Сварочные электроды монолит характеристики
Обновлено: 20.05.2024
Электроды Монолит обеспечивают надежное соединение без значительных усилий и ровный шов. Узнайте подробнее о видах электродов и технических характеристиках.
Сварочные электроды Монолит являются универсальными и находят широкое применение в быту и на производстве. Они позволяют соединять все виды низкоуглеродистых сталей в различных положениях. Нетребовательны к режимам и условиям сварки при высоком качестве шва без раковин, пропусков и непроваров. Характеризуются низким шлакообразованием и легким поджигом. Гарантируют отличный результат даже при ошибках в работе.
Электроды Монолит РЦ
Марка электродов Монолит РЦ Э46 предназначена для ручной сварки в бытовых и промышленных условиях. Используется для ответственных конструкций из низкоуглеродистых сталей с применением переменного и постоянного тока. Электродами можно проводить монтажную сварку. Работа ведется из всех пространственных положений.
Электроды Монолит с маркировкой РЦ имеют рутил-целлюлозное покрытие. У марки РЦ коэффициент наплавления составляет 9,5 г/Ач, а параметр расхода – 1,75 кг. Можно варить стенки толщиной 3–20 мм при стыковом, угловом соединении и внахлест. Расходные материалы этого типа могут использоваться с бытовыми инверторами и профессиональным оборудованием.
Мастера советуют при сварке в нижнем положении держать стержень под наклоном 20–40°. Вертикальные швы варить короткой дугой с наклоном электрода относительно вертикали 40–70°, так шлак не будет затекать перед дугой.
Отличительные характеристики
В электродах Монолит РЦ удалось снизить объем вредных выбросов на 28 %. Ими можно работать на самых низких токах от бытовой сети. Они простые и удобные в ведении сварочных работ, поэтому рекомендуются сварщикам-новичкам.
- всегда стабильная и ровная дуга;
- шов получается красивым, с однородным заполнением;
- легкий поджиг в начале и в процессе работы;
- низкий показатель разбрызгивания металла;
- образовавшийся шлак отделяется без особых усилий;
- при сварке в труднодоступных местах есть возможность сгибать стержень без ущерба для качества шва;
- соединение неответственных деталей не требует тщательной подготовки;
- на кромках допускаются следы жира, масла, окислов, ржавчины и других загрязнений.
В условиях повышенной влажности перед сваркой стержни подсушивают полчаса при t=110 °C.
Аналогами являются ESAB OK 46.00, Overcord, AV-31.
Монолит Professional
Электроды Монолит Professional Э50 используются для ручной дуговой сварки изделий из стали обыкновенного качества и низколегированной. Позволяют работать при неблагоприятных условиях за счет образования газового пузыря, который нейтрализует влагу и создает необходимую для сваривания среду.
Поэтому они успешно применяются для восстановления водопроводных магистралей под давлением до 1 атм и сваривания резервуаров, в кораблестроении, для деталей общемашиностроительного назначения. Шов обеспечивает высокие механические характеристики.
Выпускаются диаметром 2,5, 3, 4 и 5 мм. По длине два типоразмера: 350 и 450 мм. Ими можно выполнять угловые и стыковые швы, соединения с напуском. Ограничение по толщине соединяемого металла – 1–20 мм.
Аналогами являются ESAB OK 43.32, Overcord S, Fincord, Lincoin Electric MGM-50K.
Технические характеристики
Величина коэффициента наплавки – 8–9 г/Ач. Для наплавки 1 кг металла потребуется 1,7 кг расходных материалов. Стержни сечением 2–4 мм позволяют работать во всех положениях, кроме вертикального в направлении сверху вниз. Для этого следует брать стержни диаметром 5 мм.
| Диаметр электрода, мм | 2,5 | 3 | 4 | 5 |
|---|---|---|---|---|
| Ток сварки, А | 50–100 | 60–120 | 120–190 | 240 |
Для сварочных работ нужен постоянный ток прямой и обратной полярности. Можно использовать и переменный ток при напряжении холостого хода от 50 В. При соблюдении режимов хранения не требуют прокалки. Отсыревшим электродам нужна сушка при 110 °C в течение часа.
Сварочные электроды Монолит Basic (Уони-13/55)
Электроды Монолит BASIC (УОНИ-13/55) нужны для соединения ответственных конструкций и труб в местах, где нужна повышенная стойкость к образованию горячих трещин в соединениях, а швы должны отвечать высоким параметрам пластичности и ударной вязкости. Они получили применение в судостроительном производстве, мостостроении и при изготовлении сосудов высокого давления.

Имеют основную обмазку с добавлением железного порошка, что увеличивает эффективность использования на 20 %. В применении характеризуются более высоким коэффициентом наплавки – 10,5–11,5 г/Ач и сниженным расходом – 1,58 кг. Готовый шов обладает высокой прочностью и металлургической чистотой, где примесь водорода минимальная. Перенос металла происходит мелкокапельным способом, что позволяет положить ровный шов, при этом шлак не попадает в сварочную ванну.
Monolith ОЗЛ-6
Электроды Монолит ОЗЛ-6 предназначены для сварки аустенитных нержавеющих сталей (08Х18Н10, 03Х18Н11), жаростойкой нержавейки (AISI 309, AISI 309S и 20X23H13, 08X23H13).
Область применения: резервуары и контейнеры для жидких и сыпучих веществ, оборудование пищевой и фармацевтической отрасли, в химической или горной промышленности.
Марка ОЗЛ-6 характеризуется хорошим качеством шва, стойкостью к трещинообразованию и межкристаллической коррозии. Металл при сварке почти не разбрызгивается, а шлаковый слой быстро отделяется.
Monolith Special ЦЛ-11
Электроды Special ЦЛ-11 обеспечивают сварку эксплуатируемых в агрессивных условиях ответственных изделий из хромоникелевых и коррозионно-стойких сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т). Условия сваривания отличаются стабильностью и высоким качеством шва. Допускается последующая механическая обработка сварных деталей.
Применяются при производстве оборудования для агрессивных сред и высоких температур в пищевой и химической промышленности.
Сварной шов характеризуется стойкостью к коррозии и межкристаллическим трещинам. В качестве основы используются проволока Sandvik и обмазка с низким содержанием газов и вредных примесей.
Технические условия
Коэффициент наплавки у этой марки – 11 г/Ач. Потребуется 1,7 кг стержней, чтобы наплавить 1 кг металла. Параметр производительности – 1,5 кг/час. Для прокалки в течение часа после увлажнения нужна температура 200 °C. Для электродов Ø3 мм устанавливают ток 50–90 А, для Ø4 мм – 110–150 А.
Подготовка кромок перед сваркой предполагает тщательную очистку от всех видов загрязнений. Варить рекомендуется короткой дугой и узкими валиками, исключая поперечные колебания. Электроды ЦЛ-11 сечением до 4 мм работают с постоянным током обратной полярности. Сварные работы выполняются во всех положениях электрода, кроме вертикального.
Монолит Special ЦЧ-4
Электроды ЦЧ-4 применяются для наплавки чугуна с помощью ручной дуговой сварки. Подходят для соединения между собой элементов из серого и высокопрочного чугуна, а также со сталью. Стержни помогают при восстановлении повреждений и дефектов литья. Наплавка на поврежденную поверхность производится в несколько слоев.

Отзывы сварщиков
По отзывам сварщиков, электроды Монолит – лучший выбор для тех, кто только пробует варить. Они стабильно ловят дугу и дают отличный шов.Отмечено, что они поглощают меньше влаги, чем продукция других производителей.Снижение токсичности – важный фактор при работе в закрытом помещении. Не придется дышать вредными газами.
Электроды Монолит податливы в руке сварщика. Сразу загораются: достаточно провести по металлу и получить искру. При целом покрытии и нужных режимах нет прилипания. При сильном нажиме происходит сплавление материалов двух деталей, что делает шов прочным.
Начинающие сварщики жалуются на прерывание дуги, после чего ее трудно восстановить. Но здесь виноваты не электроды, а отсутствие опыта и слишком высокий ток.Профессионалы сварочного дела и самоучки отмечают, что продукция Монолит – это разумное соотношение цены и качества. Мы будем рады услышать мнение наших читателей, а также обсудить его в комментариях к данной статье.
Электроды Монолит СТАНДАРТ РЦ (АНО-21) д.3,0мм (упак.1кг)

Электроды Монолит СТАНДАРТ РЦ (E46) АНО-21 3 мм — плавящийся электрод с рутил-целлюлозным покрытием для сварки углеродистых и низколегированных сталей. Длина электрода 350 мм, диаметр — 3 мм. Электроды поставляются в упаковке весом 2.5 кг. Можно варить во всех пространственных положениях.
Применение: предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок сталей по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – “КП”, “ПС”, “СП” и ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Рекомендации по сварке сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40º от вертикали. При нормальных условиях хранения не требуют прокалки перед сваркой. В случае увлажнения прокалка: 100 — 120°С на протяжении 25-30 мин.
Преимущества электродов СТАНДАРТ РЦ (E46) АНО-21, 3 мм

- Длина электрода составляет 350 мм
- Диаметр 3 мм
- Сила сварочного тока около 70 — 120 А
- Расход электродов на 1 кг наплавленного металла 1,72.5 кг
- Коэффициент наплавки 8,5 — 9,5 г/А.ч
- Подходят для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм
- Могут использоваться для для прихваток, коротких и корневых швов при низком напряжении в сети
- Легкое начальное и повторное зажигание
- Мелкочешуйчатое формирование металла шва
- Шлаковая корка легко отделяется от шва
- В упаковке около 92-96 электродов
- Вес электродов — 2.5 кг
Варить в любом положении, не зачищать соединяемые детали, не прокаливать электроды и не беспокоиться о соблюдении жестких правил их хранения – минимальный перечень преимуществ, связанных с продукцией украинского производства. Электроды МОНОЛИТ серии СТАНДАРТ заслуженно считаются универсальными расходными материалами. Они активно используются как частными лицами в повседневной жизни, так и на производстве. Что делает их столь востребованными и пригодными для решения самых разноплановых задач?

Электроды СТАНДАРТ ориентированы на дуговую сварку на переменном/постоянном токе, вручную и во всех пространственных позициях. Единственное исключение — расходники 5 мм в диаметре. Ими не удается формировать соединения, двигая электрод сверху вниз. В остальном же СТАНДАРТ готовы создавать ответственные и рядовые конструкции из сталей с низким содержанием углерода. Максимальная толщина обрабатываемых металлов — 20 мм, минимальная — 3 мм.
Электроды МОНОЛИТ СТАНДАРТ позволяют быстро формировать качественные угловые, нахлесточные и стыковые швы. При этом нет надобности изменять параметры сварочного тока, зачищать детали от ржавчины или грязи.
Из негативных моментов эксплуатации можно выделить только нюансы сварки вертикальных стыков. Двигая электрод сверху вниз, нужно либо использовать короткую дугу, либо добиваться глубокого проплавления (метод опирания). Важно предотвращать затекание шлака впереди дуги, что достигается путем постоянного контроля за углом подъема. Последний должен равняться 40-70 градусам.
В процессе сварки электродами МОНОЛИТ СТАНДАРТ наблюдается невысокая интенсивность высвобождения марганца и аэрозоля. Попутно имеет место:
- Простой и быстрый стартовый/повторный розжиг дуги, ее ровное последующее горение.
- Снижение потерь металла за счет минимального разбрызгивания.
- Высокие качественные показатели готового соединения.
- Легкое и полноценное отделение шлаковой корки.
- Возможность работать на минимально низких токах.
- Простота эксплуатации.
- Легкая и простая сварка заготовок с окрашенной, окисленной или масляной поверхностью.

МОНОЛИТ СТАНДАРТ пригодны для сварки в труднодоступных участках конструкций. Обмазка электродов не трескается при их сгибании, горение дуги не ухудшается. Что касается расходников малого диаметра, то для работы с ними достаточно запитывать сварочный аппарат от бытовой розетки.
Похожие материалы
Выбор мультифункциональной сварочной горелки
Сварочные кабели ESAB: критерии выбора
OK TOOLTRODE 50 или OK TOOLTRODE 60: что предпочесть для наплавки?
Характеристики электрода Монолит СТАНДАРТ РЦ (E46) АНО-21, 3 мм

| Вид электродов: | плавящиеся |
| Сварочный ток: | 150 — 230 А |
| Маркировка электродов: | АНО-21 |
| Диаметр электрода: | 3 мм |
| Длина электрода: | 350 мм |
| Тип покрытия электрода: | рутил-целлюлозное |
| Материал сварки: | низколегированная сталь |
| Количество электродов: | 92-96 шт |
| Вес пачки: | 2.5 кг |
Электроды MONOLITH МОНОЛИТ РЦ 2.5×350 мм (1 кг)
Вид покрытия – рутилово-целлюлозное
Назначение и область применения
Универсальный электрод МОНОЛИТ РЦ 2.5×350 мм для широкого применения в промышленности и быту. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – «КП», «ПС», «СП») и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Условия применения
Коэффициент наплавки – 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
Химический состав наплавленного металла, %
| Mn | Si | C | P | S |
| 0,40-0,65 | 0,15-0,40 | не более | ||
| 0,11 | 0,035 | 0,030 | ||
Механические свойства металла шва
| Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость,Дж/см2 |
| ≥450 | ≥22 | ≥78 |
Особые свойства
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
возможно сваривание по окисленным, масляным и окрашенным поверхностям.
Режимы сварки
| Сила сварочного тока (А), для электрода диаметром, мм | |||||
| 2,0 | 2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
| 40-80 | 50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.)
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 — 30 мин.
Пространственные положения при сварке
Электроды Monolith Professional d.3,0 мм, уп.2.5 кг
ВИД ПОКРЫТИЯ – рутиловое толстое
| AWS A 5.1:E 6013 | ISO 2560-A-E 42 0 RR 12 | ГОСТ 9466: | Э 50 –Монолит-Ø-УД Е 512 (3) Р 21 |
ТУ У 28.7-34142621-002:2009
Электроды МОНОЛИТ предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651-2005/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3 всех ступеней раскисления – «КП», «ПС», «СП») и по ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Применяются для сварки угловых, стиковых и в напуск соединений металла толщиной от 1,0 до 20,0 мм.
Коэффициент наплавки – 8,0-9,0 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Электроды диаметром от 2,0 мм до 4,0 мм предназначены для сварки во всех пространственных положениях кроме вертикального «сверху-вниз», а диаметром 5,0 мм – для нижнего, горизонтального на вертикальной плоскости и вертикальным способом «снизу-вверх».
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА
| Mn | C | Si | P | S |
| 0,40 — 0,65 | не более | |||
| 0,11 | 0,15 — 0,45 | 0,035 | 0,030 | |
сопротивление, Н/мм2
удлинение, %
вязкость, Дж/см2
Электроды обладают способностью производить сварку в неблагоприятных для других марок электродов условиях. Вокруг дуги возникает газовый пузырь, который оттесняет воду и обеспечивает приемлемые условия для процесса сварки, что дает возможность варить поврежденные водопроводы, находящиеся под давлением до 1 атм.
Электроды МОНОЛИТ обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделяемостью шлака, прекрасным формированием шва, особенно для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов.
| Сила сварочного тока (А), для электрода диаметром, мм | |||
| 2,5 | 3,0 | 4,0 | 5,0 |
| 50-100 | 60-120 | 120-190 | 240 |
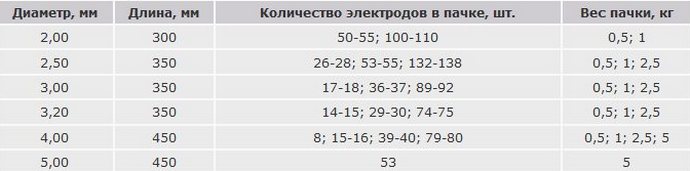
УПАКОВОЧНЫЕ ДАННЫЕ
| Диаметр, мм | Длина, мм | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,50 | 350 | 49-51; 123-127 | 1; 2,5 |
| 3,00 | 350 | 33-34; 83-88 | 1; 2,5 |
| 4,00 | 450 | 76-78 | 5 |
| 5,00 | 450 | 56 | 5 |
АНАЛОГИ
| Производитель | Марка электродов |
| ESAB | OK 43.32 |
| Oerlikon | Overcord S, Fincord |
| Lincoln Electric | MGM-50K |
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±5°С 60 мин.
Сварочные электроды МОНОЛИТ Professional ф 3 мм
Сварочные электроды МОНОЛИТ Professional предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей, поставляемых по ДСТУ 2651-2005/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3 всех ступеней раскисления – «КП», «ПС», «СП») и по ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Применяются для сварки угловых, стиковых и в напуск соединений металла толщиной от 1,0 до 20,0 мм.
| Mn | C | Si | P | S |
| 0,40 — 0,65 | не более | |||
| 0,11 | 0,15 — 0,45 | 0,035 | 0,030 | |
Сварочные электроды МОНОЛИТ Professional обеспечивают легкое начальное и повторное зажигание. Характеризуются спокойной и стабильной дугой, малым разбрызгиванием, хорошей отделяемостью шлака, прекрасным формированием шва, особенно для сварки листовых сталей и стальных конструкций, подверженных статическим и динамическим нагрузкам, сварки резервуаров и трубопроводов, где требуется обеспечение высоких механических свойств швов.
| Сила сварочного тока (А), для электрода диаметром, мм | |||
| 2,5 | 3,0 | 4,0 | 5,0 |
| 50-100 | 60-120 | 120-190 | 240 |
| Диаметр, мм | Длина, мм | Количество электродов в пачке, шт. | Вес пачки, кг |
| 2,50 | 350 | 49-51; 123-127 | 1; 2,5 |
| 3,00 | 350 | 33-34; 83-88 | 1; 2,5 |
| 4,00 | 450 | 76-78 | 5 |
| 5,00 | 450 | 56 | 5 |
| Производитель | Марка электродов |
| ESAB | OK 43.32 |
| Oerlikon | Overcord S, Fincord |
| Lincoln Electric | MGM-50K |
Характеристики электродов Монолит РЦ

Люди, имеющие дело со сваркой не по работе, а на дачах, в частных домах и т. д. , знают, насколько важно качество сварочного электрода. Конечно, с появлением инверторов сварка сделалась качественнее и проще, но практика показывает, что многое зависит от электрода: количество шлака, качество шва, быстрый розжиг расходника.
Сегодня с приобретением этих элементов проблем нет — рынок предлагает огромнейший ассортимент.

Разнообразные модели от разных производителей. Профессионалы предпочитают брендовые изделия, чья стоимость выше, чем у обычных.
Хороша, к примеру, продукция шведской компании ESAB, которая выпускает электроды высокого качества с одноименным названием. Продукция шведов — действительно отменные стержни, хотя и цена соответствующая. В связи с последним обстоятельством не каждый домашний мастер позволит себе купить электрод данной марки.
Аналогичные по тех. характеристикам расходники сегодня выпускает украинская «Плазмо Тек» — это электроды «Монолит РЦ», соответствующие марке ESAB KO 46.00. Качество их пониже, также хуже стержни по определенным позициям, относящихся к сварочному процессу, но доступная цена делает изделия привлекательными.
Технические характеристики

Главные технические характеристики — это полярность сварки и вид тока. Стержни «Монолит» использоваться могут как с током постоянным, так и с током переменным. Полярность при этом может быть прямой или обратной. При обратной полярности на деталь подается «-", а на электрод — «+". Полюса минус и плюс указываются на сварочном инверторе, с деталью и стержнем они соединяются проводами.
Важно, что при сварке электродами варить можно в разных положениях. С использованием «Монолита» делается это без проблем. Но стержень Ø5 мм нельзя использовать сверху вниз. Опытный сварщик поймет, о чем идет речь. Важно ведь иметь возможность варить металлоконструкции и заготовки в различных положениях. Варить сверху вниз «Монолитом» лучше короткой дугой, то есть при минимальном расстоянии между сварочной ванной и концом стержня. Чтобы обеспечить максимальное качество вертикального шва, сварной стрежень необходимо держать под 40−70°. В нижнем положении угол должен составлять 20−40°.
Другие характеристики
- Электроды имеют рутил-целлюлозное покрытие.
- Коэффициент наплавляемости — 9,5 г/А.ч.
- Расход расходника (Ø3 мм) на 1 кг наплавления — 1,75 кг.

Неопытные сварщики часто выставляют не ту силу тока на инверторе в соответствии с диаметром используемого электрода. Подобные огрехи всегда негативно отражаются на качестве сварного шва и самого соединения. Поэтому крайне важно соотнести показатели правильно.
Если стержень намочен или находился достаточно долго в сыром помещении, варить им запрещается! Перед сваркой обязательно прокаливают его в течение 30 мин. при температуре 120 ° C .
«Монолит РЦ» подходят для стыковых соединений. Временное сопротивление электродов равно 340 Н на мм², наименьший угол наклона — 35°. Важно отметить и то, что в этом случае используют рутиловое покрытие. Наибольший угол наклона — 70° .
Специалисты утверждают, что расход стержней описываемой марки незначительный. Диаметр изделия — 3 мм. Относительное удлинение на уровне 22%. Чувствительность к загрязнению невелика. Высокий коэффициент наплавки. Стержни данной марки могут использоваться для работы с трубопроводами.
Продаются «Монолит РЦ» в упаковках по 1 кг, а средняя цена равна 340 руб.
Достоинства
У «Монолита» есть ряд преимуществ перед электродами других марок, часто использующихся во время сварочного процесса в домашних условиях. Изделия по достоинству оценили и профессиональные сварщики, и любители.
Речь идет вот о чем:

- Стержни поджигаются легко даже при повторной сварке.
- Стабильная дуга без провалов и скачков.
- В процессе сварки нет брызг металла.
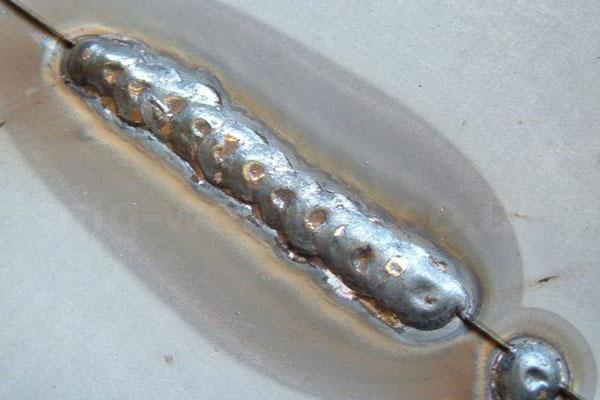
- Обеспечивается получение ровного шва, скругленного и равномерно заполненного.
- Шлак, выделяющийся от обмазки стержня, легко отделим от зоны сварочной ванны.
- Возможность использования расходников и с профессиональными сварочными аппаратами, и бытовыми маломощными инверторами.
- Если при сварке попался участок с плохо доступной сварочной линией, стержень может быть без труда согнут, но и таким он отлично варит без изъянов.
- Для конструкций неответственных стержень можно использовать без предварительной очистки свариваемых деталей. Сварные кромки не нужно зачищать от жира, масла, загрязнений и ржавчины.
Благодаря своим характеристикам, «Монолит» позволяют даже новичку в сварочном деле легко выполнить сварку. Стержень не залипает, легко варит, и при этом практически отсутствуют брызги металла, а шов получается качественным. Электроды «Монолит РЦ» являются универсальными. Могут использоваться в быту или в промышленном производстве, и подходят любому типу сварки.
Сварочные электроды "Монолит": характеристика и отзывы
Российская компания "Монолит" изготавливает электроды разного типа. На сегодняшний день есть модели с целлюлозным, а также рутиловым покрытием. Для дуговой сварки они подходят идеально. По диаметру модели отличаются. Также важно отметить, что некоторые марки используются для работы с углеродистой сталью.
Если говорить про параметры, то номинальное напряжение электродов в среднем составляет 50 В. Отклонение при этом допускается в 5 В. Продаются электроды в малых и больших упаковках. В среднем пачка на 2,5 кг обойдется потребителю в 600 руб.

"Монолит РЦ"
Для стыковых соединений подходят электроды "Монолит РЦ". Характеристика у них следующая: временное сопротивление 340 Н на кв. мм, минимальный угол наклона - 35 градусов. Также важно отметить, что в данном случае используется рутиловое покрытие. Максимальный угол наклона электрода – 70 градусов.
Если верить мнению специалистов, то расход у этой марки незначительный. Диаметр указанного электрода равняется 3 мм. Его относительное удлинение находится на уровне 22 %. Чувствительность к загрязнению у марки незначительная. Также важно упомянуть о высоком коэффициенте наплавки. Для работы с трубопроводом электроды могут использоваться. Продаются они в упаковках по 1 кг, а просят за них около 340 руб.

Отзывы об "АНО-4"
Указанные электроды "Монолит" отзывы от покупателей получают хорошие. Эта марка часто используется для работы с углеродистой сталью. Для наплавки она также может применяться. Расход наплавленного металла в данном случае невысокий. Максимальное отклонение номинального напряжения при обратной полярности равняется 5,5 В.
Коэффициент наплавки у электродов не превышает 6 г. Однако недостатки у них все-таки есть. В первую очередь это касается высокой чувствительности к ржавчине. Также следует учитывать малый угол наклона электрода. Для работы с трубопроводом указанную марку использовать не разрешается. Купить электроды можно в упаковках на 1,5 кг за 450 руб.
Характеристики электродов "АНО-4и"
Данные электроды "Монолит" технические характеристики имеют следующие: относительное удлинение 23 %, а временное сопротивление - 350 Н на кв. мм. Диаметр представленной марки равняется 3 мм. Минимальный угол наклона электрода составляет 30 гр. В данном случае используется рутиловое покрытие. Толщина его равняется 1,2 мм. Потолочный шов при помощи представленной марки получается хороший. Максимальное отклонение номинального напряжения не превышает 7 В.
Мнение об "АНО-6"
Данные электроды "Монолит" (производитель – Россия) предназначены для дуговой сварки. С углеродистой сталью марка справляется отлично. Если говорить про параметры изделия, то важно отметить, что диаметр равняется 3 мм. Для наплавки указанные электроды применяются редко. Работать сварщик способен в любом положении. Параметр временного сопротивления разрыва не превышает 50 МПа. Для конструкционной стали электроды могут использоваться. У них покрытие применяется смешанного типа.
Из недостатков важно упомянуть о сильном разбрызгивании. Если верить отзывам покупателей, то для вертикальной сварки марка подходит хорошо. С теплоустойчивой сталью работать разрешается. Однако расход наплавленного металла у электродов весьма значительный. Номинальное напряжение марки при обратной полярности равняется 52 В. Потолочный шов при помощи электродов получается отменный. Также важно отметить незначительное отклонение номинального напряжения при обратной полярности. Данный показатель максимум доходит до 4,5 В. Продаются указанные электроды для сварки "Монолит", как правило, в упаковках по 1 кг. На рынке за них в среднем просят от 250 руб.

Описание модели "МР-3"
Представленные электроды предназначены для дуговой сварки. В некоторых случаях они используются для работы с углеродистой сталью. Если верить отзывам покупателей, то для наплавки они подходят идеально. Однако параметр временного сопротивления разрыва у них незначительный. В данном случае разбрызгивание допускается несильное. Для конструкционной стали марка применяться может.
Допустимость перегрева электродов находится в пределах нормы. Для теплоустойчивой стали не разрешается их использовать. Если верить мнению экспертов, то данная марка выделяется большим показателем номинального напряжения на уровне 45 В. Купить сварочные электроды "Монолит" можно в упаковках на 2,5 кг, а стоят они около 550 руб.
Параметры "АНО-36"
Указанные электроды "Монолит" характеристики имеют следующие: диаметр 3 мм, расход - 1 кг изделия на 1,7 кг металла, коэффициент наплавки 9 г. В данном случае предельное отклонение номинального напряжения не превышает 4,5 В. Толщина покрытия составляет 1,2 мм. Номинальное напряжение при обратной полярности равняется 55 В. Для работы с трубопроводом данные электроды не разрешается использовать.
Если верить отзывам покупателей, то потолочный шов с их помощью получается отменный. Для работы с постоянным током они могут использоваться. Однако металл большой толщины не допускается для сварки. Во время работы с конструкционной сталью разбрызгивание довольно большое. Также важно упомянуть о чувствительности марки к ржавчине. Приобрести электроды можно по цене от 500 руб.
Отзывы о марке "АНО-21"
Указанные электроды "Монолит" для наплавки подходят идеально. Однако они ограничены по углу наклона. В данном случае незначительная чувствительность к ржавчине позволяет работать с конструкционной сталью. Для сварки дуговым методом марка применяется часто. Чувствительность к загрязнениям есть, однако она не мешает работать с термостойкой сталью. Если верить отзывам покупателей, то для нахлесточных соединений электроды лучше не использовать.
Максимальное отклонение при обратной полярности равняется 5,5 В. Толщина покрытия в данном случае составляет 1 мм. Рабочее напряжение при постоянном токе равняется 50 В. Показатель расхода электродов незначительный. Если верить отзывам покупателей, то затекания шлака вперед дуги следует остерегаться. Приобрести данные электроды "Монолит" можно по цене от 350 руб. за упаковку на 1,5 кг.
Отзывы о марке "УОНИ-13/45"
Многие покупатели положительно отзываются об этих электродах. В первую очередь важно отметить низкую чувствительность к ржавчине. В данном случае разбрызгивание обеспечивается небольшое. Для сварки короткой дугой электроды "Монолит" применяются часто. Чувствительность к ржавчине у них незначительная, поэтому с конструкционной сталью работать разрешается. Для нахлесточных соединений электроды применяются часто. Расход их составляет примерно 1 кг на 1,56 кг металла. Коэффициент наплавки не превышает 8 г. В свою очередь номинальное напряжение при обратной полярности равно 55 В.
Покрытие в данном случае предусмотрено смешанного типа. Предельное отклонение при обратной полярности не превышает 10 В. Если верить отзывам специалистов, то марка часто используется для вертикальной сварки. Для соединения трубопровода она использоваться может. Отдельно следует отметить, что электроды хорошо себя показали при работе с потолочным швом. Стоит в среднем упаковка на 1,5 кг в районе 400 руб.

Электроды "УОНИ-13/55"
Указанные электроды "Монолит" отзывы от покупателей получают положительные. В первую очередь следует отметить, что они используются для наплавки металла. В данном случае разбрызгивание обеспечивается незначительное. Невысокая чувствительность к загрязнениям позволяет работать с конструкционной сталью. Для сварки короткой дугой марка использоваться может. Чувствительность к подготовке кромок у нее незначительная. Для нахлесточных соединений электроды подходят хорошо. Расход в среднем равняется 1 кг изделия на 1,4 кг металла.
Предельное отклонение напряжения составляет 4,5 В. Покрытие у марки используется смешанного типа. Для сварки металла подходят электроды большой толщины. Если верить отзывам покупателей, то при работе с электродами важно учитывать допустимость перегрева. Для трубопроводов марка подходит. Номинальное напряжение при прямой полярности составляет 55 В. Коэффициент наплавки у марки не превышает 6 г. Приобрести данные электроды "Монолит" в магазинах можно по цене от 500 руб.

Описание марки "Монолит Э38"
Многие покупатели положительно отзываются об этих электродах. Используются они для дуговой сварки. С конструкционной сталью они работать способны. Разбрызгивание в данном случае обеспечивается незначительное. Для вертикальной сварки марка подходит. Расход электродов в данном случае не превышает 1 кг на 1,5 кг металла.
Для стыковых соединений электроды редко применяются. Чувствительность к подготовке кромок у них довольно высокая. Коэффициент наплавки в данном случае находится на уровне 6 г. Предельное отклонение напряжения марка выдерживает в 5 В. Покрытие в данном случае имеется рутилового типа. Максимальный угол наклона электрода не превышает 70 градусов.
Если верить отзывам покупателей, то следует избегать затеканий шлака. Диаметр представленной марки составляет 2,5 мм. В свою очередь показатель временного сопротивления равняется 340 Н на кв. мм. Относительное удлинение в данном случае находится на уровне 20 %. Ударная вязкость представленных электродов не превышает 77 Дж на кв. см. Купить их можно по цене 450 руб.
Отзывы и характеристики на сварочные электроды Monolith
Оригинальные электроды Монолит — отзывы сварщиков получают хорошие. Рассмотрим технические характеристики, стоимость и впечатления домашних мастеров об этих изделиях.
Назначение и область применения
Электроды Монолит РЦ применяются для ручной дуговой сварки в промышленности и быту. Стержень работает на переменном и постоянном токе, соединяет ответственные конструкции низкоуглеродистых сталей.
Положение швов при сварке (рисунок ниже), все кроме вертикального сверху-вниз для 5.0 мм изделий.

При монтажных работах, варят во всех пространственных положениях не меняя настройку сварочного тока.
Соединение сверху-вниз выполняется опиранием или короткой дугой. Избегая затекания шлака впереди дуги. Сварщики рекомендуют, держать электрод под углом 40-70° к вертикали. В нижних положениях, стержень наклонять на 20-40 градусов в направлении сварки.
Характеристики химического состава наплавленного металла в %, таблица:

Таблица механических свойств:

- покрытие — рутил-целлюлозное;
- коэффициент наплавки — 8,5-9,5 г/А.ч;
- расход стержней на 1 кг наплавленного металла — 1,75 кг.
Сварочные электроды Монолит можно применять без разделки кромок, по ржавчине и другим загрязнениям. Для нахлесточных, угловых и стыковых соединений.
Чем заменить, аналоги:
- ;
- AV-31 (Anyksciu Varis);
- Overcord, Overcord Z (Oerlikon).
Режимы сварки и преимущества расходников
Соединение выполняется переменным током с напряжением холостого хода 50 В и постоянным любой полярности (предпочтительнее обратная).
Настройка по силе тока для разных диаметров стержней представлена в таблице:

В случае увлажнения расходников, требуется 30-ти минутная прокалка, при 120°С.
Плюсы изделий Монолит:
- легкий начальный и повторный поджиг;
- стабильная дуга;
- малое разбрызгивание металла;
- красивый шов;
- самоотделяемость шлака;
- сварка на низких токах от бытовых источников питания;
- возможность согнуть электрод для труднодоступных мест;
- работа по окрашенным, окисленным, масляным поверхностям.
Перечисленные преимущества расходников, позволяют зеленым новичкам, познать азы сварного дела за короткие сроки.
Упаковка и стоимость
Упаковочные данные представлены в таблице:
Сколько стоят сварочные электроды Монолит ? Цена на расходники вполне приемлемая. Например, 3 мм изделия приобретают за 100-140 рублей за кг.
Отзывы людей
[lt_alert style="orange"]Дома всегда использовал АНО 21 и МР 3. Приобрел недавно 1 кг Monolith Life и понял, что такое качественный электрод. Шлака нет, искр нет, зажигаются моментально, а шов — загляденье. Упаковка качественная, каждый стержень с названием. Кто не пробовал, прошу оценить изделия в работе.[/lt_alert]
Отзыв профессионала, стаж 12 лет :
[lt_alert style="black"]«Монолит» РЦ уступает аналогу ESAB ОК 46.00, но разница в цене, компенсирует отставание. По работе: шов плотный с малой коркой шлака, который с легкостью убирается. Отсутствуют раковины, непровары и пропуски.
Хоть производитель и заверяет, что электроды малочувствительны к загрязнениям металла. Но, это не так! Для качественного соединения, свариваемые поверхности следует подготовить.
Плюс Monolith Life («Монолит» РЦ) в пониженной токсичности, выделяемый дым не такой вонючий по сравнению с другими расходниками. Заявленная производителем рабочая толщина металла 3 — 20 мм, немного скромная. Я варил монолитом листы 1,7 мм.
Обмазка тоже на высоте. Можно электроды гнуть в любую сторону, а покрытие не осыпается. Но знайте меру: сгибайте постепенно, аккуратно. Встречаются и негативные отзывы, на рынке присутствуют поддельные изделия, на которые и отзываются недовольные сварщики.[/lt_alert]
Леонид, квалификации нет :
[lt_alert style="blue"]Хотел поругать стержни Monolith, но профи разъяснили ситуацию. Приобрел подделку (обмазка серого цвета) и остался недоволен. С оригинальными изделиями, имеют хлебный цвет, понравилось работать. Для тех, кто не умеет варить в самый раз![/lt_alert]
Видео:
P.S. Кто сталкивался с электродами Монолит, просьба, поделится в комментариях своими впечатлениями.
Читайте также: