Сварочный аппарат для распайки распред коробок
Обновлено: 20.09.2024
Самостоятельный монтаж электропроводки с медными сердечниками по силам каждому. По правилам провода соединяются клеммами, запаиваются или свариваются. В распределительных коробках, щитках удобнее работать аппаратом для сварки медных проводов. Медная скрутка за считанные секунды расплавляется под действием электрической дуги. После этого ее изолируют. Такое соединение прослужит долго, не станет дополнительным сопротивлением.
Имея дома небольшое устройство для сварки, можно выполнять сторонние заказы по монтажу или ремонту медных проводов. Многие умельцы делают сварочники самостоятельно.

Конструктивные особенности и принцип работы аппаратов для сварки проводов
Выбирая оборудование для холодной сварки, необходимо учитывать особенности медной проволоки. При нагреве до 300°С медь становится хрупкой. Плавится она при 1100°С,
Варят ее постоянным и переменным током, рабочее напряжение выдается в интервале значений от 12 до 36 вольт, сила тока – 150 А. Мощность и рабочий ток зависит от количества проводников в скрутке, толщины жил.
У сварочных аппаратов для медных проводов должна быть плавная регулировка сварочного тока, чтобы исключить риск пережогов или непроваров проводников, на оптимальном токе электрод не залипает – не прикипает к медным жилам. Для работы с медью подойдет инвертор или устройство на базе трансформатора.
Виды сварочных аппаратов для проводов
На рынке представлены специализированные устройства для монтажа кабеля отечественного и зарубежного производства. Это аппараты для сварки скруток медных жил:
- ТС 700 производства фирмы «Призма» мощностью от 1 до 1,5 кВт предназначены для сварки меди и алюминия;
- модификация ТС 700-1 самая примитивная, сваривать скрутки до 16 мм смогут начинающие, цена 7,6 тысяч рублей;
- модель ТС-700-2 – узкопрофильная, ей пользуются электрики, монтируя толстый кабель, предельный диаметр скрутки – 24 мм, цена в пределах 9 тысяч;
- ТС 700-3 – самый мощный, продается в комплекте с двумя силовыми проводами, держателем электрода, стоимость сварочного оборудования 9,3 тысячи.
Небольшие инверторные аппараты, которые подойдут для сварки алюминиевого кабеля, медных проводов:
- «Дона» миниатюрный, работает от стандартной сети 220 В, оснащен цифровым индикатором, функцией стабилизации дуги, плавными регуляторами силы тока, цена устройства 8 тысяч рублей;
- аналогичные аппараты «Микроша» (модели 160ПНЦ и 180 ПНЦ) выдают необходимый рабочий ток, ими просто пользоваться, стоят около 8 тысяч.
Инверторный аппарат
Универсальный инвертор предназначен для многих видов работ, он подойдет для сварки алюминиевых и медных скруток.
- «Ресанта» САИ-160 выдает ток в широком диапазоне от 10 до 160 А, вес устройства 4,5 кг, стоимость 6,3 тысячи;
- «Сварог» ARC 160 Easy Z213 H выдает ток в диапазоне от 10 до 160 А, весит 4 кг, работает от стандарной сети 220 В, стоит 9 тысяч.
- Итальянский «Quattro elementia 160 nato» 643-255 китайской сборки работает от сети 220 В. Стоит около 6 тысяч, весит без малого 5 кг.
- Американский «PFrionMax Welder DC-200 C», выпущенный китайским филиалом. Весит 4,5 кг. Оснащен ремнем для переноски, работает бесшумно. Стоимость от 7,5 до 9,6 тысяч в зависимости от комплектации.
- Немецкий «Fubag IQ 160» малогабаритный, но тяжелый, весит без малого 7 кг. Предназначен для работы от сети от 150 до 240 В, не боится «провисания» напряжения. Выдает рабочий ток от 10 до 160 ампер. Укомплектован двумя силовыми проводами, стоит 7 тысяч.
Для сварки инверторами используют омедненный угольный стержень, его еще называют медноугольный электрод. Промышленные инверторы для медных проводов крупногабаритные, тяжелые. Для работы с электрикой выбирают небольшие аппараты, работающие от сети 220 В, оснащенные ремнем для переноски. Инверторы отличаются от трансформаторов стабильной дугой, дополнительными функциями, упрощающими сварку.
Самодельные конструкции
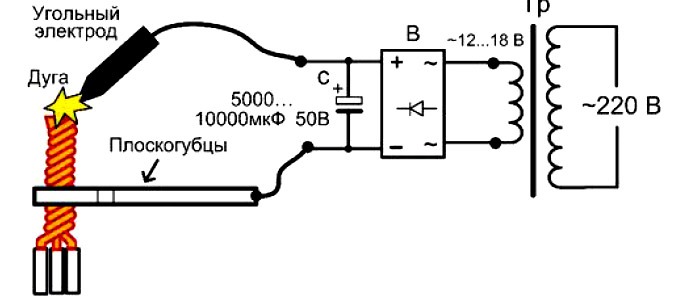
На базе трансформаторов от старого оборудования многие сами сооружают аппараты, пригодные для сварки. Для кожуха необходима плотная коробка из огнестойкого материала, например, старый корпус от микроволновки. Некоторые умельцы монтируют схему с трансформатором и диодом на деревянной подставке. Если есть длинный кабель, для варки скрутки медных проводов применимо и такое оборудование. Варка проводится на весу, удаленность должна быть не менее 1,5 метров.
Можно использовать трансформатор любой мощности от 300 до 800 ватт, на вторичной обмотке должно быть напряжение от 12 до 36 В. Для сварки алюминиевых и медных проводов небольшого диаметра хватит 9 В. В качестве электрода, разжигающего дугу, используют угольные вкладыши пальчиковых батареек. На контакты выводят мощные провода с сечением не менее 15 мм 2 . Если нет толстого кабеля, скручивают 2 или три тонких провода.
Себестоимость самодельного сварочного аппарата для сварки алюминиевых и медных проводов невысокая, используют трансформаторы от микроволновых печей, другой бытовой техники. С ними нужно обращаться аккуратно, нельзя их включать в сеть для проверки без удаления родной вторичной обмотки. Мощность может достигать 2000 В. С самодельной вторичной обмоткой трансформатор безопасен, к нему можно подключать угольный карандаш и плоскогубцы для зажима скрутки.
Браться за изготовление сварочного аппарата стоит, если есть опыт сборки или ремонта электротехнических устройств.
Технология сварки медных скруток
Для сварки провод очищают на 5–7 см от конца, чтобы во время работы не повредить сварочным оборудованием изоляцию. Сердечники складывают параллельно, концами в одну сторону. Скручивают, сильно зажимают скрутку плоскогубцами. Электродом касаются кончика скрутки. За 1–2 секунды образуется шарик однородного металла. Заваренную скрутку остужают, изолируют термоусадочной трубкой или изоляционной лентой.
Перед работой нужно потренироваться на обрезках кабеля, чтобы выбрать параметры рабочего тока. Угольный электрод сначала 5 секунд прогревают, только потом направляют на скрутку. Время выдержки зависит от количества проводников, диаметра жил. Медь нельзя перекаливать до потемнения, соединение будет хрупким, способно рассыпаться при укладке провода в щиток или распределительную коробку.
При выборе сварочного аппарата, предназначенного для сварки алюминиевых и медных проводов, учитывают параметры тока. Выбирают устройства с минимальным шагом настроек. Компактные легкие инверторы можно носить на плече. Универсальные хороши тем, что ими выполняют многие виды сварочных работ.
Обзор аппаратов для сварки медных проводов

Качественные соединения медных проводов в электропроводке – залог безопасности и гарантия долгого срока службы.
Для соединений используют скрутку, пайку или сварку. Сварочное соединение превосходит все остальные по надежности. А сам процесс сварки проводов возможен при использовании специального аппарата.
Описание сварочного процесса
Электрические медные кабели состоят из нескольких жил, каждая из которых скручивается отдельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства. Чтобы каждую скрутку запаять по длине паяльником (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой достаточно соединить провода только в конце скрутки. А компактные аппараты, используемые при работе, облегчают процесс.
Сварка меди осложняется тем, что она становится хрупкой уже при 300°C, а плавится при 1080°C. Поэтому, кроме теоретических знаний, необходимо иметь опыт работы. Для тех, кто впервые столкнулся с необходимостью сварки контактов в распределительной коробке, рекомендуется попрактиковаться на опытных образцах.
Скрутки медных проводов можно заварить обычным инверторным аппаратом или с помощью самодельного устройства на основе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от выбранного устройства и выглядит следующим образом:
- Освободить от изоляции провод на расстояние около 100 мм.
- Сделать скрутки нужных жил. Длина каждой должна быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Следующую скрутку варить после остывания предыдущей.
- Осталось провести изоляцию каждой скрутки с помощью термоусадочных трубок или изоленты.

Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Не забудьте обесточить свариваемые провода!
Краткий обзор устройств
Специализированные устройства ТС 700 производства Призма используются исключительно для сварки скруток меди и алюминия (во втором случае с применением флюса). Они отличаются простотой и удобством использования. Очень компактные размеры устройства и небольшой вес, а также простота самого процесса сварки – именно то, что необходимо для столь кропотливой работы. Прибор дает на выходе напряжение 12 В, а потребляемая мощность при работе – от 1 до 1,5 кВт (в зависимости от модификации). Выпускается упрощенная модель для бытовых нужд ТС 700-1, для электриков ТС 700-2 и для крупных производств ТС 700-3. Комплектуются двумя силовыми кабелями, один из которых снабжен пассатижами для зажима скрутки, а второй – держателем электродов. Имеется переносная сумка с ремнем для ношения на плече. Бытовая модель сваривает скрутки до 16 мм в диаметре, две другие – до 24 мм. Цена первой – 7600 рублей, второй 8950 и третьей 9300.
Мини «ДОН» – аппарат цифровой инверторный с питанием от сети 220 В. Небольшие размеры, удобный функционал. Снабжен устройством для блокировки при скачущем напряжении, цифровой индикатор показывает текущее напряжение в сети, что облегчает подбор диаметра электрода для сварки. Есть функция защиты от залипания и регулировки тока. При необходимости изготовитель может поставить модель, приспособленную для работы в опасных условиях. Цена устройства 8000 рублей.
Аппараты МИКРОША-160ПНЦ и МИКРОША-180ПНЦ аналогичны по выполняемым функциям и по стоимости.
Аппарат ТС700 и рассказ про него в видео
Инверторные аппараты

Медные скрутки можно сваривать с помощью универсальных инверторных устройств. Лучше всего выбирать компактные модели с небольшим весом. Рассмотрим некоторые модели.
РЕСАНТА САИ-160 аппарат российского производства. Работает от сети 220 В, может регулировать ток в диапазоне от 10 до 160 ампер и выдавать дугу с напряжением 26 В. Вес аппарата 4, 5 кг. Цена 6300 рублей.
QUATTRO ELEMENTI A 160 Nano 643-255 – итальянская марка. На российском рынке продаются аппараты, изготовленные в Китае. Компактные по размерам, вес 4,9 кг. Прекрасно подходит для бытовых нужд. Работает от сети 220 В. Цена 5950 рублей.
PFTRIOTMax Welder DC-200 C инверторный аппарат, отличающийся низким уровнем шума и точностью работы. Родина бренда США, в продаже на российском рынке модели, изготовленные в Китае. Вес 4, 5 кг, имеется переносной ремень, что делает аппарат мобильным. Диапазон тока 10-200 ампер, питание от сети 220 В. При сварке используют электроды до 5 мм в диаметре. Цена аппарата от 7600 до 9600 рублей.
Сварочный инвертор FUBAG IQ 160 от германских производителей. Малогабаритный, вес 6,9 кг. Работает от сети с напряжением 150-240 В. Регулировка тока от10 до 160 ампер. В комплекте 2 медных кабеля – с держателем электродов и с зажимом для заземления. Цена порядка 7000 руб.
СВАРОГ ARC 160 Easy Z213 H – российский аппарат в прочном металлическом корпусе с бесступенчатой регулировкой силы тока. Подключение кабелей осуществляется через специальные разъемы, что очень удобно. Диапазон тока 10-160 А, питание от сети 220 В. Вес – 4 кг. Цена аппарата 9000 рублей.
Как выбрать аппарат

В любом деле, главным ориентиром для выбора прибора, является цель приобретения, цена и функциональные возможности. Для бытовых целей приобретать специализированное устройство для сваривания медных или алюминиевых скруток вряд ли целесообразно. Лучше такой прибор взять в аренду на время. Но если вам приходится часто заниматься сваркой проводов, то конечно, специальный аппарат просто необходим.
Для дома более выгодно приобретение универсального инверторного аппарата. С помощью которого вы сумеете выполнить любую требуемую сварку – круг их возможностей необычайно велик. Другой вопрос в том. что сварка скруток потребует от вас определенных знаний, но это поправимо.
При подборе варочного инвертора, обратите внимание на мощность и источник питания. Излишне мощный аппарат – роскошь. Для дома вполне подойдет модель с мощностью 4-5 кВт.
Из желательных функций, которые существенно облегчают процесс сварки, желательно наличие «горячего старта», защиты от залипания и нечувствительность к перепадам напряжения питающей сети. Сила тока до 160 А позволяет варить металл толщиной до 5 мм, этого обычно вполне хватает для бытовых целей.
Для неопытных сварщиков инверторные модели – лучший выбор. Они просты в использовании, что позволит новичку быстро освоить азы сварочного ремесла.
Из недостатков сварочных инверторов можно отметить высокую стоимость и создание помех в сети.
Можно ли сделать устройство для сварки из подручных материалов?
В хозяйстве мастерового хозяина всегда найдется старенький неиспользуемый трансформатор, на основе которого можно сделать домашний сварочный аппарат для медных проводов. Схема устройства несложная, с монтажом справится любой новичок. Для изготовления потребуются:
- Трансформатор;
- Материал для кожуха или готовая коробка;
- Кабель электрический;
- Пассатижи для зажима скрутки;
- Держатель электрода;
- Угольный электрод, который может быть изготовлен из сердечника круглой батарейки большого размера или крупноформатной угольной щетки.
- Автоматы
Самодельный аппарат и рассказ про него в видео ниже
Заниматься изготовлением самодельных аппаратов допустимо только в случае, когда вы хорошо знакомы с понятиями работы электротехнических устройств. Подробных описание самодельных конструкций масса, ниже приведены фотографии некоторых из них. Трансформаторы можно использовать от старых телевизоров, от микроволновой печи, и другие. Достаточная мощность трансформатора для изготовления сварочника лежит в пределах 200- 450 ватт.
Принципиальная схема сборки представлена на рисунке:

Домашний прибор хорош тем, что не требует значительных вложений денежных средств, а функций его хватает на решение бытовых задач по сварке.
Соблюдайте правила безопасности при работе с электрическими приборами! Так, ни в коем случае, не включайте трансформатор от микроволновой печи для проверки в сеть! Напряжение на оригинальной вторичной обмотке доходит до 2000 В! Только после ее удаления возможно использование такого трансформатора для наших целей, а вторичную обмотку придется сделать самостоятельно.
Еще один самодельный аппарат и рассказ про него
Параметры сварочных работ с медью
Выбор силы тока конкретно к диаметру скрутки, количеству проводов в ней и их сечения имеет первостепенное значение для качественного результата. Лучшие значения подбираются опытным путем и главную роль играют в этом профессиональные навыки. Для примерной ориентировки по значениям ниже приведена таблица рекомендуемых параметров.
| Сечение провода, мм | Количество проводов в скрутке | Оптимальный режим тока, А |
| 1,5 | 2 | 70 |
| 1,5 | 3 | 80 |
| 2,5 | 2 | 100 |
| 2,5 | 4 | 120 |
Заваривание в вакууме
Существует способ сварки меди с помощью электронных лучей в условиях вакуума. Для работы требуется специальный аппарат и вакуумная камера. Этот метод применим только в условиях оборудованных производственных мастерских или лабораториях.
Суть метода электронно-лучевой сварки в вакууме заключается в проплавлении меди направленным лучом конусной формы, обеспечивающем высокую точность работы.
Что дает лучевая сварка в вакууме:
- Провода подвергаются нагреву меньшей температурой, что положительно влияет на их сохранность. Они не покоробятся от такого нагрева.
- Направленный характер нагрева позволяет распределить нужную температуру на поверхности шва и по его глубине, что повышает качество сварки.
- Вакуумная среда исключает насыщение меди газами, поэтому соединение имеет пластичные свойства.
Сварка ведется непрерывно, есть возможность работать с паузами. Методы подбираются оператором в зависимости от поставленной задачи.
Сварочные аппараты изобретены давно и имеют множество вариантов. При этом, ученые продолжают работу по модернизации и видов аппаратов и способов сварки. Для конкретной задачи по сварке скруток меди можно применить практически любой известный аппарат – отличие будет в удобстве использования. Лучший результат по получению качественного соединения достигнуть с наименьшими затратами возможно с применением специализированного оборудования для этих работ.
Как сварить медные провода в домашних условиях
Медные провода практичнее алюминиевых, их часто используют для проводки в частных домах, прокладывают при ремонте квартир. Допускается несколько способов оформления стыков кабеля: их крепят клеммами, пайкой. Разрешается опрессовка или сжим скрутки, но самое надежное соединение образуется при расплаве меди. Для сварки медных проводов на линии или в распределительной коробке используют точечную технологию. Необходимо расплавить скрутку до однородной структуры, чтобы не повышалось сопротивление в цепи. Делается это для пожаробезопасности.

Особенности сварки медных проводов
Медь хорошо плавится и быстро насыщается водородом, окисляется в расплавленном состоянии. Температура плавления медных сплавов не более 1000°С. Для защиты металла при сварке медных деталей используют аргон или углекислый газ, но провода варить в защитной атмосфере экономически нецелесообразно. Для сварки медного кабеля используют обычные аппараты, генерирующие постоянный или высокочастотный переменный ток и напряжение от 15 до 30 В.
Желательно, чтобы рабочий ток регулировался, для скрутки одной жилы сечением 1,5 мм 2 нужен ток 70 А, для соединения трех проводов потребуется увеличить ампераж до 90–100 А. Для монтажа медной проводки в доме с подключением мощного электрооборудования необходимо выбирать сварочные аппараты до 120 А. Если нет оптимального тока, дуга будет прерываться, электрод начнет залипать.
Пайка или сварка медных проводов – что лучше?
Самый простой и эффективный способ пайки – погрузить место контакта в расплав припоя. Для небольших схем такой метод годится. Но при монтаже линий из медных проводов не подходит. Пайка оловянными припоями на весу требует навыков, новички с такой работой не справятся, велик риск травмирования. Соединение проводов своими руками контактной сваркой намного безопаснее.
Еще одно преимущество сварки – не изменяется химический состав проводов, в сплав не попадают частички припоя. Электропроводность медного кабеля в месте скрутки не меняется. Сварка проводится быстрее пайки, не нужно предварительно лудить контакты, подбирать паяльник по мощности под размер кабеля. Есть многожильные шнуры, которые пропаять невозможно.
У сварки есть единственный недостаток: если нет навыков, можно повредить целостность изоляции медного провода.
Аппарат для сварки
Для сварки для медных проводов используют любой генератор тока: трансформатор, выпрямитель, инвертор. Клещи для контактной сварки подключают к автомобильным аккумуляторам, соединяют два последовательно, выводят контакты к электродам. Мощности хватает для соединения кабеля с жилой 5 мм. Большой объем с аккумуляторами не сделаешь, необходим сварочный аппарат.
Инвертор
Преимущества современных инверторных аппаратов очевидны:
- ими можно сварить провода любого сечения;
- они не боятся «провисания» напряжения в сети, снижают риск залипания электрода, пережога медных скруток;
- есть облегченные модели, выдающие ток до 150–200 А;
- работают от стандартной сети, не нужно подключаться к трехфазному току.
Работать с инвертором проще, чем с трансформатором. Для сварки постоянным током прямой полярности плюс подключают к держателю электрода, минус – к свариваемому медному проводу.
Трансформатор
Громоздкие аппараты старого типа сложно перетаскивать с места на место, зато трансформаторы способны генерировать ток в пределах 400 А. Трансформатор подходит для работы с постоянным током прямой или обратной полярности. Им проводят сварку медных шин в распределительных щитках, соединение скрученных проводников большого сечения. Подключают трансформатор также, как инвертор: «+» на электрод, «-» на скрутку. У трансформантов хорошая производительность, но в процессе работы они сильно гудят, греются, их периодически отключают, дают остыть. При включении они «просаживают» сеть, но затем напряжение стабилизируется. При работе с трансформатором следует это учитывать.
На базе понижающего трансформатора мощностью до 150 А напряжением от 12 до 38 В из бытовой техники можно сделать сварочный аппарат самостоятельно: намотать на него необходимо число витков кабеля. Рассчитать их количество можно по таблицам. Если включить в электросхему диодный мост, он будет стабилизировать дугу. Держатель приобретают в магазине или используют вместо него зажим троллейбусного контактора. Зажимные токопроводящие клещи делают из пассатижей – к одной ручке прикручивают контактную клемму. Обязательно делают заземление самодельного аппарата.
Технология сварки скруток медных проводов
Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Стоит рассмотреть процесс сварки скруток медных проводников подробнее. Пошаговая инструкция:
- Концы соединяемого кабеля зачищают, снимают изоляцию на расстоянии до 7 см, чтобы проводка не пострадала в процессе работы.
- Жилы или нити складывают параллельно, их необходимо плотно скрутить между собой, тип скрутки значения не имеет, но при осевой стыковке по направлению проводников друг к другу сваривать скрутку сложнее.
- Длина скрутки должна достигать 5 см, излишки волокон обрезают. Провода помещают между контактами или в самодельное прижимное устройство на расстоянии 2–3 см от края.
- После касания проводников электродом возникает электродуга, ее удерживают не более 2–3 секунд в зависимости от толщины проводников.
- Медь расплавляется в зажимном устройстве, образуется прочное соединение.
- Остывшие соединенные проводники обматывают изоляционной лентой или надевают на нее термоусадочную пленку.
Рекомендованные режимы тока:
- для соединения проводников сечением 1,5 мм 2 :
— скрутка из двух проводов – 70 А;
— скрутка из трех проводов – от 90 до 100 А;
— из 4-х – от 100 до 120 А;
- для соединения 5 мм сердечников максимальный ток – не более 150 А.
Перед монтажными работами желательно потренироваться на обрезках кабеля. Понять, что медь расплавилась, можно по рыжему валику на конце проводника.
Выбор электродов
Дугу разжигают угольным стержнем или графитовым электродом с омеднением, его еще называют «графитовый карандаш». Дуга у черного угольного стержня выше, чем у серого «графитового карандаша», расход электродов небольшой.
Если нет угольных электродов, мастера используют графитовые сердечники пальчиковых батареек.
При сварке стыков кабеля необходимо позаботиться об индивидуальной защите от поражения током, не стоит пренебрегать заземлением. Огнетушитель лучше держать под рукой.
Как сделать аппарат для сварки медных скруток своими руками
Главным требованием, предъявляемым к соединению электрических проводников, является неизменность его качества в течение длительного времени. Требуемую надежность способен обеспечить специальный сварочный аппарат, которым создается монолитное соединение. Однако одноразовую работу можно выполнить самодельным трансформатором для сварки медных проводов своими руками.

Требования к самодельному сварочному аппарату
Для создания качественных соединений сварочный аппарат для сварки медных проводов должен быть:
- Безопасным в эксплуатации. Все элементы, находящиеся под напряжением, нужно надежно заизолировать.
- Мощностью не менее 0,6 кВт, чтобы не было перегрева трансформатора. не больше 3 — 4 метра, иначе из-за их сопротивления не хватит тока для сварки скруток.
- Легким и удобным для переноски.
- Укомплектован удобными зажимами электрода и свариваемых проводов.
Что понадобится для самодельной конструкции
Чтобы самостоятельно собрать аппарат для сварки медных проводов потребуются:
- Самодельный или покупной трансформатор с напряжением на вторичной обмотке 10 — 30 В, способной выдавать ток 60 — 80 А.
- Держатель типа «крокодил» для фиксации электрода. Вместо него можно использовать иной, обеспечивающий надежное крепление.
- Двужильный кабель с вилкой для подключения к розетке электросети.
- Теплоотводящий зажим для скрученных проводов.
- Сварочные медные жилы сечением не меньше 10 мм².
- Графитовый или угольный электрод.
Процесс изготовления
Самодельный аппарат для сварки медных проводов можно собрать в пластиковой коробке нужного размера. Если готовый трансформатор с требуемыми параметрами найти не удалось можно сделать его своими руками из снятого со старой бытовой техники. Например, с отслужившей микроволновки. Вторичную обмотку удаляют, на ее место наматывают новую одним или несколькими параллельными проводами общим сечением не меньше 6 мм². Поскольку процесс сварки длится несколько секунд этого достаточно для нечастого ремонта и замены участков домашней электропроводки. Если предстоит сваривать непрерывно много скруток сечение нужно увеличить до 10 мм².
Вместе с трансформатором в кожух устанавливают автоматический выключатель на 16 А для защиты от коротких замыканий и перегрузки. Он также удобен для оперативного отключения сварочного аппарата при перемещениях во время монтажа электропроводки в доме или квартире. Сечение медных жил кабеля для подключения питания должно быть не меньше 4 мм². Для удобства эксплуатации на переднюю стенку кожуха устанавливают индикаторную лампочку зеленого цвета. Там же располагают 2 винтовые клеммы. Изнутри к ним присоединяют провода от вторичной обмотки трансформатора, а снаружи подключают сварочные жилы.
В качестве электрода можно использовать угольный стержень от батарейки, но лучше графитовую щетку от электродвигателя. В ней просверливают несколько неглубоких отверстий под скрутки разного диаметра. Они удержат каплю меди от соскальзывания, что часто случается при использовании стержня от батарейки.
Теплоотводящий зажим для скрутки обычно делают из старых плоскогубцев, прикрепляя к одной из ручек сварочную жилу. Ее конец стачивают, надевают и припаивают медную гильзу, а к ней провод. Сверху на ручки надевают изоляционные термоусадочные трубки. Для плотного охвата скруток в губках плоскогубцев делают отверстия разного диаметра.
Для удобства транспортировки на кожух сверху крепят ручку, например, дверную.
Снизу прикручивают ножки от радиоаппаратуры. Если последовательно с электродом включить дроссель сварка станет мягче. На большие аппараты для сварки проводов большого сечения устанавливают регулятор тока. При желании его лучше купить в виде отдельного блока, так как сделать самостоятельно, не разбираясь основательно в электронике, не удастся.
Технология сварки медных скруток самодельным аппаратом
С концов проводов на расстоянии 30 — 60 мм снимают изоляцию и зачищают до блеска. Затем их скручивают между собой в одном направлении. Чтобы провода были одинаковыми по длине, конец скрутки откусывают.
Закрепив скрутку в теплоотводящем зажиме, к ее концу прикасаются электродом и сразу же отводят на 0,5 — 1 мм. Образовавшаяся дуга плавит медь, которая образует каплю в виде шарика. После его образования сварку немедленно прекращают, иначе начнет плавиться изоляция проводов, а металл на шве станет пористым. После остывания оголенные концы обматывают изоляционной лентой или закрывают термоусадочной трубкой.
Если самостоятельно сделанный аппарат работает с электродом из графитовой щетки с ямками под скрутки, возникают трудности при их совмещении. Поэтому рекомендуется на держателе установить кнопку включения аппарата. Ее нажимают, когда скрутка вставлена в отверстие и отпускают после образования шарика, удерживая несколько секунд электрод на месте, чтобы медная капля не соскользнула.
Процесс сварки медных проводов протекает без брызг, но шарик расплавленной меди при неосторожном движении может соскользнуть на незащищенные участки тела. Поэтому не стоит пренебрегать защитными очками и перчатками, а одежду из плотной материи застегивать на все пуговицы. Перед работой нужно обеспечить хорошее проветривание помещения, так как электроды, особенно угольные, при нагреве дымят.
Как соединить провода в распределительной коробке
Соединение проводов в распределительной коробке требует особенной тщательности исполнения. От того, насколько правильно выполнена работа, зависит не только надежная работа электроприборов, но и безопасность помещения.
Распределительная коробка
Провода от электрощита распределяются по отдельным помещениям квартиры или дома. Причем в каждой комнате обычно имеется не одна, а несколько точек подключения (розетки и выключатели). Для стандартизации стыковки проводников и концентрации их в одном месте применяются распределительные коробки (другие их названия: «распаечные» или «разветвительные»). В коробках сосредоточены кабели от всех потребляющих устройств.

Провода в коробке прокладываются не хаотично, а в соответствии с четкими правилами, прописанными в Правилах установки электроустановок (ПУЭ). Согласно требованиям ПУЭ, все соединения проводов в коробке, а также ответвления осуществляются только внутри распредкоробки. Проводники направляются по верхней части стены, но не ближе чем в 15 сантиметрах от потолка. Когда кабель достигает участка ответвления, он спускается вниз строго по вертикали. На месте ответвления располагается распредкоробка. Соединения в ней производятся согласно имеющейся схеме.
Распаечные коробки классифицируются по типу установки. Существуют внутренние распредкоробки и наружные. Для коробок скрытого монтажа в стене предусматривается ниша. На поверхности остается только крышка, которая устанавливается на одном уровне с материалом отделки. Допускается покрытие крышки декоративными панелями. Если же толщина стен или другие обстоятельства не позволяют установить внутреннюю разветвительную коробку, ее крепят прямо на стене.

Распределительная коробка может иметь прямоугольную или круглую форму. Количество выводов обычно равно четырем, однако в некоторых случаях имеются и дополнительные выводы. Каждый вывод оснащается штуцером или резьбой для закрепления гофрированного шланга. Наличие такого шланга или пластиковой трубы значительно облегчает процесс укладки и замены проводов. Чтобы заменить провода, достаточно будет отсоединить шланг или трубу от распредкоробки и потребителя, а затем вытащить его. После замены проводников шланг возвращается на место. Если же провода располагаются в штробе, понадобится разбивать слой штукатурки, что гораздо более трудоемко.
Использование распредкоробок влечет следующие положительные результаты:
- Увеличивается ремонтопригодность системы снабжения электроэнергией. Поскольку все соединения легкодоступны, намного легче найти поврежденный участок.
- Подавляющая часть неисправностей обнаруживается в стыках. Так как все соединения сконцентрированы в одном месте, проще проводить профилактические осмотры.
- Благодаря распаечным коробкам, увеличивается степень пожарной безопасности.
- Использование распредкоробок позволяет сэкономить деньги и уменьшить трудозатраты при прокладке кабеля.
Способы соединения проводников
Существует много вариантов соединения проводов в распредкоробке. Выбор конкретного способа зависит от следующих факторов:
- материала, из которого изготовлены жилы (стали, меди, алюминия);
- условий окружающей среды (улица/помещение, работа в земле или воде и т.д.);
- количества проводов;
- совпадения или несовпадения сечения жил.
С учетом указанных параметров подбирается наиболее подходящая методика.
Используются следующие способы соединения проводов в распределительной коробке:
- клеммными колодками;
- пружинными клеммами Wago;
- самоизолирующими зажимами (СИЗ, или пластиковыми колпачками);
- скруткой;
- опрессовкой гильзами;
- пайкой;
- «орешками»;
- болтовыми соединениями.
Ниже рассмотрим особенности каждого из перечисленных способов.
Клеммные колодки
Клеммы — это устройства, изготавливаемые из пластика, внутренняя часть которых содержит латунную втулку. По обеим сторонам втулки расположены винты.

Для соединения проводов друг с другом нужно с каждой стороны клеммной колодки вставить по проводнику и плотно их зафиксировать винтами. Указанный способ стыковки наиболее распространен в распредкоробках, а также при монтаже осветительных приборов, розеток и выключателей.
- невысокая стоимость клеммных колодок;
- простота и удобство монтажных работ;
- надежность фиксации проводника;
- возможность соединения малосовместимых материалов, таких как медь и алюминий.
- Предлагаемые в продаже колодки нередко отличаются низким качеством, что обнаруживается при стыковке и вынуждает браковать изделия.
- Допускается соединение лишь двух проводов.
- Клеммные колодки не подходят для алюминиевых или многожильных проводов, так как алюминий хрупок, а жилы многожильного проводника слишком тонки.
- Способ хотя и надежный, но более качественное соединение можно получить, к примеру, при пайке.
Клеммы Wago
Пружинные клеммные колодки Wago — одно из наиболее популярных устройств, используемых при соединении проводов.

В отличие от стандартных клеммников, в Wago стыковка осуществляется не винтами, а при помощи особого механизма. Приспособление оснащено рычагом, который позволяет закреплять проводник, сохраняя его целостность. Перед тем, как использовать Wago, нужно удалить изоляционный слой. Далее жилы направляются в колодочное отверстие.
Обратите внимание! На рынке имеются как одноразовые, так и многоразовые колодки. Одноразовые крепления подразумевают, что использовать их можно лишь единожды, и в случае замены провода колодки приходят в негодность. Клеммы многократного применения стоят дороже, но их можно легко снимать, а затем вновь использовать по назначению.
Достоинства пружинных колодок Wago:
- Соединять можно как проводники из одного металла, так и разнородные материалы.
- Имеется возможность стыковки множества жил (трех и более).
- При фиксации многожильных проводников не происходит разрывов тонких жил.
- Колодки отличаются небольшими габаритами.
- Работа с колодками не отнимает лишнего времени, процесс не трудозатратный.
- Крепление отличается высоким качеством.
- В колодке предусмотрено отверстие для отвертки индикатора для контроля над функционированием электрической сети.
Wago имеет один недостаток — высокую стоимость изделий.
Самоизолирующие зажимы (СИЗ)
Самоизолирующий зажим (или соединительный изолирующий зажим) — это пластиковый колпачок, внутри которого имеется особая пружинка для фиксации провода.

К числу достоинств СИЗ относятся следующие характеристики:
- Невысокая стоимость.
- Изделия производятся из негорючего пластика, следовательно, отсутствует опасность самовозгорания электрической проводки в месте стыковки.
- Несложная установка.
- Большое разнообразие цветовых оттенков, что позволяет помечать цветами фазу, ноль и заземление.
К недостаткам СИЗ можно причислить:
- невысокие крепежные и изоляционные качества;
- невозможность применения для соединения алюминиевых и медных проводников.
Опрессовка гильзами
Соединение проводов в распределительной коробке с помощью гильз считается методом, обеспечивающим высокое качество стыковки. Сущность методики состоит в размещении зачищенных жил в особой трубке (гильзе), которая затем подвергается опрессовке путем обжатия. Далее гильза обрабатывается изоляционным материалом, для чего используется термоусадочная трубка или обычная изолента. Провода можно вставить как с обоих концов трубки, так и только с одного края. В первом случае стык будет располагаться в средней части гильзы, во втором же случае необходимо, чтобы общее поперечное сечение жил было не больше сечения гильзы.

- Соединение отличается высоким качеством и надежной изоляцией.
- Доступные цены на гильзы.
- Гильзу нельзя заменить после ее удаления — это одноразовое крепление.
- Соединение потребует использование специализированного инструмента (опрессовочных клещей, трубореза).
- Обжимка алюминиевых и медных проводов возможна лишь с помощью специально предназначенной для этого гильзы.
- Работа отличается трудоемкостью.
Пайка
Соединение с помощью пайки считается наиболее качественным из всех возможных. Перед стыковкой нужно хорошо зачистить проводники. Далее оголенные концы обрабатываются расплавленным припоем, после чего жилы погружаются в ванночку. Когда жилы остынут, на них наносится изоляционный материал (кембрик или изолента).
Обратите внимание! Процесс остывания не должен проходить в холодную погоду, поскольку в результате слишком быстрого охлаждения материал покроется микротрещинами, что сильно ухудшит качество фиксации проводников.
Как уже было сказано, главное преимущество пайки — непревзойденное качество соединения.
- Необходимы специализированный инструмент, а также навыки обращения с ним.
- Работа требует значительных трудозатрат.
- Соединение неразъемное, то есть одноразовое.
- Существуют ограничения на использование пайки, которые подробно расписываются в ПУЭ.
- Со временем сопротивление пайки возрастает, что сказывается в виде потерь напряжения и электропроводимости.
Таким образом, несмотря на надежность стыковки, специалисты редко обращаются к пайке.

Вместо пайки иногда применяется сварка. Сущность этого способа такая же, как и в случае с пайкой. Единственное отличие состоит в необходимости наличия разных навыков, а именно — умения работать со сварочным аппаратом.
Скрутка
Соединение проводов в распределительной коробке с помощью самого примитивного способа — скрутки — применяется не так часто из-за существенных ограничений: низкого качества скрепления и невозможности стыковки алюминиевых и медных проводников. Однако скрутка все же иногда встречается, поскольку привлекательна простотой реализации, а также отсутствием финансовых затрат. Чаще всего скрутка применяется при прокладке временной электрической проводки. В качестве изоляционного материала рекомендуется использовать кембрики.
Обратите внимание! Скрутка недопустима в помещениях с высокой влажностью, а также в деревянных строениях.
Зажим типа «орех»
«Орешек» представляет собой кабельный зажим с двумя пластинками и четырьмя болтами по углам. Перед соединением с проводов удаляется изоляция. Далее проводники фиксируются в пластинке и покрываются карболитовой оболочкой.

- Невысокие затраты.
- Установка «орешка» не отличается высокой сложностью.
- Возможно соединение разнородных материалов (алюминия и меди).
- Качественная изоляция.
- Крепления со временем ослабевают, и их нужно регулярно подтягивать.
- «Орешек» не лучший способ крепления в распредкоробке из-за чрезмерных габаритов соединения.
Болтовое соединение
Соединение с помощью болтов — очень простой, но эффективный способ стыковки проводников друг с другом. Для выполнения работы понадобятся лишь болт, три шайбы и гайка. Схема соединения проводов в распределительной коробке с помощью болта показана ниже на картинке.

На болтовую резьбу нанизывается шайба. Далее накручивается жила (предварительно следует удалить изоляцию). После этого резьба прокладывается второй шайбой и еще одной жилой. В конце кладется третья шайба, которая прижимается гайкой. Соединение необходимо покрыть изоляционным материалом.
Болтовое соединение отличается следующими преимуществами:
- невысокой стоимостью;
- простотой реализации;
- возможностью соединения изделий из меди и алюминия.
Недостатки стыковки проводников болтами:
- Недостаточно качественная фиксация.
- Понадобится много изоляционного материала.
- Болт слишком габаритен и может не поместиться в распредкоробку.
Решение других задач
У соединения многожильных проводов существует ряд особенностей.
Соединение множества проводов
Выше были рассмотрены варианты соединения двух контактов. Если же речь идет о стыковке множества контактов, рекомендуется выбирать среди следующих вариантов (в порядке приоритетности — от лучшего способа к худшему):
Правила стыковки указанными способами, а также их достоинства и недостатки рассмотрены выше.
Стыковка жил с разными сечениями
Чтобы объединить жилы неодинакового сечения в распредкоробке, понадобятся клеммные колодки Wago, хотя можно обойтись и стандартными клеммными колодками — последний вариант обойдется дешевле. При этом необходимо плотно зафиксировать жилы с помощью винта или рычага.
Обратите внимание! Если провода имеют не только разные сечения, но и произведены из различных металлов, понадобятся особые колодки, внутри которых есть специальный состав для предотвращения окислительных процессов. Подобные колодки имеются в ассортименте Wago.
Жилы с различными сечениями можно закрепить и при помощи пайки.
Стыковка многожильных и одножильных проводников
Объединение проводников с одной и множеством жил осуществляется так же, как и всех остальных. В связи с этим можно выбрать любой из указанных выше способов, но наиболее приоритетными являются пайка или клеммы (лучше Wago).
Порядок проведения работ в земле и воде
Не так уж редко возникает необходимость в прокладке электропроводки под землей или под водой. Коротко остановимся на особенностях выполнения электромонтажных работ в этих условиях.
Провода могут прокладываться в воде, например, при монтаже погружного насоса. В этом случае нужна пайка концовок проводов. Далее соединение обрабатывается изоляционным материалом (термоклеем), а поверх надевается термоусадка. При соблюдении технологии стык получится очень надежным и безопасным. Однако стоит допустить небрежность, и дело закончится коротким замыканием.
Проводка в земле защищается таким же образом, как описано выше, однако, чтобы получить безопасное соединение, можно использовать более продвинутую методику. Концы кабеля следует прижать клеммной колодкой, а герметичную распредкоробку залить силиконом. Подземную магистраль рекомендуется разместить в прочном коробе или трубе, чтобы предотвратить акты вредительства со стороны грызунов. Поврежденные концовки кабелей лучше всего стыковать при помощи муфт.
Основные схемы расключения
Выше мы достаточно подробно рассказали о том, как соединить провода в распределительной коробке. Однако соединением проводов в распаечной коробке работа не ограничивается. Нужно еще соединить провода с розетками и выключателями.
Подключение розеток
Группа розеток обычно выделена в независимую линию. В коробке имеются три провода, каждый из которых имеет присущий его назначению цвет. Коричневый обычно является фазой, голубой — нулем, а зелено-желтый — заземлением. В некоторых случаях используются другие цвета. К примеру, фаза красного цвета, ноль — синего, земля — зеленого.
Провода перед прокладкой раскладываются во всю длину и подрезаются так, чтобы они имели одинаковую длину. Необходимо иметь 10-12 сантиметров запаса — на всякий случай. Соединение проводников осуществляется одним из способов, о которых было рассказано выше.
Если задействуется только пара проводов (там, где не используется заземление), то речь идет о нейтрали и фазе. Если проводники одного цвета, вначале нужно с помощью мультиметра отыскать фазу. Для удобства лучше пометить фазный провод изолентой или маркером.
Подключение однокнопочного выключателя
В случае с выключателем также имеется три группы, но соединение осуществляется чуть иначе. Имеется три входа: от распаечной коробки или электрощита, от осветительного прибора, от выключателя. Фазовый провод подключается к кнопке выключателя. С выхода выключателя провод направляется на светильник. При этом осветительный прибор будет работать только при замкнутых контактах выключателя.
Подключение двухкнопочного выключателя
В двухклавишных выключателях схема несколько более сложная. К выключателю, обслуживающему две группы осветительных приборов, должен идти трехжильный кабель (если не используется заземление). Один проводник предназначается общему контакту выключателя, оставшиеся два направляются к выходу из кнопок. Фаза объединяется с общим контактом выключателя. Нулевые провода от входа и двух групп осветительных приборов соединяются. Фазные провода от осветительных приборов и два проводника от выключателя объединяются парами: один — от выключателя к фазе одного из светильников, второй — от выключателя к другому светильнику.
Читайте также: