Сварочные свойства источников питания
Обновлено: 05.07.2024
Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддержания ее горения; дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание. Во время горения дуги напряжение ее меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания (для ручной дуговой сварки):
1. Напряжение холостого хода должно быть в 2 - 3 раза выше напряжения дуги. Это необходимо для легкого зажигания дуги; в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50 - 70 В. ГОСТ устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В - постоянного тока.
2. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если
где Iк.з - сила тока короткого замыкания;
Iсв - сила сварочного тока.
В некоторых случаях это отношение может достигать 2.
3. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки.
4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
5. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть (приблизительно) от 30 до 130% к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров.
Требования к источникам, предназначенным для питания других процессов сварки, отличаются от приведенных выше. Например, в источниках питания для полуавтоматической сварки в защитных газах напряжение холостого хода должно практически равняться напряжению дуги.
Выбор источника питания зависит от вида вольт-амперной характеристики сварочной дуги (см. гл. III).
Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока (рис. 110).
Источники питания могут иметь следующие виды внешних характеристик: крутопадающую (1), пологопадающую (2), жесткую (3) и возрастающую (4) (рис. 110). Крутопадающая характеристика применима для ручной дуговой сварки, пологопадающая - для автоматической и полуавтоматической сварки под флюсом, жесткая и возрастающая - для сварки в защитных газах.

Рис. 110. Виды внешних вольт-амперных характеристик источников питания дуги: 1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 - возрастающая
Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т. е, когда Uдуги=Uист.
На рис. 111 показана крутопадающая внешняя характеристика источника питания и пересекающаяся с ней статическая характеристика дуги длиной L1. Точка А характеризует устойчивое горение дуги, так как Uдуги=Uист. В случае уменьшения сварочного тока напряжение источника, как видно из графика, станет больше напряжения дуги (точка 5); при этом токе устойчивой была бы дуга длиной L2. Ток увеличится до того значения, которое он имел в точке А. При увеличении сварочного тока напряжение источника станет меньше напряжения дуги (точка С), поэтому ток уменьшится до первоначального значения (точка А).

Рис. 111. Статистические характеристики дуги длиною L1, L2 и L3
Для устойчивого горения дуги, имеющей возрастающую статическую характеристику, требуется жесткая характеристика источника питания.
Динамическая характеристика источника питания. Источник питания дуги должен быстро реагировать на изменение тока и напряжения в дуге, происходящее в процессе плавления электрода; это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время и есть динамическая характеристика источника. Оно не должно превышать 0,05 с на 25 В. Динамические свойства источника питания в основном определяются взаимной индуктивностью обмоток возбуждения, качеством сердечника и обмоток трансформатора. Повышенные динамические свойства источника питания обеспечивают спокойный перенос электродного металла, уменьшение разбрызгивания металла и шлака при сварке и улучшение качества шва.

Режим работы источника питания. Работа источника питания обычно происходит с чередующимися включениями и выключениями нагрузки (например, во время смены электрода, очистки шва от шлака, переходах и т. д.) и характеризуется продолжительностью работы (ПР) или продолжительностью включения (ПВ). Это позволяет допускать временную перегрузку источника. Обе эти величины выражаются в процентах:
где tсв - время сварки, tx.x - время холостого хода, tп - время паузы.
Практически ПР=ПВ. Для расчета ПР или ПВ берется время цикла сварки tц=tсв+tx.x=tсв+tп=5 мин (иногда принимают t=10 мин).
Как правило, для ручной сварки tсв=3 мин, tп=2 мин.
В паспорте каждого источника питания указывается величина номинального сварочного тока (Iн) и номинальное значение продолжительности работы ПРн (или ПВн). Номинальный (расчетный) ток определяется допустимым нагревом основных частей источника. Максимально допустимый сварочный ток определяется по формуле
где ПРд - допустимое значение ПР.
Пользуясь этой формулой, можно всегда правильно использовать источник без перегрузки (без перегрева).
Пример 1. Определить допустимый сварочный ток для источника, в паспорте которого приведены Iн=500 А и ПРн=65%, если источник работает непрерывно более 10 мин, т. е. ПР=100 %.
Таким образом, данный источник питания может работать непрерывно при сварочном токе не более 400 А.
Пример 2. Определить допустимый ЯРД сварочного трансформатора при токе 1200 А, если по паспорту Iн= 1000 А и ПРн=75%. Из приведенной выше формулы:
Данный трансформатор можно применять для сварки током 1200 А, но при ПР не более 52%.
Величина номинальных токов в источниках питания. В соответствии с ГОСТ 10594 - 74 оборудование для дуговой сварки должно изготавливаться на номинальные токи: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500; 3150; 4000; 5000 А.
Для ручной и полуавтоматической сварки обычно пользуются источниками с номинальным током до 500 А.
Сварочные трансформаторы
Общие требования к трансформаторам: напряжение холостого хода не должно превышать 80 В, регулирование тока должно осуществляться по возможности плавно.
В Советском Союзе применяются сварочные трансформаторы двух групп: I - с нормальным магнитным рассеянием и реактивной катушкой (дросселем); реактивная катушка может располагаться на отдельном магнитопроводе (трансформаторы типа СТЭ - сварочный трансформатор завода "Электрик") или на общем магнитопроводе (трансформаторы типа СТН-сварочный трансформатор В. П. Никитина); II - с увеличенным магнитным рассеянием (трансформаторы типов ТС - трансформатор сварочный, ТСК - с конденсатором, ТД - трансформатор дуговой, СТАН - сварочный трансформатор Академии наук и СТШ - сварочный трансформатор шунтовой).
Технические данные трансформаторов для ручной сварки приводятся в табл. 50. Электрические принципиальные схемы трансформаторов даны на рис. 112 - 115. Устройства, создающие падающую вольт-амперную характеристику трансформатора, обеспечивают устойчивое горение дуги и регулирование сварочного тока. Эти устройства представляют собой дроссель (рис. 112, 113), магнитный шунт (рис. 114) и механизм перемещения вторичной обмотки (рис. 115).

Рис. 112. Электрическая схема сварочного трансформатора типа СТЭ: I, II, III - первичная, вторичная и реактивная обмотки; П - подвижный пакет сердечника дросселя, S - воздушный зазор в сердечнике

Рис. 113. Электрическая схема сварочного трансформатора типа СТН: I, II, III - первичная, вторичная и реактивная обмотки; П - подвижный пакет сердечника дросселя, S - воздушный зазор в сердечнике

Рис. 114. Электрические схемы сварочных трансформаторов СТАН (а) и СТШ (б): I - первичная обмотка, II - вторичная обмотка основная, III - вторичная обмотка реактивная; 1 - магнитный шунт, 2 - винтовой механизм

Рис. 115. Электрическая схема трансформатора типа ТСК: I - первичная обмотка, II - вторичная обмотка подвижная, С - конденсатор

50. Технические данные некоторых сварочных трансформаторов
Примечания: 1. В скобках указаны пределы регулирования сварочного тока в дополнительном диапазоне. 2. Для трансформаторов типа СТЭ указана масса трансформатора и дросселя.
Создание падающей вольт-амперной характеристики. Для зажигания дуги требуется повышенное напряжение по сравнению с напряжением дуги. Во вторичной обмотке сварочного трансформатора индуктируется постоянная электродвижущая сила, Она равна напряжению на зажимах сварочной цепи.
При нагрузке ток вторичной обмотки создает магнитный поток в сердечнике дросселя (или трансформатора). Этот магнитный поток индуктирует э. д. с. самоиндукции или реактивную э. д. с. рассеяния. В обоих случаях это приводит к образованию индуктивного сопротивления в сварочной цепи и падению напряжения на дуге, т. е. к созданию падающей характеристики. Распределение э. д. с. источника питания в цепи показано на рис. 116.

Рис. 116. Схема образования внешней характеристики: 1 - напряжение во вторичной обмотке сварочного трансформатора, 2 - падающая характеристика источника питания, 3 - статическая характеристика дуги, 4 - точка устойчивого горения дуги
Улучшение устойчивости горения дуги. В процессе перехода капли электродного металла на изделие происходит короткое замыкание. Время восстановления напряжения после перехода капли для повторного зажигания дуги, а также после перехода тока через нулевое значение зависит от величины угла сдвига фаз между током и напряжением в сварочной цепи. На рис. 117, 118 показаны кривые изменения тока и напряжения в зависимости от времени при сварке с активным и индуктивным сопротивлением (со сдвигом фаз между током и напряжением). При одном активном сопротивлении при сварке 1 происходят перерывы в горении дуги в каждом периоде. Время перерыва можно уменьшить различными способами, например увеличением напряжения холостого хода сварочного трансформатора (этот способ не используется ввиду опасности для сварщика) или путем снижения напряжения, необходимого для зажигания дуги. Второй способ связан с применением электродных покрытий, имеющих особые технологические свойства. Такие покрытия еще не разработаны. При работе на сварочных токах более 250 А напряжение холостого хода может быть снижено и, следовательно, повышена устойчивость дуги.
1 (Дуга представляет собой практически чисто активное сопротивление.)
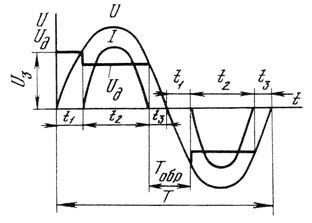
Рис. 117. Кривые изменения напряжения и тока дуги при активном сопротивления в цепи: U, U3, Uд - напряжение источника, зажигания, дуги; t - время; I - сила тока, Т - время полного периода синусоидального напряжения источника; Тобр - время обрыва дуги
Время перерыва можно уменьшить применением тока повышенной частоты. Этот способ иногда находит применение в сварочной практике. В этом случае пользуются преобразователями с генераторами повышенной частоты, например, типа ПС-100-1 с частотой тока 480 Гц. Время перерыва уменьшится во столько раз, во сколько раз увеличится частота тока и горение дуги становится устойчивым.
Сварочная дуга, горящая на переменном токе со значительной индуктивностью в цепи (рис. 118), не имеет перерывов, так как э, д, с. самоиндукции поддерживает ее горение, Для того чтобы величина э. д, с, самоиндукции была достаточной для поддержания горения дуги в момент снижения напряжения источника, необходим определенный угол сдвига фаз ср между током и напряжением, Устойчивое горение дуги на любых сварочных токах обеспечивается при cos φ=0,35-0,6,

Рис. 118. Кривые изменения напряжения и тока дуги при введении индуктивного сопротивления в цепь: U, U3, Uд - напряжение источника, зажигания, дуги; t - время, I - сила тока, Т - время полного периода синусоидального напряжения источника, Ф - угол сдвига фаз между напряжением источника и током
Регулирование сварочного тока. Изменение величины сварочного тока можно производить следующими способами:
изменением величины вторичного напряжения холостого хода трансформатора секционированием числа витков первичной или вторичной обмоток;
изменением величины индуктивного сопротивления сварочной цепи.
Оба способа следуют из закона Ома для цепи переменного тока:
или, если пренебречь активным сопротивлением R ввиду его малой величины.
Первый способ применяется лишь как дополнительный, например, для получения двух диапазонов тока, а также в трансформаторах с жесткой вольт-амперной характеристикой. Наиболее широко применяется второй способ - изменение индуктивного сопротивления, Этот способ дает возможность плавно регулировать величину сварочного тока.
В трансформаторах типа СТЭ и СТН регулирование тока осуществляется изменением воздушного зазора в магнитопроводе дросселя (рис. 112, 113), При вращении регулировочной ручки дросселя по часовой стрелке воздушный зазор увеличивается, магнитный поток уменьшается, индуктивное сопротивление становится меньше и ток увеличивается.
Вращением рукоятки дросселя против часовой стрелки достигается уменьшение зазора, увеличение индуктивного сопротивления и уменьшение тока.
В трансформаторе типа СТАН ступенчатое регулирование производится изменением числа витков реактивной части вторичной обмотки, а плавное регулирование - перемещением магнитного шунта, При выдвижении магнитного шунта из сердечника магнитный поток рассеяния трансформатора и индуктивное сопротивление уменьшаются, вследствие чего сварочный ток возрастает (рис. 114, а), В трансформаторах типа СТШ магнитный шунт конструктивно выполнен из двух половин, расходящихся в противоположные стороны (рис. 114, б). Когда шунт полностью сдвинут в сердечник, магнитный поток рассеяния и реактивная э, д. с, рассеяния максимальны, а сварочный ток минимален, В трансформаторах с подвижными обмотками (типа ТД, ТСК или ТС) плавное регулирование производится перемещением вторичной обмотки. При увеличении расстояния между обмотками поток рассеяния увеличивается, индуктивное сопротивление возрастает, а ток снижается (рис. 115).
Конструкции сварочных трансформаторов. Широко используются облегченные сварочные трансформаторы (переносные), которые предназначены для работ на строительных и монтажных площадках. Эти трансформаторы рассчитаны на выполнение коротких швов и прихваток, т. е. для работы при ПР=20%. К таким, трансформаторам относятся ТСП-1 - на сварочный ток 105, 145, 160 и 180 А, масса его 37 кг; ТСП-2 и ТСП-2у2 - на ток от 90 до 300 А, масса 65 кг; СТШ-250 - на ток от 70 до 250 А, масса 44 кг; ТДП-1 - на ток от 55 до 175 А, масса 38 кг. Небольшая масса этих трансформаторов достигнута за счет применения для сердечников стали с высокой магнитной проницаемостью, особой изоляции обмоток и понижения (до 20%) ПР.
Для монтажных работ выпускается также трансформатор ТД-304, рассчитанный на ПР=50%, токи от 60 до 385 А, с подвижной вторичной обмоткой. Трансформатор имеет обмотки с теплостойкой и влагостойкой изоляцией и может комплектоваться приставкой РТД-2 для дистанционного регулирования сварочного тока. Масса трансформатора (установлен на салазки) - 137 кг.
Промышленностью выпускаются бытовые сварочные аппараты АДЗ-101 и ТД-101, предназначенные для ручной дуговой сварки стали толщиной до 2 мм покрытыми электродами марки ОЗС-9 диаметром 2 мм с повышенными ионизирующими свойствами. Первичный ток - 15 А, номинальный сварочный ток - 50 А, потребляемая мощность - 1,85 кВт, масса аппарата - 20 кг.
Осцилляторы предназначены для облегчения зажигания и стабилизации дуги переменного тока при сварке неплавящимся (вольфрамовым) электродом и покрытыми электродами с низкими ионизирующими свойствами. Этот прибор создает переменный ток высокой частоты 250 - 300 кГц с высоким напряжением (более 2500 В). Ток высокой частоты при таком высоком напряжении не представляет большой опасности для сварщика, так как может вызвать лишь поверхностные ожоги кожи.
Осцилляторы включаются параллельно или последовательно с дугой. В сварочной цепи с осциллятором дуга возбуждается без предварительного замыкания электрода с изделием (на расстоянии 1 - 3 мм от электрода до изделия), поэтому их целесообразно включать при сварке на малых токах.
Основные требования к источникам питания сварочной дуги
Назначение и основные типы источников питания. История развития, современное состояние и перспективы развития источников. Классификация и обозначение источников питания сварочной дуги в зависимости от способа сварки. Технологические, динамические и эксплуатационные требования к ИП дуги.
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров. Они не только обеспечивают процесс сварки электрической энергией, но оказывают существенное влияние на характер протекания процесса сварки (на качество и производительность).
Простейшие приемы сварки были известны ещё до нашей эры. В основном сварке в то время подвергались изделия из меди: они предварительно подогревались, а затем сдавливались. Тогда применялась так называемая литейная сварка. Соединяемые детали заформовывали, подогревали и место соединения заливали заранее приготовленным расплавленным металлом. Изделия из железа и его сплавов получали их нагревом до «сварочного жара» в кузнечных горнах с последующей проковкой. Это способ известен под названием горновая или кузнечная сварка.
Способы сварки развивались очень медленно. Резкий перелом в этой области техники наступил в конце ХIХ - начале ХХ века. В 1802 г. русский ученый академик В.В. Петров впервые открыл и исследовал явление дугового разряда. В классическом труде «Известие о гальванивольтовских опытах», опубликованной им в 1803 г., описано плавление металла дуговым разрядом. Дуговой разряд, как источник тепла высокой температуры и света высокой яркости, не сразу получил практическое применение из-за отсутствия достаточных мощных и экономичных источников тока для питания дуги. Такие источники появились лишь в конце XIX века.
В 1882 г. русский инженер Н.Н. Бенардос изобрел способ электродуговой сварки неплавящимся угольным электродом. Своему изобретению Н.Н. Бенардос дал название «Электрогефест». В 1986 г. он получил русский патент «Способ соединения и разъединения металлов непосредственным действие электрического тока». Н.Н. Бенардос разработал технологию дуговой сварки и типы сварных соединений, применяемых и в настоящее время (встык, внахлестку и др.). При сварке металла значительных толщин он применял скос кромок. Подготовка кромок при сварке тонких листов заключалась в отбортовке их краев. Для улучшения качества сварки им применялись флюсы: при сварке сталей – кварцевый песок, мрамор, при сварке меди – бура и нашатырь.
Созданию газовой сварки способствовали исследования процессов горения газовых смесей французским ученым Анри Луи Ле Шателье. В 1895 г. он доложил французской академии наук о получении им высокотемпературного пламени при сжигании смеси ацетилена и кислорода. К началу ХХ века относятся первые попытки применения для сварки и резки горючих газов в смеси с кислородом. Первую ацетилено-кислородную горелку сконструировал Эдмонд Фуше, который получил на нее патент в Германии в 1903г. В 1904 во Франции была обнаружена возможность использования ацетилено-кислородной горелки для резки. Впервые газовая сварка демонстрировалась в 1906г. в Московском техническом училище. С 1911г. пионером развития автогенного дела в России являлся завод «Перун» в Петербурге, на котором изготавливалась некоторая аппаратура для газовой сварки и резки и обучались первые газосварщики.
Уже в начале 20-х гг. ХХ столетия под руководством профессора В.П.Вологдина на Дальнем Востоке производили ремонт судов дуговой сваркой, а также изготовление сварных котлом, а несколько позже – сварку судов и ответственных конструкций.
Развитие и промышленное применение сварки требовало разработки и изготовления надёжных источников питания, обеспечивающих устойчивой горение дуги. Такое оборудование – сварочный генератор СМ-1 и сварочный трансформатор с нормальным магнитным рассеянием СТ-2 – было изготовлено впервые в 1924 году Ленинградским заводом «Электрик». В том же году советский учёный В.П. Никитин разработал принципиально новую схему сварочного трансформатора типа СТН. Выпуск таких трансформаторов заводом «Электрик» начал с 1927г.
В 1928 году учёный Д.А. Дульчевский изобрёл автоматическую сварку под флюсом.
Новый этап в развитии сварки относится к концу 30-ых годов: коллективом института электросварки АН УССР под руководством академика Е.О.Патона был разработан промышленный способ автоматической сварки под флюсом. Его внедрение в производство началось с 1940г. Сварка под флюсом сыграла огромную роль в годы войны при производстве танков, самоходных орудий и авиабомб. Позднее был разработан способ полуавтоматической сварки под флюсом.
В конце 40-ых годов получила промышленное применение сварка в защитном газе. Коллективами Центрального научно-исследовательского института технологий машиностроения и Института электросварки имени Е.О. Патонова разработана и в 1952 году внедрена полуавтоматическая сварка в углекислом газе.
Огромным достижением сварочной техники явилась разработка коллективом ИЭС в 1949 году электрошлаковой сварки, позволяющей сваривать металлы практически любой толщины.
Быстрое развитие промышленности и всех отраслей техники вызвало появление новых средств нагрева, пригодных для сварки металлов, таких как, термитные смеси, электронный луч, лазер, высокотемпературная плазма, ультразвук и других новых эффективных способов сварки.
· Существующие к настоящему моменту времени источники питания сварочной дуги можно классифицировать по разным признакам (Рис. 1.1).
По первому признаку источники питания классифицируются в соответствии со способом производства энергии: преобразуется ли она из силовой сети питания (что имеет место в трансформаторах, выпрямителях и электронных источниках питания) или вырабатывается самими источниками питания (как это имеет место в случае использования генераторов).
По второму признаку источники питания классифицируются в соответствии со способом преобразования электрической энергии:
- путем использования трансформаторов, которые преобразуют относительно высокое напряжение силовой сети в более низкое напряжение для сварки переменным током;
- путем использования сварочных выпрямителей, состоящих из трансформатора (для понижения напряжения силовой сети) и блока выпрямления для преобразования переменного тока в постоянный;
- путем использования электронных источников питания (например, сварочных инверторов);
- путем использования сварочных преобразователей, состоящих из сварочного генератора, вращение ротора которого обеспечивается электрическим двигателем;
- путем использования сварочных агрегатов, состоящих из сварочного генератора, вращение ротора которого обеспечивается двигателем внутреннего сгорания (строго говоря, в агрегате происходит преобразование не электрической энергии, а механической в электрическую).
Третьим классификационным признаком является способ получения энергии: источники питания могут быть зависимыми (все кроме агрегатов, т.к. получают энергию от стационарной электрической сети) и автономными (агрегаты, т.к. их генератор подсоединен к двигателю внутреннего сгорания).
По четвертому признаку источники питания классифицируются в соответствии со способом регулирования параметров сварки. В трансформаторах, выпрямителях это может быть выполнено с помощью подвижных катушек, подвижных магнитных шунтов, секционированием витков вторичной обмотки и другими способами.
Пятым классификационным признаком является род тока сварки, который обеспечивают источники питания: переменный (AC), постоянный (DC) или оба, как AC, так и DC (комбинированные источники питания).
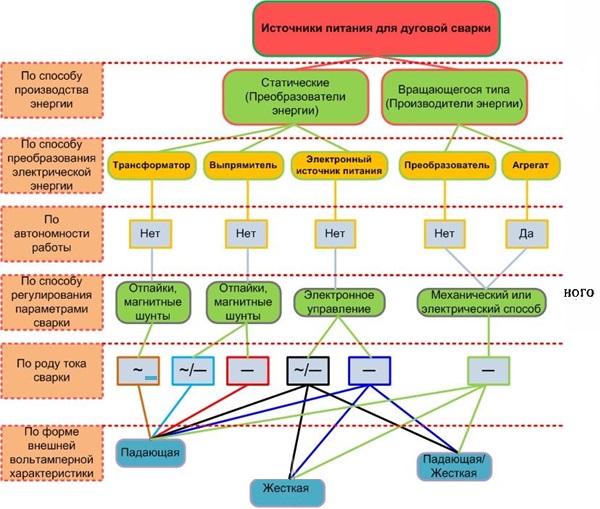
Рис. 1.1 Классификация источников питания
По шестому классификационному признаку источники питания классифицируются в соответствии с формой внешней (статической) вольт-амперной характеристики (ВВАХ). Внешней вольтамперной характеристикой источника питания является зависимость среднего значения напряжения на клеммах источника от силы тока в сварочной цепи. Она может быть либо падающей (CC - constant current), либо жесткой (CV - constant voltage). И в том и другом случаях эти определения не совсем точны и являются условными, принятыми в сварочной практике.
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ). Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Основные требования к источникам питания сварочной дуги
К источникам питания предъявляются следующие требования:
1. Внешняя характеристика источника питания должна соответствовать статической (вольтамперной) характеристике дуги.
2. Напряжение холостого хода должно быть достаточным для легкого зажигания дуги, но не превышающим нормы техники безопасности. Величина напряжения холостого хода зависит от конструкции и назначения сварочного агрегата и составляет (60 ÷ 80) В.
3. Источник должен обладать хорошими динамическими свойствами. С увеличением длины дуги рабочее напряжение должно быстро возрастать, а с уменьшением - быстро падать. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 0,05 с, а по требованиям минимального разбрызгивания металла - 0,01-0,02 с.
4. Ток короткого замыкания не должен быть чрезмерно велик во избежание перегрева электрода, оплавления покрытия и разбрызгивания металла, но не должен быть и слишком мал, чтобы не затруднять повторное зажигание дуги. Поэтому для источников сварочного тока принято следующее соотношение между током короткого замыкания и рабочим током:
5. Мощность источника сварочного тока должна быть достаточной для выполнения сварочных работ соответствующим способом.
6. Источник должен иметь устройство для плавного регулирования силы тока.
Тема 1.2. Характеристики сварочной дуги.
Электрические процессы в дуге. Модель сварочной дуги и распределение потенциала по ее длине. Анодная и катодная области, столб дуги. Вольт-амперные характеристики (ВАХ): статические и динамические. Способы их определения. Влияние изменения длины дуги на ВАХ.
При размыкании электрической цепи возникает электрический разряд в виде электрической дуги.Для появления электрической дуги достаточно, чтобы напряжение на контактах было выше 10 В при токе в цепи порядка 0,1 А и более. При значительных напряжениях и токах температура внутри дуги может достигать 3 - 15 тыс.°С, в результате чего плавятся контакты и токоведущие части.
При напряжениях 110 кВ и выше длина дуги может достигать нескольких метров. Поэтому электрическая дуга, особенно в мощных силовых цепях, на напряжение выше 1 кВ представляет собой большую опасность, хотя серьезные последствия могут быть и в установках на напряжение ниже 1 кВ. Вследствие этого электрическую дугу необходимо максимально ограничить и быстро погасить в цепях на напряжение как выше, так и ниже 1 кВ.
Процесс образования электрической дуги может быть упрощенно представлен следующим образом. При расхождении контактов вначале уменьшается контактное давление и соответственно контактная поверхность, увеличиваются переходное сопротивление( плотность тока и температура — начинаются местные (на отдельных участках площади контактов) перегревы, которые в дальнейшем способствуют термоэлектронной эмиссии, когда под воздействием высокой температуры увеличивается скорость движения электронов и они вырываются с поверхности электрода.
В момент расхождения контактов, то есть разрыва цепи, на контактном промежутке быстро восстанавливается напряжение. Поскольку при этом расстояние между контактами мало, возникает электрическое поле высокой напряженности, под воздействием которого с поверхности электрода вырываются электроны. Они разгоняются в электрическом поле и при ударе в нейтральный атом отдают ему свою кинетическую энергию. Если этой энергии достаточно, чтобы оторвать хотя бы один электрон с оболочки нейтрального атома, то происходит процесс ионизации.
Образовавшиеся свободные электроны и ионы составляют плазму ствола дуги, то есть ионизированного канала, в котором горит дуга и обеспечивается непрерывное движение частиц. При этом отрицательно заряженные частицы, в первую очередь электроны, движутся в одном направлении (к аноду), а атомы и молекулы газов, лишенные одного или нескольких электронов, — положительно заряженные частицы — в противоположном направлении (к катоду). Проводимость плазмы близка к проводимости металлов.
Определение:
Сварочная дуга – это установившийся мощный электрический разряд в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов и других защитных средств.
Носителями электричества в сварочной дуге являются электроны и ионы. Электрическая проводимость дугового промежутка обеспечивается тем, что под действием электрического поля между катодом и анодом отрицательно заряженные электроны движутся к аноду, а положительно заряженные ионы – к катоду. Но основными носителями электричества в сварочной дуге, по большей части и определяющими ее проводимость, являются электроны.
В стволе дуги проходит большой ток и создается высокая температура. Такая температура ствола дуги приводит к термоионизации — процессу образования ионов вследствие соударения молекул и атомов, обладающих большой кинетической энергией при высоких скоростях их движения (молекулы и атомы среды, где горит дуга, распадаются на электроны и положительно заряженные ионы). Интенсивная термоионизация поддерживает высокую проводимость плазмы. Поэтому падение напряжения по длине дуги невелико.
В электрической дуге непрерывно протекают два процесса: кроме ионизации, также деионизация атомов и молекул. Последняя происходит в основном путем диффузии, то есть переноса заряженных частиц в окружающую среду, и рекомбинации электронов и положительно заряженных ионов, которые воссоединяются в нейтральные частицы с отдачей энергии, затраченной на их распад. При этом происходит теплоотвод в окружающую среду.
Таким образом, можно различить три стадии рассматриваемого процесса: зажигание дуги, когда вследствие ударной ионизации и эмиссии электронов с катода начинается дуговой разряд и интенсивность ионизации выше, чем деионизации, устойчивое горение дуги, поддерживаемое термоионизацией в стволе дуги, когда интенсивность ионизации и деионизации одинакова, погасание дуги, когда интенсивность деионизации выше, чем ионизации.
Режимы работы источников питания
Требования к источникам питания. Основное требование к сварному соединению - его качество, т. е. источник питания должен обеспечивать необходимый процесс сварки и обладать высокими технологическими и технико-экономическими показателями.
Технологические показатели источника питания определяют его возможность обеспечивать необходимые характеристики процесса. Это в свою очередь определяется статическими и динамическими характеристиками источника и нелинейного участка цепи (дуги, сварочная ванна).
Статические свойства источника определяются внешней вольтамперной характеристикой (зависимостью выходного напряжения от силы тока нагрузки) и соответствием ее статической вольтамперной характеристике дуги. Устойчивость энергетической системы «источник - дуга - сварочная ванна» (И-Д-В) зависит от взаимного расположения этих характеристик и их видов.
Динамические свойства влияют на протекание переходных процессов в системе И-Д-В при резких изменениях проводимости нагрузки (холостой ход - короткое замыкание, капельный перенос металла, перемещение активных пятен на электродах, колебания напряжения сети (Uc), неравномерность скорости подачи электродной проволоки (Уп.п.) и т. д.).
Технико-экономические показатели:
а) коэффициент полезного действия КПД = Sполезн/Sзатр - отношение полной полезной мощности (выходной мощности) к полной затраченной (потребляемой из электрической сети);
б) коэффициент мощности cosφ = P/S - отношение активной мощности (Вт) к полной мощности (ВА);
д) эргономические показатели (удобство обращения с объектом);
е) соответствие требованиям техники безопасности.
Показатели «а» и «б» существенно влияют на энергопотребление.
Режимы работы источников питания
Любой источник питания рассчитывается на определенную нагрузку, которая не вызывает его нагрев выше допустимого. Источник рассчитывается на работу в номинальном режиме (IH, UH, РН, режим работы), величины записываются на источнике и в паспорте машины.
При работе источник нагревается (обмотки - за счет тепла, выделяющегося при протекании тока по ним, сердечник - от потерь на перемагничивание и вихревых токов ФУКО). Для источников питания определено три режима работы:
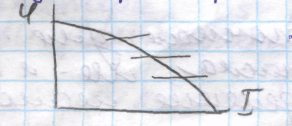
1 Длительный (продолжительный). Если мощность Р, потребляемая от сети, после включения источника постоянна в течение длительного времени, то после включения источника температура источника увеличивается пока не достигнет установившейся температуры Ту (рисунок 1.1, пунктирная кривая), когда приход тепла сравняется с отдачей тепла.
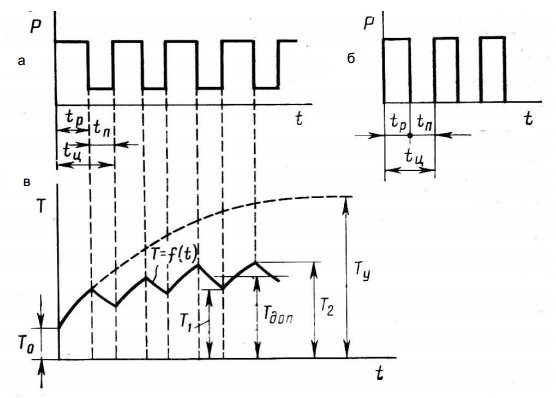
Рисунок 1.1 - Режимы работы источников питания а - перемежающийся; б - повторно-кратковременный; в - средняя величина (Тдоп)
При расчете подобных систем делается ряд допущений (весь источник нагревается одновременно, теплоотдача в окружающую среду постоянна).
2 Перемежающийся режим. При работе источника в этом режиме (рисунок 58.а) нагрузка (сварка) чередуется с паузой, в паузе источник не отключается от сети (ручные способы сварки). За время
работы tp температура источника не успевает достигнуть установившейся температуры Ту, а за время паузы tп источник не успевает охладиться до температуры окружающей среды Т0.
По истечении некоторого времени температура источника становится равной средней между максимальным значением Т2 и минимальным Т1 (рисунок 58.в). Обычно эта средняя величина принимается за допустимую температуру Тдоп.
Перемежающийся режим характеризуется параметром «Продолжительность нагрузки, ПН», %. Это относительная продолжительность нагрузки за время цикла (tц = tp+tп).
ПН% = (tp/ tp+tп) *100
Время цикла обычно указывается в паспорте источника, если нет, то для источников ручной дуговой сварки tц = 5 мин, для источников механизированной сварки и универсальных источников - tц = 10 мин.
3 Повторно-кратковременный режим отличается от перемежающегося тем, что во время пауз источник отключается от сети. Режим характеризуется параметром «Продолжительность включения, ПВ», %.
ПН% = (tв/ tв+tп) *100
Так как источники реально редко работают в номинальном режиме, то для определения режимов работы и токов при работе на других режимах используется соотношение, основанное на законе Джоуля-Ленца:
I1 2 *ПН1 = I2 2 *ПН2.
Из этой формулы следует:
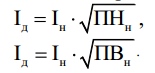
1) Если значение ПВ или ПН отличается от номинального ПВн или ПНн (указанного в паспорте источника), то величина сварочного тока, соответствующая этому значению ПВ или ПН, определяется:

2) Для определения режима работы (ПН или ПВ) для токов, отличных от номинального:

Если определяется режим работы для тока, отличного от номинального в меньшую сторону, то формула справедлива. Если в большую сторону, то при этом не нужно забывать, что максимальная величина силы тока ограничивается возможностью источника. На практике максимальная величина силы тока источника обычно не превышает 1,2 от номинальной.
3) Длительные токи, т. е. токи при длительном режиме работы (ПН или ПВ равно 100 %), если известны паспортные (номинальные) параметры источника, можно определить по формулам:
Структура обозначений источников питания. Буквенно-цифровое обозначение источников питания представлено на рисунке 1.2.
Первая буква - сокращенное название изделия (А - агрегат, В - выпрямитель, И - источник питания, П - преобразователь, Т - трансформатор ).
Вторая буква - вид сварки (Д - дуговая, Ш - шлаковая, П - плазменная).
Третья буква (буквы) - способ сварки: Д - ручная штучными электродами; ДО - открытой дугой; ДФ - под флюсом; ДГ - защитные газы (два раза буква Д не ставится).
Дополнительно в буквенной части могут быть: буква «М» - многопостовые (однопостовые не имеют дополнительного обозначения), буквы «Б» или «Д» - вид двигателя (бензиновый или дизельный) для агрегатов с приводом от двигателя внутреннего сгорания, вид внешней характеристики (П, Ж, У ), И - импульсный источник.
Первые одна или две цифры - значение номинального сварочного тока, округленного до сотен ампер, две последние цифры - номер разработки.

Рисунок 1.2 - Структура обозначений источников питания
Далее буквы и цифры - климатическое исполнение и категория размещения по ГОСТ 15150.
Источники, поставляемые в места с умеренным климатом - У, тропическим климатом - Т, умеренно холодным климатом - УХЛ.
Категории размещения, т. е. источники могут эксплуатироваться в:
4 - закрытых помещениях с искусственным микроклиматом;
3 - закрытых помещениях с естественной вентиляцией;
2 - в помещениях со свободным доступом воздуха;
1 - на открытом воздухе.
Пример: ВДМ-1001 У3 (выпрямитель для дуговой сварки, многопостовый, с номинальной силой тока 1000 А, номер разработки - 01, климатическое исполнение У, категория размещения 3).
Классификация источников питания.
Источники питания классифицируются:
1) По роду тока: переменного и постоянного тока.
2) По виду внешних характеристик: с падающей, пологопадающей, жесткой, пологовозрастающей характеристикой (основные виды).
3) По способу получения энергии: зависимые (получающие энергию от стационарной электрической сети) и автономные (используется двигатель внутреннего сгорания).
4) По количеству постов: однопостовые и многопостовые.
5) По применению: общепромышленные (для ручной дуговой сварки и механизированной под флюсом низкоуглеродистых сталей толщиной более 1 мм.) и специализированные (для сварки легких сплавов, особо тонких изделий, сжатыми и импульсными дугами).
Вид внешних характеристик источника определяется особенностями сварочного процесса:
- для РДС штучными электродами, аргонодуговой сварки, механизированной под слоем флюса на автоматах со скоростью подачи проволоки, зависящей от напряжения дуги Уп.п. = f (Цд), используются источники с падающей характеристикой. В этом случае источник работает как регулятор тока.
- при механизированной сварке под флюсом с постоянной скоростью подачи сварочной проволоки используется ЖВХ (пологопадающие). Крутизна характеристик разная: большая - для аргоно-дуговой сварки, более пологие характеристики - для РДС и еще более пологие - для АДФ, жесткие и пологовозрастающие - для механизированной сварки в среде углекислого газа).
Регулирование тока - плавное и ступенчатое (ступенчатое - изменением числа или способа подключения обмоток, плавное - специальными регуляторами).
Необходимое значение рабочего напряжения и тока дуги связаны соотношениями:
РДС: Uд = 20 + 0,04 Iсв;
АДФ (на токах до 1000 А): Uд = 19 + 0,037 Iсв;
(на токах до 2000 А): Uд = 13 + 0,0315 Iсв.
Пример: сила тока при ручной дуговой сварке равна 200 А, тогда необходимое напряжение источника питания должно составлять 20 + 0,04-200 = 28 В.

Рисунок 1.3 - Возможные внешние характеристики сварочных источников питания: 3 - жесткая; 4 - пологовозрастающая; пунктир - с повышенным напряжением холостого хода
Сварочные свойства источников. К ним относятся:
1. Надежность зажигания дуги (влияет на качество начала шва, а при сварке малыми участками - на производительность).
2. Устойчивость и стабильность процесса сварки - способность поддерживать режим сварки при наличии возмущений (изменение длины дуги, капельный перенос, колебания напряжения сети).
3. Эффективность регулирования (скорость и пределы).
4. Характер переноса металла (зависит от скорости изменения тока при коротком замыкании и капельном переносе).
5. Качество формирования шва.
Методы оценки сварочных свойств источников - объективные и субъективные. Объективный метод: разрывная длина дуги может служить оценкой устойчивости процесса при колебаниях её длины. Определяется численно. Субъективный метод предполагает оценку каждого свойства в баллах экспертом-сварщиком по результатам опытной сварки согласно ГОСТ 25616-83 «Источники питания для дуговой сварки. Методы оценки сварочных свойств».
Сварочные свойства источников питания
Сварочные свойства источников питания – это способность источников питания при прочих благоприятных условиях обеспечивать получение качественного сварного соединения.
1. Надлежащая квалификация сварщика.
2. Сварочное оборудование.
3. Сварочные материалы.
4. Подготовка поверхности.
1. Легкость зажигания дуги. От этого зависит качество шва в начале и в случае сварки коротких швов производительность.
2. устойчивость и стабильность горения дуги. От этого зависит непрерывность горения дуги, обеспечивают нормальное формирование шва.
3. Эластичность дуги. Способность растягиваться без разрыва в определенных лимитах.
4. Эффективность регулирования режима
5. Характер переноса металла. Определяет разбрызгивание металла.
6. Качество формирования шва (косвенно зависит от источника питания)
Оценка выполняется либо субъективная, либо объективно-количественная.
Оценка источника питания субъективным методом. Сварщик выполняет наплавку на пластине из НУС на нескольких режимах в горизонтальном и вертикальном положении. После чего он дает оценку сварочных свойств источника питания. Используется 5-ти бальная система оценки.
Для механизированной сварки в среде защитных газов используется кол-ый метод оценки сварочных свойств.
Специализированные источники питания
Предназначены для сварки жаропрочных и коррозионностойких сталей и сплавов, титановых сплавов, цветных сплавов, легких сплавов.
Требования к специализированных источникам питания для сварки неплавящимся электродом в среде инертных газов
1. ВХ источника должна быть крутопадающей ∆U>20В на 100А.
2. Зажигание дуги как правило бесконтактное (источник питания компонуется осциллятором или устройством поджига дуги). При контактном зажигании быстрее изнашивается вольфрамовый электрод. Часто не желательно наличие вольфрамовых включений в сварочном шве.
3. В специализированных источниках предусматривается плавное нарастание сварочного тока в начале и плавное снижение в конце сварки. Это уменьшение износа электрода, в конце сварки плавное снижение для заварки кратера.
При РДС ток при растяжке дуги уменьшается
При сварке неплавящимся электродом
При растяжении дуги заварки кратера нет

4. При сварке легких сплавов должна быть обеспечена импульсная стабилизация горения дуги. Поверхность деталей покрыта всегда оксидной пленкой, пленка тугоплавка, чтобы получить соединение необходимо разрушить, разрушение оксидной пленки Al идет на обратной полярности. Плавление металла идет на прямой полярности. Поэтому нужен переменный ток. На обратной полярности напряжение зажигания большое и для этого нужна импульсная стабилизация.
5. Во многих специализированных источниках питания предусматривается импульсный режим сварки.
Чередуется интервал, кодга горит основная дуга tu, и когда – дежурная tn.
Плавление металла идет во время tu,
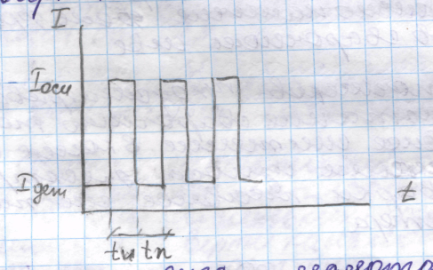
Дежурная дуга – малоточная для того, чтобы дуга совсем не погасла, металл не плавиться, т.к. тепловыделение малое. Применяют для сварки на малых толщинах.
6. Система управления источниками питания должна обеспечивать автоматическое управление циклов сварки. При сварке неплавящимся электродом в СО2 ручная аргонодуговая сварка.
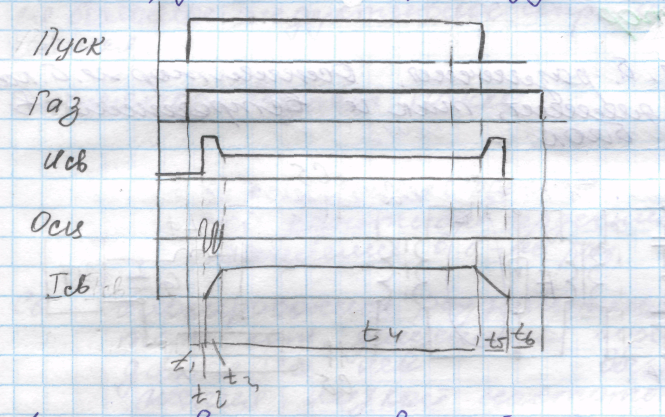
t1 – продувка перед сваркой для того чтобы создать защитную среду, часто этот интервал фиксированный, нерегулируемый.
t3 – ток плавно нарастает от какого-то значения до рабочего t3 - регулируется
t4 – сварка определяется Vсв.
t5 – плавное снижение тока заварка кратера, t5 – регулируется U увеличивается до Uхх
t6 – продувка после сварки – регулируемый интервал – необходима для звщиты шва на время кристаллизации, для защиты вольфрамового электрода во время его остывания от окружения воздуха.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Четыре вида источников питания электрической дуги при сварке
Источники питания для сварки представляют собой различные преобразователи тока промышленной частоты либо генераторы, самостоятельно вырабатывающие электроэнергию необходимых параметров.
По причине того, что для электродуговой сварки требуются особые параметры питающего тока и напряжения (приводя усредненный пример — напряжение низкое, а ток очень большой), стандартное напряжение бытовой или промышленной сети требуется, как минимум, понизить.
Как максимум — привести рабочие характеристики питания в соответствие с заданной потребностью. Поэтому к источникам питания сварочной дуги выдвигаются особые требования.

Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Трансформатор

Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности.
Простой понижающий трансформатор понижает вольтаж сети до величины холостого хода — 60…80 В. В дальнейшем при работе поддерживается напряжение сварки в 20 В.
Трансформатор варит только переменным током. Его достоинство состоит в простоте конструкции (можно изготовить своими руками, рассчитав число витков обеих намоток).
Он имеет высокий КПД, сравнительно небольшой расход энергии, отличается надежностью в сочетании с ремонтопригодностью. Трансформаторный источник питания дуги бесшумно работает, относительно немного стоит.
Но использование для сварки переменного тока имеет и определенные недостатки. У такого источника питания сварочной дуги большие габариты и очень большая масса.
Дуга горит нестабильно, и сильно зависит от скачков питающего напряжения. Возникает необходимости в использовании специальных покрытых электродов. Перечень металлов и сплавов, которые можно варить переменным током (в основном это низкоуглеродистые стали), ограничен.
Выпрямитель

Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния.
Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам.
У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии.
Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить.
Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги.
Преобразователи
Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током.

По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора.
Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику.
Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально.
Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя.
Инверторы
Инверторы — особый класс источников питания сварочной дуги. Это сварочные аппараты, которые оптимально подходят для бытовых нужд.

Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети.
Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети.
Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного.
Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата.
Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима.
К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке.
Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки.
Читайте также: