Сварочные материалы покрытые электроды
Обновлено: 18.05.2024
Электродные покрытия могут создаваться по-разному. В одних возможно преобладание газообразующих компонентов, в других – шлакообразующих. В качестве газообразующих компонентов могут применяться минералы или органические соединения. Выведение из металла шва водорода может осуществляться с помощью фтора или кислорода. В различной степени может выполняться очистка металла шва от нежелательных включений, в том числе от фосфора и серы.
В зависимости от используемого подхода выделяют четыре базовых типа покрытия.
Кислое покрытие электродов
Кислое покрытие (обозначается по ГОСТ 9466-75 буквой «А») создается на основе материалов рудного происхождения. В качестве шлако образующих компонентов используются оксиды, газообразующих – органические составляющие. При плавлении покрытия в расплавленном металле и в зоне горения дуги выделяется большое количество кислорода. Поэтому в покрытие добавляют много раскислителей – марганца и кремния.
Преимущества кислого покрытия электродов:
- низкая склонность к образованию пор при удлинении дуги и при сварке металла с окалиной и ржавыми кромками;
- высокая производительность сварки за счет выделения теплоты при окислительных реакциях;
- стабильное горение дуги при сварке на постоянном и переменном токе.
К недостаткам этого покрытия относятся пониженные пластичность и ударная вязкость металла шва, что связано с невозможностью легирования шва из-за окисления легирующих добавок. Ввиду отсутствия в покрытии кальция в металле шва присутствуют сера и фосфор, повышающие вероятность образования кристаллизационных трещин. Одним из главных недостатков данного покрытия является выделение большого количества вредных примесей вследствие повышенного содержания в аэрозолях соединений марганца и кремния. Поэтому сварочные электроды с кислым покрытием используются в последнее время редко.
Область применения электродов с кислым покрытием – сварка не ответственных конструкций из низко углеродистых сталей.
Основное покрытие электродов
Основное покрытие (обозначается по ГОСТ 9466-75 буквой «Б») создается на основе фтористых соединений (плавиковый шпат CaF2), а также карбонатов кальция и магния (мрамор CaCO3, магнезит MgCO3 и доломит CaMg(CO3)2). Газовая защита осуществляется за счет углекислого газа, который выделяется при разложении карбонатов:
С помощью кальция металл шва хорошо очищается от серы и фосфора. Фтор вводится в ограниченных количествах (чтобы сохранить стабильность горения дуги)и связывает водород и пары воды в термические стойкие соединения:
CaF2 + H2O → CaO + 2HF
SiF4 + 3H → SiF + 3HF
Из-за низкого содержания водорода в металле шва сварочные электроды с основным покрытием также называют «низко водородными».
Преимущества основного покрытия электродов:
- низкая вероятность образования кристаллизационных трещин, высокая пластичность и ударная вязкость металла шва, обусловленные малым содержанием в наплавленном металле кислорода и водорода, а также его хорошим рафинированием;
- высокая стойкость против хладноломкости – появлению или возрастанию хрупкости с понижением температуры;
- широкие возможности легирования ввиду низкой окислительной способности покрытий;
- меньшая токсичность по сравнению с кислыми покрытиями;
- повышенный коэффициент наплавки при введении железного порошка.
Недостатки основного покрытия:
- склонность к образованию пор при увеличении длины дуги, повышении влажности покрытия, наличии ржавчины и окалины на свариваемых кромках, что требует более высокой квалификации сварщика, а также необходимости в предварительной очистке кромок и прокалке электродов перед сваркой;
- более низкая устойчивость горения дуги из-за фтора, имеющего высокий потенциал ионизации, в связи с чем сварку электродами с основным покрытием обычно выполняют короткой дугой на постоянном токе обратной полярности.
Область применения электродов с основным покрытием:
- сварка ответственных конструкций из углеродистых сталей, работающих при знакопеременных нагрузках или отрицательных температурах до -70°C;
- сварка конструкционных, жаропрочных, коррозионно-стойких, окалино тойких,а также других специальных сталей и сплавов;
- — сварка легированных сталей.
В связи с присутствием в аэрозолях фтористых соединений при сварке в закрытом помещении необходимо обеспечение качественной вентиляции воздуха, а сварщикам рекомендуется работать со средствами индивидуальной защиты дыхательных органов или с подачей чистоговоздуха в зону дыхания.
Рутиловое покрытие электродов
Рутиловое покрытие (обозначается по ГОСТ 9466-75 буквой «Р») создается на базе рутилового концентрата TiO2, обеспечивающего шлаковую защиту, а также алюмосиликатов (полевой шпат, слюда, каолин) и карбонатов (мрамор, магнезит). Газовую защиту обеспечивают карбонаты и органические соединения (целлюлоза). В качестве легирующего компонента и раскислителя используется ферромарганец, в некоторые покрытия вводится железный порошок (обозначаются по ГОСТ 9466-75 буквами «РЖ»). С помощью кальция, присутствующего в карбонате CaCO3, из металла шва удаляются сера и фосфор.
Преимущества сварочных электродов с рутиловым покрытием:
- более высокий коэффициент наплавки при введении железного порошка;
- низкая токсичность;
- по сравнению с электродами с основным покрытием – стабильность горения дуги при сварке на постоянном и переменном токе, более высокая стойкость против образования пор, лучшее формирование шва с плавным переходом к основному металлу, меньшая чувствительность к увеличению длины дуги, меньше коэффициент разбрызгивания металла, более удобная сварка в вертикальном и потолочном положениях (при отсутствии в них железного порошка или его содержании менее 20%).
Недостатки электродов с рутиловым покрытием:
- пониженные пластичноcть и ударная вязкость металла шва из-за включений SiO2;
- не используются для сварки конструкций, работающих при высоких температурах;
- по сравнению с электродами с основным покрытием – меньшее сопротивление наплавленного металла сероводородному растрескиванию, приводящего к разрушению сварных трубопроводов в месторождениях с сероводородными соединениями; стойкость против кристаллизационных трещин; сильнее окисляют легирующие элементы и железо и поэтому не используются для сварки средне- и высоколегированных сталей; повышенное содержание фосфора в наплавленном металле и склонность к хладноломкости.
Область применения сварочных электродов с рутиловым покрытием:
- сварка и наплавка ответственных конструкций из низкоуглеродистых и некоторых типов низколегированных сталей, за исключением конструкций,работающих при высоких температурах;
- в ряде случаев для сварки среднеуглеродистых сталей, если в покрытии содержится большое количество железного порошка.
Целлюлозное покрытие электродов
Целлюлозное покрытие (обозначается по ГОСТ 9466-75 буквой «Ц») создается на основе органических соединений (до 50%) – целлюлозы, муки, крахмала, обеспечивающих газовую защиту. Для шлаковой защиты в небольшом количестве применяются рутиловый концентрат, мрамор, карбонаты, алюмосиликаты и другие вещества. На сварном шве образуется тонкий слой шлака. Легирование наплавленного металла выполняется легирующими добавками стержня, а также за счет добавления в покрытие ферросплавов и металлических порошков. В качестве раскислителей используют ферросплавы марганца. Металл шва по химическому составу соответствует полуспокойной или спокойной стали.
Преимущества сварочных электродов с целлюлозным покрытием:
- качественный провар корня шва;
- возможность сварки в труднодоступных местах в связи с малой толщиной покрытия;
- сварка во всех пространственных положениях.
Недостатки целлюлозного покрытия:
- повышенное разбрызгивание (до 15%) из-за небольшого количества шлакообразующих компонентов и высокого поверхностного натяжения расплавленного металла;
- повышенное количество водорода в металле шва.
Область применения электродов с целлюлозным покрытием – сварка первого(труднодоступного) слоя не поворотных стыков трубопроводов.
Также используются и смешанные покрытия: кислорутиловое (обозначается по ГОСТ 9466-75 буквами «АР»), рутилово-основное (обозначается по ГОСТ 9466-75 буквами «РБ»), рутилово-целлюлозное (обозначается по ГОСТ 9466-75 буквами «РЦ»), а также прочие (обозначаются по ГОСТ 9466-75 буквой «П»).
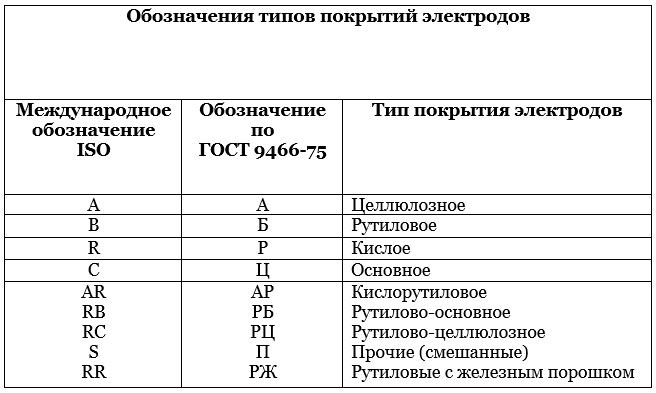
Обозначение покрытий сварочных электродов
Типы электродов
Тип сварочного электрода характеризует свойства металла шва. Для конструкционных сталей – это механические свойства (временное сопротивление разрыву, ударная вязкость, относительное удлинение, угол загиба), для легированных сталей со специальными свойствами (теплоустойчивые, жаропрочные,коррозионно-стойкие и др.) – химический состав (содержание углерода, кремния,хрома, марганца, никеля и других элементов). Обозначение типа электрода(регламентируется ГОСТ 9467-75 и ГОСТ 10052-75) содержит букву «Э», после которой ставится временное сопротивление на разрыв δВ (кг/мм 2 ).Например, «Э46А» означает, что металл, наплавленный этими электродами, имеет прочность 46кг/мм 2 (460 МПа) и улучшенные пластические свойства. Для сварки легированных конструкционных сталей повышенной и высокой прочности тип электрода может быть Э70, Э85, Э100, Э125, Э150.
Примеры обозначений типа электрода для сварки сталей со специальными свойствами:
«Э09Х2М» – в металле шва содержится примерно 0,09% углерода, 2% хрома, 1% молибдена;
«Э10Х25Н13Г2Б» – в металле шва содержится примерно 0,1% углерода, 25% хрома, 13% никеля, 2% марганца, 1%ниобия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Выбираем электроды для сварки инвертором — советы профессионалов
Для того чтобы электросварка с использованием инвертора дала желаемый результат, и полученный сварной шов обладал высокой надежностью и прочностью, необходимо правильно подбирать электроды для инверторной сварки. Запутаться в огромном разнообразии подобных изделий, представленных на современном рынке, очень просто.

Ошибки при выборе электродов для сварки негативно скажутся на результате работы
Различаются они материалом изготовления, своим типом, диаметром, составом покрытия, а также рядом других значимых характеристик. Какие электроды можно использовать для сварки инвертором, а также о том, как их правильно выбрать, мы и хотим поговорить в данной статье.
Критерии выбора электродов
В первую очередь следует иметь в виду, что электроды могут быть плавящегося и неплавящегося типа. Первые изготовлены из металлического стержня, на поверхность которого наносится специальная обмазка, способствующая защите зоны сварки и повышающая устойчивость горения дуги. Именно они используются для выполнения ручной дуговой сварки. Изделия второй категории — неплавящиеся — применяют для выполнения сварочных работ в среде защитного газа (аргона), их разновидности и особенности использования будут рассмотрены в отдельной статье.
Выбирая электроды для сварки с использованием инвертора, следует учитывать то, что материал изготовления соединяемых деталей также будет оказывать влияние на качественные характеристики формируемого шва. Соответственно, для того чтобы варить разные материалы, используются сварочные электроды разных типов. Так, к примеру:
- для соединения изделий, выполненных из низкоуглеродистых и низколегированных марок сталей, выбирают углеродные электроды;
- для соединения изделий, выполненных из легированных сталей, используют электроды соответствующих марок: ОЗС-4, МР-3 (ГОСТ 9466-75), МР-3, АНО-21, УОНИ 13/45 (ГОСТ 9467-75);
- если необходимо выполнять сварочные работы с наплавками или сталями других типов, то выбирают электроды с сердечником из высоколегированного металла — ЦЛ-11 (ГОСТ 9466-75);
- для того чтобы варить чугун, тоже необходимо выбрать электроды соответствующей марки — ОЗЧ-2 (ГОСТ 9466-75).
Общий вид электродов МР-3
На сегодняшний день сформировался следующий рейтинг электродов, применяемых для сварки с использованием инвертора.
- АНО. Сварочные электроды данной марки хорошо воспламеняются, их не надо дополнительно прокаливать. С ними одинаково успешно могут работать как начинающие сварщики, так и профессионалы.
- МР-3 — универсального типа, их можно использовать даже для соединения неочищенных поверхностей.
- МР-3С. Электроды данной марки следует выбрать, если к характеристикам шва предъявляются повышенные требования.
- УОНИ 13/55 используют для монтажа ответственных конструкций, требующих высокого качества исполнения сварного шва. Начинающему сварщику с ними работать будет сложно: их использование требует определенного опыта и высокой квалификации.
Электроды УОНИ 13/55
Преимущества популярных марок электродов
Многие современные виды электродов для сварки с использованием инвертора обладают следующими преимуществами.
- Простота выполнения сварки. Сложности при сварке такими электродами могут возникнуть, если вы некорректно подобрали их по составу материала сердечника.
- Высокое качество шва. Данный параметр является самым важным при сварочных работах, и электроды указанных марок позволяют его обеспечить. Используя такие электроды для инвертора, можно получать качественные внутренние и наружные соединения, сварные швы выпуклой и вогнутой формы.
- Легкая отделяемость шлака. Шлак, полученный при сварке с использованием таких электродов, легко отделяется, что дает возможность сразу посмотреть, какое качество шва они обеспечивают.
- Можно варить детали, подвергнутые коррозии. Конечно, изделия, покрытые слоем ржавчины, варят очень нечасто, но данные электроды позволяют получить качественный и надежный шов даже в этом случае.
- Процесс сварки безопасен для сварщика с точки зрения санитарно-гигиенических норм.

Электроды марки АНО известного производителя ESAB
Различия электродов по маркам и диаметру
Среди опытных специалистов-сварщиков бытует мнение, что при использовании инвертора можно варить любыми электродами. Как правило, такое мнение основано лишь на личном опыте таких специалистов, занимающихся выполнением работ определенного типа (сварка конструкций из профильных труб или уголков). При выполнении работ с использованием инвертора к соединению не предъявляют серьезных требований по его герметичности, поэтому без проблем можно использовать электроды диаметром 0,5–2 мм.
Выбор диаметра и марки электрода должен основываться на том, какой толщины металл необходимо соединить с их помощью. Детали большой толщины требуют длительной проварки, соответственно, и электрод для их сварки необходимо подобрать большего диаметра. Сварочными электродами небольшого диаметра надо еще научиться работать, они очень быстро сгорают. Обычно такими изделиями выполняются прихватки.
На то, какие электроды лучше выбрать, оказывает влияние и тип работ, для которых их планируется использовать. Так, для выполнения сложных трассовых работ, необходимо подобрать электроды большого диаметра, а монтаж конструкций из профильных элементов можно выполнять изделиями диаметром до 2 мм. Именно такие электроды используются, в частности, при монтаже секционных ворот и изготовлении различных ограждающих конструкций из профильных труб и профнастила.
Классификация сварочных электродов
В первую очередь сварочные электроды разделяют на отдельные типы по их основному назначению. Так, принято выделять следующие типы:
- те, которыми варят углеродистые и низколегированные стали;
- для соединения конструкций из высокопрочных теплоустойчивых сталей;
- для работы с высоколегированными сталями (их часто называют «электродами по нержавейке»);
- те, с помощью которых выполняют сварку алюминия, а также его сплавов;
- предназначенные для сварки меди и ее сплавов;
- для соединения деталей из чугуна;
- те, с помощью которых производят наплавку и выполняют различные ремонтные работы;
- предназначенные для соединения деталей из сталей неопределенного состава и трудносвариваемых сталей.
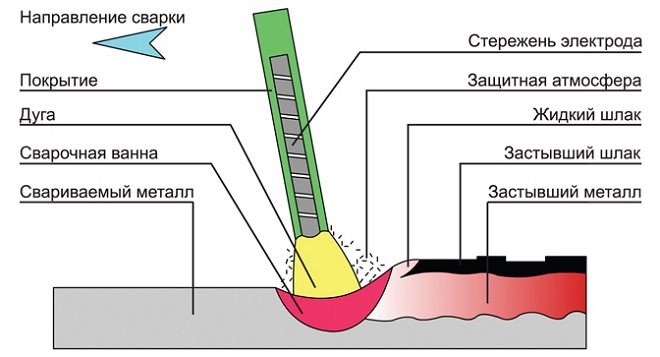
Схема процесса сварки покрытым электродом
На сварочные электроды могут наноситься различные покрытия. В соответствии с типом покрытия, их подразделяют на 4 категории. Самыми распространенными являются электроды с покрытиями двух типов.
Изделия с основным покрытием, которые так и называются — основными. Наиболее популярными являются изделия УОНИ 13/55. Выбрать их стоит, если необходимо получить сварные швы, соответствующие высокому качеству, отличающиеся исключительной ударной вязкостью, пластичностью и механической прочностью. Кроме этого, сварные швы, полученные при работе с такими электродами, отличаются высокой устойчивостью к возникновению кристаллизационных трещин. Также они не склонны к естественному старению. Их выбор стоит делать, если вам необходимо выполнить монтаж ответственных конструкций, которые планируется эксплуатировать в суровых условиях.

Сварочный аппарат WESTER IWT120 инверторный.
Есть у них и недостаток: если их покрытие увлажнено или на краях деталей, которые соединяются, присутствует ржавчина, следы масла или окалина, то в сварном шве формируются поры. Поры в шве могут образоваться и тогда, когда сварка выполняется на длинной дуге. Минусом использования таких электродов является и то, что ими допускается работать только на постоянном токе и обратной полярности.
Второй тип — электроды с покрытием рутилового типа. Изделия с таким покрытием, наиболее популярной маркой которых является МР-3, успешно используются для соединения деталей, материалом изготовления которых является низкоуглеродистая сталь. Сварочные электроды данной марки отличаются следующими технологическими преимуществами:
- устойчивое горение дуги при работе как на постоянном, так и на переменном токе;
- минимальное разбрызгивание материала в процессе выполнения сварки инвертором;
- возможность получать качественные сварные швы любого пространственного положения;
- легкая отделяемость шлака;
- сварные швы отличаются прекрасными декоративными характеристиками;
- подходят для сваривания поверхностей, покрытых ржавчиной или загрязнениями.
Выбор изделий в соответствии с другими параметрами
Род тока, а также полярность его подключения являются важнейшими параметрами сварочных операций. Сварочные инверторы преимущественно вырабатывают постоянный ток, который может подключаться к заготовке и электроду по двум схемам.
- Прямая полярность. При такой схеме плюс подключают к массе, а минус — к сварочному электроду.
- Обратная полярность. Такая схема предполагает подключение минуса к массе, а плюса, соответственно, к держателю с электродом.
Если варить инвертором на прямой полярности, то соединяемые поверхности подвергаются значительному нагреву, чего не происходит при подключении полярности по обратной схеме. Именно поэтому выбор обратной полярности целесообразен в следующих ситуациях.
- При выполнении сварки инвертором деталей небольшой толщины. Обратная полярность в таких случаях поможет защитить матриал от прожога.
- На обратной полярности выполняется сварка деталей, выполненных из высоколегированных сталей, которые очень чувствительны к перегреву.

Работа инверторной сваркой
Прямую полярность, при использовании которой заготовка подвергается значительному нагреву, оптимально использовать для соединения материалов, отличающихся большой толщиной и массивностью.
При выполнении любых сварочных работ с использованием инвертора наиболее значимыми являются три параметра, которые взаимосвязаны друг с другом:
- сила сварочного тока;
- диаметр электрода;
- толщина соединяемых деталей.
На выбор электродов толщина соединяемых деталей оказывает непосредственное влияние. При необходимости соединения тонких деталей (до 1,5 мм), ручная сварка не используется, для этой цели лучше подойдут полуавтоматические аппараты или же устройства, позволяющие выполнять сварку в защитной среде аргона.
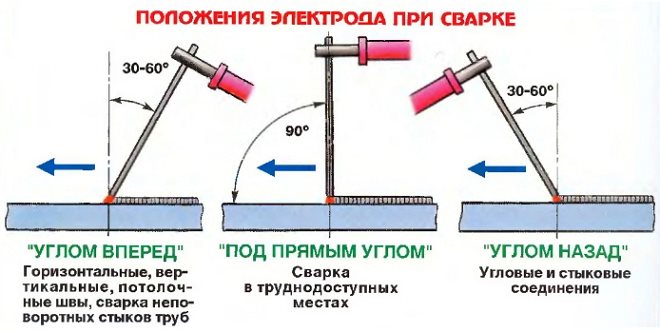
Варианты положения электрода при сварке
Решая, какие электроды выбрать для сварки конструкций определенной толщины, можно руководствоваться следующими критериями:
- для деталей, толщина которых составляет 2 мм, лучше всего подойдут электроды Ø 2,5 мм;
- при соединении деталей толщиной 3 мм, следует выбирать электроды Ø 2,5–3 мм;
- если толщина свариваемых деталей составляет 4–5 мм, то подойдут электроды Ø 3,2–4 мм;
- детали толщиной 6–12 мм лучше всего варить электродами Ø 4–5 мм;
- когда толщина превышает 13 мм, то оптимальным будет выбор электродов Ø 5 мм.
Правильно выбирать диаметр электродов очень важно, так как при превышении этого параметра снижается плотность сварочного тока. Это приведет к тому, что сварочная дуга станет неустойчивой, ухудшится провар деталей, увеличится ширина сварного шва. Многие производители указывают на упаковке информацию о том, какие значения силы тока лучше всего использовать.

Если же такой информации на упаковке не содержится, то можно руководствоваться следующими рекомендациями:
- для сварки электродами Ø 2 мм следует устанавливать сварочный ток, сила которого составляет 55–65А;
- для изделий Ø 2,5 мм используют ток 65–80А;
- электроды Ø 3 мм — ток 70–130А;
- для электродов Ø 4 мм выбирают сварочный ток 130–160 А;
- изделия Ø 5 мм — ток 180–210 А;
- 6-ми миллиметровыми электродами лучше варить на токе 210–240 А.
Как становится понятно из всего вышесказанного, для качественной сварки инвертором важен правильный выбор электродов по их диаметру. Также следует устанавливать оптимальную силу сварочного тока. Если, к примеру, вы соберетесь варить инвертором тонкий металл, используя электроды большого диаметра, или сила сварочного тока будет превышать допустимые значения, то в готовом шве могут образоваться поры, что значительно снизит его качественные характеристики.
Электроды зарубежных производителей
На отечественном рынке большую популярность завоевали электроды торговой марки ESAB. Характерной особенностью электродов от шведского производителя является то, что их маркировка начинается с обозначения «ОК», за ним следуют 4 цифры. Среди большого разнообразия моделей электродов данной торговой марки наибольшее распространение получили следующие из них.
- ОК 46.00. По характеристикам они очень похожи на отечественные изделия МР-3. Ими с применением инвертора можно варить углеродистые, низколегированные стали, используя постоянный, а также переменный ток. При их использовании обеспечивается высокое качество получаемого соединения.
- ОК 48.00. Работать ими можно исключительно на постоянном токе, их используют для монтажа особо ответственных конструкций.
- ОК 53.70. Относятся к специализированному типу, с их помощью выполняют сварку корневых проходов, соединения стыков труб.
- ОК 61.30 и 63.20. Их используют для сварки инвертором деталей из нержавеющей стали, но перед их приобретением важно уточнить, подойдут ли они для работы с интересующей вас маркой металла.
- ОК 68.81. При помощи изделий данной марки выполняют сварку инвертором деталей из неопределенных марок сталей, а также из трудносвариваемых марок.
- ОК 96.20. Ими работают по чугуну, а также соединяют чугунные детали со стальными.
- ОК 92.60. Предназначены для сварки изделий из алюминия, его сплавов с использованием инвертора.
К слову сказать, в ассортименте электродов данной торговой марки есть и изделия, которыми можно выполнять сварку меди и ее сплавов.
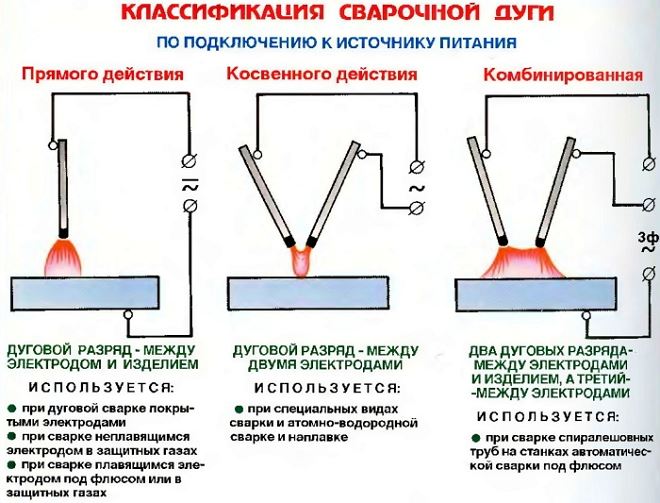
Виды сварочной дуги при сварке электродами
Чем руководствоваться при выборе электродов
Резюмируя все вышесказанное, можно выделить ряд основных параметров, на основе которых следует выбирать электроды для инверторной сварки. В первую очередь необходимо учитывать тип материалов, которые вы собираетесь варить. Если требуется монтаж ответственной конструкции, то лучше выбрать для этого электроды от хорошо зарекомендовавшего себя производителя. К примеру, для таких целей хорошо подойдут изделия торговой марки ESAB, выпускаемые известным шведским производителем.
Если поверхность деталей из углеродистых сталей, которые вы собираетесь варить инвертором, покрыта ржавчиной или влажная, то лучше выбирать электроды с покрытием рутилового типа.
Изделия с основным покрытием используют в тех случаях, если необходимо выполнить сварку инвертором особо ответственных конструкций. Качество сварки такими электродами зависит и от того, насколько тщательно вы подготовили соединяемые поверхности. Чтобы понять, как выполняется такая подготовка, можно посмотреть обучающее видео, которое несложно найти в интернете.
От того, какой толщины детали вам необходимо варить инвертором, зависит не только выбор диаметра электрода, но и силы сварочного тока, который также оказывает влияние на качество формируемого соединения.
При планировании сварочных работ всегда следует помнить, что правильно подобранные электроды позволят вам получить качественное соединение даже в том случае, если вы используете в работе недорогой инвертор.
Покрытые электроды, характеристики, технические требования. Классификация, маркировка ГОСТ 9466-75
Электроды должны храниться в отапливаемых помещениях при температуре не ниже +15 С и влажности воздуха не выше 60%(нормальные условия). При соблюдении условий хранения, срок годности электродов не ограничен.
Должны проходить обязательный входной контроль. При входном контроле должны проверяться:
- наличие сертификата;
- сохранность упаковки и наличие на каждом упаковочном месте этикетки (бирки);
- сварочно-технологические свойства;
- для легированных электродов соответствие химического состава наплавленного металла данной марки;
Перед применением электроды должны быть прокалены по режиму, указанному на этикетке.
Основные характеристики покрытых электродов ГОСТ 9466-75
1. Тип электрода:
- для конструкционных и теплоустойчивых сталей по ГОСТ 9467 (Э– покрытый электрод, число-гарантированный предел прочности наплавленного металла (в кг\на мм), буква А улучшенные пластические свойства (например, Э42,Э50А);
- для высоколегированных сталей по ГОСТ 10052 примерный химический состав наплавленного металла (например, Э-07Х20Н9)
2. Марка электрода, устанавливается разработчиком ТУ на электроды (например МТГ-01К,ТМЛ-3У, УОНИ 13\55)
3. Диаметр электрода
5. Род и полярность тока
По видам покрытия электроды подразделяются
- с кислым покрытием – А;
- с основным покрытием – Б;
- c целлюлозным покрытием – Ц;
- с рутиловым покрытием – Р;
- с покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- с прочими видами покрытий – П.
При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляется буква Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений — 1;
- для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 — У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 — Л;
- для сварки легированных теплоустойчивых сталей — Т;
- для сварки высоколегированных сталей с особыми свойствами — В;
- для наплавки поверхностных слоев с особыми свойствами — Н.
По толщине покрытия электроды подразделяются:
В зависимости от отношения D/d (D — диаметр покрытия, d — диаметр электрода, определяемый диаметром стержня)
- с тонким покрытием (D/d≤1,20) — М;
- со средним покрытием (1,20
- с толстым покрытием (1,45
- с особо толстым покрытием (D/d>1,80) — Г.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
- наименование или товарный знак предприятия-изготовителя;
- полное обозначение электродов по ГОСТ 9466-75;
- номер партии и дата изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
- допустимое содержание влаги в покрытии на момент использования электродов;
- рекомендуемый режим прокаливания электродов перед сваркой;
- масса электродов в упаковке.
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
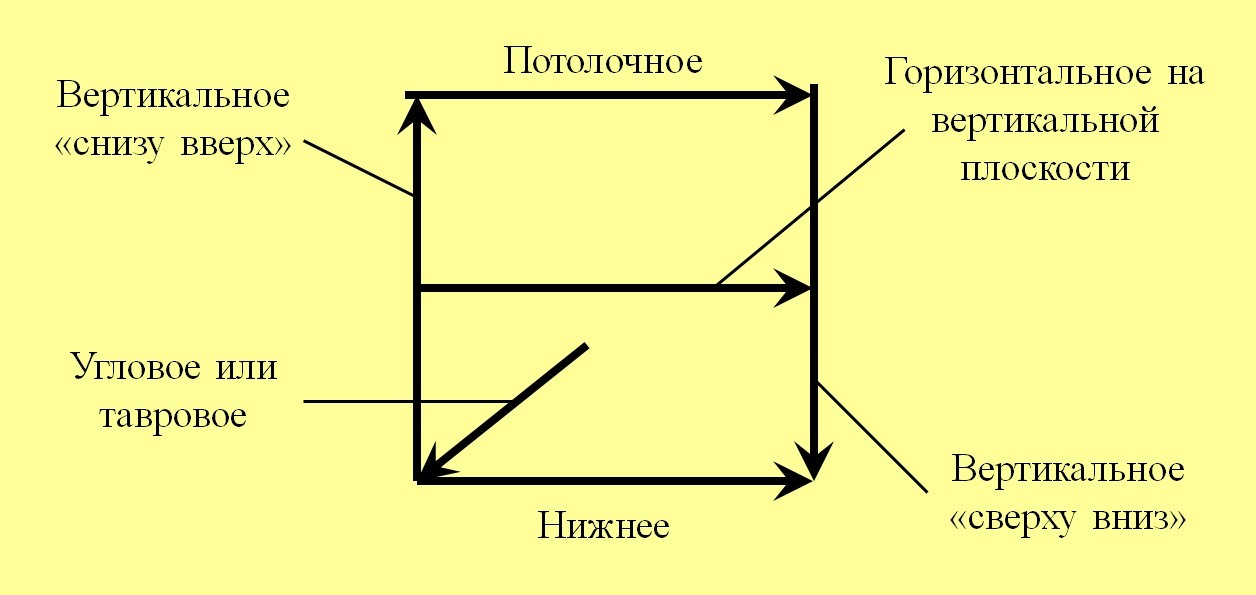
Условное обозначение положений сварки
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Покрытые электроды для ручной дуговой сварки
Покрытые электроды для ручной сварки представляют собой стержни длиной, как правило, от 250 до 700 мм, изготовленные из сварочной проволоки с нанесенным на нее слоем покрытия. Один из концов электрода длиной 20–30 мм не имеет покрытия для его крепления в электрододержателе.

Покрытый электрод для ручной дуговой сварки
Длина электрода зависит от его диаметра и химического состава стержня. Например, стержни малого диаметра, состоящие из высоколегированных сталей, делаются более короткими, чтобы уменьшить электрическое сопротивление (и нагрев) при сварке, а стержни малого диаметра из низкоуглеродистых сталей обладают высокой электропроводностью и, следовательно, могут быть длинными.
Сварочные электроды должны обеспечивать:
— устойчивое горение дуги, равномерное плавление металла и стабильный перенос его в сварочную ванну;
— достаточную защиту расплавленного электродного металла и металла сварочной ванны от воздуха;
— получение металла шва требуемого химического состава и механических свойств;
— хорошее формирование шва, минимальные потери на угар и разбрызгивание;
— возможно высокую производительность процесса сварки;
— хорошую отделимость и легкую удаляемость шлака с поверхности шва;
— достаточную стойкость покрытий против механических повреждений (осыпание, откалывание при относительно легких ударах, в процессе нагрева электрода при сварке и др.) и недопустимость резкого ухудшения свойств в процессе хранения;
— минимальную токсичность газов, выделяющихся при сварке, соблюдение санитарно-гигиенических норм.
Данные требования обеспечиваются благодаря подбору компонентов покрытия электрода. Вещества, из которых состоит покрытие, можно разделить на следующие группы.
Газообразующие компоненты обеспечивают газовую защиту зоны сварки от воздуха. При нагревании они разлагаются с выделением газов, вытесняющих воздух. В качестве газообразующих компонентов обычно выступают вводимые в покрытие минералы (мрамор, магнезит) или органические вещества (мука, крахмал, декстрин).
Шлакообразующие компоненты обеспечивают шлаковую защиту расплавленного и кристаллизующегося металла от воздуха. При расплавлении они образуют шлак, который всплывает на поверхность сварочной ванны. Шлаком также покрыты капли электродного металла. Шлакообразующие компоненты (кислые окислы SiO2, TiO2, Al2O3; основные окислы CaO, MnO, MgO; галогены CaF2) содержатся в мраморе, граните, гематите, кварцевом песке, рудах, ильменитовом и рутиловом концентрате.
Раскисляющие компоненты позволяют восстановить часть металла, находящегося в сварочной ванне в виде оксидов. К ним относятся железосодержащие соединения – ферромарганец, ферротитан и ферросилиций.
Стабилизирующие компоненты обеспечивают стабильное горение дуги за счет присутствия в них элементов с низким потенциалом ионизации – натрия, калия, кальция и др. Последние содержатся в мраморе, меле, полевом шпате, кальцинированной соде, поташе и других веществах.
Легирующие компоненты придают металлу шва дополнительные свойства, например, повышенную прочность, коррозионную стойкость и др. Добавляются в покрытие в виде железосодержащих сплавов – феррохрома, ферротитана, феррованадия. Основным способом легирования металла шва является легирование через стержень электрода, дополнительным – через покрытие.
Связующие компоненты связывают порошковые материалы покрытия в однородную массу. Чаще всего в качестве связующих используется натриевое (Na2Si02) или калиевое (K2Si02) жидкое стекло. После высыхания оно цементирует покрытие. Для улучшения формовочных свойств покрытия в его состав вводятся пластификаторы – бентонит, каолин, декстрин, слюда.
Добавление в покрытие железного порошка (до 60% от массы покрытия) позволяет повысить производительность сварки.
Некоторые материалы покрытия выполняют несколько функций. Например, мрамор является газообразующим, шлакообразующим и стабилизирующим минералом.
Читайте также: