Сварочные преобразователи и выпрямители
Обновлено: 20.09.2024
Источники питания постоянного тока подразделяются на две основные группы: сварочные преобразователи вращающегося типа (сварочные генераторы) и сварочные выпрямители установки (сварочные выпрямители). Сварочные выпрямители — это устройства, преобразующие с помощью полупроводниковых элементов — вентилей — переменный ток В постоянный и предназначенные для питания сварочной дуги. Их действие основано на том, что полупроводниковые элементы проводят ток только в одном направлении; в обратном направлении они (полупроводники) практически электрический ток не пропускают. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Селеновые полупроводники получили большое распространение потому, что они дешевые и обладают большой перегрузочной способностью (их к. п. д. около 75 %). Сварочные выпрямители обладают некоторыми преимуществами перед преобразователями с вращающимися роторами (табл.), так как они имеют лучшие энергетические и весовые показатели, более высокий к. п. д. и просты в обслуживании. Кроме того, они имеют меньшие потери при холостом ходе и лучшие сварочные качества (как результат более широких пределов регулирования), отсутствует шум при работе. Дефицитные медные обмотки заменены в них на алюминиевые. Сварочные выпрямители собирают по двум наиболее распространенным схемам: однофазной мостовой двухполупериодного выпрямления и трехфазной мостовой.
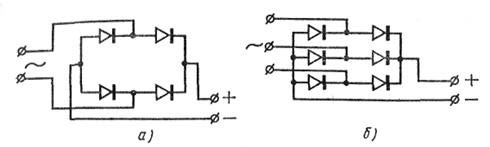 |
| Рис. 1. Принципиальные типовые схемы выпрямителей: а — однофазная мостовая, б — трехфазная мостовая |
Наиболее распространена трехфазная мостовая схема выпрямления, которая обеспечивает большую устойчивость горения сварочной дуги при меньшем количестве вентилей при одинаково заданных значениях выпрямленного напряжения и тока, более равномерную загрузку всех трех фаз силовой сети и лучшее использование трансформатора сварочного выпрямителя. При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока. Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
с крутопадающими характеристиками
с жесткими (или пологопадающими) характеристиками
универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.
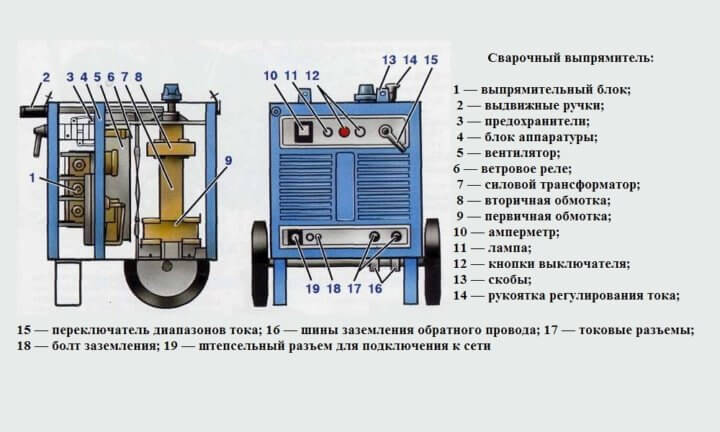
Сварочный выпрямитель типа ВД 301 представляет собой однопостовую сварочную установку, состоящую из понижающего трансформатора, блока селеновых шайб, пускорегулирующей аппаратуры, смонтированной в общем кожухе, и вентилятора для охлаждения трансформатора. Трехфазный понижающий трансформатор выполнен с увеличенным магнитным рассеянием, что обеспечивает создание семейства падающих внешних характеристик. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками понижающего трехфазного трансформатора.
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Что такое сварочный преобразователь: его строение и назначение
Разновидностью источника рабочего тока считается сварочный преобразователь, объединяющий в одном корпусе электродвигатель, генератор и выпрямитель. Такая установка используется при проведении строительно-монтажных работ, когда электросеть провисает и другие сварочные аппараты работают нестабильно. Сварка преобразователем проводится током в пределах 500 ампер, можно варить толстые заготовки, формировать сварочный шов от 10 до 30 мм глубиной. Преобразователь меняет напряжение, тип токовых характеристик.

Принцип работы
Строение у всех видов сварочных преобразователей типовое:
- подводимый к асинхронному электродвигателю ток после включения установки преобразуется в механическую, которая подается на вал генератора;
- генератор выдает необходимую частотность токовых параметров, в работе использован метод электромагнитной индукции, на вал насажен якорь с обмотками;
- коллектор выполняет функцию выпрямителя, подает питание на выходные клеммы.
Сварочный преобразователь по сути – это комбинация электродвигателя, работающего от сети 220 или 380 В и генератора постоянного тока. Надежность преобразователя снижают вращающиеся узлы, велики энергопотери в процессе преобразования электротока.
Оборудование ценится за стабильность токовых характеристик вне зависимости от скачков подаваемого на двигатель напряжения. Регулятором рабочих характеристик является реостат, меняя число витков независимой обмотки изменяют ампераж. Выходной ток регулируется вручную по амперметру.
Чем отличается сварочный преобразователь от генератора
Генерирующие установки схожи по принципу формирования рабочего тока для сварки. Генератор работает от жидкого топлива, двигатель устанавливают бензиновый или дизельный. Топливный принцип работы необходим для полевых условий, когда приходится варить вдали от электромагистралей. Тепловая энергия трансформируется в электрическую без перехода в механическую.
Сварочный преобразователь оснащается только электромотором, подключаемым к однофазной или трехфазной сети. Установка сложнее генераторной, мотор и генератор тока связаны опосредовано – валом, передающим механическую энергию, получаемую из электрической.
Устройство
Детально рассмотреть устройство оборудования можно на примере стационарного сварочного преобразователя ПСО 500, выдающего два рабочих режима с максимальными токовыми характеристиками 300 или 500 ампер. Между ротором электромотора и якорем генератора, расположенными на одном валу, размещен вентилятор с крыльчаткой, обеспечивающей направленное охлаждение контактной зоны, где большая сила трения. Подшипники размещены в корпусе преобразователя, он обязательно заземляется.

Катушечный якорь генератора с 4-мя независимыми обмотками соединен с коллектором, пластины выпрямителя подключены к концам якорных обмоток. При вращении катушек между полюсами магнитов, возникает электромагнитная индукция, наводится переменный ток. Для обмотки используют отожженную медную или алюминиевую проволоку – металлы с хорошей электропроводностью. Для защиты от внешних электромагнитных полей и вихревых, возникающих при работе преобразователя, предусмотрен «фильтр» – электроемкость (два конденсатора, стабилизирующие напряжение).
Блок управления у преобразователя модульный. Для запуска сварочного преобразователя вмонтирован пакетник. Рядом размещен амперметр, по которому определяют токовые параметры. Прибор подключен к реостату, регулирующему рабочие токовые показатели (измеряет ампераж в цепи независимой обмотки возбуждения).
После включения преобразователя важно проверять направление вращения обмоток генератора. При необходимости запитывающие клеммы меняют местами, чтобы ротор вращался против часовой стрелки. Для требуемой величины рабочего тока перемычка фиксируется в положении «300 А» или «500 А» (это максимальное значение генерируемого электротока).
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
От ВАХ зависит функциональность генерирующих установок. При выборе оборудования важно это учитывать.
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
Техника безопасности
Для работы с генерирующим электрооборудованием разработаны правила. Перед включением важно соблюдать несколько пунктов:
- Проверять систему заземления корпуса, это особенно актуально для мобильных установок, после транспортировки нужно убедиться, что заземление надежное.
- Щетки коллектора должны быть в порядке. Для проверки штурвал реостата сдвигают в крайнее положение, до упора (направление штурвала совпадает с движением обмоток – только против часовой стрелки).
- Следующий этап – установка токовых параметров, контролируют положение перемычки.
- Подключение к сети осуществляет электрик с допуском. Он зажимает клеммы на электродвигателе в соответствии правилами безопасности ПЭУ.
Эксплуатационные требования ограничивают токовые характеристики:
- допустимая рабочая нагрузка 40 В;
- напряжение холостого хода не выше 85 В;
- при работе в помещениях с повышенной загазованностью, влажностью, запыленностью допустимое напряжение снижают до 12 В.
Необходимы специальные защитные средства: диэлектрические резиновые коврики, перчатки. Сварщикам необходима спецодежда, защищающая глаза, лицо, кожу рук, ног от воздействия сварочной электрической дуги, расплавленного металла.
Источниками постоянного токаявляются сварочные выпрямители, преобразователи и агрегаты.
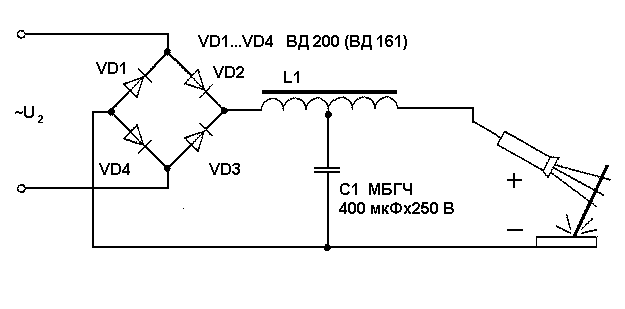
Сварочные выпрямители - это аппараты, преобразующие переменное напряжение сети в постоянное напряжение для сварки. В наиболее простых аппаратах регулирование тока осуществляется трансформатором, а для выпрямления тока используются диоды. Силовая часть таких аппаратов состоит из трансформатора, выпрямительного блока на неуправляемых вентилях и сглаживающего дросселя.

Блок-схема сварочного выпрямителя: T - трансформатор, VD - выпрямительный блок на неуправляемых вентилях, L - сглаживающий дроссель.

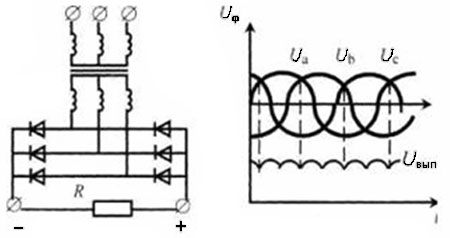
Однофазные схемы выпрямления переменного напряжения используются в цепях с небольшой потребляемой мощностью. По сравнению с однофазными, трехфазные схемы обеспечивают существенно меньшую пульсацию выпрямленного напряжения.
Работа трехфазной мостовой схемы выпрямления Ларионова с использованием диодов, применяемая во многих сварочных выпрямителях, показана на рисунке ниже.
Преимущества и недостатки сварочных выпрямителей.
Основное преимущество выпрямителей, по сравнению с трансформаторами, заключается в использовании в них для сварки постоянного тока, обеспечивающего надежность зажигания и устойчивость горения сварочной дуги и, как следствие, более качественный шов. Имеется возможность варить не только углеродистую и низколегированную, но и нержавеющую сталь, и цветные металлы. Немаловажно и то, что сварка выпрямителем дает меньшее количество брызг.
К недостаткам следует отнести относительно большой вес аппаратов, потерю части мощности, сильное понижение напряжения в сети при сварке.
Сварочные инверторы.
На рисунке ниже приведена упрощенная схема сварочного аппарата инверторного типа.
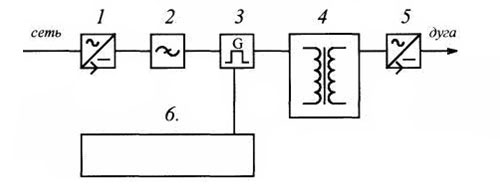
Блок-схема сварочного инвертора: 1 - сетевой выпрямитель, 2 - сетевой фильтр, 3 - преобразователь частоты (инвертор), 4 - трансформатор, 5 - высокочастотный выпрямитель, 6 - блок управления.
Работа сварочного инвертора происходит следующим образом.
Переменный ток частотой 50 Гц поступает на сетевой выпрямитель 1. Выпрямленный ток сглаживается фильтром 2 и преобразуется (инвертируется) модулем 3 в переменный ток с частотой в несколько десятков кГц. В настоящее время достигаются частоты в 100 кГц. Именно этот этап является самым важным в работе сварочного инвертора, позволяющим добиться огромных преимуществ по сравнению с другими типами сварочных аппаратов.
Далее с помощью трансформатора 4 высокочастотное переменное напряжение понижается до значений холостого хода (50-60В), а токи повышаются до величин, необходимых для осуществления сварки (100-200А).
Высокочастотный выпрямитель 5 выпрямляет переменный ток, который совершает свою полезную работу в сварочной дуге. Воздействуя на параметры преобразователя частоты, регулируют режим и формируют внешние характеристики источника.
Процессы перехода тока из одного состояния в другое контролируются блоком управления 6. В современных аппаратах эта работа выполняется транзисторными модулями IGBT, являющимися самыми дорогими элементами сварочного инвертора.
Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа электродуговой сварки. Благодаря высокой частоте, вес и размеры трансформатора снижаются в разы.

Достоинства инверторов. Малый вес (4-10 кг), небольшие размеры, позволяющие легко перемещать аппарат от одного места сварки к другому. Это достоинство обусловлено меньшим размером трансформатора благодаря большой частоте преобразуемого им напряжения.
Исключение из схемы силового трансформатора позволило также избавиться от потерь на нагрев обмоток и перемагничивание железа сердечника и добиться высокого КПД (85-95%) и идеального коэффициента мощности (0,99). При сварке электродом диаметром 3 мм потребляемая из сети мощность для сварочного аппарата инверторного типа не превышает 4 кВт, а для сварочного трансформатора или выпрямителя эта цифра равна 6-7 кВт.
Инвертор способен воспроизводить практически все виды внешних вольт-амперных характеристик. Это означает, что с его помощью можно выполнять все основные виды сварок - MMA, TIG, MIG/MAG. Аппарат обеспечивает сварку легированных и нержавеющих сталей, цветных металлов (в режиме MIG/MAG).
Аппарат не требует частых и длительных охлаждений при интенсивной работе, как этого требуют другие бытовые типы сварочных аппаратов. Его ПВ достигает 80%.
Инвертор обладает плавной регулировкой сварочных режимов в широком диапазоне токов и напряжений. Он имеет значительно более широкий, чем у обычных аппаратов, интервал регулировки сварочного тока - от нескольких ампер до сотен и даже тысяч. Для бытового пользования особенно важны малые токи, позволяющие производить сварку тонкими (1,6-2 мм) электродами. Инверторы обеспечивают качественное формирование шва в любых пространственных положениях и минимальное разбрызгивание при сварке.
После трансформатора или выпрямителя работа с инвертором превращается в удовольствие. Больше не нужно "долбить" электродом, чтобы зажечь не желающую зажигаться дугу, или судорожно отрывать его, если он намертво приварился. Можно просто поставить электрод на металл и, отрывая его, спокойно зажечь дугу - не беспокоясь о том, что электрод может привариться.
Инверторные сварочные аппараты можно применять при больших падениях напряжения сети. Большинство из них обеспечивают сварку в диапазоне сетевого напряжения 160-250В.
Недостатки сварочных инверторов. Трудно говорить о недостатках такого совершенного устройства, каким является сварочный инвертор и, тем не менее, они есть. Прежде всего, это относительно высокая цена аппарата и дороговизна его ремонта. При выходе из строя модуля IGBT (блок управления) придется заплатить сумму, равную 1/3 - 1/2 стоимости нового аппарата.
Инвертор предъявляет повышенные требования, по сравнению с другими сварочными аппаратами, к условиям хранения и эксплуатации, обусловленные его электронной начинкой. Аппарат плохо реагирует на пыль, поскольку она ухудшает условия охлаждения транзисторов, которые сильно греются в процессе работы. Их охлаждают с помощью алюминиевых радиаторов, осаждение пыли на которые ухудшает отдачу тепла.
Не любит электроника и низких температур. Любая минусовая температура нежелательна из-за появления конденсата на платах, а минус 15°С могут стать критическими. Хранение и работа инвертора в неотапливаемых гаражах и мастерских в зимнее время нежелательны.
2. По виду внешних вольтамперных характеристик (ВАХ).Вольтамперная характеристика сварочной дуги - это зависимость напряжения на дуге от сварочного тока при постоянной длине дуги и постоянстве остальных параметров.
Источники питания сварочной дуги по виду ВАХ делятся:
- С пологопадающейВАХ применяемых для автоматической сварки.
- С жестокойВАХ применяемых при сварке в защитных газах,
- С возрастающейВАХ применяемых при электрошлаковой сварке,
-С крутопадающей ВАХ – применяемых для ручной дуговой сварки.
Что такое сварочный выпрямитель. Устройство, принцип работы, виды

Назначение сварочного выпрямителя сводится к тому, чтобы модулировать ток, исходящий от бытовой сети. На выходе он должен быть преобразован в постоянный ток с определенными параметрами. Основным показателем оборудования для сварочных работ является генерируемая сила тока, выраженная в Амперах. Данный показатель зависит от технических характеристик выпрямителя, который по своей сути является более совершенным трансформатором. Он не только способен модулировать электрический ток, но и выпрямить его.
Это основное отличие между сварочными аппаратами переменного и постоянного тока. Дополнительно (помимо выпрямителей) устройства оснащают конденсаторами и полупроводниковыми фильтрами, призванные нивелировать импульсы постоянного тока и сделать его равномерным. В соответствии с требованиями технологии выполнения сварочных работ применение выпрямителей целесообразней нежели трансформаторов. В этом случае более стабильной является дуга, а металл разбрызгивается намного меньше.
Устройство является преобразовательным блоком с возможностью регулировки силы тока (ампераж) и напряжения (вольтаж). На выходе сварочного выпрямителя есть провода с клеммами – плюсовой и минусовой. Один из них подключается к электроду, а другой контактирует с заготовкой. В результате замыкания цепи образуется электрическая дуга. Ее высокая температура позволяет расплавлять металлы и сваривать их.
В зависимости от назначения выпрямители отличаются уровнем сложности и функционалом. Тем не менее, принципиальная рабочая схема остается типовой. Его основу составляет преобразователь – трансформатор, модулирующий нужное для конкретной ситуации напряжение. Помимо этого, в схеме есть определенное количество полупроводников, которые отсекают отрицательную часть синусоиды переменного тока, пропуская только положительный заряд.
Устройство и принцип работы сварочного выпрямителя
Ниже перечислены основные элементы, которые включаются в любую схему оборудования такого рода. Итак, сварочный выпрямитель состоит из:
- трансформатора – узла, позволяющего регулировать напряжение. Сетевой ток проходит через трансформатор и преобразуется. В результате снижается силовая нагрузка;
- блока выпрямления, который состоит из набора полупроводников, преобразующий переменный ток в постоянный;
- регуляторов частотности и силы тока;
- накопителей – сглаживают импульсы.
Чтобы разобраться в принципе работы оборудования, необходимо обратить внимание на механику работы полупроводников. Они открыты для прохождения электродов исключительно в положительном полупериоде. При условии, что схема содержит несколько полупроводников генерируется соответствующее количество полупериодных кривых. Они накладываются друг на друга, образуя постоянное напряжение.
Использование сварочных выпрямителей
Сварочные выпрямители применяются в работе при прямой и обратной полярности, с низкими и высокими токами. При выборе силовых параметров учитывается толщина заготовки, пластичность и тугоплавкость материала.
Устройства подходят для подключения:
- тугоплавких вольфрамовых электродов;
- легкоплавных угольных расходников;
- насадок автоматов и полуавтоматов.
Принципиальная схема сварочного выпрямителя всегда идет в комплекте к оборудованию. Она используется специалистами при необходимости ремонта сварочного аппарата.
Основные типы сварочных выпрямителей
Преобразователи сварочного тока отличаются по двум показателям: типу конструкции и способу регулировки силовых показателей подключения.
Основные виды выпрямителей:
- регулировка осуществляется посредством изменений в работе трансформатора;
- модели с дросселем. Используется индукционная катушка, исключающая резкие перепады напряжения;
- тиристорные. В качестве регуляторов, изменяющих напряжение, используются тиристоры.
- транзисторные. В схему оборудования включены полупроводники, которые сглаживают амплитуду импульсов тока;
- инвертор. Аппарат оснащен преобразователем с частотным повышением напряжения и регулятором силы тока.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Основные отличия сварочных аппаратов в зависимости от силовых показателей и особенностей их регулировки:
- Модели для электрической дуговой сварки, подключаемые к трехфазной сети. Характеризуются большими размерами. Работа преобразователя сопряжена с ощутимыми потерями электричества. Возможности аппарата ограничиваются мощностью трансформатора и параметрами дополнительного сопротивления.
- Автоматы и полуавтоматы. Сила тока на выходе зависит от мощности магнитного поля, которая в свою очередь управляется реостатом. Он позволяет изменить количество витков вторичной обмотки (за принципом вольтамперной регулировки). Помимо этого, устанавливается осциллограф, позволяющий контролировать импульсную регулировку. Изначально ток выпрямляется, после чего преобразовывается в переменный высокочастотный.
- Трехфазные выпрямители дроссельного типа устанавливаются в дуговой аргоновой сварке. В их конструкции предусмотрен дополнительный сердечник с обмоткой. Его роль заключается в накоплении заряда, подаваемого на конденсатор-выпрямитель.
Современные сварочные аппараты отличаются хорошим функционалом и большой мощностью при скромных размерах. Наиболее компактными моделями являются инверторные. Специалисты определяют их в отдельную группу. Трансформатор в таких устройствах занимает не больше пятой части общего объема.
Основное отличие прочих выпрямителей от трансформаторов заключается в том, что они могут генерировать постоянный ток в то время как для трансформаторов эта функция недоступна. Именно такая особенность является фундаментом большого перечня достоинств аппаратов с выпрямителями:
- электрод накаляется намного быстрее, когда на него вместо переменного тока подать постоянный;
- значительно снижается непродуктивное потребление электричества и, соответственно, возрастает значение коэффициента полезного действия;
- для дуги характерна стабильность горения;
- равномерное плавление расходных материалов сопровождается минимальным количеством брызг расплава. Благодаря этому снижается вероятность травматизма среди сварщиков;
- стабильность горения дуги дает возможность лучше контролировать шов. Он получается максимально ровным и прочным;
- функционал сварочного аппарата с выпрямителем богаче, чем аналога с трансформатором;
- уменьшен расход присадочного материала. Экономия становится тем ощутимее, чем больше объем выполненной работы.
Помимо достоинств выпрямителям свойственны и недостатки:
- исключить потерю мощности полностью не удалось;
- аппараты с выпрямителями хуже работают, чем трансформаторные, в случае понижения напряжения сети;
- очень чувствительны к возникновению коротких замыканий в сети энергоснабжения. Выходят из строя при малейшем замыкании проводки;
- большая часть моделей не рекомендуется использовать в условиях повышенной запыленности или влажности.
Основные неисправности и обслуживание сварочных аппаратов
Перед первым включением в сеть новые преобразователи необходимо продуть. Для этих целей подходит обыкновенный бытовой фен. Его включают на максимальные обороты при среднем уровне прогрева. Это делается для того, чтобы высушить возможное скопление влаги внутри и убрать пыль, снижающую сопротивление медной обмотки. Продувку нужно повторять примерно раз в квартал.
Если был длительный перерыв в работе оборудования (до 1 года), то перед его включением нужно «прокачать» полупроводники. Суть процедуры заключается в том, чтобы дать выпрямителю поработать на разных режимах, начиная с холостого. Подобная «обкатка» продолжается примерно два часа. После этого сварочный аппарат будет работать безотказно и стабильно в разных условиях. Необходимо следить за состоянием основных узлов и не давать оборудования перегреваться.
Наиболее распространенные неисправности сварочного оборудования и способы их устранения:
- Оборудование не работает при подключении к сети энергоснабжения. Возможные причины:
- перелом жилы подающей проводки. При этом контакты в вилке «болтаются». Необходима замена вилки;
- нет напряжения в сети. Следует проверить рубильник на входе и убедиться, что он включен;
- вышел из строя один из узлов системы. Починить самому без соответствующей подготовки будет очень сложно. Лучше отнести аппарат в мастерскую;
- ресурс полупроводников исчерпан. Требуется перепайка схемы.
- Электроды залипают и в этот момент слышен гул преобразователя. Что можно предпринять:
- проверить исправность конденсатора и полупроводников;
- измерить показатели сети энергоснабжения и убедиться в том, что напряжение соответствует номиналу;
- убедиться в целостности проводки дросселя.
- Во время работы преобразователь неожиданно отключается. Такое может иметь место:
- в случае перегрева. Следует убедиться в исправности системы охлаждения и вентилятора;
- при нарушении целостности обмотки встроенного трансформатора. Нужно старую заменить новой.
- Нестабильно напряжение при работе в нагрузку или на «холостых оборотах». Следует проверить:
- ручку регулятора;
- установленный на первичную обмотку предохранитель;
- надежность контактов клеммы пускателя.
Если сварочный аппарат перестает выдерживать нужные рабочие параметры, то вероятной причиной может стать перегрев. Чтобы убедиться в этом, достаточно потрогать корпус. Если он горячий, то нужно дать передышку генератору и проверить насколько свободно проходит воздух к вентилятору.
Читайте также: