Сварочные работы при строительстве трубопроводов
Обновлено: 18.05.2024
01.04.2016 23:42 - дата обновления страницы
г. С аратов
поддержка проекта:
разместите на своей странице нашу кнопку! И мы разместим на нашей странице Вашу кнопку или ссылку. Заявку прислать на e-mail
Сварочно-монтажные работы
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При ; сооружении магистральных трубопроводов наиболее распространена базовая схема организации сварочно-монтажных работ. По этой схеме отдельные трубы вначале поступают на сварочные базы, где путем сварки трех труб получают трубные секции длиной обычно 36 м. Затем трубные секции доставляют на трассу сооружаемого участка , трубопровода и раскладывают параллельно осевой линии трассы. Труб-ные секции соединяют с помощью сварки в непрерывную нитку трубопровода длиной до 25-30 км. Полученные подобным образом длинные плети трубопровода после изоляции укладывают на дно траншеи, засыпают грунтом и затем уже в траншее соединяют между собой (выполняют так называемую сварку захлестов). Такова в общих чертах схема организации сварочно-монтажных работ.
При сооружении магистральных трубопроводов применяют в ос новном два вида электродуговой сварки: ручную и автоматическую под слоем флюса. Все большее распространение получает высокомеханизированная и высокопроизводительная электроконтактная сварка оплавлением, совершенно исключающая применение ручной сварки. Перспективны методы механизированной сварки неповоротных сты ков труб непосредственно на трассе - автоматическая сварка в среде защитных газов на установках типа "Дуга" и автоматическая сварка порошковой проволокой с принудительным формированием сварного ^jea на установках типа "Стык". Изучаются возможности применения дЛя сварки труб электронно-лучевой, сварки (ЭЛС), сварки лазерным лучом, процессов пайки труб взамен сварки.
Вначале дадим краткую характеристику методов сварки труб магистральных трубопроводов.
Ручная электродуговая сварка - процесс получения неразъемного соединения элементов стальных конструкций, в том числе и трубных, за счет расплавления кромок элементов теплом электрической дуги и последующего образования сварного шва за счет затвердевания расплавленного металла. Ручным такой вид сварки называют потому, что все операции по перемещению и поддержанию горения дуги выполняют вручную. Из физики известно, что если два электрода присоединить к плюсу и минусу и постепенно их. сближать, то при достижении определенного расстояния между торцами электродов возникает непрерывный электрический разряд, называемый дугой. В принципе электродуговую сварку можно проводить как на переменном, так и на постоянном токе. Однако в полевых условиях сварку труб магистральных трубопроводов ведут только на постоянном токе. В качестве источников постоянного сварочного тока используют специальные сварочные генераторы и сварочные выпрямители (на сварочных базах). Сварочные генераторы имеют привод от дизельных двигателей внутреннего сгорания (реже от карбюраторных). Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор с приводом, называемый сварочным агрегатом, устанавливают на тележку с пневмоколесами. Широко используют также самоходные сварочные агрегаты, одновременно питающие током два или четыре сварочных поста. Сварочные генераторы в этом случае устанавливают на гусеничных тракторах, приводом сварочных генераторов служит двигатель трактора. Сварочные генераторы используют однопластовые (для питания одного сварочного пласта) и многопластовые (для питания двух и более сварочного поста) . Сварочный пост для ручной электродуговой сварки оборудуют источником питания дуги (сварочным агрегатом), двумя электрическими кабелями с прочной изоляцией. Один из кабелей оснащен на конце электрододержателем клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель вдоль линии сварного шва, поддерживает необходимую длину дуги и формирует сварной шов, соединяющий две трубы. Для ручной электродуговой сварки применяют специальные сварочные электроды. Каждый электрод состоит из стального стержня диаметром 3-5 мм, изготовленного из малоуглеродистой проволоки с низким содержанием вредных примесей - серы и фосфора, и специального покрытия на поверхности стержня. Покрытие электродов имеет многоцелевое назначение: защита металла сварного шва от проникновения из воздуха азота и кислорода, значительно повышающих хрупкость сварного шва; обеспечение стабильного горения дуги во всех положениях сварного шва; легирование металла сварного шва и ряд других функций. В связи с этим электродные покрытия имеют достаточно сложный состав. При термическом разложении компонентов в зоне дуги образуются окислы, формирующие шлак,; и газообразные окислы (углекислый газ). Шлак и газы выполняют; функции по защите жидкого металла от окисления и насыщения азотом. Введенные в состав покрытия ферросплавы (ферромарганец, ферросилиций, ферротитан) раскисляют и легируют металл шва, улучшая его качество. Соли калия, натрия или кальция, введенные в состав покрытия, стабилизируют горение дуги. По составу покрытия сварочные электроды разделяют на фтористокальциевые, с органическим покрытием (целлюлозные), рутиловые. Для сварки магистральных ' трубопроводов используют первые две группы электродов. Электроды с фтористокальциевым покрытием обеспечивают высокую устойчивость сварных соединений против хрупкого разрушения (высокий уровень ударной вязкости при нормальной и низких температурах). ч Однако этими электродами трудно выполнить доброкачественный первый (корневой) слой сварного шва, сварку неповоротных стыков трубопроводов можно вести только методом "снизу вверх" при малой скорости сварки (5-10 м/ч). Поэтому для сварки корневого слоя ! шва труб магистральных трубопроводов используют электроды с целлюлозным покрытием, которые, хотя и не обеспечивают высокого уровня ударной вязкости, соответствующего электродам с фтористокальциевым покрытием, позволяют выполнить корневой слой сварного шва с хорошим качеством методом "сверху вниз" при скорости до 15-20 м/ч. В качестве преимуществ ручной электродуговой сварки можно указать возможность выполнения сварки неповоротных стыков трубопроводов, т.е. без необходимости вращения труб, и менее жесткие требования к подготовке свариваемых труб к сварке по сравнению с автоматическими методами сварки. Однако ручная сварка отличается высокой трудоемкостью, привлечением для ее выполнения большого числа высококвалифицированных сварщиков, чтобы обеспечить необходимый темп ведения сварочно-монтажных работ. В настоящее время объем применения ручной электродуговой сварки при сооружении магистральных трубопроводов большого диаметра среди других методов сварки достигает почти 47 %. В двенадцатой пятилетке предполагается снизить объем применения ручной электродуговой сварки при сооружении магистральных трубопроводов большого диаметра до 30 %. Это позволит выполнить возрастающие объемы сварочно-монтажных работ при сооружении магистральных трубопроводов в двенадцатой пятилетке практически без увеличения численности высококвалифицированных сварщиков.
Автоматическая электродуговая сварка была впервые разработана в нашей стране в 30-е годы под руководством академика Е.О. Патона и с 1948 г. применяется при сооружении магистральных трубопроводов. Автоматической эта сварка называется потому, что основные процессы сварки подачи проволоки в зону дуги и поддержание необходимой длины дуги выполняются автоматически, без вмешательства оператора-сварщика. Вторая особенность этого вида сварки связана с тем, что дуга горит под слоем специального флюса, т.е. сварка ведется закрытой дугой. Сварка закрытой дугой под флюсом обеспечивает качество сварного шва, хорошее формирование поверхности шва при высокой скорости сварки до 60-10О м/ч. Высокая скорость сварки при хорошем защитном действии флюса связана с использованием большой силы сварочного тока - до 1000 А. Сварочный электрод в этом случае представляет сварочную проволоку, непрерывно подаваемую в зону горения дуги из бухты с помощью подающих роликов, а перемещение дуги вдоль шва выполняется за счет вращения свариваемых труб механизированным способом. Автоматическая сварка под флюсом труб магистральных трубопроводов выполняется сварочными головками. Преимущества автоматической сварки под флюсом - высокая скорость сварки при хорошем качестве сварного шва и соединения. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб. Кроме того, автоматической сваркой невозможно выполнить корневой слой шва. Поэтому, автоматическую сварку выполняют по готовому шву, наложенному ручной или другими методами сварки. В связи с этим автоматическую сварку под флюсом применяют для соединения трех отдельных труб в секции с вращением свариваемых труб на сварочных базах. Для автоматической сварки применяют сварочную проволоку диаметром 2-4 мм, заряжаемую в кассету сварочной головки, и флюсы. Причем используют так называемые плавленые флюсы, которые получают путем смешивания и последующего расплавления исходных тонкоизмельченных компонентов (песка, известняка, ферросплавов и др.). Полученную жидкую однородную массу после ее затвердевания подвергают измельчению (грануляции). Все плавленые флюсы - зернистый материал с размером зерен от 1,6 до 3 мм. Флюс в процессе сварки непрерывно поступает из бункера сварочной головки в зону Дуги и укладывается слоем толщиной примерно 40-50 мм, защищая сварочную дугу. Излишек флюса ссыпается с трубы в сборные противни и используется повторно.

Рис. 32. Трубосварочная база БТС-143: 1 - магазин труб; 2 - стенд для обработки кромок труб; 3 - стенды для сборки и сварки двухтрубных секций; 4 - компрессор; 5 - электростанция или трансформаторная подстанция; 5 - стенд для сборки и сварки трехтрубных секций; 7 - блок питания; 8 - вспомогательный блок; I - к стенду контроля сварных стыков
механизированных баз: БТС-142 (для изготовления секций из двух труб длиной 24 м), БТС-142В и БТС-143 (для изготовления как двухтрубных, так и трехтрубных секций). База БТС-143 (рис. 32) состоит из трех стендов: обработки кромок труб перед сваркой, сварки двухтрубных секций и сварки трехтрубных секций. Трубы, поступившие с завода, после осмотра и отбраковки помещают в накопителе (магазин труб), откуда они поступают на стенд обработки кромок. Обработку кромок выполняют сразу двумя станками на двух трубах. Станки- жестко закрепляют на торцах труб и головки с резцами обрабатывают кромки труб. Крайнюю из обработанных труб подают в конец стенда для сварки секций из двух труб. Затем к этой трубе с помощью внутреннего центратора пристыковывают вторую трубу с обработанными кромками и выполняют сварку наружных и внутренних слоев сварного шва автоматической сваркой под флюсом. В это же время обрабатывают кромки третьей трубы и подают ее на стенд для сварки трехтрубной секции. Затем на стенд подают двухтрубную секцию, пристыковывают ее к третьей трубе и выполняют сварку наружных и внутренних слоев сварного шва. Полученную трехтрубную секцию перемещают на площадку готовой продукции, и технологический процесс на базе повторяется. Механизированные базы обеспечивают на трубах размером 1420 х 16,5 мм сварку от 3,5 (для базы БТС-142) до 6 (для базы БТС-143) стыков в час. При длине труб в 12 м за восьмичасовую рабочую смену эти базы дают от 500 до 850 м трубных секций.
форсунок в ультразвуковых ваннах и на стендах
для железнодорожного транспорта, сертифицированные ВНИИЖТ- "Фаворит К" и "Фаворит Щ", внутренняя и наружная замывка вагонов.
Сварочно-монтажные работы
Сварочно-монтажные работы выполняют для соединения отдельных труб в непрерывную нитку магистрального трубопровода. При производстве сварочно-монтажных работ приняты две основные схемы их организации:
1) сварка отдельных труб длиной 6 и 12м на трубосварочной базе в трубные секции длиной 24 или 36 м с последующей их доставкой на трассу сооружаемого участка;
2) вывоз отдельных труб непосредственно на трассу, где их и сваривают.
При строительстве магистральных трубопроводов применяют, в основном, электродуговую сварку.В этом случае к трубе и к электроду подведены разноименные электрические заряды. При приближении электрода к трубе на определенное расстояние возникает непрерывный электрический разряд, называемый дугой.От тепла электрической дуги металл свариваемых деталей и электрода плавится. При этом металл электрода формирует сварочный шов, упрочняющий место сварки.
В полевых условиях сварку труб магистральных трубопроводов производят с использованием сварочных генераторов- источников постоянного тока. Сварочные генераторы работают от дизельных или карбюраторных двигателей внутреннего сгорания. Для удобства перемещения вдоль трассы строящегося трубопровода сварочный генератор устанавливают на тележку с автомобильными колесами. Широко используют также самоходные сварочные агрегаты, представляющие собой сварочный генератор, установленный на гусеничном тракторе; при этом приводом генератора является двигатель трактора.
Различают ручную и автоматическую электродуговую сварку.
Сварочный пост для ручной электродуговой сваркиоборудуют источником питания электрической дуги (сварочным генератором) и двумя электрическими кабелями с прочной изоляцией, на конце одного из которых находится электрододержатель клещевого типа. Электрододержатель предназначен для крепления и подвода тока к электроду. Второй кабель от источника сварочного тока присоединяют к свариваемой трубе с помощью специального зажима. Рабочий-сварщик перемещает электрододержатель с закрепленным в нем электродом вдоль линии соприкосновения труб и формирует сварочный шов. Каждый электрод состоит из стального стержня диаметром 3. 5 мм, изготовленного из малоуглеродистой проволоки, и специального покрытия на поверхности стержня. Покрытие электродов предназначено для достижения сразу нескольких целей: а) для защиты металла сварного шва от проникновения в него из воздуха азота и кислорода, что значительно повысило бы хрупкость шва; б) для обеспечения стабильного горения дуги; в) для легирования металла сварного шва и т.д. В связи с этим электродные покрытия имеют достаточно сложный состав.
Достоинствами ручной электродуговой сварки является возможность сварки неповоротных стыков трубопровода (т.е. отсутствует необходимость вращения труб) и менее жесткие требования к подготовке труб к сварке, чем при ее выполнении другими способами.
Автоматическая электродуговая сваркабыла разработана в нашей стране в 30-е годы и применяется при сооружении магистральных трубопроводов с 1948 г.
При автоматической сварке применяют не отдельные электроды, а сварочную проволоку диаметром 2. 4 мм, которая подается к месту сварки из бухты. Никакого покрытия проволока не имеет. Вместо этого к месту сварки из бункера сварочной головки непрерывно поступает и укладывается слоем толщиной 40. 50 мм специально приготовленный зернистый материал - флюс. Слой флюса играет ту же роль, что и покрытие электродов.
Сварка закрытой дугой под флюсом обеспечивает хорошее качество сварного шва, несмотря на высокую скорость ее выполнения - 60. 100 м/ч. Однако автоматическую сварку под флюсом можно выполнять только в нижнем положении, что достигается вращением труб - то есть на трубосварочных базах. Однако и здесь автоматическую сварку применяют только после того как трубы будут «прихвачены» друг к другу, т.е. когда ручной сваркой выполнен самый первый (корневой) шов.
До начала сварочных работ проводят подготовку кромок труб: их зачистку и разделку кромок. Зачистканеобходима во избежание образования большого числа пор в сварном шве. Заключается зачистка в том, что торцовую часть каждой трубы на длине около 1 м очищают от грязи, наледи и снега. Кроме того, на расстоянии 10. 20 мм от торца трубы наружную и внутреннюю поверхности труб, а также их кромки очищают от окалины, ржавчины и грязи до металлического блеска стальными щетками или портативными шлифовальными машинками с абразивными кругами. Разделка кромокзаключается в снятии фаски различной формы с торцов труб с целью обеспечения их полного провара. Разделка может быть односторонней, выполняемой с внешней поверхности трубы (ее делают на заводах по производству труб), и двусторонней, выполняемой снаружи и изнутри.
При сборке стыков труб необходимо обеспечить их соосность, совпадение внутренних кромок и сохранение необходимых зазоров. Для этого при проведении сборочно-центровочных операций применяют специальные устройства - внутренние или наружные центраторы. Наиболее качественную сборку стыков обеспечивает применение внутренних центраторов(рис. 19.10). Они снабжены специальным распорным механизмом, выравнивающим кромки труб. Достоинством внутренних центраторов является то, что стык открыт снаружи и поэтому можно вести сварку без предварительной прихватки. Если центратор достаточно мощный, то с его помощью можно даже устранить овальность концов труб. Внутри труб внутренний центратор перемещают вручную с помощью длинной штанги, либо с использованием электродвигателя.
Наружные центраторы(рис. 19.11) применяются в тех случаях, когда невозможно применение внутренних (например, при сварке захлестов). Они представляют собой многозвенную конструкцию, охватывающую торцы обеих труб снаружи. Стыки, собранные с помощью наружных звенных центраторов, фиксируют с помощью коротких швов длиной 60. 80 мм, называемых прихватками, после чего наружный центратор снимают со стыка и накладывают сплошной шов.
С 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением.Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5. 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев шва по периметру трубы.
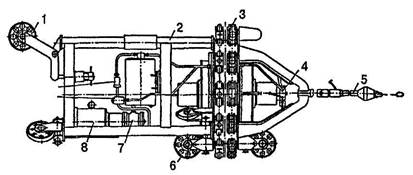
Рис. 1910. Общий вид внутреннего центратора ЦВ-102:
1 - рамки; 2 - рама; 3 - центрирующий механизм; 4 - гидрораспределитель; 5 - штанга; 6 - опорные колеса; 7 - поршневой насос; 8 - электродвигатель постоянного тока; 9 - обратный клапан; 10 - предохранительный клапан
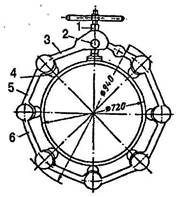
Рис. 9.11. Наружный многозвенный центратор:
1 - натяжной винт; 2 - крестовина; 3 - накидной замок; 4 - рамки; 5,6- звенья
Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север».
Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке.
К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д.
Сварочные работы при строительстве трубопроводов

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА
Монтажные работы. Сварка и контроль ее выполнения
Main pipelines and field pipelines from steel for oil and gas. Assembling. Welding and testing
Дата введения 2019-03-20
Предисловие
Сведения о своде правил
1 ИСПОЛНИТЕЛЬ - Ассоциация "Национальное объединение строителей" (НОСТРОЙ)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПОДГОТОВЛЕН к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России)
6 ВВЕДЕН ВПЕРВЫЕ
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте разработчика (Минстрой России) в сети Интернет
Введение
Настоящий свод правил разработан Ассоциацией "Национальное объединение строителей" (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10,0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 "СНиП 2.05.06-85* Магистральные трубопроводы" (с изменением N 1)
СП 86.13330.2014 "СНиП III-42-80* Магистральные трубопроводы" (с изменениями N 1, 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание - При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования - на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание - Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие "ремонт сварного шва" не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает трехкратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК - автоматизированный визуальный и измерительный контроль;
АУЗК - автоматизированный ультразвуковой контроль;
ВИК - визуальный и измерительный контроль;
Е.О.П. - единица оптической плотности;
КР - компьютерная радиография;
КСС - контрольное сварное соединение;
ЛС - линия сплавления;
МК - магнитопорошковый контроль;
НД - нормативный документ;
НК - неразрушающий контроль;
НО - настроечный образец;
ПВК - контроль проникающими веществами;
РК - радиографический контроль;
СДТ - соединительная деталь трубопровода;
ТПА - трубопроводная и регулирующая арматура;
ТУ - технические условия;
УЗК - ультразвуковой контроль;
ЦP - цифровая радиография;
DN - номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
ЕДИНЫЕ НОРМЫ И РАСЦЕНКИ НА СТРОИТЕЛЬНЫЕ,
МОНТАЖНЫЕ И РЕМОНТНО-СТРОИТЕЛЬНЫЕ РАБОТЫ
РАЗРАБОТАНЫ Центром по научной организации труда и управления в энергетическом строительстве (Энергостройтруд) с использованием нормативных материалов других министерств и ведомств под методическим руководством и при участии Центрального бюро нормативов по труду в строительстве (ЦБНТС) при ВНИПИ труда в строительстве Госстроя СССР.
Технология производства работ, предусмотренная в Выпуске, согласована с проектно-технологическим институтом Энергомонтажпроект, ВНИИМонтажспецстрой.
1. Выпуск содержит нормы на ручную дуговую сварку, прихватку, автоматическую сварку под флюсом и в среде углекислого газа, газовую сварку стыков труб и газовую резку труб, а также термообработку сварных соединений труб.
2. Нормами и расценками настоящего выпуска предусмотрено выполнение сварных соединений трубопроводов с соблюдением требований СНиП 3.05.05-84 "Технологическое оборудование и технологические трубопроводы", СНиП III-4-80 "Техника безопасности в строительстве".
3. Типы сварных соединений приняты в соответствии с ГОСТ 16037-80.
4. Тарификация работ произведена в соответствии с ЕТКС работ и профессий рабочих, вып. 2, разд. "Сварочные работы", утвержденным 16 января 1985 г., а другие работы тарифицируются по соответствующим выпускам и разделам ЕТКС.
5. Нормами выпуска учтена сварка монтажных соединений трубопроводов, скрепленных при сборке прихваткой.
Прихватка, выполняемая при сборке стыков трубопроводов, нормами на сварку не учтена и нормируется дополнительно.
Проварка ранее произведенных неудаляемых прихваток нормами учтена и дополнительной оплате не подлежит.
6. Нормами учтены и дополнительно не оплачиваются переходы рабочих в процессе работы на расстояние до 100 м с переноской сварочных материалов, кабелей, шлангов, инструментов и мелких приспособлений.
7. Обслуживание сварщиком газогенератора (доставка карбида кальция и воды, заправка и т.п.) или сварочного агрегата с двигателем внутреннего сгорания (заправка, пуск, смазка, наблюдение за работой и т.п.) нормами не учтено и, как правило, должно производиться машинистом. При обслуживании сварочного агрегата или газогенератора самим сварщиком Н.вр. и Расц. следует умножать на 1,2 (ВЧ-1).
8. Нормы и расценки настоящего выпуска предусматривают выполнение работ по месту монтажа трубопроводов. При выполнении работ на сборочной площадке или в цехе предмонтажных работ Н.вр. и Расц. следует умножать на 0,9 (ВЧ-2).
9. При выполнении работ в стесненных условиях или в неудобном положении к Н.вр. и Расц. выпуска могут применяться следующие поправочные коэффициенты: при работе в лотках, траншеях, на эстакадах, лесах, подмостях, при работе лежа или в согнутом положении, в случаях затруднительного доступа к свариваемому стыку - до 1,25 (ВЧ-3), при работе с навесных люлек и лестниц, а также с конструкций и оборудования, когда основным средством, предохраняющим от падения с высоты, является монтажный предохранительный пояс - до 1,5 (ВЧ-4).
Наличие указанных условий производства работ и величина поправочного коэффициента должны устанавливаться в каждом отдельном случае актом, утвержденным начальником строительства, строительно-монтажной (ремонтно-строительной) организации или руководителем предприятия, осуществляющего строительство хозяйственным способом, по согласованию с комитетом профсоюза.
10. Нормы и расценки настоящего выпуска рассчитаны на выполнение работ на высоте до 25 м от уровня земли. При работе на высоте св. 25 м Н.вр. и Расц. следует умножать на коэффициенты, помещенные в сборниках на монтаж оборудования.
11. При работе внутри трубопроводов Н.вр. и Расц. настоящего выпуска умножать на:
при диаметре трубопровода до 1 м - 1,5 (ВЧ-5);
при диаметре трубопровода св. 1 м - 1,3 (ВЧ-6);
при работе в боксах (помещениях АЭС) - 1,1 (ВЧ-7).
Наблюдение за сварщиком, работающим внутри трубопровода следует оплачивать дополнительно по ставке монтажника 3 разряда.
12. Нормами учитываются два положения стыков в пространстве: горизонтальное - при вертикальном положении трубопровода и вертикальное - при горизонтальном положении трубопровода.
Сварку стыков трубопроводов, расположенных наклонно к горизонтали, под углом до 45°, следует нормировать как сварку вертикальных стыков, а под углом св. 45° и до 90° - как сварку горизонтальных стыков.
13. Нормами предусмотрены сварка и резка прямых стыков (перпендикулярных к оси трубы). При сварке и резке косых стыков, а также сварке патрубков под углом 45-60° к оси трубопровода Н.вр. и Расц. умножать на 1,15 (ВЧ-8).
14. Приварку к трубам встык арматуры, литых фасонных деталей и фланцев следует нормировать как сварку труб соответствующего диаметра с умножением Н.вр. и Расц. на 1,15 (ВЧ-9).
15. При сварке нескольких близко расположенных ниток трубопроводов, что затрудняет манипулирование электрододержателем при сварке, а также затрудняет наблюдение сварщика за процессом сварки Н.вр. и Расц. умножать на 1,25 (ВЧ-10), при сварке пучка труб Н.вр. и Расц. умножать на 1,4 (ВЧ-11).
16. При сварке, резке и прихватке трубопроводов на местности с уклоном к горизонтали св. 25° Н.вр. и Расц. следует умножать на 1,15 (ВЧ-12).
17. Сварку трубопроводов с подогревом зоны сварки следует нормировать по соответствующим параграфам настоящего выпуска с умножением Н.вр. и Расц. до 1,35 (ВЧ-13). Конкретная величина коэффициента устанавливается на месте в зависимости от производственных условий.
Подогрев зоны сварки нормами на сварку не учтен и нормируется дополнительно.
18. Поворачивание труб в процессе сварки, резки или прихватки Н.вр. и Расц. не предусмотрено и оплачивается особо.
19. При сварке, резке и прихватке труб малых диаметров (до 76 мм) при количестве стыков (или резов) до 10 в одной партии Н.вр. и Расц. соответствующих параграфов умножать на коэффициент до 1,5 (ВЧ-14).
20. При выполнении сварочных и газорезательных работ в болотистой местности Н.вр. и Расц. умножать на коэффициент от 1,1 до 1,2 (ВЧ-15), а в зоне сыпучих песков от 1,1 до 1,15 (ВЧ-16).
21. Расценки выпуска посчитаны без учета доплат за работу с вредными и особо вредными условиями труда.
22. В зависимости от сложности выполняемых работ для каждой нормы приведено несколько расценок, соответствующих разряду работы. Разряды работ указаны по ЕТКС работ и профессий рабочих, вып. 2.
Тарификацию работ следует производить в соответствии с данными, приведенными в таблице:
Сварка в строительстве трубопроводов
Классификация трубопроводов
Такие инженерные сооружения специалисты классифицируют по нескольким основным факторам:
По функциональному назначению:
Магистральные. Прокладываются для транспортировки различных веществ на значительные расстояния. Как правило, по ним перекачивают газ, нефть, воду. Непременно комплектуются насосными станциями.
Технологические. Используются в большинстве промышленных предприятий для обеспечения производственного оборудования необходимым для выполнения технологических процессов жидким и газообразным сырьем, таким как газ, пар, вода, определенные нефтепродукты, сжатый воздух. Также довольно часто такие трубопроводы задействуют для транспортировки изготовленной продукции.
Коммунально-сетевые. С их помощью обеспечивается подача горячей и холодной воды, пара к бытовым потребителям. Такие трубопроводы отличаются достаточно сложным монтажом, так как для их нормального функционирования необходимо множество изгибов, переходов, распределительных соединений.
Судовые и машинные. Их монтируют, как правило, на морских добывающих платформах и крупных судах.
Наземные и надземные. Для прокладки надземных требопроводов используют разнообразные балки, эстакады, опоры, позволяющие гарантированно удерживать трубы над поверхностью грунта.
Подземные. Укладываются в траншеях либо в специальных каналах.
Подводные. Прокладывают по дну озер, рек, морей.
Плавающие. С помощью специальных устройств удерживаются на поверхности воды.
По виду транспортируемого материала:
Газопроводы. Они могут быть как магистральными, так и коммунальными. На пути укладки такого типатрубопроводов обустраивают распределительные станции. Для строительства магистральных газопроводов применяют трубы диаметром до 1,5 метров. А для прокладки коммунальных газопроводов используют трубный металлопрокат с поперечным сечением до 2 дюймов.
Нефтепроводы. С помощью таких магистральных и коммунальных трубопроводов осуществляют доставку к перерабатывающим предприятиям как нефти, так и продуктов ее переработки. Их прокладывают не только наземным, но и подземным, и даже подводным способом.
Водопроводные. Как правило, это коммунальные системы для подачи холодной и горячей воды бытовым и промышленным потребителям. В последнее время все чаще их прокладывают с использованием металлопластиковых труб. Но иногда строят и магистральные.
Канализационные. С их помощью производят из зданий различного назначения отвод жидких хозяйственно-бытовых отходов.
По способности выдерживать определенное давление транспортируемого по трубам материала:
Низкого давления. Прокладываются для передачи жидких и газообразных веществ под давлением до 12 атмосфер.
Среднего давления. Для транспортировки разнообразных продуктов в жидком либо газообразном состоянии с давлением в диапазоне 12…25 атмосфер.
Высокого давления – гарантированно выдерживают давление больше 25 атмосфер. Традиционно это газовые и нефтяные магистральные трубопроводы.
Также трубопроводы могут строиться с учетом необходимости выдерживать определенные температуры, противостоять степени агрессивности передаваемых веществ.
Способы сварки трубопроводов
Магистральные трубопроводы для транспортировки разнообразных материалов сваривают чаще всего с применением дуговых методов сварки. Автоматическая электродуговая сварка под флюсом используется для выполнения больше 60% всех сварных стыков на магистральных трубопровожах. Такая технология наиболее эффективна при сварке поворотных стыков трубопроводов, имеющих диаметры в диапазоне 219…1420 мм.
Для выполнения сложных неповоротных стыков чаще всего пользуют ручную дуговую сварку. Такой способ соединения дает возможность выполнять сварочный процесс в различных пространственных положениях.
Большой популярностью при строительстве нефтепроводов и газопроводов пользуется механизированный способ сварки с применением порошковой проволоки, позволяющей получать правильную геометрию сварочного шва в различных пространсвенных положениях. Такая технология сварки трубопроводов дает возможность оптимизировать затраты на их строительство. Механизированный сварочный процесс позволяет повысить производительность и осуществлять сварку со скоростью 30…60 см/мин, а при ручной дуговой сварке этот показатель составляет около 10…20 см/мин .
Требования к подготовки трубы перед сваркой
Получить качественное неразъемное соединение можно лишь при условии хорошей подготовки торцев свариваемых труб. Традиционно для этого необходимо произвести следующие операции:
Выполняется правка торца каждого трубного изделия, подвергающегося сварке. В результате такой процедуры конец трубы должен иметь правильную круглую форму и перпендикулярную поферхность относительно продольной оси трубы. После транспортировки возможны деформации различной степени. Такой процесс правки и торцевания производят с использованием разнообразного механического, гидравлического, пневматического оборудования. При сварке труб большого диаметра также производят снятие фаски на торце перед сваркой. Это позволяет получить качественное проплавление и формирование геометрии сварного шва.
Произвести зачистку концов труб от ржавчины, масляных и других видов загрязнений. Получить сварочный стык с высокими механическими и прочностыми характеристиками можно лишь при сварке подготовленных чистых поверхностей свариваемого металла. Метод очистки в каждом конкретном случаем нужно подбирать с учетом вида загрязнения. Для удаления органических и маслянистых загрязнений применяют специальные обезжиривающие составы. С помощью стальных щеток либо абразивных кругов удаляют ржавчину и коррозионностойкие покрытия, изоляцию в случае их наличия.
После подготовки торцев труб и применяемых сварочного оборудвования можно приступать к монтажу трубопровода.
Читайте также: