Сварочные хитрости и приспособления
Обновлено: 16.05.2024


Приезжал как-то я на металлургический завод, где раньше работал, повидаться с бывшим начальником и забрать пару вещей. Заглянул в рабочий цех посмотреть, как справляется новое поколение и… То, что увидел, меня, мягко говоря, не обрадовало.
Эти горе сварщики, если у них нет подходящего инструмента, сразу перестают чем-либо заниматься, и идут ныть начальству, да и даже об основных тонкостях работы они не в курсе. В общем, перед своим уходом решил дать им пару советов и рассказать о паре самоделок для сварщика, чтобы хоть как-то помочь.
Придя домой, решил поделиться ими и с вами.
В своей работе сварщик использует различного рода инструменты
- Сварочный аппарат с электродами
- Молоток для отбивания шлака
- Щетка по металлу
- Струбцины
- Различного рода защиту (плотные перчатки, спецодежда, сварочная маска)
Если некоторых из них нет в наличии, то это не значит, что работу стоит останавливать.
Конечно, со сварочным аппаратом, электродами и защитой сделать не получится, но вот молоток, струбцины и щётку по металлу, вполне возможно.
Приступим к изготовлению полезных самоделок для сварщика.
Первой на очереди – струбцины
Самодельные струбцины будут вашей третьей рукой при сварке. Рассмотрим самодельные струбцины большого и маленького размера.
Маленькие
Для их изготовления просто возьмите несколько прямоугольных труб и сварите между собой так, чтобы получилась п-образная фигура.
Далее к одному концу приварите часть, в которую будет упираться материал (пятак), а ко второму большую гайку.
Большие
Нужно отметить, что на основе этой струбцины можно сделать подобную абсолютно любого размера, необходим лишь профиль этого размера.
Для начала берём металлический профиль 20 на 40 миллиметров, отрезаем часть, что будет основой нашей струбцины.
В нём каждые 40 миллиметров просверливаем связные отверстия с широкой стороны под болты, на которых будут держаться части струбцины, после зачищаем их.
Далее берём профиль большего размера, размер должен быть таким, чтобы первый профиль спокойно в него входил, и просверливаем в нём сквозное отверстие под те же самые болты.
Обрезаем профиль, чтобы получилась треугольный пятак. Изготавливаем вторую такую конструкцию. В одной из этих конструкций в пятаке просверливается два отверстия под диаметр болта, что будет зажимать материал заготовки.
Под конец либо покупаем у столяра болты для струбцин, либо изготавливаем сами из болта нужного размера, гайки и круглой металлической пластины, что приваривается к гайке и накручивается на болт.
Собираем все части и тестируем струбцину.
Струбцина своими руками готова.
Молоток сварщика из старого зубила
Молоток для сбивания шлака очень нужная вещь для сварщика. Специальный молоток можно изготовить из старого или ненужного зубила.
Для этого просто стачиваем зубило болгаркой с одного конца и зачищаем. После привариваем к середине зубила арматуру или какой-нибудь другой металлический пруток и снова подчищаем конструкцию.
Для удобства можно добавить деревянную ручку к прутку.
Самодельный молоток для сбивания шлака готов.
Магнитный уголок для сварки
Простой магнитный уголок очень нужное приспособление для сварщика, ведь оно быстро выстраивает свариваемый материал под 90 градусов и удерживает их на момент прихватки.
Для изготовления такого полезного приспособления вам понадобится круглый магнит нужного размера, небольшой лист металла или две одинаковые пластины, два болта и гайки к ним.
Для начала вырезаем из листа металла две ровные и одинаковые пластины.
Просверливаем отверстия под болты (отверстия должны находится на концах диаметра круглого магнита, что расположен в центре пластин).
Пластины мы скрепляем между собой болтами, установив между ними наш круглый магнит. Закручиваем гайки на болты и идём тестировать нашу самоделку.
Магнитный уголок для сварки своими руками готов.
Самоделка для сварки труб
Сварщики часто имеют дело со сваркой труб. Для облегчения этого процесса, безопасности (вас точно не ударит током через эту самоделку) и удержания горячих труб во время сварки вам поможет следующая самоделка.
Для её изготовления вам понадобится старые или ненужные, но работающие пассатижи, металлическая труба нужного вам диаметра, сварочный аппарат, болгарка.
Берём наш отрезок трубы разрезаем его вдоль пополам и отрезаем от трубы.
Далее зачищаем получившиеся детали и привариваем их к пассатижам.
Напоследок поделюсь с вами несколькими интересными идеями для сварщика
Лайфхаки для сварщика
В случае если вам необходимо сварить трубы разного диаметра
Если вам необходимо приварить трубы разного диаметра под прямым углом к торцу, то приложите конец меньшей тубы под углом 90 градусов к концу второй и отметьте маркером, где они промыкаются.
Делаете фигурный надрез с противоположных сторон большей трубы.
В выпирающих частях болгаркой делается пять неглубоких надрезов (они должны доходить примерно до конца фигурного надреза).
После сегменты, что получились при надрезах, необходимо согнуть с помощью молотка под меньшую трубу.
Если вам необходимо согнуть квадратную трубу или п-образный профиль
Для начала делаете надрез в месте сгибания профиля до его нижней стороны.
После через расстояние равное двойной ширине профиля делаете ещё один надрез и отрезаете эту стенку.
Третьем шагом необходимо начертить и вырезать трапецию, доходящую до второй боковой стенки, на нижней стороне профиля. Косая сторона трапеции должна быть равна ширине самого профиля.
И просто сгибаете профиль.
«Электрозаклёпки»
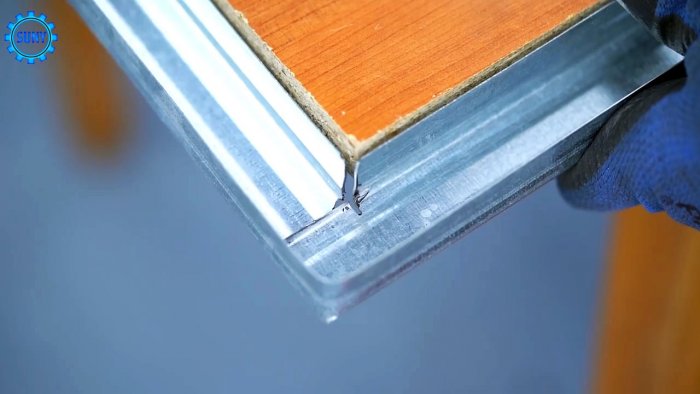
При сваривании тонколистовых деталей нужно быть аккуратным, ведь при сплошном шве металл может случайно повести. Поэтому стоит использовать точечную сварку или «электрозаклёпки».
Для этого в материале, что нужно сварить делается минимум два сквозных отверстия.
Точечными движениями электродом через отверстия припаиваете материал и получаете подобие заклёпок – «электрозаклёпки». Подобные соединения весьма надёжны.
Если нужно сварить трубу с металлической пластиной под прямым углом
Для начала сделайте в трубе паз длинной соответствующей ширине вашей полосы.
Вставьте полосу в трубу и сварите их.
Рекомендую следующее видео и его автора, который рассказывает про полезные самоделки для сварщика:
Сегодня мы рассмотрели несколько самоделок для сварщика, среди которых самодельные струбцины, молоток для сбивания шлака из старого зубила, магнитный уголок своими руками и самоделка для удержания труб при их спаивании.
Также ниже мы рассмотрели несколько полезных идей для сварщика.
Напишите в комментариях, как думаете – полезны ли были советы? Может, что-то добавите из своего опыта…
Как правильно варить: пособие для начинающих сварщиков

Металлические конструкции соединяют двумя способами: разъемным – с помощью винтового крепежа, и неразъемным – с помощью сварки. Второй способ надежнее и долговечнее, его часто предпочитают первому, когда в необходимости разбирать конструкцию нет нужды. В собственном доме, особенно ещё строящемся или благоустраиваемом, потребность в сварочных работах возникает часто, поэтому многим хотелось бы знать, как правильно варить металл самостоятельно, чтобы не искать специалиста для мелких работ.
Выбор аппарата для бытовой сварки
Видов сварки сегодня очень много. Но большинство из них предназначены для специальных работ или рассчитаны на промышленные масштабы. Для бытовых нужд вряд ли потребуется овладевать лазерной установкой или электронно-лучевой пушкой. Да и газовая сварка для начинающих – не самый лучший вариант.
Самый простой способ расплавить металл для соединения деталей – точечно воздействовать на него высокой температурой электрической дуги, возникающей между элементами с разными зарядами.
Именно этот процесс обеспечивают аппараты для электродуговой сварки, работающие от постоянного или переменного тока:
- Сварочный трансформатор варит переменным током. Для новичка такой аппарат вряд ли подойдет, так как работать с ним сложнее из-за «скачущей» дуги, для управления которой нужен немалый опыт. К другим минусам трансформаторов можно отнести негативное влияние на сеть (вызывает скачки напряжения, которые могут привести к поломке бытовой техники), сильный шум при работе, внушительные габариты прибора и большой вес.
- Инвертор имеет множество преимуществ перед трансформатором. Он вызывает электродугу постоянным током, она не «скачет», поэтому процесс сварки проходит более спокойно и контролируемо для сварщика и без последствий для домашней техники. Кроме того, инверторы компактны, легки и практически бесшумны.
Что ещё необходимо иметь
Сварочный аппарат без электродов – совершенно бесполезный агрегат. Электроды – это расходный материал, они тоже бывают разными: плавящимися и неплавящимися, металлическими (из стали, меди и других металлов) и неметаллическими, в виде проволоки или жесткого стержня, с разным защитным покрытием и т.д.
Тем, кто задался вопросом, как правильно варить сваркой электродами, начинать лучше всего со стальных универсальных стержней толщиной 3 мм или 4 мм. Диаметр указан на упаковке, выбрать нужные будет несложно. Освоив работу с ними, можно будет переходить на другие виды, но вряд ли они будут востребованы в быту.
Помимо расходных материалов для сварки обязательно потребуется маска сварщика. Работать без неё категорически нельзя, иначе можно быстро получить ожог роговицы глаз и много других проблем со зрением. Лучшими считаются маски со стеклом-хамелеоном. Вернее, с автоматическим светофильтром, реагирующим на изменения освещенности и защищающим глаза от вредного излучения.
Также желательно обзавестись подходящей одеждой, обувью и перчатками, которые не прожигаются искрами и в случае чего смогут защитить от удара током.
Из инструментов понадобится молоток для сбивания окалины со шва, а также всевозможные тиски, зажимы и магнитные уголки, с помощью которых можно фиксировать свариваемые детали в нужном положении.
Азы сварочных работ
Чтобы вызвать образование электрической дуги, нужно, чтобы соприкоснулись два разнозаряженных токопроводящих элемента. Одним из них, отрицательным, выступает электрод, а другим свариваемая поверхность, к которой подсоединяется металлический зажим, кабель от которого подключен положительному выходу инвертора.
Сварка электродом обусловлена расплавлением металла теплом, выделяемым дугой. Чтобы шов получился ровным, она не должна прерываться. Итак, для начала работы необходимо установить электрод, настроить инвертор, зажечь дугу и научиться её контролировать.
Установка электрода
Инверторный аппарат снабжен двумя кабелями. На конце одного из них закреплен зажим-прищепка, которым он цепляется за металлическую деталь. А второй кабель оснащен держателем для электрода, который может быть винтовым или пружинным.

У винтового держателя нужно открутить головку на ручке, а после установки электрода в гнездо снова закрутить её. С пружинным проще: достаточно нажать на клавишу, чтобы открыть гнездо.
Подключение сварочного аппарата
Сварочные кабели подключаются к инвертору через специальные выходы на корпусе прибора с разной полярностью. К какому из них присоединить зажим, а к какому электрод, зависит прежде всего от свариваемых материалов. С этим моментом нужно разобраться, чтобы понять, как правильно варить сваркой, и не путаться:
- Стандартное подключение для сварки стальных деталей – минус на кабель массы с электродом, а плюс на кабель с зажимом. Оно носит название прямой полярности и подходит для большинства соединений, требующихся в быту. Прямая полярность обеспечивает классическое движение электронов от минуса к плюсу, при котором они передают металлу значительную часть энергии и лучше нагревают его.
- Если выполнить подключение зажима на минус, а электрода на плюс, получим обратную полярность с меньшей степенью нагрева. Что бывает необходимо при сварке изделий из нержавеющей стали и в некоторых других случаях.
Совет! Овладевать азами сварки лучше всего на деталях из «черного» металла, используя подключение с прямой полярностью.
Теперь можно включать аппарат в сеть и приступать к работе.
Зажигание электрической дуги
Перед тем как научиться варить сваркой, нужно вызвать появление дуги, для чего осуществляют кратковременный контакт электрода с металлической деталью. Сделать это можно двумя способами: впритык и чирканьем:
- Розжиг впритык заключается в постукивании по металлу кончиком подключенного электрода.
- Зажигание дуги чирканьем выполняется аналогично тому, как зажигается спичка о коробок.
Преимуществ ни у одного из этих способов нет – каждый делает так, как ему больше нравится и удобно.
Видео описание
Наглядно способы розжига электродов показаны в видео:
Главное, чтобы движения были достаточно быстрыми, а контакт кратковременным, иначе электрод «прилипнет» к металлу. Особенно часто это случается с новыми, ещё не побывавшими в работе электродами.
В то же время частично израсходованный электрод может не зажечься сразу из-за образовавшегося на его кончике наплыва от расплавленного защитного покрытия. Его проще отбить методом постукивания.
Непосредственно к тому, как правильно варить электросваркой, можно переходить после уверенного овладения навыком возбуждения дуги. Но для начала стоит разобраться, что происходит или должно происходить в процессе. Без этого двигаться дальше не получится.

Анализ сварочного процесса
В месте возникновения сварочной дуги температура сильно повышается, в результате чего начинает плавиться металл и свариваемых деталей, и самого стержня электрода. Жидкий расплавленный металл заполняет собой выжженное углубление, которое на профессиональном языке зовется сварной ванной.
Одновременно разрушается и защитное покрытие электрода, выполняя свою функцию: часть покрытия плавится, превращаясь в шлак, который закрывает собой свежий стык и препятствует контакту металла с кислородом, а также сохраняет под собой высокую температуру. А другая часть переходит в газообразное состояние, создавая вокруг сварной ванны защитную атмосферу, и тоже не пропуская к ней кислород воздуха.
Все это хорошо видно на замедленной съемке:
Шлаковую корку со сварного шва отбивают постукиванием молотка после того, как он остынет.
Важные нюансы
Основной секрет, как правильно сварить две детали и получить ровный шов, заключается в том, чтобы при перемещении электрода шлак успевал покрывать всю поверхность расплавленного металла. А это зависит от скорости перемещения, угла наклона электрода и траектории его движения. Немалое значение имеет и сила тока.
Универсальный рабочий угол наклона составляет 30-60 градусов относительно вертикали. При этом:
Скорость сварки определяется экспериментально: нужно следить, чтобы форма и размеры сварной ванны оставались стабильными, не вытягивались и не расплывались. Очень важно при этом удерживать электрод на одинаковом расстоянии от поверхности – в 3-5 мм от неё. Причем по мере выжигания и углубления ванны его необходимо чуть опускать, а при переходе на следующий участок снова приподнимать, стараясь не выходить из указанных пределов.
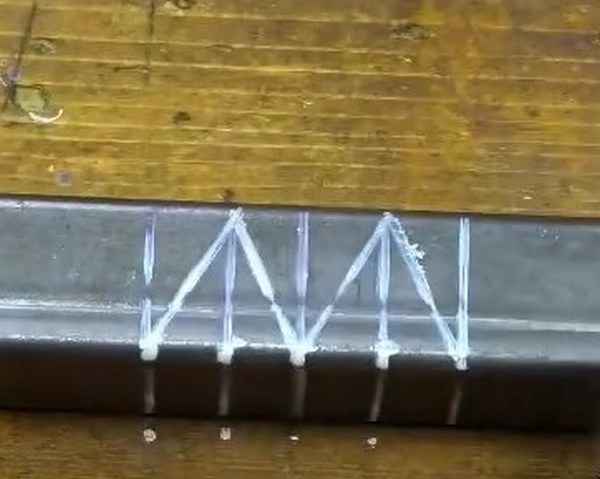
Чтобы соединить кромки двух деталей, нужно добиться проникновения их частиц друг в друга. Для этого электрод должен двигаться не по прямой линии, а по определенной траектории, совершая колебания из стороны в сторону. Эта траектория может напоминать елочку, лесенку, восьмерки, связанные треугольники и т.п.

Результатом должен стать ровный валик из наплавленного металла с одинаковой по всей длине высотой и шириной. Чтобы добиться этого, нужно немало тренироваться, отрабатывая движения и регулируя силу тока. Потому что есть разница, как варить сваркой тонкие листы, толстостенные трубы или другие изделия.
Изначально она подбирается по таблице и зависит от того, какую толщину имеют свариваемые детали.
| Толщина деталей, мм | Сила тока, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Это приблизительные значения, и даны они для сварки, когда электрод направлен вниз. При выполнении вертикальных или потолочных швов силу тока уменьшают на 10-20%.
Обратите внимание! Чем тоньше свариваемая кромка, тем меньшего диаметра берут электроды, и наоборот. «Тройка» подходит для материалов самой ходовой толщины от 2 до 5 мм.
Но при скачках напряжения в сети установленной силы тока может не хватать для нормального течения процесса в отработанном режиме. Тогда приходится снижать скорость перемещения электрода или использовать другую траекторию движения, чтобы проходить по одному месту не один раз.
Все это довольно трудно описать словами – нужно пробовать и добиваться удовлетворительных результатов.
В этом очень поможет обучающее видео:
Совет! Учиться варить лучше всего не на стыках, а на плоскости, отрабатывая скорость, траекторию, уровень и угол наклона. Воображаемый стык на металлической пластине можно начертить мелом и укладывать вдоль него сварной валик до тех пор, пока он не будет получаться хорошо.
Сварка элементов
Уверенно освоив азы сварочного процесса, можно переходить к соединению элементов в единую конструкцию. И здесь тоже есть свои тонкости, связанные с реакцией металла на такое воздействие.
В первую очередь нужно правильно оценивать длину шва и добиваться того, чтобы он не тянул соединяемые детали на стыках. Для этого их обязательно фиксируют в заданном положении с помощью струбцин или другими способами. А чтобы закрепить фиксацию, прихватывают поперечными швами в нескольких местах. И лишь потом обваривают.
Порядок сварки зависит от длины стыка. В одном направлении и в один заход можно варить лишь короткие швы длиной до 300 мм. Если это расстояние больше, необходимо компенсировать возникающие напряжения, накладывая швы небольшими отрезками.
Не слишком красивые швы по окончании работы можно аккуратно срезать и отшлифовать болгаркой.

Заключение
Теперь вы имеете представление о том, как научиться варить электросваркой самостоятельно. Но в этом деле знать теорию – это практически не знать ничего. Нужна практика, отработка движений до автоматизма, а самое главное – выработка особого чутья, которое подскажет, когда нужно опустить электрод чуть ниже, когда изменить его угол или увеличить силу тока. Все это приходит со временем. Но нужно быть готовым к тому, что как минимум одна пачка электродов уйдёт на тренировки.
Обзор приспособлений для сварки
Приспособления для сварки являются важным элементом для успешного выполнения работ. При помощи этих вспомогательных элементов производится фиксация соединяемых деталей по заданным параметрам. О том, какими бывают сборочно-сварочные инструменты для угловых соединений, приспособы для работ под прямым углом и другие виды приспособлений начинающему сварщику стоит узнать более подробно.


Установочные механизмы
Вспомогательные приспособления для сварки, используемые при расположении деталей в заданных точках, необходимы для решения важных задач. Они могут иметь разные типы конструкций, особенности фиксации, области применения. Сварочно-сборочные элементы для угловых соединений, цилиндрических форм, крепления новых элементов к уже существующим деталям и называются установочными механизмами.
Все они подразделяются на 4 основные группы.
Уголки
При подготовке к сварке деталей под углом в конструкцию включаются угольники. Эти установочные механизмы обеспечивают правильное положение элементов относительно друг друга. Стандартные варианты уголков позволяют выполнять крепление под 90, 60, 45 и 30 градусов. Наиболее удобными считаются те варианты, что имеют поворотные грани. В этом случае угол крепления можно менять, устанавливая желаемый для размещения.


Упоры
Эти установочные механизмы представляют собой пластины или бруски, закрепляемые в конструкции на постоянной или временной основе. Упоры помогают зафиксировать привариваемые элементы по базовым поверхностям. Согласно действующей классификации они бывают постоянными — несъемными, крепящимися на отведенном для них месте стационарно.
Выделяют также съемные и поворотные или откидные упоры. Они не крепятся на постоянной основе, по завершении работ убираются.
Такое использование обычно обусловлено конструктивными особенностями детали, в которой упор нужен только на период сборки.


Призмы
Эта группа приспособлений используется для правильного позиционирования цилиндрических элементов. Если под рукой нет готовой конструкции, призму можно собрать из уголков, просто сварив их между собой.
Шаблоны
Шаблоны нужны для того, чтобы обеспечить правильное расположение новых элементов конструкции относительно тех, что уже успешно закреплены.


Крепежные приспособления
Оснастка нужна для того, чтобы обеспечить надежную фиксацию деталей в определенном положении после того, как установка уже будет произведена. При помощи таких приспособлений осуществляется финальная подготовка к сварке. С их помощью можно удержать на месте деталь под прямым углом или в другом заданном положении, предотвратить ее деформацию и смещение.
Иногда крепежные приспособления нужны при охлаждении деталей, чтобы они не меняли свои геометрические параметры.
Самыми популярными разновидностями сварочных принадлежностей в этой категории можно назвать несколько приспособлений.
- Струбцины. Универсальное приспособление, позволяющее существенно облегчить и ускорить процессы при любом типе сварки. Струбцины бывают разными по размеру и форме, различаются по наличию регулируемого или стационарного зева. Самые простые и популярные из них — быстрозажимные, обеспечивающие сдавливание при помощи вращения кулачкового механизма вручную со сближением упорной площадки.


- Зажимы. По принципу действия они похожи на струбцины, но более универсальны и удобны при сварочных работах. Деталь фиксируется путем сжатия их рукояток. Сила сжатия регулируется винтом, но также может применяться конструкция с переставляемым штифтом и несколькими отверстиями.


- Прижимы. Эта разновидность крепежных приспособлений для сварки бывает нескольких типов: с пружинами и рычагами, эксцентриком, клиньями, вставляемыми в проушины. В зависимости от того, какой именно тип конструкции используется, нужное давление оказывается на определенный участок поверхности. Простейшие прижимы выглядят, как стальные пластины с винтами, продетыми в их отверстия — между плоскостями вставляется деталь, затем регулируется степень фиксации.
- Распорки. Нужны для предотвращения деформационного расширения деталей. Их также используют при коррекции локальных дефектов, при придании нужной формы свариваемому изделию.
- Стяжки. Этот элемент необходим для сведения кромок крупногабаритных свариваемых деталей. При помощи стяжек можно установить нужное расстояние, на котором будут удерживаться плоскости относительно друг друга. Длина и способ закрепления на поверхности конструкции варьируется, подбирается исходя из параметров детали.


Крепежные приспособления, используемые при сварке, довольно просты в изготовлении. Часто мастера сами создают их из подручных материалов, особенно если работы ведутся не в оборудованном цехе, а в «полевых» условиях.
Универсальные варианты
Для того чтобы упростить и облегчить сварочный процесс, были созданы комплексы приспособлений, объединяющие в себе функции установочных и крепежных элементов. Такие универсальные решения удобны тем, что не требуют долгих и сложных расчетов, подгонки. Детали просто вставляются внутрь приспособления, затем их фиксируют эксцентриковым или винтовым креплением. Наиболее часто в готовом виде встречаются комплексы для сварки под прямым углом. Чтобы облегчить выемку детали по завершении сварочных работ, используется поворотно-зажимной элемент.
Универсальные приспособления часто называют комплексами для объемной сварки. Объединив установочные и закрепляющие функции, можно облегчить монтаж угловых соединений.
Трубные центраторы
К универсальным относятся и приспособления, используемые при сварке торцевой части труб. Они называются центраторы, при монтаже придают отрезкам правильное положение, помогают обеспечить их совпадение по оси, фиксируют детали в нужном положении, исключая их смещение. Выделяют наружные и внутренние разновидности таких конструкций. Чаще всего используется первый тип, не создающий сложностей при удалении по завершении сварки.
Для соединения кромок больших по диаметру труб используются звеньевые центраторы с шарнирно соединенными элементами, собранными в кольцо. Имеющиеся внутри упоры позволяют избежать смещения элементов в процессе работы. В домашних условиях более удобным решением становятся струбцинные центраторы, позволяющие обеспечить надежное скрепление труб малого диаметра.
Для каждого из популярных типоразмеров используется своя модель сварочного приспособления.
Приспособления на магнитах
К универсальным сборочно-сварочным изделиям можно отнести и магнитные приспособления. Они играют роль распорки, а также удерживают изделия из ферромагнитных сплавов в заданном положении. Наиболее часто встречаются угольники — разных форм, размеров, толщины. Некоторые имеют возможность изменения остроты угла. Такие приспособления довольно популярны при скреплении:
- листовых деталей;
- стоек;
- рам.
Для соединения деталей разной конфигурации используются универсальные приспособления-магниты. Они гораздо более функциональные, имеют 2 плоскости-опоры, которые прикладываются к поверхности соединяемых деталей. Угол между ними легко меняется. Такие магнитные приспособления подходят для работы с цилиндрическими и плоскими элементами конструкций, а при помощи боковых площадок соединение легко можно дополнить вспомогательными сварными деталями.


Магниты в таком установочном крепежном блоке довольно мощные, чтобы обеспечить неподвижность конструкции при сварке. При этом их легко демонтировать по завершении работ. Сборочно-сварочные магнитные элементы существенно сокращают время, затрачиваемое на монтаж деталей между собой на подготовительном этапе. Они максимально просты в эксплуатации, долговечны, наравне с классическими зажимами и струбцинами, могут с уверенностью занять центральное место на домашнем верстаке.
Единственный их недостаток — возможность размагничивания под влиянием высоких температур.
Дополнительные инструменты
Некоторые виды сварки требуют использования специального оборудования и инструментов. Для аргоно-дугового способа соединения металлов очень важно обеспечение высокого уровня защиты. Для этого на сопло устанавливается не стандартный цанговый зажим, а специальный компонент – газовая линза. С ее помощью удается устранить главные источники проблем — подсос воздуха и турбулентность, возникающую в потоке аргона.
Газовая линза представляет собой корпус зажима цангового типа, но с установленной внутри мелкой сеткой. Сопло горелки при этом выглядит иначе, поскольку устанавливаемый блок имеет иную форму. На качество работы это не влияет, может наблюдаться лишь незначительное снижение обзора и увеличение расхода газа. Такая линза обеспечивает возможности для смещения электрода вперед в расширенном диапазоне.
К инструментам дополнительного ряда относятся и приспособления, используемые в качестве элементов вторичной защиты. Они нужны при сварке титана, для обеспечения безопасности областей, которые находятся вокруг зоны соединения. Чтобы избежать реакции металла с кислородом, используется «сапожок» — кожух из металла, закрепляемый на сопле горелки (иногда его наполняют пористой алюминиевой стружкой для повышения равномерности распределения аргона). С его помощью подача газообразной среды становится локальной. «Сапожки» подбирают с учетом конфигурации изделия, с которым ведется работа, а также горелки.
Кантователи и манипуляторы
К дополнительным инструментам относят и приспособления, используемые для работы с крупногабаритными изделиями и заготовками. Кантователи — механизмы, позволяющие выполнять поворот таких конструкций. Они бывают цепными и рычажными, цевочными и центровыми, а также роликовыми, но выполняют одни и те же задачи.
Не обойтись при работе с крупноформатными свариваемыми деталями и без манипуляторов. Они могут вращать элемент в нескольких плоскостях с заданной скоростью или удерживать его в нужном положении на весу, обеспечивая мастеру удобный доступ к рабочей области.


Держатели электродов
При выполнении дуговой сварки вручную специалисту необходимо иметь в своем распоряжении специальное крепление для электрода и подвода к нему электрического тока. Среди всех разновидностей наибольшей популярностью пользовались вилочные и пассатижные приспособления.
Другие вспомогательные приспособления
Существует ряд инструментов, применяемый в рамках подготовки к сварке. В него входят необходимые для зачистки шва от шлака щетки с металлической щетиной. Они могут быть ручными или иметь электропривод. После сварки шов очищается уже специальным шлакоотделительным молотом, позволяющим добиться более эффективной обработки.
А также в процессе вырубки дефектных участков могут быть полезны ручные зубила.


Далее представлено видео о необходимом инструментарии для сварщика.
Сварные хитрости

Сварные хитрости, которые облегчат работу сварщика
В процессе работы сварщику приходится что-то выдумывать и изобретать, это так сказать издержки профессии. Нужно ровно отрезать трубу, чтобы потом не долбаться с прихваткой, и вот, лист бумаги приходит на помощь. Нужно заварить трубу, где никак не подлезть, операционный шов тебе просто необходим. В общем, умение выходить из сложившейся ситуации, это все про сварщиков.
Вот ещё несколько хитростей, которые помогут вам выполнить качественно свою работу. Наверняка многие из вас о них знают, ну а новичкам в сварочном деле, это будет просто подарком.
Режем трубы ровно для точной подгонки
Ну, про отрезание круглой трубы, наверное, все знают. Для этого нужно воспользоваться альбомным листом, можно использовать и газету. Просто обернём трубу листом бумаги в месте реза, таким образом, чтобы соединились его края.

Дальше в ход пустим мел, и обрисуем им край бумаги. Так получится поставить точную отметку для того, чтобы обрезать трубу круглого сечения ровно и без заморочек.

Теперь тот же совет, но только при работе с квадратной трубой. Берём линейку и чертим на трубе линию, где нужно будет выполнить изгиб. После этого в каждую сторону делаем похожие отметки, отступив расстояние, равное ширине профильной трубы.

Затем, вырезав середину трубы по данным отметкам, можно будет сделать чёткий загиб в 90 градусов.
Практически таким же образом можно разметить квадратную трубу для сварки, если нужен 90 градус изгиба с косым углом. Сначала начертите на трубе линию, как и в предыдущем случае, где будет производиться изгиб. Затем отмечаем в каждую сторону по две линии, расстояние между которыми будет ровно один сантиметр (для трубы 20 на 20 мм).

Также проводим линии и осуществляем разрезание трубы болгаркой строго по боковым линиям.

После этого сгибаем трубу и прихватываем стыки сваркой.

Если нужно согнуть трубу под 90 градусом, но таким образом, чтобы получился полукруглый угол, то выполняем следующие действия. Берём и чертим линию, от которой затем отступает ровно 2 см в сторону.

Отчерчиваем от линии до линии полукруг, который хотим получить в итоге, после чего вырезаем его болгаркой с отрезанным диском по металлу. Прихватываем стыки сваркой и получаем вот такой вот прикольный загиб.
Магнитный держатель для массы

Для изготовления магнитного держателя массы для сварки, достаточно воспользоваться старым динамиком от колонки. Сначала нужно снять металлические круги с магнита, а затем проделать в них по центру отверстие, для болта. Стянув болтом металлические круги, между которыми будет размещён магнит, не забудьте подвести к нему кабель от сварочного аппарата.

Таким образом, можно сделать магнитную массу, ничего не потратив из денег, на изготовление столь полезного сварочного приспособления.
5 полезных идей для сварщика

Далее профиль переворачивается дном кверху, и его центральный разрез удлиняется до второй боковины. После этого нужно вырезать диагональ, как на фото, и согнуть его. Этим способом можно сгибать как небольшой швеллер, так и оцинкованный профиль для монтажа гипсокартона.

Соединение деталей на электрозаклепки
При сваривании различных деталей, особенно тонкостенных, чтобы металл не повело вместо сплошного шва можно делать точечную сварку. Для этого в одной из деталей сверлится минимум 2 сквозных отверстия.

Подготовленная деталь прикладывается по месту, и приваривается электродом через отверстия. В результате получается некоторое подобие заклепок. Такое соединение практически исключает, что деталь поведет при сварке, к тому же оно вполне надежное.

Самодельная малка
Чтобы точно переносить величину углов из одной конструкции на свариваемые заготовки используется специальный инструмент малка. Обычно такое приспособление крайне хлипкое, поэтому лучше его сделать самому, чем покупать. Для этого берется 2 одинаковых отрезка стальной полосы и маленькая вставка из нее же, но срезанная с одной стороны под углом.

Вставка размещается между двумя заготовками, и они свариваются между собой. Далее из полосы делается линейка с продольным пропилом посредине. Она прикручивается болтом и гайкой с барашком к предыдущей детали через отверстие.


Для использования малки нужно ослабить гайку, выставить стороны под нужный угол, уперевшись в него, после чего зажать ее обратно. Далее инструмент применяется как шаблон.


Надежное соединение полосы и трубы под прямым углом
Чтобы приварить полосу к трубе нужно сначала прорезать в ней болгаркой паз соответствующей длины и ширины.




Смотрите видео
Читайте также: