Сварочный аппарат для оптоволокна как работает
Обновлено: 20.09.2024
Сращивание оптических волокон – процедура неизбежная.
Каким должен быть сварочный аппарат?
Такой вопрос задают себе множество специалистов. У многих уже готов стандартный ответ. Ну, конечно же, японским, отвечают они!
Быстрое развитие современных оптических технологий сращивания привело к тому, что все больше оптического оборудования стало производиться в Юго-Восточной Азии, в том числе и в Южной Корее. Крупные промышленные гиганты оптического бизнеса, в надежде на уменьшение затрат и издержек, построили в Южной Корее заводы, провели обучение и подготовку производственного и технического персонала. В результате, южно-корейские заводы стали производить оборудование для многих известных оптических брендов Японии и США.
Компания Fiber Fox Inc., расположенная в Южной Корее, работает на мировом рынке уже 7 полных лет. Начало бизнесу Fiber Fox дал производственный комплекс по изготовлению агрегатов и оптико-механического оборудования для сварочной техники, которая используется не только известной тройкой игроков южно-корейского оптического рынка (INNO Instruments, IlsinTech и Fiber Fox), но и крупными компаниями из Японии и США.
Крупные японские фирмы стремятся увеличить рентабельность и снизить расходы на производство оптико-механических компонентов и поэтому размещают заказы на их производство на заводах в Южной Корее, где они обходятся, вне сомнений, в разы дешевле. Именно поэтому в последние годы наметился завидный тренд по снижению стоимости японской сварочной техники.
В Россию компания Fiber Fox Inc. пришла 4 года назад. Уже тогда многих специалистов-оптиков удивили сварочные аппараты Fiber Fox Mini 6S и Mini 4S, обладающие рядом отличительных конкурентных преимуществ: малой ценой, высочайшей надежностью и, что является особенно важным, потрясающей компактностью.

Рис.1 Компактный ОВ сварочный аппарат Fiber Fox Mini 4S в полной комплектации
О достоинствах сварочной техники Fiber Fox поговорим далее, а пока остановимся на основных этапах оптической сварки.
Основные этапы сварки оптических волокон
В кратком экскурсе в сварные ОВ-технологии, постараемся описать основные этапы сварки оптоволокон.
При сварке оптических волокон используется прецизионное автоматическое оборудование и инструменты.
Процесс сварки оптических волокон начинается с обязательной процедуры разделки оптического кабеля, снятия защитных оболочек с оптоволокна и удаления лакового слоя из уретан-акрилатных соединений. Выполняется данная процедура при помощи специального ОВ инструмента, называемого стриппером. Такой инструмент в состоянии снять оболочку с волокна, толщиной в сотню микрон. Если лаковый слой не снять, то в процессе электродуговой сварки, произойдет его возгорание. Более того, такая важная деталь сварочного аппарата, как зеркало, покроется копотью и может навсегда выйти из строя.
Поэтому, ОВ оголяют, снимают все оболочки, оставляя только внешнюю оболочку 125 мкм. Длина голого ОВ для сварки не должна быть менее 60 см. Следовательно, нужно очистить все оптические жилы ОВ кабеля от остатков гидрофобного геля специальным чистящим составом D-Gel или изопропиловым спиртом, при необходимости.
Оставив небольшой отрезок оголенного ОВ, длиной в несколько сантиметров, приступаем к следующему этапу сварки – скалыванию оптоволокна.
Скалыватель ОВ выполняет очень важную функцию - подготовку оптоволокон к сварке. Важная особенность скалывателей – простота выполнения операций по сколу ОВ. На втором месте следуют компактные размеры скалывателя оптических волокон и его функциональность, позволяющая быстро избавиться от острых осколков оптического волокна.
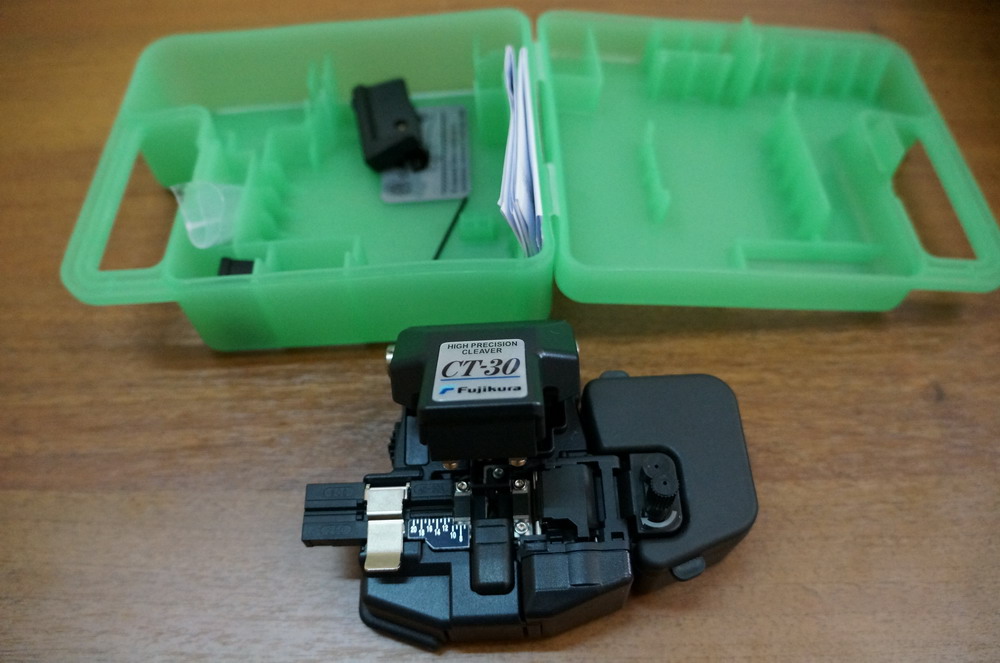
Так, автоматический скалыватель оптических волокон Fiber Fox Mini 50GB, производит высокоточный скол ОВ. Скалыватель Mini 50GB в своей конструкции снабжен универсальным прижимом ОВ, что делает возможным работу с оптоволоконным кабелем в оболочке от 250 мкм до 3 мм буферизованной, модульной или плоской конструкции (Flat OF Cable).
Лоток для сбора осколков ОВ скалывателя Fiber Fox Mini 50GB помогает обеспечить все требования по выполнению норм техники безопасности при работе с оптическими волокнами и быстро обеспечить требуемую эргономику на рабочем месте оператора.
Компактный и легкий скалыватель Fiber Fox Mini 50GB делает работу на нем не утомительной, даже при больших объемах свариваемых волокон, а простоте работы на скалывателе позавидовал бы любой специалист-сварщик.
Теперь непосредственно о самой процедуре скалывания ОВ. Скол ОВ производится в два этапа: на первом, ОВ надрезается ножом скалывателя, а на втором этапе волокно ломается ударным механизмом. Нож скалывателя имеет круглую форму и рассчитан на 10 000 - 50 000 сколов с качеством, заявленным производителем (у скалывателя Fiber Fox Mini 50GB количество гарантированных сколов превышает 50 000 с углом скола не более 90+/-0,5 градуса). Данное значение достигается за счет поворотного механизма циркулярного ножа, позволяющего автоматически менять его положение и высоту режущей кромки.
В дополнение к вышесказанному, скалыватель Fiber Fox Mini 50GB имеет защиту от ударов и падений с высоты до 1 м. Упаковочный защитный пластиковый кофр (желтого цвета) сварочных аппаратов Fiber Fox Mini 6S и 4S может быть использован в качестве рабочего стола при выполнении всего цикла сварок в полевых условиях, что является очень удобным моментом.
Но главное – это компактность и вес оборудования Fiber Fox! Так, скалыватель Fiber Fox Mini 50G весит всего 221 г, а Fiber Fox Mini 50GB - 248 г.

Рис.2 Скалыватель Fiber Fox Mini 50GB с контейнером для сколотого волокна
В оборудовании для сварки ОВ применяются сварные электроды, а в оптических скалывателях - специализированные циркулярные ножи, которые имеют ограниченный срок службы. Все указанные расходные материалы подлежат замене по окончании выработанного ресурса (рис. 3, рис. 4)

Рис.3 Циркулярный нож для скалывателя Fiber Fox Mini 50GB можно заказать по окончании ресурса 50 000 сколов

Рис.4 Сварочные электроды исправно служат 3000 сварок

Рис. 5 Автоматический ОВ сварочный аппарат Fiber Fox Mini 4S является ультракомпактным в своем классе
Автоматические сварочные аппараты Fiber Fox Mini 4S и Mini 6S. Что же выбрать?
Аппараты южно-корейского производства Fiber Fox Mini 4S и Mini 6S относятся к одному классу сварочных ОВ автоматических аппаратов, который получил условное название Active V-groove Alignment (по названию метода активного сведения ОВ по оболочке/сердцевине).
Конечно, существует и более простой метод сведения, который получил название Passive V-groove Alignment. Это метод пассивного сведения ОВ по оболочке. Установленные в специальные V-образные канавки оптоволокна, самоцентрируются при их повороте и приближении друг к другу. Весь процесс сведения проходит на рабочем столе сварочного аппарата (рис. 6).

Рис.6 Пассивное сведение ОВ в V-образных канавках
Процесс сварки проходит поэтапно (рис. 7).

Рис. 7. Поэтапный процесс сварки по методу пассивного сведения ОВ в V-образных канавках
Вне сомнений, точность такого метода сведения ОВ невелика, а затухание сварного шва будет достаточно высоким. Поэтому, подобное качество сварки устроит, пожалуй, только владельцев LAN-сетей. Если же сварку необходимо выполнить в магистральном сегменте телеком-операторов или на сетях ХPON или FTTX, то для этой цели лучше выбрать ОВ сварочный аппарат с активным методом сведения оптических волокон.
Аппарат Fiber Fox Mini 4S имеет 4 мотора сведения оптического волокна по оболочке: два на каретках для подачи волокна вперёд-назад по оси Z и ещё два мотора на канавках для предварительного выравнивания волокон в плоскостях X и Y.
FiberFox Mini 4S – полностью автоматический сварочный аппарат, предназначенный для сварки волоконно-оптических кабелей различных типов в сетях FTTХ и ХPON. Fiber Fox Mini 4S позволяет добиться рекордно малых потерь на сварном соединении, менее 0,03 дБ на одномодовом волокне спецификации G.652 (рис. 8). И это все при сверхмалом весе Fiber Fox Mini 4S всего 1, 35 кг без батареи!

Рис. 8 Гистограмма распределения затуханий сварных швов для аппарата Mini 4S. Частота затухания 0, 03 дБ для одномодового ОВ составляет более 85% случаев.
Mini 4S имеет систему сведения оптических волокон по оболочке (Clad Alignment DCA) с автоматической калибровкой дуги разряда и 4-мя моторами привода рабочего стола. Благодаря патентованному алгоритму сведения рабочего стола посредством 4-х моторов Fiber Fox Mini 4S позволяет сваривать оптические волокна за рекордные 7 сек. Клавиши управления аппаратом Fiber Fox Mini 4S вынесены на экранный блок, что позволило значительно уменьшить габариты всего устройства. Так, габаритные размеры Mini 4S составляют не более 13 см по длине, высоте и ширине. Возможность автоматической калибровки дуги Fiber Fox Mini 4S позволяет поддерживать состояние аппарата в оптимальном состоянии.
Флагман компании Fiber Fox - автоматический сварочный аппарат Mini 6S, работающий по методу выравнивания оптических волокон по сердцевине и функцией автоматического определения типа оптоволокна. ОВ сварочный аппарат предназначен для работы в магистральных сетях операторов связи, поскольку имеет высочайшую точность сведения и минимальное затухание сварного шва.
Аппарат Fiber Fox Mini 6S весит всего 1,39 кг без аккумуляторной батареи и в состоянии сварить оптические волокна, как самых распространенных типов, так и волокна с ненулевой и смещенной дисперсией и с уменьшенным радиусом изгиба, согласно рекомендации G.657 МСЭ-Т. Затухание сварного шва на одномодовом волокне у аппарата не превышает 0,019 дБ для 80% сварок (рис. 9).

Рис. 9 Гистограмма распределения затуханий сварных швов для аппарата Mini 6S. Частота затухания 0,005-0,019 дБ для одномодового ОВ составляет более 80% случаев.
Благодаря усовершенствованному алгоритму DWACAS (Digital Wavelength Automatic Core Alignment System) сведения рабочего стола при помощи 6-ти моторов и выравнивания ОВ по сердцевине, запатентованному компанией Fiber Fox, ОВ сварочный аппарат Mini 6S позволяет сваривать оптические волокна за рекордно короткие 7 секунд. Клавиши управления сварочным аппаратом Fiber Fox Mini 6S, как у всех аппаратов данной продуктовой линейки, вынесены на экранный блок, что позволило значительно уменьшить габаритные размеры. Габариты аппарата составляют 122 x 124 x 131 мм. У Mini 6S есть возможность автоматической калибровки дуги, что позволяет поддерживать состояние аппарата в оптимальном состоянии.

Рис.10. Fiber Fox Mini 6S в полной комплектации.
Оба сварочных аппарата Fiber Fox Mini 4S и Mini 6S комплектуются двумя аккумуляторными батареями. Их можно заряжать не только в рабочем состоянии, как это было на большинстве аппаратов известных производителей. Теперь можно просто поставить сварочный аппарат с подключенным к нему зарядным устройством и через некоторое время он будет полностью заряжен. На комплекте из двух батарей на аппаратах Fiber Fox Mini 4S и Mini 6S можно сделать полные 400 циклов сварки с последующей термоусадкой, что значительно превосходит нормативы по ежедневной сварке оператором. Если же сваривать ОВ приходится по нескольку сотен в день, то в комплекте сварочного аппарата находится блок питания и адаптер подключения к прикуривателю автомобиля, при помощи которого можно, практически неограниченно, работать от бортовой электросети автомобиля.
Еще одна особенность сварочных аппаратов Fiber Fox Mini 4S и Mini 6S удивит ценителей надежности оборудования южно-корейского брэнда. Оба аппарата выдерживают до 3-х падений с высоты около 1 метра. Более того, вся сварочная техника компании Fiber Fox в состоянии работать под проливным дождем с закрытой ветрозащитной крышкой и в пыльной буре со скоростью ветра до 15 м/сек.
Следовательно, выбирать аппарат для сварки ОВ придется по всем вышеперечисленным параметрам. И не забывайте, что иногда высокие показатели функциональности и сверхнизкое затухание сварного шва не являются обязательными требованиями для большинства ОВ сварочных работ, выполняемых на ВОЛС и в оптических сетях.
Кстати говоря, на этом функциональность аппаратов Mini 4S и Mini 6S компании Fiber Fox не заканчивается.
Достаточно часто приходится наблюдать, как специалисты по сварке ОВ сетуют: мол сварить-сварили, а оконцевать волокно нечем. Зачастую так и бывает. Ведь в комплекс работ по сварке ВОЛС достаточно часто входит еще и установка оптических разъемных соединений на оптоволокна. Как же сделать так, чтобы можно было совместить эти, казалось бы, разные задачи в одну? И на помощь снова приходят оптические технологии от Fiber Fox.
Оптическая сварочная техника Mini 4S и Mini 6S компании Fiber Fox позволяет выполнять монтаж разъемных соединений на оптические волокна, используя непосредственно сварочный аппарат. Такие оптические разъемы, монтаж которых можно выполнять на сварочном оборудовании получили название SOC (Splice-On Сonnector). В портфолио Fiber Fox имеются оптические SOC-коннекторы самых распространенных формфакторов FC и SC (рис. 11).

Рис. 11. Оптический разъем SOC формфактора SC для одномодового ОВ с полировкой UPC.
Возможность оконцевания ОВ коннекторами типа SOC (Splice-On Connector) формфактора SC и FC на аппаратах MINI 6S (4S) сделали работу оператора максимально быстрой и удобной.
Специалисты, работающие по сварке ВОЛС на сетях XPON и FTTX, охотно подтвердят, что здесь самым распространенным ОВ коннектором является SC. А в сетях операторов связи и телеком-провайдеров самым популярным ОВ разъемом является FC. И снова в цель!
Действительно, очень удобно! И главное, не таскать дополнительного тяжелого оборудования для оконцевания ОВ, часто содержащего химические реагенты или энергозатратное нагревательное оборудование, которое, бывает, и подключить-то некуда.

Рис.12. Монтаж SOC-коннектора на аппарате Fiber Fox Mini 6S
Ну а теперь вернемся обратно к процессу сварки. Мы ведь его не закончили.
После установки ОВ в держатели на рабочем столе сварочного аппарата просто наблюдаем, как аппарат самостоятельно производит сведение оптических волокон, а затем их сваривает при помощи разряда электрической дуги. Все аппараты Fiber Fox имеют быстрое время сварки от 7 сек (Quick mode) и термоусадки от 18 сек. Это лучшие показатели в данном сегменте. Все, волокна сварены!
Осталось дело за малым – вынуть ОВ из держателей и выполнить операцию термоусадки.
Для термоусадки применяются полиэтиленовые (ПЭТ) гильзы КДЗС, изготовленные из термоусаживаемого ПЭТ. Наибольшую популярность получили КДЗС длиной 40 и 60 мм. (рис. 13).


Рис.13. Термоусаживаемые гильзы КДЗС для защиты сварных швов длиной 40 мм (слева) и 60 мм (справа).
Гильза КДЗС при нагреве в специальной печи термоусаживается, при этом герметизируется сварной шов, находящийся внутри. Внутри гильзы КДЗС установлен металлический стержень, который защищает сварной шов от механических нагрузок и сгибов.
Нагрев осуществляется в специализированном нагревателе (печке) с тефлоновым покрытием, чтобы ПЭТ КДЗС "не пригорали".
Снимаем только что сваренное ОВ с рабочего стола аппарата. Но, буквально сразу же, открывая ветрозащитную крышку, слышим срабатывание системы механической проверки прочности сварного шва. ОВ подвергаются дозированному натяжению для проверки прочности выполненной сварки.
Укладываем сварной шов в печь для термоусадки. Закрываем крышку печи, слегка надавливая на концы ОВ у границ сварного шва. Операция термоусадки начинается.
Во всех аппаратах Fiber Fox Mini 4S и Mini 6S используется высокопроизводительная печь, позволяющая монтировать КДЗС за минимальные 18 секунд!
По окончании процесса термоусаживания, мы слышим характерный сигнал. Этим наш сварочный аппарат Fiber Fox дает понять, что термоусадка закончена. Проветрив печь, аппарат заботливо ждет начала нового цикла сварки с термоусадкой.
Ну а нам остается выбрать правильное оборудование Fiber Fox. Итак, выбор за нами!
О принципах работы аппаратов для сварки волокон (часть I)
Думаю, что большинство связистов хоть раз в жизни пробовали сварить между собой два оптических волокна (ОВ) или, по крайней мере, видели, как это делается. Монтажники связи сталкиваются с задачей сварки ОВ практически каждый день, однако это еще не означает, что каждый делает это правильно (здесь имеется в виду не только соблюдение технологий, но и оптимальная последовательность всех выполняемых действий, сводящая к минимуму число совершаемых "телодвижений" и соответственно обеспечивающая высокую скорость работы с надлежащим качеством).
Действительно настоящих профессионалов по сварке ОВ не так уж много – еще меньше тех, кто знает, как работает сварочный аппарат: по каким алгоритмам действует, как распознает составляющие оптического волокна, как выравнивает ОВ и т.д. От того, какие технологии используются в конкретной модели сварочного аппарата, зависит очень многое. Например, качество сварного соединения во многом определяется используемой технологией юстировки ОВ. Поняв принцип работы сварочного аппарата, можно быстро разобраться, например, из-за чего аппарат выдает ошибку или вовсе не работает и быстро это устранить.
Пару слов о новой модели Fujikura
Сегодня на слуху уже более десятка фирм производителей сварочных аппаратов (разнообразие этого списка с недавнего времени стали активно пополнять китайцы и корейцы), однако по сей день вектор развития или, так сказать, моду на устройства задает тройка японских собратьев – Fujikura, Sumitomo и Furukawa (аппараты под маркой Fitel).
Среди данной тройки наибольшие заслуги имеет фирма Fujikura, образованная еще в 1885 году братьями Зенпачи и Томекичи Фуджикура. Они заработали свой первый капитал на производстве украшений для волос – шнурах и резинках, и затем переключились на производство изоляции электрических проводов, поскольку процесс изготовления был схож.
Последняя модель аппарата Фуджикуры FSM-80S очередной раз продемонстрировала нам новые тенденции развития сварочных аппаратов. Примечательно, что эта модель в России и Китае идет под названием FSM-80S, а в странах Европы – FSM-70S. Модель одна и та же, отличаются аппараты только цветом корпуса. Можно провести следующий любопытный эксперимент: зайти на официальный сайт Fujikura, в англоязычной форме сайта перейти в раздел сварочного оборудования. Вы увидите, что среди моделей аппаратов последней будет FSM-70S. Если переключиться на русскоязычную форму сайта – последней моделью будет FSM-80S. С чем это связано, трудно сказать, возможно, какой-то маркетинговый ход или защита от контрафактных поставок. Если сравнивать характеристики FSM-70S и FSM-80S, то они идентичны. Единственное, что в мануале 80-ки указывается возможность создания искусственного аттенюатора с затуханием до 15 дБ, а в мануале 70-ки этого пункта нет.
На рис. 1.1 изображены FSM-70S и FSM-80S, можно поиграть в игру "найдите 10 отличий". Как видно, для Европы модель идет в голубом корпусе.

а) аппарат для Европы

б) аппарат для России и Китая
Рис. 1.1 – Внешний вид аппаратов Fujikura FSM-70S и FSM-80S
О технологиях юстировки оптических волокон
В принципе, сплавить разрядом вольтовой дуги два оптических волокна большого труда не составляет. Температура электрической дуги в сварочном аппарате достигает 4800°С – температура размягчения кварцевого стекла 1400 °C, а температура плавления примерно 1665 °C. Сложность процесса сварки ОВ заключается именно в точном сведении ОВ во всех трех плоскостях (рис. 1.2а). Необходимо добиться того, чтобы они не просто совпали по оболочке, а чтобы совпали их сердцевины ("совпали их сердца") – "светонесущие жилы" (рис. 1.2а). Поскольку именно по сердцевине передается информационный сигнал и именно из-за расхождения сердцевин в месте соединения ОВ часть оптического излучения попадает в оболочку и далее либо затухает, либо уходит в окружающее пространство. В связи с этим в месте стыка ОВ образуются потери мощности информационного сигнала.


Рис. 1.2 – К пояснению задачи юстировки ОВ: а) фотография под микроскопом волокон подлежащих юстировке; б) схематичное изображение этого процесса.
Никогда не задумывались, почему одна модель сварочного аппарата одной и той же фирмы стоит значительно дороже другой модели? Например, у фирмы Fujikura FSM-60S стоит значительно дороже, чем FSM-18S. Нет, это не из-за того, что FSM-18 более старая модель, а 60-ка – более новая. Все дело в том, что в этих сварочных аппаратах используется разная технология юстировки ОВ. Именно сложность используемой в аппарате технологии выравнивания ОВ напрямую влияет на его стоимость.
На сегодняшний день разработаны 4 основных принципа выравнивания ОВ, также существуют различные их модификации. В разных источниках некоторые методы называются по-разному, но их принцип действия один и тот же. Стоит отметить, что на российском рынке встречаются аппараты, работающие только по двум технологиям: по методу выравнивания по V-образной канавке и по методу выравнивания по профилю показателя преломления (метод PAS).
Помимо этих двух методов существует также метод LID, основанный на вводе излучения в одно ОВ и его последующего детектирования во втором ОВ и метод юстировки по тепловизионным изображениям (RTC метод). Метод LID был разработан компанией Siemens в 1984 г. и после выкуплен фирмой Corning. Поэтому данный метод используется в американских сварочных аппаратах фирмы Corning, например, в Corning OSLID-0SM-T-H, в Corning OS1-0SM-T-H-BK (рис. 1.3). Существует также упрощенный вариант метода PAS, называемый L-PAS (Lens Profile Alignment System), применяемый в тех же аппаратах Corning для грубой юстировки ОВ.


Рис. 1.3 Американские сварочные аппараты
Метод юстировки по тепловизионным изображениям используется в малоизвестных аппаратах шведской компании Ericsson. На рис. 1.4 представлен аппарат данной фирмы Ericsson FSU 15. Также по данному методу работают несколько моделей компании Corning.

Рис. 1.4 – Сварочный аппарат Ericson FSU 15 FI
Также, следует вспомнить о методе DACAS (Digital Analysis Core Alignment System) – системе выравнивания ОВ по сердцевине с применением методов цифровой обработки. Этот метод упоминается в характеристиках аппаратов INNO. Однако описание данного метода нигде не встречается, даже нет краткого пояснения его принципа. Скорее всего, это тот же метод PAS только с применение каких-либо дополнительных программных алгоритмов обработки изображения.
Далее мы акцентируем наше внимание на двух методах выравнивания: по V-образной канавке и по профилю показателя преломления (PAS), поскольку модели сварочных аппаратов, представленные на российском рынке, работают именно по ним.
Метод выравнивания по оболочке в V-образной канавке
По легкости исполнения данный метод на голову выше всех остальных. Он был разработан еще в 1977 г. в компании Fujikura. Метод не требует множества шаговых двигателей, способных смещать ОВ вправо/влево, вверх/вниз, не требует сложной системы управления этими двигателями. Поэтому его часто называют пассивным методом выравнивания. Сварочные аппараты, использующие данный метод юстировки, давно уже заняли определенную нишу и отлично подходят для тех ситуаций, когда к сварному стыку не предъявляют высоких требований по вносимым потерям.
Суть метода следующая. Два волокна укладываются в точно выровненные друг относительно друга V-образные канавки и фиксируются специальными зажимами (рис. 1.5).

Рис. 1.5 К пояснению метода выравнивания по V-образной канавке
Поскольку канавки по высоте находятся на одном уровне, два волокна оказываются также на одном уровне. Остается только их сдвинуть поближе друг к другу и можно начинать процесс сплавления. Ничего проще, кажется, придумать нельзя. Однако по известному закону жизни за простоту нам приходится платить качеством. Во-первых, волокна не будут лежать ровно, если в V-образную канавку попадет, так скажем, пылинка или частичка чего-либо (остатки защитного покрытия волокна, гидрофоб, ворсинка и т.д.). Во-вторых, канавки выравнивают волокна, однако совпадение волокон по оболочке не гарантирует точного совпадения их сердцевин. Дело в том, что при производстве оптического волокна, как и любом другом производстве, существуют допуски на нормативные значения (таблица 1). Кроме того, несовпадение сердцевин происходит вследствие эксцентриситета и некруглости оболочки.

Таблица 1. Параметры одномодового волокна согласно рекомендации G.652.D
В связи с перечисленными факторами, потери на сварном соединении для стандартных одномодовых волокон при таком методе выравнивания в среднем составляют 0.05 дБ. Сварочные аппараты такого класса находят свое применение в тех случаях, когда к сварному стыку не предъявляют высоких требований по вносимым потерям, и покупка дорогого сварочного аппарата нецелесообразна. К таким случаям относятся сети операторов связи небольшой протяженности: сети доступа, локальные компьютерные сети, структурированные кабельные системы офисов и т.д. Аппараты данной серии: Fujikura FSM-11S, Fujikura FSM-18S, ILSINTECH Swift-F1 (F2,F3), Sumitomo Type 25 и др.
В следующей части мы рассмотрим метод PAS, позволяющий произвести выравнивания ОВ по сердцевине. В заключение приведены несколько интересных фотографий.
Все про современные автоматические сварочные аппараты
Аппараты для сварки оптических волокон – это высокотехнологичные устройства, задача которых заключается в автоматизации комплекса работ — от совмещения торцов волокна до защиты соединения. Сварочные аппараты для оптики прошли длинный путь от устройства с оптическим микроскопом, ручной юстировкой волокон, позволявшего сращивать волокна с большими потерями, до полностью автоматизированных аппаратов с практически нулевыми (0,01-0,02 дБ) потерями и малым отражением от сварного соединения (
Современный аппарат для сварки оптических волокон позволяет сращивать волокна всех известных типов:
- одномодовые (G.652 (G.652D), G.657 (G.657A));
- многомодовые (G.651);
- со смещенной областью дисперсии (G.653);
- со смещенной ненулевой дисперсией (G.655).
Сварочные аппараты оснащены цветным ЖК-дисплеем, который позволяет визуально контролировать все этапы сварки оптических волокон. Благодаря встроенным в аппарат видеокамерам оператор может наблюдать за процессом с помощью цветного экрана, и полностью контролировать процессы юстировки, стыковки и сварки оптических волокон. Применение в сварочных аппаратах видеосистемы позволяет перед началом сварки визуально контролировать результат центрирования, тип сердцевины, качество торцов и микрозагрязнения свариваемых оптических волокон, а по окончании сварки оценить качество свариваемых соединений. Кроме того, ряд сварочных аппаратов представляет в цифровом виде значение угла скола и сдвиге осей оболочек (сердцевины) волокон до и после сварки, а также расчетное значение потерь в месте сварки. Устройство имеет понятное и удобное меню. Такие аппараты для сварки оптоволокна содержат программы управления сварочным процессом как для основных типов выпускаемых ОВ, так и для оптических волокон специальных типов, а также предусматривают возможность установить дополнительно собственную индивидуальную программу сварки оптоволокна.
В автоматических сварочных аппаратах выравнивание волокон может выполняться по оболочке с их центрированием в V-образном пазу, а также по сердцевине: по профилю преломления волокна (Profile Alignment System, PAS) или максимизацией передаваемого через выравниваемые волокна сигнала (Local Injection and Detection, LID).
Юстировка по оболочке оптоволокна:
Является пассивным видом юстировки, осуществляемым с помощью V-образных направляющих, которые фиксируют концы сращиваемых ОВ. Данный вид юстировки используется преимущественно для сварки оптоволокна на городских/локальных сетях, где высоких требований к вносимым сварным соединением потерям не предъявляется.
Система LID:
LID-система (Local Injection and Detection). Принцип работы: оптический сигнал вводится через оболочку (за счет изгиба оптоволокна) одного из сращиваемых ОВ, а принимается – через оболочку другого сращиваемого ОВ. Затем происходит обработка оптического сигнала микропроцессором с последующей отработкой сигналов управления микропроцессора с помощью исполнительных устройств.
Для ввода и вывода сигналов используются изгибные ответвители. Недостаток такого подхода состоит в том, что метод LID допускает работу не со всеми типами одномодовых световодов, не позволяя применять автоматику к волокнам в буферном покрытии 0,9 мм, а использование изгибного ответвителя увеличивает риск возникновения скрытых дефектов в световоде. Однако этот метод позволяет решить проблему, связанную с тем, что силы поверхностного натяжения стремятся совместить оси оболочек, и, следовательно, развести (при наличии в волокнах эксцентриситета) оси сердцевины волокон. Как результат — дополнительные потери на шве. Поэтому при данном методе предусмотрена коррекция эксцентриситета. Оси волокон предварительно разводятся на такое расстояние, на которое согласно компьютерному расчету надо развести оси сердцевины волокон так, чтобы силы поверхностного натяжения совместили их при сварке.
.png)
Система PAS:
В большинстве аппаратов применяется система выравнивания волокон по изображению в параллельном пучке света PAS-система (Profile Alignment System). При таком методе юстировки волокна освещаются сбоку параллельным пучком света так, что из-за разницы показателей преломления оболочка и сердцевина фокусируют свет, действуя как цилиндрические линзы. При этом формируется изображение, на котором видны границы сердцевины и оболочки волокна, что позволяет определить эксцентриситет в каждом из волокон. Анализ изображения линии, выполняемый с помощью телекамеры и встроенного контроллера сварочного аппарата, позволяет осуществить юстировку световодов. Одновременно контроллер системы управления аппарата оценивает качество скола торцевой поверхности волокон и в случае выявления каких-либо дефектов прекращает процесс сварки. Она используется и для грубой юстировки, и для тонкой подстройки волокон.
.png)
.png)
Схема центрирования по внешнему излучению (PAS метод)
Для быстрого перехода от одного режима сварки к другому во всех автоматических сварочных аппаратах встроены программы сварки стандартных оптических волокон. Для задания иного режима предусмотрено запоминание установленных параметров, которые затем доступны при сварке аналогичных волокон, что естественно ускоряет проведение сварочных работ.
В современных сварочных аппаратах управление процессом сварки производится с учетом контролируемых параметров внешней среды (влажность, температура, атмосферное давление и др.).
Факторы, оказывающие влияние на процесс сварки:
Существует множество факторов влияющих на процесс сварки
самоцентрирование (влияние сил поверхностного натяжения расплава стекла)
эксцентриситет сердцевины оптоволокна; качество поверхности торцов ОВ; качество подготовки оптоволокна (наличие/отсутствие микротрещин);
чистота V-образных ложементов ОВ (отсутствие загрязнений);
термические характеристики оптоволокна; качество электродов.
В процессе изготовления оптических волокон имеют место некоторые отклонения от их номинальных размеров. Допускаемое отклонение составляет всего лишь тысячные доли миллиметра, но и такие отличия могут повлиять на потери сростка ОВ. В целом влияние на величину потерь, вносимых сростком оптоволокна, оказывают как отличия в геометрических характеристиках оптического волокна, так и погрешности его юстировки и монтажа.
Процесс сварки:
Сваривание оптоволокна представляет собой сложный процесс, состоящий из нескольких этапов:
разделка кабеля, при которой внешняя изоляция оптического кабеля снимается, после чего снимается изоляция и с отдельных модулей, в каждом из которых находится до 12 волокон;
волокна очищаются от гидрофобного материала, в качестве которого используется гель – бесцветный или слегка окрашенный;
на волокна одного из свариваемых кабелей надеваются гильзы КЗДС (комплект для защиты соединений), состоящие из термоусадочных трубок с силовым стержнем;
на 2-3 сантиметра по концам волокон снимается лак, они протираются спиртом;
после зачистки, волокно скалывается строго перпендикулярно оси, это выполняется прецизионным скалывателем с допуском отклонения не выше 1,5 градуса;
свариваемые волокна укладываются с V-канавки и зажимаются;
Перед сваркой гильзу КДЗС надевают на один из сращиваемых концов волокна. После сваривания ее надвигают на место стыка и нагревают в печке сварочного аппарата до температуры 100…120° С на протяжении 1–1,5 минуты.
после этого волокна располагаются в сплайс-пластине, в кассете оптической муфты или кросса.
Современные аппараты для сварки оптических волокон имеют компактные размеры, что необходимо при работе в «полевых» условиях.
Работать с аппаратом можно при различных погодных условиях, скорости ветра до 15-17 м/c, но температурный диапазон ограничен: стандартно это -20 — +40.
Использование аппарата для сварки оптических волокон при монтаже и эксплуатации ВОЛС дает гарантии того, что все места соединений оптических волокон имеют высокую механическую прочность и низкий показатель вносимого в линию затухания, что немаловажно в связи с распространением пассивных оптических сетей, технологий спектрального уплотнения (CWDM/DWDM) и растущими требованиями к оптическому бюджету ВОЛС.
В нашем магазине Вы сможете выбрать и купить автоматический сварочный аппарат как с выравниванием по сердцевине, так и по оболочке.
Хит продаж – сварочный аппарат типа KL-280G, KL-500 – легкий, недорогой, работает со всеми типами оптического волокна. Так же отличным предложение является сварочный аппарат типа Mini-6S, Mini-4S.
В разделе Аксессуары Вы сможете найти все необходимое для сварки оптического кабеля – салфетки безворсовые, спирт изопропиловый абсолютированный и изопропиловый ОСЧ, стриппер и т.д.
Какими были сварочники для оптики

Развитие технологий ведет к уменьшению размеров электронных устройств. То же самое касается и аппаратов для сварки оптических волокон. Некогда громоздкие махины теперь умещаются в небольшой пластиковый кейс, а работать с ними можно на непролазных чердаках и в сырых подвалах. Но вернемся же на долгие годы назад и взглянем на тех самых гигантов Мезозоя, стоявших у истоков эры волоконно-оптических сетей.
Потребность в разработке устройства, которое могло бы соединять оптические волокна, возникла в процессе развития волоконно-оптических передатчиков и приемников и, конечно же, самого волокна в 70-х годах прошлого столетия. Первый сварочник использовали для работы с многомодовыми оптическими волокнами с относительно большим диаметром сердцевины — 50 мкм. Однако уже с начала 1980-х годов потребовался сварочный аппарат для одномодовых волокон. Несмотря на огромные перспективы передачи данных с помощью света у производителей и ученых возникли огромные трудности с разработкой оборудования, которое могло бы соединять мелкие волокна.
Вот что сказал по этому поводу один из разработчиков того времени из компании Fujikura:
«Все корпорации, работающие в данном направлении, понимали, что на решении этой проблемы можно будет построить большой бизнес! Вот, что действительно изначально поддерживало и продвигало все исследования и разработки в области сварки волокон. Идея была интересной, но реализовать ее было не так-то просто. Мы начали исследовательскую деятельность группой всего из трех человек. Это был 1976 год. Развитие оптических волокон как таковых в то время еще находилось в стадии проб и ошибок и помимо проблем, связанных с неидеальной структурой волокон и его низкой прочностью, у нас не было даже аналитического подхода к измерению потерь света при передаче его по волокну. В процессе работы сначала последовала череда изнурительных экспериментов, была неопределенность в отношении будущего. Временами нам казалось, что мы никогда не добьемся прорыва. Конечно, это вызывало большое разочарование. Однако, в следующем, 1977, году мы наконец-то увидели проблеск надежды».
Тогда первые эксперименты по соединению волокон проводились с использованием двух подходов: сведение волокон и их склеивание в V-образной канавке; второй метод заключался в сплавлении волокон с помощью электрической дуги. По причине превосходных качеств и работоспособности, большее развитие вскоре получил второй метод. Таким образом, первая модель практического многомодового сварочного аппарата Fujikura была завершена в октябре 1977 года. Позже, в 1979 году, это оборудование было отправлено на выставку в Вашингтон, округ Колумбия, где аппарат стоял в неброском углу выставочного зала, однако собрал толпу желающих посмотреть на это чудо техники. Сохранилась только небольшая фотография этого аппарата.

Большого спроса на японскую новинку еще не было, но именно с созданием этого аппарата началась целая эпоха. Примечательно, что первоначально в Fujikura рассматривали применение для сварки волокон «фазово-контрастного микроскопа» или «поляризованного микроскопа», чтобы можно было увидеть сердцевину волокна за счет разницы в показателях преломления. Но оба варианта оказались несостоятельными, поскольку просто не подходили для внедрения в компактный сварочный аппарат.
Около года преданные своему делу исследователи проводили день и ночь в экспериментальной лаборатории, занимаясь совершенствованием и разработкой алгоритмов работы сварочного аппарата. Все дальнейшие разработки велись в условиях строжайшей секретности. В результате, в феврале 1985 года родился шедевр – успешно применили на практике сварочный аппарат для сварки одномодовых волокон Fujikura FSM-20.





Аппарат состоял из двух отдельных блоков, что не добавляло ему удобства и тем более какой-либо компактности. Главной задачей разработчиков в то время было объединение этих двух блоков в одно устройство. В то время Fujikura не единственная занималась разработкой сварочных аппаратов для оптики. Небезызвестная Siemens уже в 1984 году разработала собственный сварочный аппарат модели M7.
Стоит внимательно рассмотреть некоторые модели сварочных аппаратов именно этой компании, ведь на заре телекомов аппараты от Siemens можно было часто повстречать на российских просторах.
Siemens RXS Siecor S46-999-M7-A10
На этом видео можно увидеть, как работает аппарат, и как видно в объективе волокна:
Для чего нужны сварочные аппараты оптоволокна?
Сварка оптического волокна подразумевает под собой процесс соединения жил оптического кабеля (оптических волокон) при помощи воздействия высокой температуры (термическая обработка). Сегодня сварку такого типа могут выполнить в автоматическом режиме сварочные аппараты оптоволокна.
Что они собой представляют?
Сварка оптических волокон осуществляется с применением сварочных аппаратов, с помощью которых проводится весь комплекс соответствующих работ: от совмещения концов до полной защиты соединения.
Интересно отметить, что выпущенные в последние годы сварочные аппараты многие специалисты считаются самыми настоящими промышленными роботами. Они снабжаются автоматической системой, которая полностью руководит процессом сварки. Конечно, работа на таких аппаратах, несмотря на всю автономность устройств, проходит под контролем оператора (человека).
Приблизительные размеры стандартного сварочного аппарата – 15х15х15 см (в расчет не принимаются выступающие части). Обычно он может без особых проблем поместиться в стандартный напольный шкаф 19 (конечно, если по ширине устройство не превышает 19 дюймов).
Стандартный сварочный аппарат включает в себя следующие блоки и узлы:
- Электронный блок, в который входят: блок дуги, преобразователь напряжения, материнская плата и т.п.;
- Блок питания;
- Механическая часть, в которую входят: каретки, электроприводы, оптическая система, V-канавки, печь для термоусадки и т.п.;
- Монитор, необходимый для видеоконтроля за процессом выполнения работы.
В зависимости от разновидности сварочный аппарат может включать в себя множество тех или иных элементов, необходимых для комфортной работы пользователя.
Разновидности сварочных аппаратов
У всех аппаратов обязательно есть свое программное обеспечение, которое для каждой модели уникально. Кроме того, предусмотрено наличие интерфейса пользователя, состоящего из монитора, меню и клавиатуры. В меню есть два раздела – открытый и секретный (для пользователей и сервиса соответственно).
В большинстве случаев, секретный раздел защищается паролем или специальной комбинацией клавиш. Он необходим для гибкой настройки работы сварочного аппарата (например, чтобы сварить тот или иной волоконно оптический кабель).
Все современные аппараты можно разделить на три больших группы:
- Аппараты, имеющие выравнивание по сердцевине;
- Аппараты с фиксированными V-канавками;
- Аппараты для оптического ленточного волокна.
Разные аппараты, конечно, будут иметь разную стоимость.
Стоимость сварочных аппаратов
Стоимость устройств такого типа будет зависеть от множества разных факторов, основными из которых являются:
- Компания-производитель (конечно, китайские аппараты будут стоить намного дешевле высококачественных японских или корейских);
- Диапазон свариваемых волокон (некоторые аппараты работают со всеми волокнами, а некоторые – лишь с некоторыми);
- Общее время сварки (в разных аппаратах сварка может занимать от нескольких секунд до пары минут);
- Общее время термоусадки (в большинстве случаев, этот показатель во всех аппаратах равен 20-40 секундам).
Кроме того, на цену будет влиять наличие или отсутствие тех или иных функций. Например, некоторые современные устройства имеют USB-интерфейс.
Нужно принимать во внимание, что сварочные аппараты стоят сравнительно дорого, поэтому в покупке таких устройств заинтересованы, как правило, только фирмы и компании, оказывающие соответствующие услуги. Серверная стойка для размещения подобных устройств не подойдет.
Читайте также: