Сварочные работы грузовых автомобилей
Обновлено: 15.04.2024

Кузов – неотъемлемая часть автомобиля. Он выполняет функцию защиты внутренних узлов. Особенно важно следить за состоянием кузовов грузовых автомобилей.
Замечать малейшие дефекты и своевременно их устранять. Часто запрашиваемой деталью для ремонта является рама автомобиля.
В каких случаях стоит прибегать к сварке
Рама грузовика – это основа, к которой крепятся все части кузова. Другими словами, это скелет, соединяющий такие важные детали, как двигатель, коробки передач, трансмиссии и т.д.
Применяется только сварка рамы грузовика при небольших деформациях детали. Самое главное – соблюдать все этапы технологии. Состояние рамы грузовика – это, в первую очередь, безопасность автомобиля.
Это интересно: сварка оцинкованных труб, способы сварки таких труб
Целесообразно ли проводить ремонт рам сваркой
Рама автомобиля представляет собой силовой каркас, к которому впоследствии крепятся все элементы кузова, двигатель, коробка передач, приводы и другие крупные узлы. При серьезных авариях могут произойти повреждения несущей конструкции, в том числе полная потеря геометрии конструкции. Нужно сказать, что если рама серьезно повреждена и нарушена ее геометрия, то ремонт в этом случае будет нецелесообразен. Однако если такая несущая конструкция имеет небольшие деформации, складки, трещины и сколы, то ее можно сварить самостоятельно с полным восстановлением геометрии. При этом следует понимать, что от соблюдения технологии ремонта впоследствии зависит безопасность эксплуатации автомобиля.
Правила ремонта рамы

При сварке каркаса необходимо помнить следующие правила проведения этой работы:


- Сварка производится полуавтоматически.
- Не допускается перегрев.
- Швы обязательно разрезаются.
- Корень шва проварен.
Прежде чем приступить непосредственно к сварке рамы, необходимо разобрать элементы кузова и другие узлы автомобиля, препятствующие свободному доступу к поврежденному участку. В том случае, если трещина в раме расширилась, необходимо с помощью специальных домкратов и хомутов скрепить соединяемые элементы между собой и в обязательном порядке проверить КПП на автомобиле.
Если сначала необходимо правильно отредактировать кадр, для этой работы используется молоток. Кроме того, указанное издание выполнено из холодного металла. При сварке силовых рам используется соответствующее и мощное гидравлическое и пневматическое оборудование.
Процесс ремонта рамы
- нужно готовить в полуавтоматическом режиме,
- избегать перегрева,
- обязательно разрезать швы,
- сварить корень шва.
Перед началом ремонта нужно внимательно осмотреть каркас на наличие трещин. Для внутреннего осмотра подходит видеоэндоскоп. Если специализированного нет, можно купить USB-эндоскоп, который работает с ноутбуком или смартфоном.

Для ремонта необходимо обеспечить доступ к месту повреждения, при необходимости демонтировать детали, мешающие рабочему процессу. Лучший способ — освободить раму от всех аксессуаров и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно уменьшить с помощью домкратов, и обязательно измерить диагональные КПП автомобиля. Разница расстояний не должна превышать 5 мм. Если есть отклонения, то раму необходимо закинуть на стапель.
Раму выпрямляют, даже в местах с трещинами, в холодном состоянии киянкой и молотками, с помощью оправок и скоб.
На грузовиках и полуприцепах регулировка рамы осуществляется с помощью пневматического или гидравлического оборудования.
Трещины устраняют сваркой и клепкой усиливающих накладок.
Основная особенность при подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- просверлить конец трещины (перед сверлением просверлить центр под отверстием на расстоянии 5-10 мм от видимого края трещины по линии ее направления — просверлить сверлом диаметром 5-6мм);
- резка кромок под углом 90 градусов на глубину 2/3 толщины металла заготовки, плазморезом, если нет, то можно использовать болгарку, но это занимает больше времени.
- зачистка краев трещины шириной 20 мм (стальная щетка или электрошлифмашина).
Трещины в стрингерах устранены:
Перед монтажом сайдинга шов следует зачистить вровень с основным металлом.
Подготовка к сварке
Если нет возможности проварить корень, сварку каркаса лучше не проводить.
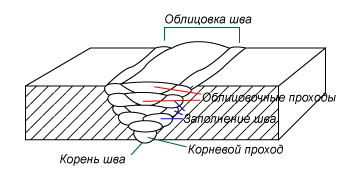
- Первый проход корневой сварки: ток 100 А проволокой Св08 1,2 мм газовая смесь Ar + CO2 20% короткими валиками слева направо поперек трещины с прерывистым течением дуги и без перегрева металла, но с образованием обратной пятки.
- Токи второй и третьей ступени равны 110А, но ролики должны быть тонкими и перекрывать друг друга.
- Четвертая ступень — ток 120 А, валик по всей ширине паза с небольшим заходом в основной металл, валики плотные, в зависимости от теплопотерь можно сделать сплошной шов, но без перегрева металла (3-5 валиков и прерывание дуги).
- Пятый валик покрывает в каждом направлении минимум, приготовленный таким же образом, но без прерывания дуги. Шов широкий, выпуклый и достаточно ровный.
Вертикаль готовит только сверху вниз. Если заказчик просит скрыть следы сварки, то пятый ролик не варится.
Каждый случай сварки каркаса очень индивидуален.
Крупные швы не следует заваривать сразу, так как металл в околошовной зоне затвердеет и станет хрупким при деформации.
На фото рамка уже готова, швы отвратительные. Пришлось переделывать.


Швы были прорезаны под 90 градусов, там где надо было просверлить ВИН, это для снятия напряжения, поэтому часть трещины не заварить, а если не проварить, то из-за напряжения металла трещина снова пройдет через сварной шов.

Швы сварены по старой технологии.

Нюансы при сваривании рамы грузового автомобиля

Предотвращение повреждений и периодический осмотр кузова очень важны. Лучше своевременно ремонтировать этот элемент. Чтобы поломка не застала вас врасплох в дороге.
Сварка рамы грузовика имеет свои нюансы.
Соблюдение приведенных ниже пунктов является ключом к надежному и безопасному соединению.
- При сварке необходимо контролировать температуру металла. Если он перегреется, соединение будет ненадежным. Готовить нужно партиями. Важно, чтобы длина сегментов не превышала 5 мм.
Нужна ли накладка на раму?
В приведенном выше ремонте накладка не потребовалась. Дополнительный сварной шов для конструкции не годится. Накладки используются, если необходимо усилить каркас, где есть изношенный металл и много вертикальных трещин. Нахлесты в виде ромба или эллипса лучше всего свариваются и не свариваются внахлест.
Для накладок и заплат нужно брать ту же сталь, из которой изготовлен каркас.
Марки стали рам для автомобилей
| Подробности | ЗИЛ-130 | ГАЗ-53А | МАЗ-5335 | УАЗ-469 |
|---|---|---|---|---|
| Стрингеры | 30Т или 14G2AF | 25 | 19ХГС | 25 |
| Пересекли | 20, 08 или 14G2 | 25, 08кп или 12ГС | 19ХГС или 14ХГС | 20кп или 08 |
| Буфер | двадцать | 25 | 08 или 20кп | |
| Сцепка для прицепа | 35 | 40 | Четыре пять | 35 |
Для ремонта рам иномарок металл лучше брать с «донора».
Как самому выполнить сварку рамы грузовика

Чтобы вычислить площадь повреждения, необходимо снять все элементы кузова для осмотра. Далее определяем место окончания трещины. Его нужно сверлить. Только после этого можно переходить непосредственно к обжигу рамы грузовика.
Сама сварка осуществляется полуавтоматически. И лучше использовать сверла диаметром 5 мм.
Корень варят на первом этапе. Сварку осуществляют электродами, в роли которых выступает проволока толщиной 1,2 мм и индексом Св08. В первый раз ток должен быть 100А.
На следующих двух этапах сварка рамы грузовика — 110А той же проволокой. Также валики должны быть как можно тоньше и перекрывать друг друга. Из-за следующего хода ток нужно увеличить до 120А.
Непрерывная дуга имеет большое значение. Это ключ к чрезвычайно ровному, первоклассному шву.
Обработка рамы после ремонта
После заварки всех повреждений каркас необходимо обработать. Закрыть металл от агрессивной среды. Для этого каркас моют, «пескоструят» или металлическими щетками. Обезжиривание, грунтование и покраску лучше обработать антигравием Raptor или защитным покрытием Line-X.
Как обработать шов после сварки
Качественная обработка шва после сварки – залог хорошо выполненной работы.
На завершающем этапе нужно защитить металл. В этом нам поможет мойка и пескоструйная обработка. Затем нужно покрасить, предварительно обезжирив и загрунтовав.
Опыт актера важен. Новичкам не стоит браться за это дело. Ведь безопасность автомобиля при вождении находится в первую очередь в ваших руках.
А также не забывайте о технике безопасности при проведении сварочных работ.
Цена ремонта рамы автомобиля
Стоимость ремонта зависит от многих факторов. И все зависит от места повреждения, цена значительно снижается, если есть возможность ремонта без разборки кузова, но в большинстве случаев кузов приходится разбирать. Что занимает много времени.
Сварка кузова автомобиля: чем и как лучше проводить сварочные работы

Сварочные работы над кузовом автомобиля могут потребоваться в двух случаях – сильный износ в результате коррозии и повреждения после дорожно-транспортных происшествий (ДТП).

Воздействие высоких температур уничтожает заводскую защиту, ухудшает свойства металлов и вызывает ускорение коррозии в зоне сварки. Но умелое пользование современными технологиями максимально снижает тяжесть последствий.
Особенности сварки кузова автомобиля
Главная специфика сварки кузовного железа заключается в его малой толщине. Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Существуют и массивные детали, но их немного, да и проблем при сварке они не создают. Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.

В заводских условиях используется точечная сварка. Кузовные детали сжимаются тисками кондукторов, после чего сварочный робот своими клещами устанавливает точки, в которых два и более листа металла оказываются проплавлены и прочно скреплены.
Реализовать такой способ при ремонте затруднительно, да и необходимости в этом нет. Точечная сварка является типично конвейерной технологией.
Вторая особенность – отсутствие сплошных швов. При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
Если по незнанию и из соображений повышенной прочности таким способом проварить одну из сторон кузова, то она может оказаться на несколько сантиметров короче противоположной, и кузов будет непоправимо испорчен. Поэтому варят, имитируя точечную сварку, короткими стежками, соблюдая симметрию прогрева металлических деталей.
Какой сваркой варить кузов
Выбор сварочного аппарата в конечном счёте определит качество и скорость выполнения работы. Опытный специалист справится с любой технологией, но необоснованно потеряет время, а скорее всего просто не станет заниматься устаревшими способами сварки.
Например, давно уже никто не использует кислородно-ацетиленовую горелку, хотя именно с её помощью ремонтировали кузова до появления современных полуавтоматов.

Полуавтомат
Основной вид сварочного аппарата в кузовном ремонте – это полуавтомат, работающий в среде инертного газа. Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
До массового распространения данной технологии искусству сварки в применении к кузовному железу приходилось много учиться. Сейчас это доступно для самостоятельного исполнения автовладельцу, если у него возникнет желание лично отремонтировать кузов.

Суть такой сварки заключается в подаче тонкой стальной омеднённой проволоки в зону сварочного шва из катушки электромотором с редуктором. Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Через то же сопло в область дуги подаётся газ, обычно это углекислота из баллона с редуктором, которая не допускает кислород, мешающий чистому сплавлению деталей. Иногда к углекислому газу подмешивают немного аргона для получения более качественных швов.
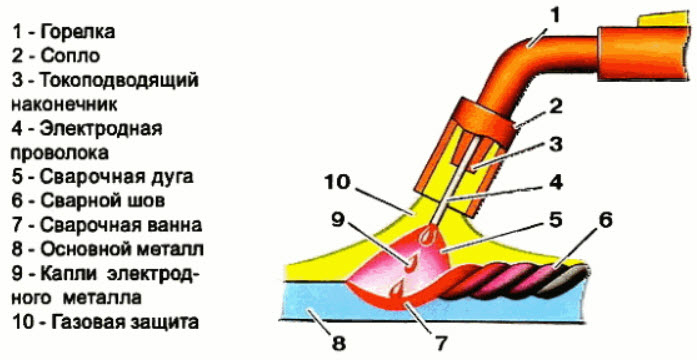
При нажатии на кнопку, расположенную на горелке сварочного аппарата, одновременно подаётся напряжение к проволоке, включается подача и открывается клапан углекислоты.
Режим выбирается ручным или автоматическим регулированием основных параметров сварки:
- тока дуги, от него зависит надёжное проплавление шва, так называемый провар;
- скорости подачи проволоки, чем больше ток, тем значительней должна быть масса присадочного металла;
- потока поступающего газа, регулируется редуктором на баллоне.
Обычно ток устанавливается чуть больше требуемого, а время касания регулируется сварщиком длительностью нажатия кнопки. Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Инвертор
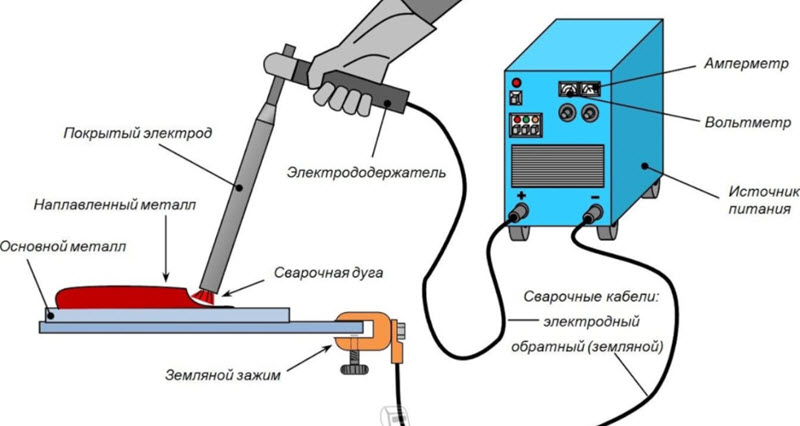
Инвертором называется силовой электронный преобразователь высокого переменного напряжения сети в низкое постоянное, которое можно использовать для питания сварочной дуги.
Иногда ещё встречается заблуждение, что инвертор – это сварочный аппарат для работы с электродами, но компактней и легче устаревшего сварочного трансформатора. То есть полуавтомат по мнению авторов утверждения – это не инвертор.
На самом деле данный термин относиться лишь к способу преобразования, а в настоящее время уже вообще все сварочные аппараты, включая полуавтоматы и всё прочее, используют этот инверторный принцип.
Суть инвертора состоит в увеличенной частоте преобразования. Физика такова, что трансформатор, а он должен присутствовать обязательно хотя бы для гальванической развязки сети и электродов, тем меньше по массе и габаритам, чем выше частота, на которой он работает.
Сетевая частота составляет 50 Гц, такие трансформаторы для приемлемой мощности сварки весят около 20 кг. Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
Ручная дуговая сварка
Если говорить об устаревших технологиях, но ещё до конца не изжитых, то это ручная сварка плавящимся электродом с обмазкой флюсом. Способ неплохо работает при сварке массивных деталей опытным специалистом, но совершенно непригоден для кузовных работ.

Конечно, существуют специалисты с огромным опытом, которые легко смогут заварить электродом консервную банку, но на практике все используют полуавтомат.
В крайнем случае без громоздкого баллона, применяя флюсованную проволоку. Но это имеет свои недостатки, расходники дорогие, а качество работы низкое.
Подготовительные работы
Перед сваркой детали должны быть полностью очищены от загрязнений и окислов. Это основа как качественного шва, так и дальнейшей сохранности кузова в этом месте.

Выбирается способ соединения деталей. Благодаря полуавтомату это не критично, можно легко сварить детали встык или с нахлёстом в любом пространственном положении. Подготавливается аппарат. Очищается или заменяется сопло, проверяются запасы проволоки и углекислого газа.
На пробных кусках похожего металла выставляются режимы, ток, подача и давление (расход) газа. Проверяется прочность тестового соединения.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Сварка рамы грузового автомобиля, этапы выполнения работы

Кузов являет собой неотъемлемую часть автомобиля. Он выполняет функцию защиты внутренних узлов. Особенно важно следить за состоянием кузова у грузовых автомобилей.
Замечать малейшие дефекты и своевременно устранять их. Часто запрашиваемой к ремонту деталью является рама автомобиля.
Рама грузового авто – это основание к которому крепятся все звенья кузова. Другими словами это скелет связывающий между собой такие важные детали как двигатель, коробки, приводы и т.д.
К сварке рамы грузового автомобиля прибегают только при незначительных деформациях детали. Самое главное – придерживаться всех этапов технологии. Состояние рамы грузовика – это прежде всего безопасность автомобиля.
Рама в автомобиле — это силовой каркас, к которому в последующем крепятся все кузовные элементы, двигатель, коробку, приводы и другие крупноразмерные узлы. При серьезных авариях могут отмечаться повреждения силового каркаса, в том числе и полная потеря геометрии конструкции. Следует сказать, что если рама серьезно повреждена и нарушена ее геометрия, то ремонт в данном случае будет нецелесообразным. Однако если у такой силовой конструкции отмечаются небольшие деформации, складки, трещины и сколы, то возможно самостоятельно выполнить ее сварку с полным восстановлением геометрии. При этом следует понимать, что от соблюдения технологии ремонта в последующем зависит безопасность эксплуатации автомобиля.

Выполняя сварка рамы необходимо помнить о следующих правилах этой работы:


- Сварка осуществляется полуавтоматом.
- Не допускается перегрев.
- Швы в обязательном порядке разделываются.
- Проваривается корень шва.
Перед тем как приступать непосредственно к сварке рамы необходимо демонтировать кузовные элементы и другие узлы автомобиля, которые мешают свободному доступу к поврежденному участку. В том случае, если трещина в раме разошлась, то необходимо, используя специальные домкраты и струбцины, свести соединяемые элементы и в обязательном порядке проверять контрольные точки у автомобиля.
Если предварительно необходимо выполнять соответствующую правку рамы, то для этой работы используют молоток. Причём такая правка выполняется с холодным металлом. Если проводится сварка грузовых рам используют соответствующее мощное гидро и пневмооборудование.
Важно:
- варить нужно полуавтоматом,
- избегать перегрева,
- обязательно разделывать швы,
- проваривать корень шва.
Прежде чем начать ремонт, нужно тщательно произвести осмотр рамы на наличие трещин. Для внутреннего осмотра подходит видео-эндоскоп. Если нет специализированного, можно приобрести USB-эндоскоп, который работает с ноутбуком или смартфоном.
Для ремонта нужно обеспечить доступ к месту повреждения, при необходимость демонтировать части мешающие в процессе работы. Лучшем методом будет освобождение рамы от всего навесного оборудования и элементов, чтобы уменьшить нагрузку. Если трещины разошлись, их нужно предварительно свести с помощью домкратов и обязательно промерять диагональные контрольные точки автомобиля. Разница расстояний не должна превышать 5 мм. Если будут отклонения, тогда на стапеле нужно тянуть раму.
Правка рамы, в том числе и в местах трещин производится в холодном состоянии кувалдой и молотками, с помощью оправок и поддержек.
На грузовиках и полуприцепах раму правят с помощью пневмо или гидро оборудования.
Трещины устраняются заваркой и клепкой усиливающих накладок.
Главная особенность в подготовке к сварке:
- определение видимого конца трещины (с помощью лупы);
- засверливание конца трещины (перед сверлением накернить центр под отверстие на расстоянии 5 — 10 мм от видимой границы трещины по линии её направления; сверлить сверлом диаметром 5-6 мм);
- разделка кромок под улом 90 градусов на глубину 2/3 толщины металла детали, плазменным резаком, если нет, можно болгаркой, но это дольше.
- зачистка кромок трещины шириной 20 мм (стальная щетка или электрошлифовальная машинка).
Трещины на лонжеронах устраняются:
Перед установкой накладки, шов нужно зачищать заподлицо с основным металлом.
Если нет возможности проварить корень, то за сварку рам лучше не браться.
- Первый проход проварка корня: ток 100 А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика.
- Второй и третий проход ток 110 А точно так же, но валики должны быть тонкие и перекрывать друг друга.
- Четвёртый проход ток 120 А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл (3-5 валиков и прерывание дуги).
- Пятый валик перекрывает в каждую сторону минимум варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный.
Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится.
Каждый случай сварки рам очень индивидуальный.
Большие швы за раз варить не стоит, так как в зоне термического воздействия метал закалиться и станет хрупким при деформации.
На фото раму уже делали, шов отвратительный. Пришлось переделывать.
Были разделаны швы под 90 градусов, там где VIN, пришлось просверлить отверстия, это для того, что бы снять напряжение, так часть трещины нельзя заварить, а если не делать отверстия, то от напряжения метала, трещина пойдет снова по сварке.
Швы были заварены по технологии выше.

Профилактика повреждений и регулярный осмотр кузова очень важны. Лучше своевременно делать ремонт данного элемента. Так поломка не застанет вас в расплох на дороге.
Следование последующим пунктам — залог крепкого и безопасного соединения.
- Нужно следить за температурой металла во время сварки. Если перегреть, место соединения получится не надёжным. Варить нужно по частям. Важно чтобы длинна отрезков не превышала 5 мм.
Самое подходящее средство для обработки кромок — болгарка или плазменный резак. - При использовании дополнительного металла стоит обращать своё внимание на переходы к основе. Нужно следить за тем чтобы они максимально ровными. Не допускайте подрезов. Именно это повреждение приведёт к разрушению рамы грузового авто в будущем. А самое главное – чтобы корень проваривался во всю длину. Не то все предыдущие действия окажутся бессмысленными.
- Для большей надежности лучше укрепить место поломки с помощью швеллера и болтового соединения.
В ремонте, что предоставлен выше, накладка не потребовалась. Лишний сварной шов не на пользу конструкции. Накладки применяются в случае, если нужно усилить раму, где уставший металл, и много вертикальных трещин. Накладки виде ромба или эллипса лучше вваривать, а не приваривать внахлест.
Для накладок и заплаток нужно брать такую же сталь из чего сделана рама.
| Детали | ЗИЛ-130 | ГАЗ-53А | МАЗ-5335 | УАЗ-469 |
|---|---|---|---|---|
| Лонжероны | 30Т или 14Г2АФ | 25 | 19ХГС | 25 |
| Поперечены | 20, 08 или 14Г2 | 25, 08кп или 12ГС | 19ХГС или14ХГС | 20кп или 08 |
| Буфер | 20 | 25 | 08 или 20кп | |
| Буксирный крюк | 35 | 40 | 45 | 35 |
Для ремонта рам иномарок лучше брать металл от «донора».

Чтоб вычислить повреждённый участок надо снять все элементы кузова для осмотра. Далее, определяем место окончания трещины. Его нужно засверлить. Только после этого мы можем приступить непосредственно к варке рамы грузового авто.
Саму сварку осуществляют полуавтоматом. А свёрла лучше использовать диаметром 5 мм.
Корень проваривается во время первого прохода. Сварка совершается с помощью электродов в роли которых идёт проволока толщиной 1,2 мм и индексом Св08. Во время первого раза сила тока должна быть 100А.
При следующих двух этапах сварки рамы грузового авто — 110А с этой же проволокой. Причём валики должны быть максимально тонкими и взаимно перекрываться. Вследствие следующего хода ток стоит увеличить до 120А.
Большое значение имеет непрерывная дуга. Это залог предельно ровного первоклассного шва.
После проварки всех повреждений, раму нужно обработать. Закрыть металл от агрессивной среды. Для этого раму моют, отчищают «пескоструйкой» или металлическими щетками. Обезжиривают, грунтуют и красят, лучше обработать антигравием «Раптор» или защитным покрытием Line-X.
Качественная обработка шва после сварки – залог хорошо проделанной работы.
На завершающем этапе нужно обеспечить защиту металла. В этом нам поможет отмывка и шлифовка пескоструйкой. Потом нужно покрасить, предварительно обезжирив и прогрунтовав.
Немаловажен опыт работы исполнителя. Новичкам браться за данное дело не стоит. Ведь в ваших руках прежде всего безопасность машины во время вождения.
А так же, не стоит забывать о безопасности и при выполнении сварочных работ.
Цена ремонта зависит от многих факторов. И все зависит от места повреждения, цена существенно уменьшается если удастся произвести ремонт без демонтажа кузова, но в большинстве случаев кузов необходимо демонтировать. На что тратится большое количество времени.
Кол-во блоков: 13 | Общее кол-во символов: 11179
Количество использованных доноров: 4
Информация по каждому донору:
Как сварить раму в грузовом автомобиле - техника, оборудование, материалы

В этой статье мы разберём то как происходит сварка и ремонт рамы грузовика.
Следование последующим пунктам - залог крепкого и безопасного соединения.
- Нужно следить за температурой металла во время сварки. Если перегреть, место соединения получится не надёжным. Варить нужно по частям. Важно чтобы длинна отрезков не превышала 5 мм.
Самое подходящее средство для обработки кромок - болгарка или плазменный резак. - При использовании дополнительного металла стоит обращать своё внимание на переходы к основе. Нужно следить за тем чтобы они максимально ровными. Не допускайте подрезов. Именно это повреждение приведёт к разрушению рамы грузового авто в будущем. А самое главное – чтобы корень проваривался во всю длину. Не то все предыдущие действия окажутся бессмысленными.
- Для большей надежности лучше укрепить место поломки с помощью швеллера и болтового соединения.
Саму сварку осуществляют полуавтоматом. А свёрла лучше использовать диаметром 5 мм.
При следующих двух этапах сварки рамы грузового авто - 110А с этой же проволокой. Причём валики должны быть максимально тонкими и взаимно перекрываться. Вследствие следующего хода ток стоит увеличить до 120А.
Читайте также: