Сварочные электроды э42 аналоги
Обновлено: 21.09.2024
Сварка считается одним из наиболее надежных способов соединения стальных деталей. Существует несколько методик выполнения данной работы с использованием различных марок электродов.

Домашние мастера предпочитают применять технологию ручной дуговой сварки и электроды Э42. Судя по многочисленным отзывам потребителей, данный тип пользуется очень большим спросом. Информация о технических характеристиках электродов Э42 содержится в статье.
Знакомство
Электроды Э42 (ГОСТ №№ 9466, 9467) представляют собой металлические стержни, оснащенные специальным покрытием. Во время сварочных работ они используются в качестве вспомогательных присадочных материалов.

На современном рынке ассортимент данных изделий достаточно широк. Потребитель может приобрести электроды Э42 диаметром: 1,6 мм, 2-3 мм и 4-6 мм. Стандартные размеры вспомогательных изделий варьируются в пределах 250-400 мм. Длина электродов Э42 диаметром 4 мм может достигать 450 мм.
Аббревиатура
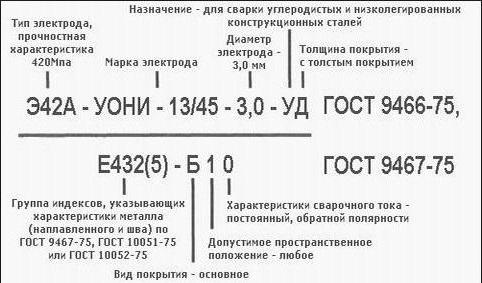
Необходимая информация о присадочном материале может быть почерпнута из его маркировки:
- Буква «Э» указывает на то, что данные электроды предназначены только для электродуговой сварки. Присадочный материал можно использовать как для ручного, так и для автоматического режимов.
- Обозначение «42» свидетельствует о том, что наплавленный материал обладает прочностью 420 МПа.
Предназначение
Электроды Э42 используются для работы с деталями, изготовленными из углеродистой стали. Изделия применяются как домашними умельцами в быту, так и профессиональными сварщиками в ремонтных мастерских и во многих сферах промышленности для создания соединений пониженной ответственности. Сварочные работы можно осуществлять практически в любом пространственном положении. Исключение составляет вертикальная сварка «сверху вниз». Обусловлено это тем, что созданные данными электродами наплавления не способны выдерживать больших нагрузок. Поэтому для соединения тех стальных деталей, на которые оказывается постоянное давление большого веса, применять электроды Э42 нежелательно.
Химический состав
В производстве электродов Э42 используются следующие химические элементы:
- Углерод. Его содержание в присадочном материале не превышает 0,12%.
- Марганец – 0,7%.
- Кремний – 0,3%.
- Сера – 0,03%.
- Фосфор – 0,03 %.
Технические характеристики
Электроды Э42 обладают следующими свойствами:
- Показатель временного сопротивления к разрыву составляет 420 МПа.
- «Наплавка» - 10 г/Ач.
- Размер стержня не превышает 400 мм. Электроды Э42 диаметром 4 мм и 6 мм могут иметь длину 450 мм.
- Сварка выполняется при температуре от – 20 до +20 градусов.
- Расход: 1 кг вспомогательного материала на 1,6 кг наплава.
- Шов обладает ударной вязкостью в 150 Дж/см. кв. при температуре +20 градусов. Вязкость при –40 градусов составляет 35 Дж./см. кв.
- Удлинение шва не превышает 22 %.
Особенности изделий
- Электроды данного типа, несмотря на их габаритные размеры, обладают неизменными химическим составом, физическими свойствами и механическими характеристиками. Осуществляя сварочные работы с одним и тем же материалом, мастер может воспользоваться присадочным веществом различной длины. На качестве соединения это никак не отразится.
- Судя по отзывам потребителей, шлаковую корку, образовавшуюся в результате кристаллизации шва, легко удалить.
- Если соблюдаются все правила технологии сварочных работ, то для шва характерна однородность: микропоры и пустоты в нем отсутствуют.
- Шов обладает прочностью и пластичностью.
- Процесс сварки с использованием данных электродов достаточно прост. В ходе работы отсутствует растекание горячего наплавляемого материала по поверхности и сильное разбрызгивание горячего металла. Поэтому применять электроды данного типа сможет даже непрофессиональный сварщик.
- При использовании Э42 многими потребителями отмечено быстрое зажигание дуги, которая характеризуется стабильностью.
- При помощи электродов Э42 можно соединять ржавые и мокрые металлы.
- Качество сварочных работ не зависит от длины дуги и перепадов напряжения. Источником может быть как переменный, так и постоянный ток. В последнем случае сварщиками используется обратная полярность.
Некоторых потребителей интересует вопрос о том, можно ли использовать электроды типа Э42 для соединения деталей из нержавейки? Как утверждают опытные сварщики, для качественной проварки изделий из нержавеющей стали необходимо использовать только те присадочные материалы, для которых характерно пропорциональное содержание хрома и никеля. Электроды типа Э42 в этом случае не подойдут. Образовавшийся шов будет обладать сниженными механическими свойствами и подвергаться коррозийным процессам. В результате такая сварка окажется бессмысленной.
Аналоги электродов Э42

При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.
Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Производители
В России данные электроды изготавливают на предприятии «СпецЭлектрод» в Москве и Уральском электронном заводе. Электроды также импортируются из Швеции, США и Японии.

В заключение
Присадочные материалы типа Э42 обладают универсальными техническими характеристиками. Данные электроды пользуются большой популярностью у новичков и специалистов, выполняющих сварочные работы любой степени сложности.
Описание электродов Э42 для сварки
.jpg)
Электроды для сварки
Электроды Э42 относятся к числу наиболее распространенных и выпускаются под несколькими марками. Благодаря доступной стоимости они широко используются в промышленности и для сварки в домашних условиях.

Описание и сфера применения
Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Электроды УОНИ Э42А предназначены для изготовления ответственных конструкций в помещении цеха.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.
Виды покрытия и диаметры
Кроме основной обмазки, применяют:
- Кислую. Она содержит оксиды железа, кремния и марганца. Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений).
- Рутиловую. Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
Толстыми расходниками соединяют массивные детали за 1 проход. В этом они превосходят полуавтоматические установки на неплавящихся электродах с подачей присадочной проволоки.
Расшифровка маркировок
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 – временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 – выполнено из сварочной проволоки диаметром 4 мм.
- У – предназначено для сварки углеродистой стали.
- Д – имеет толстое покрытие. Другие варианты: С – среднее, М – тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.
.jpg)
Характеристики электродов
Расходники изготавливаются из сварочной проволоки Св-08 или Св-08А (ГОСТ 2246-70). Ее длина составляет 45 см.
ГОСТ и другие требования
Необходимые технические характеристики и правила обозначения для электродов приведены в ГОСТ 9466-75 и 9467-75. Согласно этим документам, производитель обязан наносить маркировку на упаковку. Некоторые компании указывают ее и на самом изделии.
К какому металлу применяется
Расходники Э42 используются для сварки следующих видов сталей:
Для работы с медью и прочими цветными металлами они не подходят.
Физические и химические свойства шва
Состав электрода и его покрытия должны обеспечить следующие показатели:
- Временное сопротивление разрыву – 42 кгс/кв. мм.
- Относительное удлинение – до 22%.
- Ударную вязкость (сопротивление хрупкому разрушению, хладноломкость) – 150 Дж/кв. см при +20°С и 35 при -40°C.
- Наплавочный коэффициент – 10 г/А*ч.
- Расход на 1 кг шва – 1,6 (кг).
Содержание химических элементов в стержне изделия:
Рабочий диапазон температур – от -20°C до +20°C.
Для электродов менее 3 мм
Расход на 1 кг шва составляет 1,6 кг, а угол загиба – 150°.
Доля химических элементов в металле шва или наплавке:
- серы – не более 0,04%;
- фосфора – до 0,045%.
Временное сопротивление разрыву – 42 кгс/кв. см.
Особенности эксплуатации
Электроды Э42 просты в применении, легко поджигаются и хорошо переносят броски напряжения. Большинство видов варит ржавый и влажный металл без потери прочности и пластичности соединения.
Шлаковая корка на поверхности шва легко отделяется, что удешевляет и ускоряет финишную обработку.
Режимы сварки
Это понятие обозначает действия и параметры, призванные обеспечить высокое качество шва при заданных условиях.

Показатели делятся на 2 группы:
К первым относят:
- род и силу тока;
- диаметр электрода;
- напряжение дуги.
- пространственное положение шва;
- скорость перемещения расходника;
- состав и толщину металла.
Электродами Э42 варят на постоянном и переменном токе, в первом случае – при обратной полярности. Ампераж связан с диаметром расходника и толщиной соединяемых заготовок.
Данные сведены в таблицу:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Неправильный выбор электрода приводит к тому, что диаметр становится:
- Уменьшенным. Повреждается обмазка, дуга теряет стабильность.
- Увеличенным. Плотность тока падает, дугу водит по поверхности заготовки. Т.к. сложно выдержать постоянную длину, шов получается кривым, теряет прочность.
Режим сварки подбирают с учетом возможностей инвертора, т.е. максимального для данной модели ампеража. Вертикальные и потолочные швы варят расходником диаметром 4 миллиметра, независимо от толщины соединяемых деталей.
.jpg)
Скорость процесса влияет на ширину шва. При быстром перемещении тот сужается, и наоборот. Необходимо поддерживать оптимальную скорость, определяемую опытным путем.
В противном случае наблюдаются следующие последствия:
- Ускорение. Материал не успевает прогреться и расплавиться, стык получается плохо проваренным.
- Замедление. Металл вытекает, сечение наплавки и, как следствие, ее прочность уменьшаются.
Оптимальная длина дуги – 3-4 мм. Растягивание дает негативный эффект:
- За время пути от электрода до заготовки металл успевает окислиться.
- Дугу водит по поверхности, тепло распределяется на большую площадь, и материал хуже прогревается. Расплавленные капли застывают на нем, засоряя шов.
Ширина стыка и глубина провара зависят от траектории движения расходника. Помимо прямолинейного перемещения, применяют «зигзаг» и «елочку».
Существующие ограничения
Расходники Э42 не подходят для следующих условий:
- Выполнения вертикальных швов сверху вниз. Металл из сварочной ванны вытекает на необработанный участок.
- Соединения заготовок из средне- и высоколегированной стали, чугуна, цветных металлов.
- Сварки постоянным током прямой полярности (электрод-отрицательной).
В последнем случае катодом выступает расходник. В сравнении с анодом температура у него выше (для плавящихся изделий).
Соединяемые детали прогреваются хуже, глубина провара уменьшается; обмазка на электроде выгорает слишком быстро и не дает стыку требуемой защиты.
Возможна ли работа с нержавейкой
Такие материалы варятся электродами, в составе которых присутствуют никель и хром. Э42 к этой категории не относятся, поэтому для работ с нержавеющими сталями непригодны.
Хранение электродов
Покрытие расходников, благодаря пористой структуре, является гигроскопичным, т.е. имеет склонность впитывать влагу. Отсыревшая обмазка крошится и плохо горит, вследствие чего шов не получает защиты от атмосферного кислорода, становится непрочным и хрупким.
Поэтому к месту хранения электродов выдвигаются следующие требования:
- Относительная влажность – менее 50%.
- Показания на термометре – не ниже +15°С. Значит, в холодный период года расходники должны находиться в отапливаемом помещении.
- Отсутствие перепадов температур.
- Защита от прямых солнечных лучей.
П. 2 и 3 призваны исключить конденсацию влаги на изделиях.
Указанные условия соблюдаются и в том случае, если электроды находятся в герметичной заводской упаковке. При повышенной влажности они и в ней могут со временем отсыреть.
Если упаковка вскрыта, расходники рекомендуется переложить в специальный герметичный пенал с утепленными стенками. Его можно изготовить своими руками из пластиковой трубы среднего или большого диаметра.
Перед использованием изделия подвергают прокалке, т.е. прогревают с целью высушить обмазку. Время процедуры и температура указаны на упаковке, необходимо строго их придерживаться. Перегрев особенно опасен для расходников с органическими веществами в обмазке.
Высушенные электроды пригодны к работе в течение 8 часов. Если за это время ими не воспользовались, прокалку можно повторить. Но количество процедур ограничено и для разных моделей составляет 2-4. Последующий нагрев приведет к отслоению покрытия.
Удачные аналоги для замены
Электроды Э42 широко распространены, выпускаются всеми крупными производителями. Поэтому необходимость искать альтернативу возникает редко. Если она все же есть, применяют близкие по составу расходники от компании Esab (Швеция).
Выбор модели зависит от того, для какой марки электрода Э42 требуется замена:
- АНО-6 – Esab OK 46.00.
- ОЗС-23 и ОМА-2 – ОК 43.32.
- ВСЦ-4 – OK Pipeweld 6010. Этот расходник больше не производится, распродаются остатки на складах.
Изготовители постоянно разрабатывают новые виды электродов, поэтому в будущем не исключено появление новых аналогов Э42. Подбирать их следует по химическому составу и материалу обмазки. У большинства Э42 она рутиловая, а стержни изготавливаются из сварочной проволоки Св-08 или Св08А по ГОСТ 2246-70.
Сертификат качества
Законодательство РФ требует получать данный документ только на электроды, предназначенные для работ:
- На флоте. Сертификаты выдаются речным и морским регистрами.
- На опасных производствах. Бумаги выдаются Ростехнадзором.
Сертифицировать электроды общего назначения производителей не обязывают. Но многие делают это по собственной инициативе с целью убедить покупателя в высоком качестве своих изделий. Перед приобретением расходников рекомендуется поинтересоваться у продавца, оформлен ли на них сертификат. Его наличие послужит основательным аргументом в пользу приобретения данной марки.
.jpg)
Известные производители
Крупнейшими изготовителями сварочных электродов, в т.ч. типа Э42, являются:
История каждого предприятия насчитывает десятки лет. Ведутся научно-исследовательские работы в лабораториях, результатом которых становится появление новых, более эффективных стержней и обмазок. Постоянно обновляется парк оборудования, в т. ч. используемого для контроля качества. Благодаря этому почти 100% брака выявляется до отправки продукции в магазины.
Часть компаний, например «НПО Спецэлектрод», берутся за выполнение индивидуальных заказов с характеристиками, которые предоставит покупатель.
Цена электродов
Расходники Э42 относятся к недорогим.
Ниже приводится несколько примерных цен для разных марок:
- Э42А-УОНИ-13/45 СМ-3,0-УД – 510 руб. за 5 кг.
- АНО-6, 4 мм – 480 руб. за 5 кг.
- ОЗС-23, 3 мм – 750 руб. за 5 кг.
- Esab ОК 46.00, 3 мм 839 руб. за 5,3 кг.
Российская продукция обходится дешевле благодаря минимальным затратам в логистике и отсутствию таможенных пошлин. По качеству они не уступают импортным аналогам.
Электроды типа э50а — характеристики и особенности

Международная кооперация и глобализация продвигают на российский рынок производственные разработки западных компаний. Сварочные электроды ОК-46, СЕОК-46, Э46 с рутиловым покрытием в соответствии с программой импортозамещения заменили на рынке Omnia 46 компании Линкольн Электрик и ОК 46.00 ЭСАБ (ESAB).
Общие сведения
Э50А – это электрические проводники для сваривания металлических конструкций особой надежности, которые изготовлены из инструментальной стали, в составе которой низкая концентрация примесей.
Швы, получившиеся в итоге, используют в работе при низких и высоких температурах. Эти швы имеют высокую пластичность, что хорошо чувствуется при механических ударах.
Этот тип электродов, как правило, применяют в сфере кораблестроения и ядерной промышленности.
Основное назначение:
Для сварки углеродистых и низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести не более 360 МПа. Для сварки низколегированных конструкционных сталей перлитного класса с минимальным пределом текучести свыше 360 МПа до 500 МПа. Отвечают требованиям категории 3YH10 Правил Российского Морского Регистра Судоходства, требованиям категории 3YH Правил Российского Речного Регистра.
Сертификация качества
Сертификаты на электроды требуются в случае ответственных работ. Если потребитель варит себе гараж, то крайне маловероятно, что с ним что-нибудь случится, слишком уж ничтожны нагрузки на швы. Если и случится, то последствия будут незначительными, по крайней мере, по сравнению с другими возможными областями использования. Если сварочный материал используется для работ в промышленности, в судостроении, по газо- или нефтепроводам, в атомной энергетике, то последствия плохой сварки могут принять и катастрофические масштабы.

Сертификат – это документ, который подтверждает качество электродов и ответственность выдающей стороны за все, что может случиться. Например, в случае морской катастрофы суд может установить, что она произошла из-за плохой сварки, связанной с низким качеством электродов. При этом, на электроды был выдан сертификат Ллойда (Lloyd’s Register of Shipping). В этом случае, Ллойд и будет платить владельцам судна, груза или родственникам пассажиров.
Другое дело, что зная об этом, Регистр Ллойда так просто не выдаст свой сертификат, а потребует подтверждения качества продукции от авторитетнейших экспертов. Сертификат может иметь ограниченный срок действия и требовать подтверждения. Поэтому ответственный потребитель, независимо от того, о российском или международном сертификате идет речь, должен обращать внимание на сроки его действия.
Все предприятия, выпускающие электроды типа Э50А, выдают на них сертификаты, так как область применения материала захватывает ответственные металлоконструкции и, в основном, для этих целей данные электроды и используются.
Электроды ОЗС-12 и ОК-46, в чём разница?

ОЗС 12 формирую соединение деталей высокого качества на малых токах. Стержнями Ø 2–3 мм ведётся уверенная сварка с подключением трансформатора к бытовой сети 220 В. Многие показатели ОЗС 12 и Э46 совпадают:
- Нет ограничений по пространственному положению шва.
- Допускается использование источников постоянного и переменного тока (AC/DC).
- Ограничение полярности, только прямая.
- Невысокая требовательность к чистоте разделки.
- Противодействие наплавленного металла усталостной деформации, что способствует долговременности соединений.
- Обмазка способствует защите шва, корка шлака неравномерна, отдельные фрагменты удаляются трудно.
- Шовная поверхность обладает тенденцией к вогнутости.
- Длительное перенесение статичных нагрузок.
- Равномерность и устойчивость поддержания горения дуги.
- Рекомендованы для трубных и тавровых соединений.
- Нет склонности к растрескиванию.
- Повторный розжиг без залипания.
ОЗС 12 в сравнении с электродами для сварки ОК-46 нуждаются в прокалке с увеличением температуры на 50%. Качество шва возрастает при сварке длинной дугой. До 60% веса электрода уходит на угар и шлакообразование.
Обмазка обладает нетипичным повышенным влагопоглощением в семействе рутиловых. Крупные включения имеют тенденцию впекаться, ручная зачистка шва трудоёмка.
Аналоги, чем заменить
Все эти электроды имеют очень близкий состав к маркам типа Э50А. Покрытие у всех основное. Материал Fox EV 50 имеет специальные добавки к покрытию, которые препятствуют сильному поглощению влаги, что облегчает поддержание электродов в сухом виде.
Значение аббревиатуры

Каждая аббревиатура несет в себе зашифрованную информацию, так и в Э50А есть свое значение для каждой буквы и цифры. «Э» означает, что этот тип электрических проводников рассчитан на ручную дуговую сварку покрытыми электродами.
А цифры «5» и «0» говорят о пределе прочности относительно разрывов. Таким образом, есть возможность просчитать нагрузки, которые могут выдержать соединения, что очень важно при работе с несущими конструкциями (ферм и проч.).
«А» означает, что получаемый шов будет пластичным и вязким.
Э46А, технические характеристики
Э46А дают шов повышенной пластичности и ударной вязкости за счёт снижения в стержне доли серы и фосфора (S и P в пределах 0.04–0,045%). Предназначены для работы в условиях переменных нагрузок, в том числе динамических, низких температур. Свариваются низколегированные стали с содержанием углерода до 2% типа 15ХСНД, 14Г2. Тепловые нагрузки свыше 2000 не желательны.
Близкие по качеству шва аналоги: OMNIA-46, ОК 48.00, OK Femax 38.95, Pipeweld 6010. В тип Э46А входят марки:
- С целлюлозно-рутиловым покрытием – SE-46-00, СЗСМ 46.00;
- С основным покрытием стержня и созданием щелочной среды в сварочной ванне (нейтрализация водорода против растрескивания) – АНО-8, УОНИ-13/45А, УОНИ-13/55К;
- С включением порошка железа ВН48У и ИТС-1.
Расшифровка буквенно-цифровой индикации информирует об основных технических данных по ГОСТ 9467-75:
- Э – электрод с внешним покрытием для ручной электродуговой сварки;
- 46 – значение временного предела прочности на разрыв в кг на мм2;
- А – пластичность и ударная вязкость рассчитаны на переменные нагрузки.

Технологические требования к сварке включают удержание короткой дуги в качестве меры устранения пористости и непровара. Прокаливание электродов в течение часа при 3000 С перед использованием.
Предпочтение отдаётся постоянному току обратной полярности. Требования к чистоте поверхности, особенно касательно окалины и ржавчины, высокие. Увеличение концентрации порошка железа в покрытии снижает углеродистость наплавки, склонность к трещинообразованию.
Область применения в сравнении с ОК-46А расширена. Помимо трубопроводного, морского транспорта включены изделия и конструкции с существенными динамическими нагрузками в режиме низких температур, в том числе объекты атомной промышленности.
Тип Э50А включает ряд взаимозаменяемых марок российских производителей на базе сварочной проволоки Св-08А: ОЗС-18, ОЗС-25, Э-138/50Н, АНО-ТМ, ДСК-50У, ТМУ-21У, ТМУ-50, МТГ-02, МТГ-01К, ЦУ-5, ЦУ-5М. Покрытие преимущественно щелочно-основное.
Химический состав наплавного шва идентичен. А область применения отличается. Учитывая жёсткие условия эксплуатации, универсализация нецелесообразна. Величина слоя обмазки и вариативность химических компонентов оказывают влияние на технологию процесса и связаны с назначением марки.
Выгодно отличается безразличием к влажности за счёт водоотталкивающих добавок немецкая марка Fox EV 50. ТМУ-21У используют преимущественно нефтяники и газодобытчики на арктических трубопроводах.
Механические свойства металла шва и наплавленного металла
Временное сопротивление разрыву, МПа
Предел текучести, МПа
Относительное удлинение, %
Относительное сужение, %
Температура испытаний, °С
Тип образца
Ударная вязкость, Дж/см2
Работа удара KV, ДЖ (среднее значение для трех образцов)
не менее
Технологические особенности сварки: сварку производят только на короткой длине дуги по очищенным кромкам. Прокалка перед сваркой: 350±25 °С, 1 час
Сертификат НАКС (РД 03-613-03)(2,5 мм)
Сертификат НАКС (РД 03-613-03)(3 мм)
Сертификат НАКС (РД 03-613-03)(4 мм)
Сертификат НАКС (РД 03-613-03)(5 мм)
Особенности
Сварочные электроды Э50А отличаются весьма широкой сферой применения, они востребованы во всех отраслях производства, а также в строительной индустрии. Это идеальный вариант, если требуется произвести:
- Сварку соединений при некачественной сборке;
- Сваривание коротких, нахлесточных и угловых швов;
- Наплавку металла.
В нашей компании вы сможете купить электроды, которые полностью будут соответствовать вашим требованиям и стандартам ГОСТ 9467-75 Э50А. Мы предлагаем сотрудничество на самых выгодных условиях. Сварка может производиться в любом пространственном положении, исключение составляет вертикальное положение при работе сверху вниз. Сваривание по очищенным кромкам выполняется исключительно на небольшой длине дуги. Данные электроды снабжены основным покрытием и могут использоваться при работах с трубопроводами атомных и тепловых электростанций, также ими можно воспользоваться в условиях низких температур. Кроме того, соединения, выполненные с помощью расходников Э50А, могут эксплуатироваться при очень высоких температурах. Электроды Э50А позволяют получить шов, который содержит малое количество водорода, этот показатель свидетельствует о том, что изделие устойчиво к появлению трещин. Перед применением электроды следует прокалить, это поможет придать больше прочности изделию. Процесс прокаливания проводится при температуре 400 градусов в течение часа. Электроды Э50А довольно разнообразны и представлены самыми различными марками, каждая из них имеет свои незначительные особенности. Профессиональными сварщиками наиболее востребована марка УОНИ-13/55, стандарты которой полностью соответствуют ГОСТ 9467-75 Э50А. Применяя электроды УОНИ 13/55, следует поддерживать чистоту свариваемых деталей, если на поверхностях будут находиться технические масла и ржавчина, могут образоваться поры, к тому же сварное соединение будет недолговечным.
ПЕРЕЙТИ В КАТАЛОГ ЭЛЕКТРОДОВ
Для каких сталей
Электроды любой из марок, соответствующей типу Э50А варят углеродистые и низколегированные стали с содержанием углерода до 0.25%. Временное сопротивление разрыву ограничено величиной 490 МПа.
Можно сваривать сталь 10ХНДП и ей подобные коррозионно-стойкие, работающие при обычных и пониженных до -40°C температур. Некоторые марки, например, ТМУ-21У, предназначены для сварки трубопроводов.
Итоги
Если ваша цель – высококачественные термоустойчивые швы, то обратите внимание на такой тип электродов, как Э50А. Этот тип электрических проводников включает разные марки, схожие по параметрам, так что вы легко выберете нужную.
Если же вам интересна техника иностранных фирм, рекомендуем брэнды Garant, Kobelco, а также Esab, которые имеют электроды-аналоги типа Э50А.
Нам интересно ваше мнение насчет электрических проводников типа Э50А. Если вы раньше применяли их на практике, опишите свои впечатления в комментариях. Ваш опит может быть полезным для новичков в сфере сварки. Успехов вам в работе!
ОЗС-29
Электроды ОЗС-29 предназначены для сварки ответственных конструкций из низколегированных сталей с временным сопротивлением разрыву до…
Phoenix К50 R
Электроды Phoenix К50 R применяется для сварки следующих изделий и конструкций: корневой слой шва неповоротных стыков труб трубопроводов…
Garant
Garant – среднекапельные, универсальные электроды с выдающимися сварочными свойствами. Данная марка предназначена для соединительной…
FOX EV 50
Электроды FOX EV 50 предназначен для высококачественной сварки углеродистых сталей. Также данная марка может использоваться для сварки…
ДСК-50У
Электроды ДСК-50У применяются для высокопроизводительной сварки конструкций из углеродистых и низколегированных сталей с временным…
Э-138/50Н
Электроды Э-138/50Н предназначены для сварки тяжелонагруженных швов подводной части судов и других конструкций, подверженных коррозии в…
Кол-во блоков: 27 | Общее кол-во символов: 15728
Количество использованных доноров: 5
Информация по каждому донору:
Электроды Э42
Электросварка на сегодня — самый популярный способ создания неразъемных соединений металлических деталей и конструкций. Существует много различных методов сварки и предназначенного для них оборудования. Наиболее простым в использовании и доступным по стоимости является метод ручной сварки плавящимся электродом. Их производители предлагают на рынке множество типов изделий, сотни различных марок и диаметров. Электроды типа Э42 популярны как среди начинающих сварщиков, так и среди профессионалов. Они отличаются отличным соотношением «цена/качество».

Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.

По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см 2 .
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.

Аналоги электродов Э42
Область применения
Электроды типа Э42 различных диаметров широко применяются для сварки конструкционных низко углеродистых сталей. Кроме того, ими можно варить и легированные сплавы 14Г2 и 09Г2.
Они популярны как среди домашних мастеров, так и при монтаже индустриальных металлических конструкций.
Кроме того, ГОСТ допускает их применение для сварки тонкостенных труб и резервуаров низкого давления.

Существуют следующие ограничения по применению:
- Не подходят, если дуговая сварка выполняется в вертикальном положении (сверху вниз).
- Не подходят для применения по нержавейке, по меди и другим цветным металлам.
- Несовместимы с высоколегированными сталями.
- Не подойдут для чугуна.
Кроме того, недопустимо пытаться варить отсыревшими электродами.
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.

Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
Ограничения по применению
Существуют и ограничения по применению. Главное из них — непригодность электрода для выполнения вертикальных соединений в направлении «сверху вниз», особенно больших диаметров. На это указывает цифра «2» в обозначении типа. При вертикальном перемещении сварочной ванны часть расплавленного металла будет затекать в пространство не проваренного шва. Чем больше диаметр электрода, тем больше будет масса сварной ванны и тем проще расплаву преодолеть силы поверхностного натяжения и стечь вниз.
Также электроды данного типа непригодны для сваривания нержавеющих и высоколегированных сталей, чугунов и сплавов цветных металлов.
Важно также правильно подбирать электрод по диаметру, исходя из толщины свариваемых заготовок.
Кроме того, недопустимо пытаться варить отсыревшими электродами. Покрытие в таких условиях становится проводником, разжечь дугу будет очень сложно. Шовный материал будет впитывать водород, и образовывать нежелательные поры. Поддержание стабильной дуги также будет затруднено частыми залипаниями электрода.
Металл шва или наплавка
Наплавка — это сварочная операция, в ходе которой наносят слой металлического расплава (его называют присадочным материалом) на внутреннюю или внешнюю поверхность детали. Наплавку выполняют с целью:
- восстановить первоначальные размеры изношенной детали;
- довести размеры до проектных при изготовлении детали обнаружении устранимого брака;
- создать покрытие одного металла слоем другого, в целях повышения коррозионной стойкости или придания специальных физических или химических свойств;
- упрочнить поверхностный слой.

Электрод ведут по поверхности детали в заданном месте. Верхний слой металла детали плавится, и вместе с металлом электрода образует слой наплавки. При необходимости наплавляют несколько слоев. Несмотря на то, что существуют специальные наплавочные электроды, Э42 также можно применять для наплавки относительно небольших объемов металла.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.

Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Требования ГОСТ
Требования к электродам типа Э42 изложены в ГОСТ-9567-75-Э42. В нем определены такие параметры, как линейные размеры стержня и покрытия, ряд диаметров, вес, расход материала на 1 кг шва, ударная вязкость шва и относительное удлинение, перечисленные в начале статьи.
Кроме того, в ГОСТ 9467-75-Э42А выдвинуты повышенные требования к шовному материалу, прежде всего к ударной вязкости и относительному удлинению. К временному сопротивлению на разрыв повышенные требования не выдвигаются, ряд диаметров также остается без изменений. Таким образом, шов с применением типа Э42А получится столь же прочным, но более тягучим и гибким. Повышены также требования к процентной доле серы, фосфора и их соединений.
Электроды типа Э42 — что это такое и как использовать?

Электроды Э42 разработаны и оптимизированы для сварки малолегированных углеродистых сплавов. Они рекомендованы для конструкций, к которым предъявляются повышенные требования по прочности и устойчивости к динамическим нагрузка, а также работающим в условиях низких температур. Электроды применяют также для сборки корпусов сосудов давления, толстолистовых заготовок, ремонтных работах при обнаружении дефектов литья.
Расшифровка аббревиатуры и марки
Для электросварки необходимо иметь:
- Электрод.
- Соединяемые элементы металлоконструкций.
- Источник питания для сварочного трансформатора.
Электродом в процессе сварки называется металлический стержень, подводящий ток к свариваемым стальным элементам. Для расплавления металла при ручной дуговой сварке используется более сотни типов стержней. Один из них — стержень типа Э42.
В маркировке этого типа приведена прочностная характеристика, что является главным фактором.
Э — электрод для сварки электрической дугой.
42 — прочность 420 МПа.
Металлические стержни диаметром 4−6 мм применяют для сварки углеродистых и низколегированных сталей. Наиболее известные марки электродов — ОЗС-42, ОЗС-12И/42, ОМА-2, Огонек и ОЗС-23.

Существует улучшенный тип этих электродов — Э42А марки УОНИ-13/45. Они используются для сварки металлоконструкций, требующих повышенной надежности и работающих при больших попеременных нагрузках, в том числе в условиях низких температур. А также для толстых листовых материалов. Технические характеристики электродов Э42А требуют проводить сварку только постоянным током с короткой дугой, исключая отсыревшие стержни.
Характеристики электродов данной марки
Электроды марки Э42 по своим характеристикам соответствуют требованиям двух государственных стандартов (9466 и 9467), которые были утверждены в 1975 году. Характеристики электродов Э42 позволяют соединять с их помощью детали из углеродистых и низколегированных сталей, получать сварные швы, отличающиеся высокой ударной вязкостью и пластичностью.
Подобные изделия преимущественно используют, когда металл формируемого шва должен иметь показатель сопротивления разрыву (временного), не превышающий 50 кг/мм2. Если же металл сварного шва должен обладать большим значением данного параметра, то выбирают электроды другого типа, к примеру, для работ по дому, часто используются изделия марки АНО 6 (рабочий диаметр составляет от 3 до 6 мм), на которые нанесено рутиловое покрытие.
Расшифровка маркировки электродов
Использование

Даже при имеющихся различиях, все электроды типа Э42 обладают и общими чертами. Ими можно спокойно соединять заготовки из чёрных металлов и высокоуглеродистой стали.
Конструкции, требования к устойчивости которых высокие, не стоит создавать с помощью этих марок. Также не ведите электрическую дугу сверху вниз, пока варите в вертикальном положении.
Большой плюс Э42 в том, что ими можно варить с обоими видами тока: постоянным и переменным. Учтите, что прямая полярность постоянного тока им не подходит.
Эти электродные стержни не подходят для пайки деталей из нержавейки, потому что в их состав не входят хром и никель в тех количествах, которые нужны для такой стали. Без них соединённая нержавеющая сталь станет чувствительной к окислению и коррозии.
Также такие конструкции легко ломаются и трескаются. Вы сможете убедиться в этом, если проведёте опыт на ненужных остатках стали.
Технические показатели
Изделия типа Э42 соответствуют ГОСТ 9466 и ГОСТ 9467 . Сварка осуществляется постоянным и переменным током.
Выбор конкретной марки определяется типом покрытия стержня. Покрытие Э42 может быть кислым или рутиловым.
Металл шва, произведенного электродом с кислым покрытием, имеет склонность к образованию трещин. Если шов выполнен изделием с рутиловым покрытием, его металл не образует трещин и соответствует спокойной или полуспокойной стали.
Благодаря покрытию стержень хорошо переносит воздействие на него газов — азота и кислорода, выделяющихся при сварке. Покрытие обеспечивает поддержание горения дуги и обогащает сплав необходимыми легирующими компонентами.
Основные параметры характеристики Э42:
- Временное сопротивление разрыву.
- Ударная вязкость.
- Относительное удлинение.
- Угол изгиба.
Химический состав электродов Э42: углерод — 0.08%, марганец — 0.7%, кремний — 0.1%, сера — 0.035%, фосфор — 0.035%.
Свойства электродов Э42:
- Временное сопротивление разрыву — 420 МПа.
- Длина стержня диаметром 4 мм — 450 сантиметров.
- Сварка производится при температуре от (- 20 градусов) до (+ 20 градусов).
- На 1.6 кг наплава расходуется 1 кг подсобного материала.
- Ударная вязкость шва 150 Дж/кв.см при температуре (+20), при (-40) она составляет 35 Дж/кв. см.
- Удлинение шва не более 22%.
Особенности электродов Э42

Сварка металлоконструкций осуществляется во всех положениях, кроме вертикального положения сверху вниз. Это требование при маркировке стержней обозначается цифрой «2».
Для шва, производимого электродом диаметром 4 мм Э42, присуща однородность и отсутствие пустот.
Шлаковая корка, полученная в результате образования шва, легко удаляется.
В процессе сварки горячий наплавляемый материал не растекается.
При применении электродов Э42 происходит быстрое воспламенение дуги. Она отличается стабильностью.
Шов прочный и пластичный.
Используя стержни типа Э42 можно сваривать заржавевшие и мокрые металлы.
Качество сварки высокое, не зависит от длины дуги и скачков напряжения в сети.
Если используется переменный ток, необходимо, чтобы сварка производилась на обратной полярности.
Стержни следует подбирать по требуемым материалам и конкретным условиям работ. Для того чтобы выбор был правильным, необходимо знать толщину свариваемого металла, марку стали, тип электрического тока и положение сварки.
UW/EZ-2
Область примененияОписаниеХарактеристики Область применения Электроды UW/EZ-2 предназначены для подводной сварки углеродистых…
Расшифровка, особенности и назначение электродов Э42А
- Тип электрода – Э. Буква считается официальным обозначением расходного материала.
- 42 — цифры значат предел прочности и измеряются в Мегапаскалях. Расчет идет на 1 квадратный мм сечения шва. Готовый шов выдерживает напряжение до 40 кг.
- А — электроды с этой буквой считаются улучшенным аналогом Э42. У них лучше свойства, важные при сварке, а именно химический состав, пластичность и вязкость.
Перед тем как начинать работать с этими расходниками, необходимо знать особенности и специфику их применения:
- После окончания работ шлаковую корку легко удалить.
- Не нужно обладать большим практическим опытом для работы с электродами Э42А.
- Экономичный расход.
- Готовый сварной шов обладает высокими показателями пластичности и прочности. Он выдерживает значительные нагрузки при изломе.
- Оптимальное соотношение цена/качество.
- Дуга зажигается легко.
- Многообразие в плане выбора диаметров (от 4-х до 12-ти).
- Сочетаются с большим количеством флюсовых обмазок.
- Шов, образующийся при сварке этими расходными элементами, получается однородным. Если технология была соблюдена по всем правилам, он не будет иметь пор и пустот.
Важно! Независимо от диаметра электродов этой марки с их помощью нельзя делать швы сверху вниз. Также необходимо использовать сварку только на обратной полярности.
Расходные материалы для сварочных аппаратов этого типа распространены на строительном рынке благодаря тому, что с их помощью получаются качественные соединения деталей, изготавливаемых из низкоуглеродистых сталей. Они распространены в строительстве и различных сферах промышленности. Однако при работе с высокоуглеродистыми сталями шов получается некачественным. В процессе эксплуатации на соединении возникают трещины, которые постепенно приведут конструкцию в негодное состояние.
С помощью этих расходных элементов можно проводить монтажные работы на неочищенных поверхностях. Ими возможно соединять как тонкие, так и толстые листы металла. Перед тем как начинать соединение деталей более 4 мм в толщине, требуется подготовить кромки. Для сваривания деталей толщиной более 8 мм необходимо использовать электроды диаметром в 8 мм.
Важно! Чтобы металл не стекал вниз по шву и не задерживался на нем, следует сбавлять силу тока при работе.
При изначальной просушке и прокалке дуга будет без проблем зажигаться в первый и последующие разы. Во время плавки металла на расходных элементах он не растекается и создает плотный шов. Недостаток электродов Э42А заключается в том, что у них плохая пластичность. Из-за этого швы на тонких металлах получаются ненадежными. Чтобы компенсировать этот недостаток, нужно использовать флюс.
Электроды Э42 применяются в промышленности и частном производстве. При их использовании создаются металлоконструкции, и проводятся работы небольшой ответственности. Часто они требуются в мастерских, специализирующихся на ремонте. Актуально применять электроды Э42, если через мастерскую проходит большое количество деталей, изготовленных из металлов с малым содержанием углерода. Могут использоваться для починки газопроводов и водопроводов. Важные условия в этом случае — тонкие трубы и низкое давление газа либо жидкости в них.
ОК 43.32
Электроды ОК 43.32 предназначены для сварки низкоуглеродистых сталей листового формата с пределом прочности до 490 МПа. Данная марка…
Стоимость электродов
Учитывая тот факт, что для ручной дуговой сварки, выполняемой в условиях домашней мастерской или гаража, чаще всего используются электроды достаточно распространенной марки АНО 6, есть смысл привести данные об их стоимости. В среднем, цена электродов Э42 держится на отметке 65–70 рублей за килограмм. Для сравнения можно привести данные о стоимости электродов других марок, к примеру, МР3. Стоимость таких изделий, имеющих усредненные технические характеристики, начинается с 60 рублей за килограмм.
Учитывая универсальные технические характеристики электродов марки Э42, можно сделать вывод, что использовать их следует для выполнения работ различной степени сложности, осуществляемых как новичками, так и профессиональными специалистами. Если вам необходимы электроды для выполнения работ по дому или в гараже, то оптимально подойдут изделия марки Э42 серии АНО 6.
Аналоги
У изделий серии Э42 существуют аналогичные по своим свойствам электроды, которые при определенных ограничениях можно использовать в качестве замены. Определяющим в вопросе подбора аналогов является химический состав сварочной проволоки, лежащей в основе изделия.
Стандарт допускает применение проволоки марок Св 08 и Св 08а. Практически, любой электрод на такой основе будет выдавать близкие физико-механические параметры шовного материала, высоковязкого и пластичного.

Следующие марки являются близкими функциональными аналогами Э42:
- Огонек, позволяет сваривать заготовки толщиной от 1 до 3 мм, допускается направление сверху вниз в вертикальном сварочном положении;
- АНО 6м, работает как на укороченной, так и на обычной длине дуги, снижено разбрызгивание металла;
- АНО-17, специализированы для работы с заготовками большой толщины и протяженными соединениями, аналог электродов э42а диаметром 4-6 мм;
- ВСЦ-4 (м), адаптирован для сварки трубопроводов;
- ОЗС 23, приспособлены для соединения тонколистовых конструкций малого веса, не выделяет вредные вещества в атмосферу;
- ОМА 2, для работы на увеличенной длине дуги по вертикальным швам, для заготовок толщиной до 3 мм, со сниженной проплавляемостью.
Полным функциональным аналогом Э42, даже превосходящим его по ряду параметров, считают электроды производства ESAB OK-4600, OK Pipeweld-6010.
ОЗС-23
Электроды ОЗС-23 применяются для сварки деталей и конструкций из тонколистовых сталей с пределом прочности при растяжении до 412 МПа. При…
Диаметры
Толщина электрода считается по диаметру сердечника из сварочной проволоки. Изделия серии Э42 выпускаются диаметром от 1,6 до 6 миллиметров. Это дает возможность подобрать подходящую толщину как для тонколистовых, так и для солидных конструкций различной пространственной конфигурации. Диаметр покрытия электрода серии э42 зависит от толщины стержня. Толщинам 1,6-3 мм соответствует привычная длина в 25-30 см, электроды диаметром 4 мм Э42, а также 6-миллиметровые, выпускаются как 30, так 45-сантиметровыми. Отгружаются изделия в пачках или в герметичных контейнерах.
Огонек
Электроды “Огонек” используются для углеродистых сталей толщиной 1-3 мм. и с пределом прочности при растяжении до 412 МПа. Электроды…

Хранить расходники лучше в плотно закрытом ящичке или пенале. В этом случае они не окислятся, не раскрошатся.
В герметичном хранилище водяной пар в воздухе не будет портить их. Если такого места для хранения у вас нет, можете сделать его, взяв за основу широкую пластиковую трубу.
ВСЦ-4М
Электроды ВСЦ-4М предназначены для сварки корневого слоя шва и “горячего” прохода стыков трубопроводов из углеродистых и…
В ходе наплавочной операции наносят слой металла, или присадочного материала, на поверхность заготовки. Причины выполнения наплавочных операций могут быть следующими:
- ремонт изношенного или поврежденного узла механизма;
- доведение геометрических размеров заготовки до заданных в проекте при установлении факта устранимого брака;
- создание металлического покрытия с целью улучшить такие физико-химические свойства основной детали, как прочность или устойчивость к коррозии;

При выполнении наплавочной операции электрод следует по заданной траектории над поверхностью основной детали. Металл расплавляется и, смешиваясь с металлом электрода, образует на поверхности детали сплошной наплавленный слой. Иногда наплавку проводят в несколько слоев, масса ее на особо крупных деталях может доходить до нескольких тонн.
По окончании наплавки деталь подвергается механической обработке для точного доведения геометрических размеров до заданных величин. Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
ВСЦ-4 применяются для сварки трубопроводов без колебаний электрода опиранием на кромки “сверху-вниз”. При этом данная марка…
АНО-17
Электроды АНО-17 применяются для сварки следующих материалов: углеродистые и низколегированные стали; конструкционные и…
Сварочные электроды ОМА-2 (СЭ) предназначены для сваривания листов стали толщиной 1…3 мм с временным сопротивлением до 410 МПа. Сварка…
К ведущим производителям электродов серии относят следующие предприятия:
- Гранит.
- Патон.
- Вистек.
- Плазматик.
- MaxWeld.
Неплохо также зарекомендовала себя продукция московского «СпецЭлектрода» и Уральского электронного завода. Аналоги производства ESAB импортируют из Швеции.
АНО-6, АНО-6М
Электроды АНО-6 являются одно из самых популярных марок сварочных материалов. Полная информация представлена в данном…
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.

Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Кол-во блоков: 29 | Общее кол-во символов: 18547
Количество использованных доноров: 6
Информация по каждому донору:
Читайте также:
- Разрешается ли использовать при сварке трубопроводов арматуру из серого или ковкого чугуна
- Какие из перечисленных видов контроля не осуществляются при подготовке и выполнении сварочных работ
- Сварочный аппарат кватро элемент
- Многофункциональный полуавтоматический сварочный аппарат
- Допускается ли проводить сварочные работы на открытом воздухе при неблагоприятных погодных условиях