариваемых деталей по таблице.
Толщина кромок, мм
Диаметр электрода, мм
При сварке деталей, требующих большого разогревания кромок, глубокого проплавливания, при резке, а также при сварке графитовым и угольным электродом электрододержатель подключается к зажиму «-» сварочной цепи выпрямителя, а при сварке и наплавке тонколистовых конструкций (1-2 мм) и нержавеющих сталей — к зажиму «+».
Зажигание дуги производится одним из двух способов. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности образовавшейся дуги. Можно также быстрым боковым скользящим движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние.
Для получения плотного и ровного шва при сварке на горизонтальной плоскости электрод должен иметь наклон от вертикали в сторону ведения шва на 15-30°. Если необходимо получить широкий шов, то при продвижении вдоль него одновременно совершаются поперечные колебательные движения электродом.
При сварке тонкого металла 1-3 мм, во избежание сквозных прожогов, поперечные движения электродом не делают, применяют сварку с периодическим прерыванием дуги.
Резка электрической дугой представляет процесс выплавления металла из зоны резания. Дуга зажигается на кромке разрезаемого листа так, чтобы расплавленный металл имел возможность свободного стекания. Резка производится электродом диаметром 2 мм на ступени 125.
Наплавка применяется для восстановления изношенных поверхностей деталей. Накладываются отдельные валики параллельно друг другу. Каждый последующий валик расплавляет часть уже наложенного. Наплавка производится электродом диаметром 3 мм на ступени 125. Наклон электрода от вертикали следует увеличить, чтобы уменьшить глубину проплавления.
Время непрерывного горения сварочной дуги должно быть ограничено во избежание перегрева и выхода из строя выпрямителя и прежде всего выпрямительных диодов. Поэтому периоды сварки должны чередоваться с обязательными перерывами в работе (паузами).
При автоматическом срабатывании выключателя следует сделать паузу 5-10 мин.
Для увеличения срока службы выпрямителя непрерывная работа в режимах, указанных в таблице, должна продолжаться не более 4 ч, после чего необходимо сделать перерыв и охладить выпрямитель температуры воздуха.
При пуске двигателя выпрямитель соединяется с аккумуляторной батареей автомобиля посредством двух кабелей с зажимами «крокодил».
Один кабель соединяет винтовой зажим «+» на клеммной колодке с плюсовым выводом аккумулятора (зажим «крокодил» цепляется прямо на вывод аккумулятора и провод, отходящий от вывода к стартеру, без каких-либо пересоединений в схеме автомобиля).
Другой кабель должен соединять винтовой зажим «-» («Пуск») с минусовым выводом аккумулятора. Замыкатель устанавливается в гнездо «П» втычного переключателя. Выпрямитель включается в сеть.
Производя подзарядку аккумулятора в течение 3-4 мин, осуществляют запуск двигателя стартером. Длительность работы стартера не должна превышать 10 с при паузах между пусками не менее 1 мин. Общее число таких циклов пуска не более 10 подряд.
Питание 12-вольтовых электроприборов осуществляется от зажимов «+» и «-» («Пуск») при установке замыкателя в гнездо «П» на втычном переключателе.
Питаемые одновременно электроприборы не должны быть суммарной мощности более 360 Вт (30 А) (безопасное освещение, электровулканизатор, насос для мойки, компрессор, вентилятор, пылесос и т. п., исключая радиоаппаратуру, требующую дополнительных фильтров).
В комплект поставки входят: сварочный выпрямитель, щиток сварщика, электрододержатель с кабелем, зажим «крокодил» с кабелем длиной 1,8 м, зажим «крокодил» с кабелем длиной 3 м, розетка на 10 А, светофильтр С4 (Э1), светофильтр С5 (Э2), лампа КМ 24-90 (сигнальная запасная), сварочные электроды диаметром 2 и 3 мм по 10 шт., пробная стальная пластинка, зажим (3 шт.), замыкатель и руководство по эксплуатации.
Сколько меди в сварочном аппарате?
Когда сварочный аппарат выходит из строя, или зачастую просто лежит, без надобности, порой возникает желание просто сдать его на металлолом. Важно понимать, что привлекательность такого оборудования в плане приемки на лом заключается как раз в наличии внушительного количества цветного металла, в частности меди и алюминия. Но, чтобы принять решение о том, стоит сдавать агрегат на лом или нет, предлагается узнать, сколько меди в каждом сварочном аппарате, который может быть как выгодным для владельца, так и нет.

Сколько меди в советском сварочном аппарате?
Почему актуальными являются именно старые трансформаторы производства СССР? Суть в том, что в каждом сварочном аппарате советского производства, катушки изготавливались из меди. Особенностью подобного оборудования является то, что на дорогостоящие материалы в то время просто не скупились. Правда, бытует мнение, что процентное содержание меди рассчитывается из соотношения 60-70% от общей массы, в зависимости от модели, но, это неверное заключение. Но не стоит заниматься весом аппарата, нужно обратить внимание непосредственно по паспортные показатели, а также конструктивные особенности оборудования. Стоит учесть, что в зависимости от временного периода, в котором производился аппарат, соотношение меди и алюминия может варьироваться. Рассмотрим некоторые основные параметры, которые имеет трансформатор, что и позволит без проблем определить вес данного металла, включенного в состав оборудования.
Модель ТДМ-317
Достаточно старая модель, которая к 2000 году уже давно как устарела морально. От него зачастую избавляются по причине того, что он потребляет энергии в 10 раз больше, чем современный инвертор. Плюс его общая масса составляет порядка 124 кг. Обмотки выполняются из дорогого материала, состав которой при разборе составляет порядка 20 кг. Данная цифра не может быть точной, если учитывать, что обмотка отмечается временами как поврежденная, сильно загрязнена, деформирована.
Модель ВД-306М УЗ
Агрегат тяжелый — 130 килограмм. Используется для питания одного элемента. В настоящее время морально устарел, к тому же, достаточно тяжелый. Количество меди составляет в пределах 14 кг.
Модель ТД500
Несмотря на свой внушительный вес, агрегат состоит в основной массе из черного металла, среди цветмета принято включать алюминий. Итак, алюминия в составе конструкции находится порядка 18 кг, а нужного нам всего 3 килограмма. Сравнительно невысокое значение, если учитывать, что общая масса черного металла сварочной конструкции составляет 150 кг.
Особенностью агрегатов внушительных габаритов и массы является то, что для них использовалось сравнительно небольшое количество дорогих материалов, основной акцент делается на алюминий. В частности, меди до 7 кг, в то же время, как более дешевого аналога порядка до 30 кг.
Особенностью советского сварочного оборудования является то, что на дорогостоящие материалы в то время просто не скупились.
Чего ждать от современных аппаратов?
Современные агрегаты выполняются с катушками в больше степени изготовленными из алюминия. К тому же, они сравнительно небольшие по весу и габаритам, масса составляет в пределах до 10 килограмм. В данном ключе, учитывая, что основной акцент так же делается непосредственно на алюминий как цветной материал для сварочного узла, общий вес цветмета зачастую не превышает 1 килограмма, а в среднем – по 0,5 килограмма, что так же определяется паспортными данными конкретного оборудования.
ВД-306УЗ СССР советский сварочный сколько меди и денег?

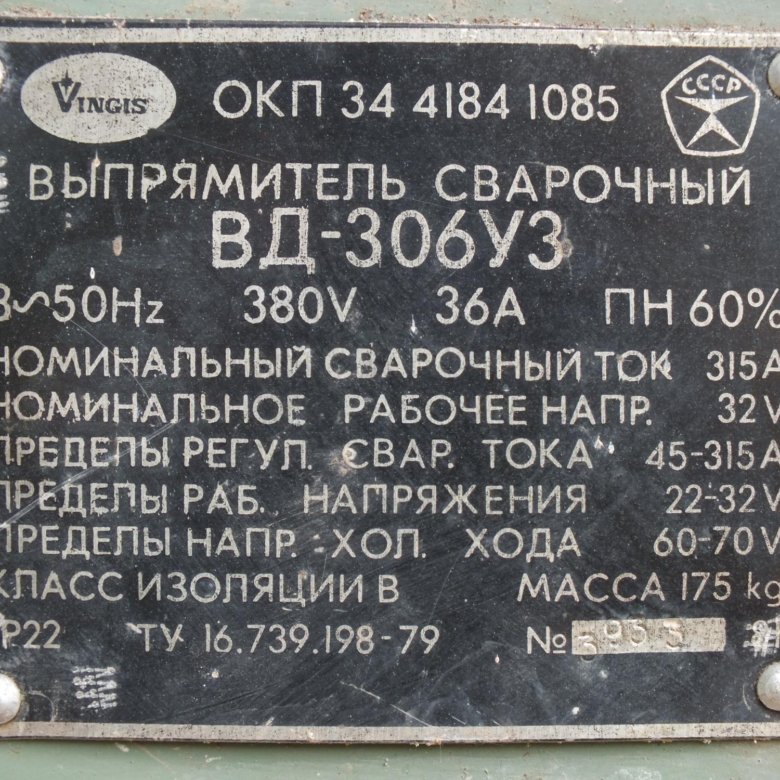
Сварочный аппарат ВД-306УЗ советского производства, знак качества на бирке аппарата, масса 175 килограммов.
Выпрямитель сварочный ОКП 34 4184 1085, 50 герц, 380 вольт, 36 ампер , ПН 60% , номинальный сварочный ток 315 Ампер, номинальное рабочее напряжение 32V, пределы рег. сварочного тока 45-315 А,пределы рабочего напряжения 22-32V,



Сварочный аппарат ВД-306УЗ советского производства сколько же в нем меди и черного и других металлов?
Разбираем и сдаем в металлолом сварочный аппарат ВД-306УЗ советского производства СССР .
Вес сварочного ВД-306УЗ вес масса 175 килограмма в том числе и кожух,.
Сварочный аппарат ВД-306УЗ 175 килограмм из них:
—медь электротехническая первого сорта блеск 96 килограмм, каждая бухта моток по 16 килограмм чистой электротехнической меди типа блеск (всего 6 обмоток)
—медь и шины второго сорта микс 3 килограмма

медь и шины второго сорта микс 3 килограмма
—алюминий и клеммы второго сорта 2 килограмма

алюминий и клеммы второго сорта 2 килограмма
—алюминий первого сорта 6 килограмм

алюминий первого сорта 6 килограмм
—черный металл
Рама/кожух черный металл
-латунь 1.5 кг

латунь
электромотор с кожухом 15 килограмм из них медь 2.650 кг./

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 96 кг х 630 руб. = 60 480 рублей
кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм х 630 руб =5 670 рублей ( в вес аппарата не входит)
электромотор с кожухом 15 килограмм из них медь 2.650 кг. х 630 =1 669,5 рублей
медь шины микс 2-го сорта 3 кг х 550 руб. = 1 650 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб = 540 рублей
-алюминий первого сорта 1200 гр. х 170 руб.=204 рублей
-черный металл 66 кг х 22 руб. =1 452 рубля
латунь 350 гр. х 300 = 105 рублей
Всего: мы получим с разобранного сварочного Сварочный аппарат ВД-306УЗ на части 70 055 рублей
Но а если его сдать с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 70 055 семьдесят тысяч 55 рублей
Этот вес меди в сварочном аппарате ВД-306УЗ (не новых выпусков, а старый выпуск 80 года, другие не проходят по меди и пр. металла) СССР просто подарок для искателя меди, и намного и в несколько раз больше чем в предыдущих сварках и генераторах.
Сам работающий и действующий аппарат Сварочный аппарат ВД-306УЗ в целом виде, стоит недорого и разобрать его на составные части и не сдавать целым со всякими скидками просто нужно немного потрудится. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Что можно сделать из сварочного трансформатора
При выполнении кузовных работ на автомобиле, точнее – при устранении вмятин после ДТП, возникает необходимость демонтажа поврежденного элемента с последующей рихтовкой.
Это длительная и дорогостоящая процедура. К тому же, на автомобилях ранних годов выпуска элементы кузова крепятся не на болты, а приварены к лонжеронам.

Такой ремонт влетит «в копеечку» не только за сложность работ. Он повлечет за собой дополнительные затраты на покраску как восстановленной зоны деформации, так и мест крепления демонтируемой части кузова.
В ряде случаев восстановление вмятин традиционным способом невозможно в принципе, например при повреждении порогов. Приходилось либо менять узел целиком, либо вырезать поврежденный участок и приваривать новый. Это не способствовало удешевлению процесса.
Для снижения стоимости кузовного ремонта, много лет назад была придумана технология «вытягивания» вмятин. К поврежденной части кузова приваривался ремонтный крюк, затем либо лебедкой, либо так называемым обратным молотком вмятина выравнивалась.
Во время сварки портилась дополнительная площадь кузова. Эта проблема характерна лишь при использовании традиционных сварочных аппаратов.
Видео пример переделанного сварочного аппарата в контактную сварку
Простой способ рихтовки и сварки кузова
Понятно, что вопросом «сделать проще и дешевле» народ занимается долгое время. Способ «вытягивания» вмятин изобрели давным-давно. Дело довольно примитивное: вмятина выравнивалась специальным молотком обратного действия или с помощью лебедки и приваренного к кузову крепежного крючка.

А вот если проводится сварка споттером, то качество рихтовки кузова на порядок выше. Начнем с того, что споттер – это специальный аппарат для производства сварки высокой точности. Это называется точечной сваркой.
Если говорить о профессиональной качественной рихтовка кузова, без споттера не обойтись. А ведь можно сэкономить немалые деньги, не потеряв при этом качество ремонтных работ. Способ заключается в том, чтобы сделать споттер своими руками из сварочного аппарата. Заходим, читаем, разбираемся.
Особенности переделки
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет).
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Как он работает: нюансы
Первым делом разберемся с функцией споттера. Он нужен лишь для одной операции: ремонта смятой кузовной поверхности без общего разбора всего корпуса. Больше всего он ценен при ремонте труднодоступных деталей, которые нужно по ходу ремонта рихтовать.
Споттер можно сделать из инвертора, а можно из аккумулятора или трансформатора – существует несколько возможных электрических схем. Принцип действия устройства – молоток обратного действия, работающий точечным способом.
Чаще всего у споттера следующие режимы работы:
- Кратковременный режим, при котором направляющая крепится в необходимом локальном месте с помощью специальных колец.
- Сварочный режим – основной, который проводится при минимальной мощности и с использованием угольных электродов.
Споттер из инвертора
Споттер из сварочного аппарата – самая популярная опция среди самодеятельных мастеров. Причина тому – мощность самодельного споттера: если он сделан не из инвертора, она будет попросту ниже.
Так рассуждать можно в ситуациях, когда напряжение пропускается через кузов автомобиля. Это происходит при подсоединении одного контакта к кузову, а вторым контактом становятся насадка и металлический шток. Сам прибор состоит из двух главных частей: тиристорного реле и непосредственно самого инвертора.

Электрическая схема работы споттера
Вот что может понадобиться для сборки домашнего споттера, сделанного из старого аппарата для сварки:
- трансформатор для управления реле, понижающий на 12 вольт;
- тиристор на 200 вольт;
- реле на 30 ампер;
- кнопка управления;
- контакты на 220 вольт;
- диодный мост.
Трансформатор нужен в обязательном порядке: он запитывает цепь тиристора и включается в сеть с помощью диодного мост. Туда же подключено и тиристорное реле.
Как это работает
Как только нажимается пуск, сразу же подключается конденсаторная разрядка, временно подключаются резистор и тиристор, переменное напряжение через диоды подается напрямую на трансформатор, если точнее – на его первичную обмотку.
В процессе детали и электрод начинают нагреваться, плавиться и свариваться. Как только конденсатор разрядится, тиристор немедленно закрывается с одновременным обесточиванием всей обмотки аппаратного трансформатора.
Сварка заканчивается, зарядка конденсатора продолжается, что вполне пригодится для будущих работ.
Тиристор и диодный мост – детали заменяемые, их вполне можно заменить на симисторы. Главное – хорошенько продумать всю конструкцию вашего самодельного аппарата, ведь его работа должна быть абсолютно точной и корректной вне зависимости от размеров и потраченных на него денег и усилий.
Изготовление рабочего трансформатора и блока управления:

Первичная обмотка рабочего трансформатора Т2 рассчитывается на мощность 10-15 кВт. Если вам удалось раздобыть готовый трансформатор, например от обычного сварочного аппарата – рассчитать силовую вторичную обмотку будет несложно.
Намотайте 10 витков толстого провода и замерьте полученное напряжение при включенном трансформаторе. Разделите эту величину на 10, и получите напряжение, получаемое с одного витка. Количество витков должно обеспечить напряжение 7-9 вольт.
Медная жила для вторичной обмотки должна быть сечением не менее 75 квадратов. Это обеспечит формирование рабочего тока до 1500 ампер без излишнего нагрева и потерь мощности.
Состав силового блока следующий: трансформатор Т1 и диодный мост V1-V4, собранный на диодах Д226Б. Он служит для зарядки управляющего конденсатора С1. Трансформатор подойдет любой, например – от бытовой техники. Напряжение на выходе 12-24 вольта.
Емкость С1 открывает и закрывает тиристор V9, который и является ключом для блока управления. При нажатии на пусковую кнопку S3, тиристор открывается и подает питание через мост V5-V6 на первичную обмотку рабочего трансформатора Т2.
За это время происходит импульсная сварка, которая прекращается по мере разряда конденсатора С1, закрывающего тиристор V9 и прекращающего подачу напряжения на первичную обмотку рабочего трансформатора Т2. Длительность сварочного импульса регулируется переменным резистором R1.
ВАЖНО! Сварочный импульс протекает однократно, и не зависит от продолжительности нажатия на кнопку S3. Для перезапуска системы необходимо отпустить пусковую кнопку S3. После этого емкость С1 вновь зарядится и система будет готова к новому импульсу.
Кабели, которые подают рабочий ток к инструменту споттера, должны иметь сечение не меньше, чем вторичная обмотка рабочего трансформатора. Длину желательно ограничить 2,5 метрами (опять же, для уменьшения потерь мощности).
Популярное: Cварочный аппарат своими руками или точечная сварка в домашних условиях
Изготовленный своими руками точечный сварочный аппарат безопасен и надежен. Кабель питания 220 вольт и блок управления должен быть надежно закрыт в корпусе. Если корпус металлический – заземление обязательно.
ВАЖНО! Споттер потребляет 10-15 кВт мощности. Поэтому ваша электропроводка должна соответствовать нагрузке.
Еще одно видео изготовления точечной сварки из старого сварочного аппарата
Материалы
Чтобы понять, как сделать споттер из сварочного аппарата, нужно начинать с необходимых материалов. Сам тиристор не перегревается, греются лишь локальные места возле кабеля и металлический шток, поэтому лучше всего, чтобы он был сделан из латуни.

Чертеж споттера.
Кабель лучше взять с сечением от 70 мм². Для молотка и массы вполне хватит длины 1,7 и 2,1 м. Вторичная трансформаторная обмотка наматывается с шиной размерами 6,4 х 4,0, которая выполнена из меди. Шину можно заменить на алюминиевую.
На вторичную обмотку нужно добавить еще две. В итоге аппарат будет состоять из алюминиевой трансформаторной обмотки на 250 мм², что составляет пять обмоток по шесть витков. В качестве молотка обратного действия в данном случае выступает электрод.
Рукоятку обычно делают из хозяйственного пистолета для клея. Кабель нужно найти и выбрать только с термоизоляционным слоем.
Схема управления
Для управления сварочным процессом используются короткие импульсы, формируемые в специальной электронной схеме. При изготовлении споттера на основе старого агрегата также необходимо предусмотреть блок управления, позволяющий коммутировать значительный по величине выходной ток.
Для решения этой задачи сформированные вручную импульсы подаются на первичную обмотку ТТ (простейшая управляющая схема изображена на рисунке ниже).
К недостаткам такого управления следует отнести:
- Посредством приведённой на рисунке кнопки коммутируется сетевое напряжение, что крайне опасно;
- При размыкании механических контактов происходит сильное искрообразование;
- Даже если заменить включатель сети тяговым реле от стартера, управляемым кнопочным механизмом, то такая схема, несмотря на усовершенствование, всё равно будет недоработанной.
Обратите внимание! Для реализации тягового принципа допускается использование комбинации «мощный пускатель плюс автомобильное реле» (причем последнее может быть любой марки).
При выборе этого сочетания реле срабатывает при подаче напряжения 12 Вольт, а его переключение вызывает срабатывание силового контактора. Однако и данный вариант управления не лишён недостатков, поскольку в этом случае не удаётся точно задавить интервал воздействия (ширину импульса).
Для тех, кто владеет азами электроники и умеет обращаться с паяльником, подойдёт более сложная в исполнении, но зато надёжная в эксплуатации электронная схема управления (смотрите фото ниже).
Здесь на входную обмотку ТТ рабочие импульсы поступают с электронного прибора – тиристора, открываемого при воздействии напряжением на его управляющий электрод. Включённый в его цепь конденсатор (С1) при разомкнутом кнопочном контакте заряжается через элементы V1-V4 диодного моста. При нажатии кнопки емкость разряжается через резистор R1 и непосредственно через цепь управляющего электрода тиристора, что приводит к его включению.
Находиться во включённом состоянии электронный прибор будет до тех пор, пока конденсатор полностью не разрядится (этот интервал можно подстроить переменным резистором R1). Для последующей операции запуска кнопку нужно сначала отпустить, а затем опять нажать (её выдержкой и определяется сварочный интервал).
Трансформатор T1 может быть любого типа (с напряжением на вторичной обмотке 12 Вольт). Параметры тиристора должны удовлетворять условиям эксплуатации, то есть допускать его работу при напряжениях до 400 Вольт и токах не менее 50 Ампер. Для этих целей вполне подойдёт электронное изделие марки Т132-50.
В заключительной части обзора напомним, что сварочное оборудование типа «споттер» чаще всего востребовано при кузовном ремонте и подобных ему работах с листовым металлом. В связи с этим при выборе выходной мощности самодельного агрегата обязателен учёт толщины листового материала, с которым преимущественно предстоит работать.
Функции и характеристики
Функции споттера следующие:
- сварка ремонтных шайб для соединения деталей;
- точечная сварка электродом для вытягивания металла панели;
- прогревание деталей электродом с последующим охлаждением.
Главные технические характеристики, которыми должен обладать самодельный споттер из сварочного аппарата, следующие:
- напряжение сети должно быть 220 вольт;
- частота сетевого переменного тока – 56 – 60 Гц;
- максимально допустимая мощность – 10 кВт;
- максимальный рабочий ток – 1300А;
- напряжение для вторичной обмотки 8 – 9В;
- производительность – 15%;
- тяговое условие для иглы – больше 100 кг;
- тяговое условие для шайбы – 100 кг и выше;
- размеры аппарата 380 мм х 290 мм х 840 мм;
- вес конструкции 32 кг.
Как работать споттером

Электрическая схема устройства.
Технология работы придумана давно. Применяется она для ремонта поврежденных дверей автомобиля, крыльев кузова и других труднодоступных частей самой разной локализации.
Главное в работе – фиксировать вектор усилий в правильное место – к внешней стороне рабочей поверхности и деформированному участку, то есть к вмятине. Контактная сварка споттером производится с поступающим током, после чего рабочая поверхность равняется инерционным молотком или упором.
Следующий этап – шлифовка выровненной поверхности. Во время работ ни в коем случае не забываем о заземлении устройства и об обязательном отсоединении отрицательной клеммы от аккумулятора.
После тщательной очистки поверхности поврежденного участка к нему прикрепляется контакт для заземления, а также привариваются специальные крепежные детали. Зона повреждения – вмятины вытягивается. Следующее действие – с помощью вращения удаляются приваренные элементы, участок готовится к процессу шпатлёвки.
Что же касается правил эксплуатации и безопасности, то вполне достаточно выполнять общие правила. Тогда у вас все получится.
Видео

Промышленные сварочные аппараты советского производства
Вся современная промышленность и строительство не сможет существовать, если не будет использовать сварочные работы. Оборудование для сварки получило широкое распространение в роботизированных комплексах автомобильных заводов и микроэлектронных производствах, его применяют при строительстве мостов, космических кораблей, и сельхозтехники. Конструкция промышленных устройств, их производительность, способы сварки отличаются огромным разнообразием.

Виды оборудования
Для промышленного сварочного оборудования характерна специализация, позволяющая достичь максимальной производительности. Поэтому зачастую промышленные аппараты использует только одну технологию сварки: электродуговую, контактную, лазерную, плазменную и так далее.
По степени механизации промышленное оборудование может быть полностью автоматическим, полуавтоматическим или предназначаться для ручных работ. Аппараты варят постоянным или переменным током, источником, и в зависимости от источника питания подразделяются на четыре категории:
- трансформаторные;
- выпрямительные;
- инверторные;
- генераторные.
Трансформаторный аппарат для сварки наиболее простой и надежный. Промышленный трехфазный трансформатор на 380 Вольт рассчитан на непрерывную работу, часто имеет несколько постов, то есть позволяет работать нескольким сварщикам одновременно.
Большей частью такие агрегаты встречаются в стационарном варианте в цехах, но есть и мобильные варианты. Они отличаются массой порядка нескольких сот килограмм, позволяют работать с электродами и металлом толщиной 5 и более миллиметров.
Большая масса обусловлена тем, что трансформатор преобразует энергию на низкой частоте. Обычно он используется при ручной электродуговой сварке.
Выпрямительные источники питания на выходе вторичной обмотки понижающего трансформатора имеют диодную мостовую схему, что позволяет выпрямить переменный ток. Промышленные преобразователи данного вида обеспечивают более стабильную дугу по сравнению с чисто трансформаторным устройством.
Сварочный инвертор обеспечивает стабильную дугу независимо от характеристик питающего напряжения. Работает на постоянном токе. Благодаря преобразованию напряжения переменного тока на высокой частоте получается значительная экономия по габаритам и массе сварочного аппарата.
К генераторным сварочным аппаратам относятся все устройства, способные функционировать от дизельного или подобного ему генератора тока.










Схема
Сварочный аппарат ТД 500 отличается простотой конструкцией. Понижающая характеристика образуется путем высокого индуктивного рассеяния, образуемого установкой первичной и вторичной обмоток (ОП и ОВ соответственно) по оси сердечника.

Плавность регулировки поставляемого тока производится приближением либо удалением ОВ от ОП. Помимо того, возможно управление током перекидыванием обвивки, при этом образуется два интервала регулировки:
- При установке I интервала (низкие токи) выполняется последовательное подключение катушек. Некоторая группа витков ОП отсоединяется, что приводит к увеличению напряжения холостого хода на контактах ОВ до 76 В. Таким образом добиваются устойчивости дуги на низких токах.
- Во II интервале (большие токи) реализовано параллельное соединение катушек. На контактах холостого хода происходит снижение напряжения ОВ до 60 В.
Интервалы изменяются посредством барабанного переключателя с отведенной на крышку корпуса ручкой. Секторный токоуказывающий механизм зафиксирован на сердечнике под крышкой и соединен посредством рычага с подвижной обвивкой.
Определение тока выполняется по специальной шкале через смотровое стекло кожуха. Градация шкалы выполнена для обоих диапазонов сварочного тока при номинальном напряжении сети и при напряжении на выходных контактах вторичной цепи при сварке, равном 30 В.
Емкость-фильтр оборудования образуется из конденсаторов С, снижающих образующиеся при производстве работ радиопомехи. Также функцией фильтров является увеличение мощности.
Контактный метод в производстве
Большинство промышленных сварочных аппаратов предназначено для электродуговой или контактной сварки. Последняя повсеместно используется в авторемонтных мастерских, на автомобилестроительных заводах и множестве других производств.
Основными достоинствами контактной сварки являются высокая производительность, минимальные эксплуатационные расходы и отличное качество сварного соединения.
По виду установки промышленная контактная сварка бывает мобильной, подвесной и стационарной. В зависимости от способа образования шва оборудование делят на стыковое, шовное, рельефное и точечное.
Стыковое промышленное оборудование часто используется для сварки медных труб. Стык может создаваться по технологии сопротивления и оплавления.
Метод сопротивления применяют для соединения изделий из низкоуглеродистой стали с небольшим сечением.
Оплавление – технология позволяющая соединять метал больших сечений, она применяется в судостроении при изготовлении цепей для якорей и подобных изделий. С помощью промышленной сварки оплавлением соединяют рельсы железной дороги для получения бесстыковых путей.
В аппаратах шовной сварки установлены ролики, позволяющие варить трубы и резервуары. Рельефная сварка используется в приборостроении и автомобилестроении для присоединения различных кронштейнов.
В составе роботизированной линии повсеместно можно встретить аппараты точечной сварки. Рабочим элементом у них являются электроды из высококачественной бронзы и меди.
Лазерные и плазменные устройства
Особняком стоит лазерная промышленная сварка. Лазерные аппараты могут соединять металл до 2 мм толщиной, но в основном работают с мелкими изделиями толщиной несколько микрон.
Лазерные сварочные аппараты применяются в микроэлектронике и приборостроении, в ювелирном производстве. Часто они работают в составе автоматизированных производственных линий. Швы получаются высочайшего качества, но у такого оборудования высокая стоимость.
На производстве широкое распространение получила плазменная резка благодаря высокому качеству реза и низким эксплуатационным расходам. Плазменные промышленные аппараты используются в режиме сварки при соединении толстостенных материалов.
воскресенье, 1 апреля 2012 г.
Старый сварочный аппарат
Опробовать эту «идею для заработка» меня «вынудило» огромное количество объявлений в местной городской газете типа «дорого куплю старый сварочный аппарат»,»куплю советский сварочный аппарат» и т.д. Мне показалось слегка странным то, что такому огромному количеству людей вдруг понадобились именно старые, громоздкие и тяжелые сварочные аппараты при том, что в любом хозяйственном магазине в наличии огромный выбор современных, лёгких и удобных инверторных сварочных аппаратов. Короче говоря интуитивно)) я понимал что дело в меди, вернее медной обмотке на которую раньше не скупились кулибины, изготавливавшие старые сварочные аппараты. Но кто скажет сколько её там? А сколько трансформаторного железа? Конечно же НИКТО. Кто захочет отдать свой хлеб незнакомому. да и знакомому человеку? В общем было принято решение попробовать.
Автоматизированные системы

Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
Сварочный аппарат своими руками
Конструкция большинства самодельных сварочных аппаратов требуют для их создания определенных навыков и специфических материалов. Между тем, наиболее простое устройство для сварки в быту можно устроить и без знания электротехники — понадобятся лишь обычные автомобильные аккумуляторы (сойдут и б/у).

Итак, четыре 12-вольтовых аккумулятора или два 24-вольтовых последовательно соединяются электрическими кабелями с зажимами-«крокодилами», к « — » крайнего аккумулятора подсоединяется кабель с держателем сварочных электродов, « + » другого крайнего аккумулятора соединяется через кабель и зажим со свариваемой деталью. Вот и все — просто и эффективно! Такой сварочный аппарат, выполненный своими руками, имеет несколько преимуществ: ровный сварочный шов (нет никаких скачков напряжения), независимость от электросети в процессе сварки. Наконец, по завершении сварочных работ аккумуляторы можно использовать по их прямому назначению — для 3-х мм электрода понадобится ток силой в 90-120 A, т.е. он не потребует и 60% от штатной нагрузки аккумулятора.
Для постоянного использования сварочного аппарата из аккумуляторов понадобится 54-вольтовое зарядное устройство (если аккумуляторов четыре) и зарядный ток в 5 A (если емкость аккумуляторов 55 Ah. Используя самодельный сварочный аппарат из аккумуляторов летом, необходимо периодически доливать в аккумуляторные банки дистиллированную воду (не водопроводную!) — ее уровень будет понижаться из-за испарения. При использовании необслуживаемых аккумуляторов никаких действий с ними выполнять не требуется.
Полуавтомат
Наибольшее распространение получили промышленные сварочные аппараты с полуавтоматической подачей присадки. По сравнению с полными автоматами они отличаются универсальностью, могут работать практически с любыми изделиями в труднодоступных местах.
Если полуавтомат сравнивать с ручной дуговой сваркой, то несомненным преимуществом первого является:
- более высокая производительность работ;
- относительно невысокие требования к профессиональным навыкам сварщика;
- получение более качественного сварного соединения благодаря использованию защитных газов.
Сварщик направляет головку горелки полуавтомата вдоль шва с равномерной скоростью, на одном и том же расстоянии от сварочной ванны, на этом его функция заканчивается. Газ и поволока подаются автоматически.
Используется газ активного (азот, углекислота) или инертного (аргон, гелий) типа. И тот и другой защищает сварочную ванну от вредного влияния атмосферного кислорода.
В промышленных сварочных аппаратах на производстве чаще используется углекислый газ из-за его дешевизны, он эффективен при сварке низкоуглеродистых сталей. Там, где надо получить максимально надежный шов, полуавтомат работает с подачей аргона или гелия.











Устройства советского периода
Источнику сварочного тока и вообще технологии сварки в Советском Союзе придавалось такое большое значение, что в тридцатых годах двадцатого века был создан институт электросварки.
Многими его разработками до сих пор пользуются, так же как и промышленными сварочными аппаратами советского производства. Кстати, маркировка на сварочном оборудовании, производимом в России, сохранилась еще с тех времен.
В советское время сварочное оборудование было громоздким, работало на трансформаторах, но отличалось высокой надежностью.
На некоторых производствах еще стоят советские сварочные трансформаторы, и они исправно выполняет свои функции. Хотя для бытовых нужд повсеместно используют легкие компактные инверторы, промышленные трансформаторы не стоит недооценивать.
Сварочный генератор
Состоит из двух основных элементов — генератора постоянного тока и асинхронного двигателя, установленных в одном корпусе (якорь генератора и ротор двигателя установлены на общий вал). Технические требования к конструкции сварочных генераторов приведены в ГОСТ 304-82.
Сварочные генераторы создаются по нескольким схемам, среди которых наиболее популярны две. Первая — обмотка возбуждения независима, размагничивание происходит через последовательную обмотку. Питание такого генератора выполняется через выпрямитель с селеновыми вентилями от сети переменного тока — образуется магнитный поток, индуктирующий напряжение на щетках генератора, что вызывает возбуждение дуги. Изменяя (переключая) на последовательной обмотке число витков, оператор сварки регулирует сварочный ток до необходимых характеристик.
Вторая по популярности схема сварочного генератора — обмотка возбуждения параллельна, обмотка размагничивания последовательна. Для магнитных полюсов таких генераторов требуется ферромагнитная сталь — они должны обладать остаточным магнетизмом. В качестве источника питания используется бензиновый (дизельный) двигатель.

По своим характеристикам сварочные генераторы далеко не идеальны — они дороги (средняя цена — от 50 000 руб.), имеют сложную конструкцию, их КПД низок (0,7), высок расход электроэнергии (5 кВт/ч на кг расплавленного металла). Однако в полевых условиях без них не обойтись — только бензиновые (дизельные) сварочные генераторы обеспечат зажигание и устойчивость дуги в отсутствии электросети.
Читайте также: