Сварочный агрегат адб 3120 у1 характеристики
Обновлено: 19.05.2024
Назначение:войск ремонт и ТО инж воор в полевых условиях.
Масса – 10495 кг. Расчет – 6 человек.
В кузове мастерской размещены: токарно-винтор станок ЛТ-10М (или ИТ-1), электрозаточной станок (электроточило), электросверлилка, настольно-сверлильный верт станок 2М112 (или электросверлилка со штативом), комплект газосвар оборуд, уст-ка для ручной аргонодуговой сварки, два верстака с тисками и выносной стол. В ящиках верстаков и кассетах размещены комплект унивсъемника 5806И, присп-я для центровки агрегатов, установки балансиров, двойной отбортовки и высадки концов трубок, семь комплектов специальных ключей, оборуд для ремонта шин и камер и подкраски машин, смазочно-заправочное оборуд, контрольно-изм оборуд и инструмент.
Расчет мастерской с помощью имеющегося оборуд вып след работы:
- грубую и чистовую токарную обработку деталей и заготовок;
- сверление, расточку и развертку отверстий, нарезание резьб;
- сварку черных металлов и конструкций из алюминиевых сплавов;
- демонтажно-монтажные и слесарно-подгоночные работы;
- медницко-жестяницкие, шинорем, покрас и смазочно-заправочные работы.
Токарно-винторезный станок ЛТ-10М:вып-тразнообр работ по обточке и торцовке деталей, сверлению и расточке отверстий, нарезанию метрических и дюймовых резьб. Станок позволяет обрабатывать прутки диаметром до 36 мм, наибольший диаметр точения — 540 мм, наибольшая длина обтачивания— 875 мм. Привод ЛТ-10М снабжен электродвигателем трехфазного переменного тока мощностью 1,7 кВт.
Токарно-винторезный станок ИТ-1 по технической характеристике отличается от станка ЛТ-10М незначительно. Диаметр обрабатываемого прутка, в частности, одинаков и составляет 36 мм, а максимальный диаметр обрабатываемой детали — 550 мм. Привод ИТ-1 снабжен электродвигателем мощностью 3 кВт, что повысило производительность станка (число ступеней скоростей резания доведено до двенадцати вместо восьми у ЛТ-10М).
Сварочный генератор ГСО-300-5 — однопостовый, постоянного тока, имеет мощность 10,3 кВт и пределы регулирования сварочного тока — 115—315 А.
Комплект оборудования для ручной аргонодуговой сваркипозволяет ремонтировать инженерные конструкции из всех марок сваривающихся алюминиевых сплавов, в том числе упрочняемых термической обработкой.
Сварочный генератор и токоведущие кабели используются из комплекта электросварочного агрегата АДБ-306. Горелка для аргонодуговой сварки снабжена неплавящимся вольфрамовым электродом, закрепляемым в цанге. В комплект горелки входит набор цанг для электродов различного диаметра. При ремонте конструкций из алюминиевых сплавов целесообразно применять вольфрамовые электроды диаметром 5—7 мм и длиной до 80 мм, а в качестве присадочного материала — сварочную проволоку диаметром 3 мм, химический состав которой близок к составу основного металла.
Аргон — газ не горючий и не взрывоопасный. Он выпускается промышленностью в 40-л баллонах под давлением 150 кгс/см 2 .
Снижение давления аргона до рабочего (0,3—0,5 кгс/см 2 ) обеспечивает газовый редуктор.
Для сварки и пайки черных и цветных металлов толщиной 0,5—6 мм и резки металлов мастерская оснащена комплектом газосварочного оборудования.В комплект входят переносной ацетиленовый генератор АСМ-1-66, кислородный баллон, кислородный редуктор, газовая горелка, резак, резиновые шланги, бачок для карбида и стол сварщика.
Ацетиленовый генератор - однопостовый, прерывного действия, обеспечивает получение газообразного ацетилена из карбида кальция и работает по принципу вытеснения воды. Производительность генератора составляет 1,25 м3 ацетилена в час. Для обеспечения работы в генератор загружается 2,2 кг карбида, а в газообразователь заливается 9 л воды. В кислородном баллоне вместимостью 40 л под давлением 150 кгс/см2 помещается 6000 л кислорода.
Однокамерный газовый редуктор понижает давление газа, поступающего из баллона к горелке, и обеспечивает автоматическое поддержание рабочего давления в пределах 1—15 кгс/см2.
Газовая сварка и пайка металлов производятся с помощью газовой горелки инжекторного типа. Выполнение работ по газовой резке обеспечивается ацетилено-кислородным резаком. Толщина разрезаемого металла зависит от выбора номера наружного мундштука и внутреннего сопла и колеблется в пределах 5—200 мм.
Электросверлилка модели ИЭ-1014 (И-28А)имеет номинальную мощность 340 Вт, питается от сети однофазного переменного или постоянного тока напряжением 220 В, частотой 50 Гц. Наибольший диаметр сверления — 20 мм.
Настольно-сверлильный станок 2М112предназначен для сверления отверстий диаметром до 12 мм.
Привод шпинделя станка включает электродвигатель мощностью 0,6 кВт и клиноременную передачу. Многоступенчатые шкивы, закрепленные на осях электродвигателя и шпинделя станка, обеспечивают пять скоростей шпинделя от минимальной (450 об/мин) до максимальной (4500 об/мин).
Производственная палатка П-20имеет размеры 4,5X4,5 м и предназначена для укрытия в непогоду ремонтируемой части машины.
ЭКЗАМЕНАЦИОННЫЙ БИЛЕТ №15
1. Основные типы гидравлических инструментов, назначение и область их применения.
2. Безопасность при пешем переходе.
3. Особенности организации и ведения АСДНР при наводнениях и затоплениях.
4. Содержание работ РТО.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ АДБ-305-1
Электросварочный агрегат АДБ-305-1 (взамен АСБ-300-7) предназначен для электрической дуговой сварки постоянным током. Агрегат состоит из сварочного генератора ГД-303 с расширенными пределами регулирования сварочного тока и дистанционным регулированием величины тока. Агрегат спарен с двигателем внутреннего сгорания ГАЗ-320.
Агрегат смонтирован на одноосном автомобильном прицепе Ирбитского автоприцепного завода ИАПЗ-738. Вспомогательное оборудование (сварочные кабели длиной 25 м, провод дистанционного реостата, щиток сварщика, ширма, стол и стул сварщика, инструмент, заправочный инвентарь, шанцевый инструмент) уложено в двух ящиках и футляре прицепа и закреплено на раме прицепа и на крыше агрегата.
На агрегате установлен автоматический регулятор АРС-45 обо¬ротов двигателя для уменьшения расхода горючего и увеличения моторесурсов двигателя путем снижения оборотов на холостом ходу. Сварочный генератор ГД-303 — однопостовой четырехполюсный генератор постоянного тока с последовательной размагничивающей обмоткой и самовозбуждением.
Техническая характеристика
При Пр 100% Пр 60%
Мощность, квт 7,5 9,6
Напряжение, в 30 32
Номинальный ток, а 250 300
Число оборотов вала, об/мин 2000
Пределы регулирования сварочного тока, а . . 15—350
Общий вес агрегата, кг 1440
Габаритные размеры, мм:
длина 4000
ширина 2070
высота 2180
Дорожный просвет, мм 380
Угол съезда (задний), град 30
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ 6120
Электросварочный агрегат 6120 предназначен для электрической дуговой сварки постоянным током. Агрегат состоит из сварочного генератора ГД-303, спаренного с двигателем внутреннего сгорания ГАЗ-320Б.
Агрегат смонтирован на одноосном автомобильном прицепе ИАПЗ-738. Вспомогательное оборудование (сварочные кабели длиной 25 м, провод дистанционного реостата, щиток сварщика, ширма, стол и стул сварщика, инструмент, заправочный инвентарь, шанцевый инструмент) уложено в двух ящиках и футляре, закреплено на раме прицепа и на крыше агрегата.
На агрегате установлен автоматический регулятор оборотов двигателя АРС-45 для уменьшения расхода горючего и увеличения моторесурсов двигателя путем снижения оборотов на холостом ходу.
Сварочный генератор ГД-303 — однопостовый четырехполюсный генератор постоянного тока с последовательной размагничивающей обмоткой и самовозбуждением. Генератор имеет расширенные пределы регулирования сварочного тока и дистанционное регулирование величины тока.
Техническая характеристика
Мощность, кат:
при ПР 100% 7,5
при ПР 60% 9.6
Напряжение, в:
при ПР 100% 30
при ПР 60% 32
Номинальный ток, а:
при ПР 100% 250
при ПР 60% 300
Число оборотов вала, об/мин 2000
Пределы регулирования сварочного тока, а . 15—350
Общая масса агрегата, кг . 1580
Габаритные размеры, мм:
длина 4000
ширина . 2070
высота 2180
Дорожный просвет, мм 380
Угол съезда (задний), град 30
Агрегат смонтирован на одноосном прицепе ИАПЗ-738
В комплект станции входит
1 − Бензоэлектрический агрегат
2 − Одноосный прицеп ИАПЗ-738
3 − Ящик с оборудованием сварщика
Бензоэлектрический агрегат служит для преобразования механической энергии двигателя внутреннего сгорания в электрическую энергию сварочного тока. Состав:
1 − Двигатель внутреннего сгорания
2 − Генератор постоянного тока
3 − Щиток приборов контроля и управления работой двигателяв нутреннего сгорания
4 − Рама с кожухом и съемными боковинами
Двигатель внутреннего сгорания ГАЗ-322-01 – двигатель ЗМЗ-24 модифицированный
Тип – карбюраторный, четырехцилиндровый, четырехтактный
Мощность – 40 л.с.при 2000 оборотах коленчатого вала в минуту.
Охлаждение – водяное.
Топливо – бензин А-76.
Степень сжатия – 6,7.
Зажигание – батарейное.
Генератор – ГД-314У2.
Род сварочного тока – постоянный.
Пределы регулирования тока – 15-40А, 40-160А, 160-350А.
Рабочее напряжние – 32 В.
Напряжение холостого хода – 80 В.
В ящике уложено: сварочные кабели −
− щиток −
− инструмент сварщика
Однопостовые агрегаты с бензиновыми двигателями
Все бензиновые двигатели, примененные в сварочных агрегатах, созданы на базе автомобильных двигателей. Двигатель ЗМЗ-320-01, установленный на агрегатах нескольких типов, создан на базе двигателя ЗМЗ-24 автомашины ГАЗ-24. По сравнению с базовым двигателем в него внесены следующие изменения: усилена система охлаждения путем применения более мощного шестилопастного вентилятора прямого потока на двигатель; изменена конструкция карбюратора; установлен регулятор частоты вращения с клиноременной передачей от коленчатого вала двигателя. Двигатель АБ8М, установленный на некоторых агрегатах, создан на базе автомобиля «Москвич» модели 408. В нем усилена система охлаждения путем установки шестилопастного вентилятора обратного потока от двигателя, заключенного в специальный кожух. На место снятого зарядного генератора установлен регулятор частоты вращения с клинообразным приводом от коленчатого вала; усилена система охлаждения смазки путем установки масляного радиатора с кожухом, обеспечивающим направление на него охлаждающего воздуха; изменена конструкция карбюратора. Двигатель ЗИЛ-164, примененный для агрегата ПАС-400, также изменен: установлен регулятор частоты вращения, а под карбюратором размещена дополнительная дроссельная заслонка, управляемая регулятором; усилено охлаждение двигателя путем установки двух жидкостных радиаторов; установлен автоматический выключатель зажигания, выключающий зажигание при внезапном увеличении частоты вращения вала двигателя.

Агрегаты АСВ-300-7, АДБ-309, АДБ-311, АДБ-318, АДБ-3120 работают с приводным двигателем ЗМЗ-320-01. Генератор и бензиновый двигатель этих агрегатов соединены между собой с помощью специального фланца, к которому жестко закреплены корпус генератора и картер маховика двигателя; валы соединены полужесткой муфтой. Соединенные двигатель и генератор установлены через резиновые амортизаторы на раму агрегата и закреплены. К сварной раме, состоящей из коробчатых балок и швеллеров, крепят шесть вертикальных стоек капота, к которым присоединены его шторы. Между двигателем и генератором установлена поперечная перегородка, на которой в генераторной части укреплен пульт управления работой двигателей. В передней части агрегата установлена на амортизаторах рамка, несущая водяной и масляный радиаторы двигателя, а также диффузор вентилятора. Она укреплена горизонтальными растяжками. Горловина топливного бака выходит на крышу и закрывается винтовой крышкой, которая имеет топливомерную линейку. С левой стороны агрегата установлен инструментальный ящик и аккумулятор в специальном гнезде .
Сварочный агрегат АДБ-311
1 — генератор ГД-305, 2 — топливный бак, 3 — реостат и доска зажимов, 4 — пульт управления; 5 — двигатель; 5 — аккумулятор; 7 — рама

В агрегате АСБ-300-7 установлен генератор ГСО-ЗОО-5, в агрегате АДБ-309 — генератор ГД-303, в агрегате АДБ-311 — генератор ГД-305. Все эти генераторы одного типа, и явлются четырехполюсными коллекторными генераторами постоянного тока, работающими с самовозбуждением и имеющими последовательную размагничивающую обмотку. Сварочный ток регулируется реостатом, смонтированным на корпусе генератора ГСО-300-5, и является выносным для генераторов ГД-303 и ГД-305. Генератор ГСО-300-5 имеет два диапазона регулирования: диапазон «малых токов» и «больших токов».
Внешние вольт-ампериые характеристики генератора ГСО-300-5 (а) я генератора ГД-312 агрегата АДБ-318 (б)
1, 2 — диапазоны больших токов, 3, 4 — диапазоны малых токов
Генераторы ГД-303 и ГД-305 имеют еще по три дополнительных диапазона регулирования тока за счет включения в цепь якоря балластных сопротивлений, смонтированных на корпусе генераторов.
В агрегатах АДБ-318 и АДБ-3120 применены вентильные сварочные генераторы: ГД-312 в агрегате АДБ-318 и ЯГД-314 в агрегате АБД-3120. Блок выпрямительного устройства генераторов собран в изоляционной трубе по трехфазной мостовой схеме. Между блоком вентилей и корпусом индукторного генератора установлен вентилятор, прогоняющий воздух через вентили и обдувающий генератор. При появлении сварочного тока внешняя характеристика генератора приобретает крутопадающий характер (рис. 7.9,6). Дистанционное регулирование сварочного тока осуществляется реостатом, подключенным к коробке управления. В сварочном генератора ГД-314 в отличие от генератора ГД-312 имеются расширенные пределы регулировки сварочного тока, предусмотренные в его электрической схеме. Переход с одного на другой диапазон производится переключателем ступеней в диапазонах 15—40 А, 40—160 А и 160—350 А. Плавное регулирование осуществляется дистанционно реостатом. Агрегат может работать на двух скоростных режимах с целью экономии топлива. Это достигается с помощью винта регулятора оборотов, которым устанавливается частота вращения с 2000 до 1800 мин-1.
Агрегаты АСБ-300М и АБ-8АСБ-300МА состоят из бензинового двигателя А68М и генераторов ГСО-300М (для агрегата АСБ-300М) и ПГС-300А (для агрегата АБ-8АСБ-300МА).
Двигатель АБ8М установлен на резиновых амортизаторах на отдельной раме, которая крепится к раме агрегата. В агрегате АСБ-300М зарядка аккумуляторной батареи производится от дополнительного зарядного генератора, установленного на раме агрегата и приводимого в действие клиноременной передачей от двигателя. В агрегате АБ-8АСБ-300МА аккумуляторы заряжают от сварочного генератора с помощью специальной схемы.
Сварочные генераторы ГСО-ЗООМ агрегата АСБ-300М и ПГС-ЗООА агрегата АБ-8АСБМА аналогичны характеристикам генератора ГСО-ЗОО-5 агрегата АСБ-300-7.
Агрегаты ПАС-400-У1 и ПАС-400-УЗ, предназначенные для ручной дуговой сварки и резки токами до 600 А на воздухе и под водой, одинаковы по конструкции и различаются только комплектом поставки. В агрегатах применен генератор СГП-3-У1, который по принципу работы аналогичен генератору ГСО-300. Кроме плавной регулировки сварочного тока с помощью реостата генератор имеет два диапазона путем переключения секций последовательной обмотки возбуждения на панели зажимов специальной планкой. При этом на больших токах обеспечивается плавное регулирование от 350 до 600 А, а на малых от 400 А и ниже. При сварочных токах 250 А и выше напряжение холостого хода у генератора не ниже 85 В. Агрегат ПАС-400-У1 снабжен автоматом, снижающим напряжение сварочной цепи на холостом ходу до безопасной величины при подводной сварке или резке.
Агрегат ПАС-400УШ по своему назначению похож на агрегат ПАС-400У1, однако по конструкции он аналогичен агрегату АДБ-318, так как в нем применен вентильный генератор.
Индукторные сварочные генераторы
Основным недостатком коллекторных сварочных генераторов является их недостаточно высокая надежность в эксплуатации вследствие наличия в их конструкции скользящих электрических контактов между коллектором и щетками.
В начале 70-х годов ВНИИЭСО спроектировал серию однопостовых генераторов типа ГД - 311, ГД - 312 и ГД - 313 для электродуговой сварки и резки металлов на постоянно выпрямленном токе. Каждый генератор этой серии состоит из трехфазной одноименно-полюсной двухпакетной индукторной машины повышенной частоты от 200 до 400 Гц, выпрямительного блока и аппаратуры управления.
Явнополюсной ротор индукторного генератора (см. рис. 25) состоит из двух пакетов изготовленных из электротехнической стали, и расположенных на валу на некотором расстоянии один от другого. В пакетах сделаны впадины и выступы, которые образуют полюса. Полюсы одного пакета сдвинуты относительно полюсов другого на На неподвижном магнитопроводе статора, изготовленного также из электротехнической стали, размещены две секции рабочей обмотки статора ОС1 и ОС2 через ). При разомкнутых контактах выключателя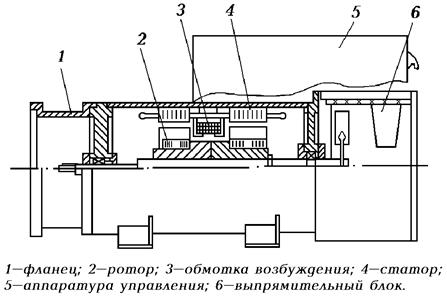
Рисунок 25 - Общий вид индукторного генератора
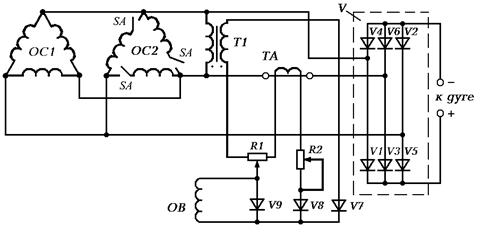
Рисунок 26 - Схема электрическая принципиальная генератора
Обмотка возбуждения закреплена в промежутке между пакетами ротора на статоре. По этой обмотке протекает постоянный ток, который образует магнитный поток, замыкающийся через вращающиеся пакеты ротора. При этом один пакет получает полярность .
Магнитный поток, пересекая рабочие обмотки статора, индуктирует в них синусоидальные ЭДС, сдвинутые на При пуске в обмотке статора индуктируется ЭДС 5 - 10 В остаточным магнитным потоком. Эта ЭДС трансформируется согласующим трансформатором через выпрямитель . При нагруженном генераторе питание обмотки возбуждения дополняется напряжением, поступающим с трансформатора . Плавное регулирование сварочного тока в пределах каждого диапазона токов обеспечивается переносным резистором Обмотка статора соединена с выпрямительным блокомАппаратура управления, трансформаторы системы возбуждения помещаются в надстройке. Пропеллерный вентилятор охлаждает силовой выпрямительный блок, а также вентилирует надстройку и генератор.
Падающая внешняя характеристика генератора получается за счет большого индуктивного сопротивления обмотки статора.
Следует иметь в виду, что в индукторных одноименнополюсных генераторах процесс восстановления напряжения на дуге длится сравнительно долго (Вследствие благоприятных переходных процессов статорные генераторы отличаются хорошими сварочными свойствами, в том числе небольшими потерями электродного металла на разбрызгивание, стабильным горением и эластичностью дуги, поэтому от этого генератора может легко варить сварщик с недостаточно большим опытом сварки.
Сварочные преобразователи
Сварочный преобразователь - это источник питания сварочной дуги постоянным током. Он представляет собой (см. рис. 27) электромагнитную установку, состоящую из приводного электродвигателя и сварочного генератора.
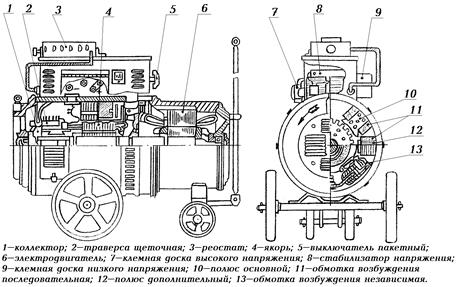
Рисунок 27 - Преобразователь сварочный ПД - 501 У2
Большинство преобразователей выпускаются в однокорпусном исполнении, поэтому якорь генератора и ротор электродвигателя изготавливаются на одном валу. В качестве привода генератора применены короткозамкнутые трехфазные асинхронные электродвигатели. Генератор преобразователя может быть как коллекторным, так и индукторным. Из коллекторных генераторов в преобразователях используются как генераторы с независимым возбуждением, так и с самовозбуждением. В зависимости от назначения преобразователя его генератор может быть как с падающий, так и с жесткой внешней характеристикой. В универсальных преобразователях используется универсальный генератор.
Электродвигатели преобразователей позволяют соединять их статорную обмотку "звездой" или "треугольником", что дает возможность включать преобразователь в сеть напряжением 220 или 380 В. Для этого начала и концы всех фаз статорной обмотки выведены в надстройку преобразователя, на специальную клеммную доску, где пересоединение их производится с помощью перемычек.
При подключении преобразователя к сети необходимо проверить совпадает ли сторона вращения якоря генератора с направлением стрелки, отлитой на корпусе генератора (против часовой стрелки). При вращении якоря генератора в другую сторону, в генераторах с независимым возбуждением, изменится направление магнитного потока независимой обмотки возбуждения, что приведет к изменению его внешней характеристики, а в генераторах с самовозбуждением изменится направление магнитных потоков и параллельной и последовательной обмоток возбуждения, поэтому его внешняя характеристика не изменится, но изменивший направление результирующий магнитный поток размагнитит полюса генератора, вследствие чего он перестанет самовозбуждаться. Если направление вращения якоря генератора противоположно направлению стрелки, необходимо на клеммой доске высокого напряжения (где генератор подключается к сети) поменять местами две любые фазы.
Включение и выключение преобразователя производится трех полюсным пакетным выключателем. В преобразователях с генераторами с независимым возбуждением одновременно с двигателем к сети подключается питание независимой обмотки возбуждения. Пакетный выключатель служит для прямого пуска и не защищает электродвигатель от сетевых перегрузок, поэтому подключать преобразователь к питающей сети необходимо через магнитный пускатель или автоматический выключатель.
Для предотвращения создания помех теле- и радиоприему при работе двигателя в преобразователях в каждую фазу двигателя включены конденсаторы КБГ емкостью 0,02 мкФ, на напряжение 600 В, которые размещены в надстройке преобразователя (распределительном устройстве).
Преобразователи имеют защищенное исполнение с само вентиляцией. Корпус преобразователя установлен на колеса для передвижения на небольшие расстояния.
Современные преобразователи предназначены для работы, как в закрытых помещениях, так и на открытом воздухе. При работе на открытом воздухе их необходимо помещать под навесом, для исключения попадания на них атмосферных осадков.
Таблица 1 - Технические характеристики преобразователей
Современные серийные сварочные преобразователи:
Преобразователь сварочный ПД – 3101 У2 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током. В качестве приводного двигателя используется электродвигатель АИРШ32В2 УЗ, 3000 об/мин 11 кВт, питающийся от сети на 380 В, 50 ГЦ, обеспечивая устойчивый режим сварки при колебании напряжения в сети.
Номинальный сварочный ток 315А при ПН 60% , пределы регулирования сварочного тока 30 - 375 А, номинальная потребляемая мощность 17,4 кВт, габаритыПреобразователь сварочный ПД - 4000 У2 предназначается для одного поста при ручной сварке, резке и наплавке постоянным током. В качестве электродвигателя используется электродвигатель 4АМВ 160 А, 300 об/мин, 17 кВт, питающийся от сети 380 В. Обеспечивается устойчивый режим сварки при колебаниях напряжения в сети.
Номинальный сварочной ток 400 А при ПН 60%, номинальная потребляемая мощность 24 кВт, габаритыСварочные агрегаты
Сварочные агрегаты относятся к категориям передвижных энергетических установок, приспособленных к работе в полевых условиях. На транспортном средстве передвижения они могут размещаться постоянно или временно. Агрегаты с временным размещением на транспортном средстве монтируются на рамах без колес и транспортируются в кузове автомобиля. Некоторые агрегаты монтируются на рамах с колесами и соединяются с транспортными средствами в виде прицепа. Агрегаты с постоянным размещением на транспортных средствах монтируются на шассе автомобиля, трактора трубоукладчика.
Сварочные агрегаты предназначены для ручной дуговой сварки и резки металлов штучными электродами и механизированной сварки под флюсом.
Сварочные агрегаты подразделяются:
по типу первичного двигателя - на агрегаты с бензиновыми и дизельными двигателями;
по способу охлаждения двигателя - с воздушным и жидкостным охлаждением;
по типу генератора - на коллекторные и индукторные;
по числу сварочных постов - на однопостовые и многопостовые;
Основными элементами сварочного агрегата являются:
двигатель внутреннего сгорания (бензиновый или дизельный); сварочный генератор, пульт управления с контрольно-измерительными приборами;
топливный бак, аккумуляторная батарея для электростартерного пуска двигателя;
выносной реостат для регулирования сварочного тока;
металлический капот для защиты от атмосферных осадков и пыли.
Корпус двигателя и генератора соединяются между собой жестко фланцевым сочленением. Двигательно-генераторный блок устанавливается на раму непосредственно или через резиновые амортизаторы. Валы двигателя и генератора соединяются между собой полужесткой муфтой.
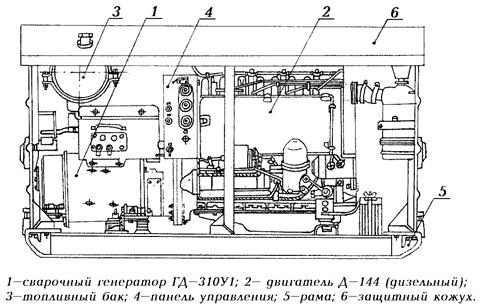
Рисунок 28 - Общий вид сварочного агрегата АДД - 305
В сварочных агрегатах используются генераторы с самовозбуждением. Коллекторные генераторы - с параллельной намагничивающей и последовательной размагничивающей (подающая внешняя характеристика) или подмагничивающей (жесткая внешняя характеристика) обмотками возбуждения. В агрегатах используются как коллекторные; так и индукторные генераторы. Следует иметь в виду, что сварочные агрегаты постоянно должны находиться в эксплуатации, т.к. в генераторах с самовозбуждением при их длительной не эксплуатации размагничиваются полюса, и они перестают возбуждаться.
Все агрегаты сходны по конструкции, но отличаются типами генераторов и двигателей. В агрегатах с коллекторными генераторами, в отличие от сварочных преобразователей имеется дополнительный способ плавного регулирования величины сварочного тока и напряжения - изменением скорости вращения двигателя, т.е. "газом".
Из коллекторных генераторов в агрегатах широко используется генераторы; ГСО-300-5; ГД-303; ГД-305; ГД-310; ГСО-300М; ГД-312; ГД-314
Из индукторных генераторов наиболее широко используются в агрегатах генераторы: ГД-304; ГД3121; ГД-316; ГД-4002; ГД-3122;
В агрегатах с бензиновыми двигателями широко применяются двигатели: ЗМЗ-320-01; АБ8М (Москвич-408) Зил-164. В качестве дизельных двигателей в агрегатах используются двигатели: 302-01; Д-1444; Д-21А1; Д-240Л; ЯАЗ-М204Г.
Технические характеристики некоторых сварочных агрегатов приведены в таблице 2.
Таблица 2 - Технические характеристики сварочных агрегатов
Продолжительность нагрузки ПН%(при силе тока, А)
Современные сварочные агрегаты.

САК ДГФ,ГД,АДБ сколько меди сдаем в металлолом медь алюминий железо

Известно, что сварочные генераторы постоянного тока устанавливаются на 2-х колесные и четырех колесные пары.
И во всех вариантах черный металл всегда приносил больше дохода, после разборки и сдачи сварочного поста САК в металлолом. Черного металла в САК больше 95 процентов и денег от сдачи черного металла, соответственно всегда будет больше.
Однако 99% пользователей рунета задают один и тот же вопрос (сколько меди в сварочном САК).

Некоторые умельцы в хозяйствах делают сварочные передвижные аппараты САК своими руками и привод у них идет от от вала трактора, простого бензинового движка любой марки или мини трактора вспалывателя или моторного взрыхливателя почвы.

Впрочем многие генераторы САК устанавливаются на колесные пары двух или четырех колесные рамы (средне-тяжелые и тяжелые рамы) мощные с большим количеством толстого металла, так сказать на века.
Двигатели приводящие генератор в действия вращения ставили Волговский ГАЗ, проще говоря двигатель от волги, дизельный двигатель работающий на соляре от трактора «Беларусь», и от других производителей тракторов такие как владимирец и все тракторные двигатели при МТЗ.
Сварочный САК выпрямитель генератор СССР сколько в нем меди алюминия.
На Российских просторах работает огромное количество сварочных передвижных мобильных САК (Агрегат сварочный колесный (САК, САГ, сварочный аппарат передвижной/колесный и пр.) — это гибрид из сварочного аппарата и портативной электростанции-генератора, вырабатывающей электрический ток для выполнения сварки и резки.)
И каждый из них имеет свои технические характеристики, свой вес и модификации разные. Соответственно и меди с алюминием а так же и черного металла в них находится по разному.
Технические характеристики
Генератор синхронный сварочный САК тип ДГФ 82-4 Б 3х фазный 50 герц, 37.5 KVA cos 0.8 , 1500 об/минуту КПД 88,5 % статор звезда 400V 54A, самовозбуждение ротор 37V 400 Kg 1977 г. Гост 183-74 кл. изол В режим S1

Разбираем и сдаем в металлолом сварочный генератор САК типа ДГФ 82-4 Б .
Вес сварочного генератора САК типа ДГФ 82-4 Б 400 килограмм не считая его колесных пар, дизельного двигателя, аккумулятора и другого инструмента.
Генератор 400 килограмм из них:
-медь электротехническая первого сорта блеск 39 кг
-медь и шины второго сорта микс 7 кг.
-алюминий и клеммы второго сорта 1.5 кг
-алюминий первого сорта 900 гр.
-черный металл 351,3 кг
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 39 кг х 630 руб. = 24 570 рублей
медь шины микс 2-го сорта 7 кг х 550 руб. = 3 850 рублей
-алюминий и клеммы второго сорта 1.5 кг х 90 руб =135 рублей
-алюминий первого сорта 900 гр. х 170 руб.= 153 рублей
-черный металл 351,3 кг х 22 руб. =7 728,6 рублей
латунь 300 гр. х 300 = 90 рублей
Всего: мы получим с разобранного сварочного генератора САК типа ДГФ 82-4 Б на части 36 348 Тридцать шесть тысяч триста сорок восемь рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 67000 рублей
67 000 рублей + 36 348 руб = 103 348 рублей.
Сам работающий и действующий аппарат САК типа ДГФ 82-4 Б стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
РКП 34 4181 1012 Генератор сварочный Тип ГД-303 у2 ,315 А 32 V ,ПН 60%, 2000 об/минуту вес 242 кг. пред.рег тока 15А-350А ГОСТ 304-77 класс изоляции индукционный якорь-В/* IP22А

Разбираем и сдаем в металлолом сварочный генератор САК типа ГД-303 у2 .
Вес сварочного Генератор сварочный Тип ГД-303 у2 вес 242 килограмма не считая его колесных пар, и Волговского двигателя , аккумулятора и другого инструмента.
Генератор 242 килограмм из них:
-медь электротехническая первого сорта блеск 25 кг
-медь и шины второго сорта микс 5 кг.
-черный металл 214,5
медь первого сорта блеск 25 кг х 630 руб. = 15 750 рублей
медь шины микс 2-го сорта 5 кг х 550 руб. = 2 750 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип ГД-303 у2 на части 27 500 Двадцать семь тысяч пятьсот рублей 00 копеек
Но а если его сдать вместе с колесными парами и дизель двигателя с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
27 500 рублей + 93 000 руб = 120 500 рублей. Хотя вес меди в генераторе меньше чем в предыдущем САК, но все вместе стоит гараздо больше по деньгам.
Сам работающий и действующий аппарат Тип ГД-303 у2 стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Агрегат сварочный тип АДБ-3122у1, номинальный сварочный ток 315 А номинальное рабочее напряжение 32,6 V, номинальная частота вращения 2000 об/мин, пределы регулирования сварочного тока генератора 15-350А, класс изоляции сварочного генератора В, Пн 60%, масс 630 кг., ТУ 16-739.345-83
Вес сварочного Генератор сварочный Тип АДБ-3122у1 вес 630 килограмма не считая его колесных пар, и Двигателя от ГАЗ , аккумулятора и другого инструмента.
Генератор 630 килограмм из них:
-медь электротехническая первого сорта блеск 99 кг
-медь и шины второго сорта микс 15 кг.
-алюминий и клеммы первого сорта 6 кг
-алюминий первого сорта 3 гр.
-черный металл 486 кг.
медь первого сорта блеск 99 кг х 630 руб. = 62 370 рублей
медь шины микс 2-го сорта 15 кг х 550 руб. = 8 250 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб =1 350 рублей
-алюминий первого сорта 6 кг. х 170 руб.= 1 020 рублей
-черный металл 486 кг х 22 руб. =10 692 рублей
Всего: мы получим с разобранного сварочного генератора САК типа Тип АДБ-3122у1 на части 83 772 Восемьдесят три тысячи семьсот семь десят два рубля 00 копеек
Но а если его сдать вместе с колесными парами и двигателя от ГАЗ с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 93 000 рублей
83 772 рублей + 125 000 руб = 208 772 рублей. Самый Большой выход в деньгах за САК аппарат АДБ-3122у1
Сам работающий и действующий аппарат АДБ-3122у1 стоит от нескольких сот тысяч до миллиона рублей и более и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Генератор переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, вес 1185 кг.

В этом генераторе переменного тока тип ГТ-1000МБ соединение фаз треугольник,230В, 334А 100 КвТ 1500 об/мин, 400 ГЦ, кпд 0.87, веса всего металла 1185 килограмм. Видны и пластины и спайки латунные и медные внутри, впрессованные в тело ротора. И как видим его там очень даже прилично. Если разобрать такой на части денег и от черного металла и цветных (меди и алюминия) будет много, соответственно и денег тоже.

Так сколько же меди и алюминия в сварочном САКе генератора?
САК сварочный аппарат-обычно колесный – по своей сути гибридная конструкция, которая содержит в себе сварку и передвижную электростанцию.
Работают как правило на бензиновых и дизельных двигателях/моторах для работ в отдаленных местах сельскохозяйственных угодий, на фермах и полевых станах и ремонтных мастерских.

Используемые в России классификации САКов сварочных в настоящее время и часть из них использовалась в СССР.

Технические характеристики сварочных выпрямителей.
АДД-4004ПР
АДД 2х250
DGW310-2S
Huter DY6500LXW
ENYO DAW-180SS
Берем например сварочный выпрямитель ОКП 34 4184. 1085 выпущенный в СССР со знаком качества на бирке, называемый»сварочный выпрямитель ВД-306УЗ.
Статор и ротор такого генератора насыщен хорошей электротехнической медью блеск, самой высокой по своей стоимости цветных металлов. Медь и в валу и в щетках и в статоре генератора. Все соединительные части и шины из меди и медных пластин и проволоки.

Четырехколесный прицеп на дизельном ходу, масса 1750 кг. общего веса. Вес самого выпрямителя сварочного 174 кг. Извлекаем весь металл имеющийся в нем:


Одна из бирок с техническими характеристиками сварочного генератора тока САК.

—медные шины и проволока 32.5 кг.
—алюминиевые составляющие до 8 кг.
—кабель сварочный медный 12 кг.
—диоды 12 шт
-кожух статора и вал 120 кг.
-весь черный металл примерно 128 кг.
Разбираем и сдаем в металлолом сварочный генератор САК типа ГД-303 у2 .
Всего: мы получим с разобранного сварочного генератора САК типа Тип ГД-303 у2 на части 27 500 Двадцать семь тысяч пятьсот рублей 00 копеек
27 500 рублей + 93 000 руб = 120 500 рублей. Хотя вес меди в генераторе меньше чем в предыдущем САК, но все вместе стоит гараздо больше по деньгам.
Сам работающий и действующий аппарат Тип ГД-303 у2 стоит от нескольких сот тысяч и разобрать его на составные части просто надругательство. Только в тех случаях если такой агрегат уже разобран и растащен на части.
83 772 рублей + 125 000 руб = 208 772 рублей. Самый Большой выход в деньгах за САК аппарат АДБ-3122у1
Читайте также: