Сварочный аппарат для сварки чугуна
Обновлено: 15.05.2024
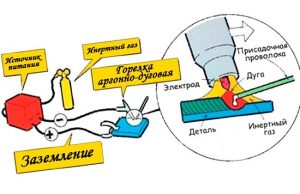
Чугун относят к высокоуглеродистым сплавам, сварка которых считается сложной, а также емкой по затратам времени и сил процедурой. В процессе ее довольно сложно выполнить процесс так, чтобы в результате получился прочный и аккуратный шов. Устойчивое к механическим воздействиям соединение можно получить, если использовать определенные способы, одним из которых считается сварка аргоном. Применение аргона как газа в бытовых условиях дает возможность отремонтировать любую чугунную вещь, вышедшую из строя.
Особенности и сложности
Сварка чугуна аргоном выполняется несколькими методами, которые сопряжены с определенными сложностями из-за физико-химических свойств чугуна.
Рассмотрим особенности и сложности аргонодугового сварочного процесса.
- Перегрев заготовок – в процессе сварки в аргоне зону возле шва легко можно перекалить, так как чугун имеет низкую температуру плавления. Под воздействием сварочной дуги, которая обладает высокой температурой, низкоплавкий чугун подвергается плавлению. Результатом такого воздействия могут стать трещины различной глубины, образующиеся возле сварочного шва. В дальнейшем такие трещины приведут к разрушению изделия, их сложно удалить шлифованием. Перекаливать чугун нельзя, и чтобы этого избежать, перед работой заготовки прогревают, а после выполнения сварки обеспечивают деталям медленное остывание.
- В процессе сварки поверхность чугуна выделяет большое количество углерода, что проявляет себя повышенной пористостью шва. При проведении процесса сварки углерод незаметен, но, когда шов начинает остывать, углерод вытесняется кислородом, и пористость становится заметной. Для защиты заготовок от пористости используют флюс в виде порошка, а также в материал для сварки добавляют специальные компоненты, препятствующие образованию пор.
- Чугун при работе может проявить себя высокой степенью текучести, из-за чего подвергается прожигу, когда расплавленный металл выходит наружу с другой стороны заготовки. Чтобы предотвратить появление прожига, применяют прокладки из графита. Они помогают сформировать плотный и прочный шов, сохранив при этом цельность заготовки.
Аргонную сварку высокоуглеродистых материалов можно выполнять на сварочных аппаратах с малой фазой тока.
Такой подход дает возможность снизить степень проникновения сварочной дуги в толщу материала и снижает воздействие физико-химических преобразований, возникающих под воздействием высоких температур. Кроме того, сварка на малом электротоке в значительной мере снижает напряжение, которое неизбежно появляется в сварочном шве, ведущем к снижению прочности металла.
Способы сварки
Сварка чугуна в аргоне может быть осуществлена холодным или горячим методом.
Горячий
Горячий метод сварки зависит от обеспечения необходимого температурного режима процесса. Равномерный прогрев рабочей зоны, где будет проложен сварочный шов, а затем постепенное его остывание – ключевые этапы данного метода. Объясняется это тем, что у чугуна пластичность металла несколько ниже по сравнению, например, со сталью. Неправильный выбор температурного режима приведет к появлению дефектов, ведущих к разрушению шва и металла возле него.
Нагрев заготовок перед выполнением сварки обеспечивает высвобождение графита и повышает пластичность порошковой основы флюса.


Если дополнительно использовать еще и графитовые электроды, а также прутки порошковой проволоки или тонкие платы чугуна такой же марки, что и заготовка, все это будет гарантировать однородное шовное соединение, сходное по составу с основой заготовки.
Когда процесс сварки завершается, то для получения стыковочного шва высокого качества потребуется добиться плавного и медленного остывания области сварки. Если сталь для остывания можно подвергать воздействию воды, то чугун от такой методики потрескается. Даже при условии медленного остывания гарантии того, что металл не даст трещину, никакой нет. Чтобы избежать растрескиваний, чугун покрывают специальным экзотермическим составом, прочно изолирующим поверхность от быстрого охлаждения. В бытовых условиях такую смесь можно заменить чистым и сухим мелким песком.
Холодный
При холодном способе предварительный прогрев области сварки у деталей отсутствует. Метод позволяет экономить время и средства.
Варианты холодной аргонной сварки чугуна имеют несколько различных подходов. Суть этих методов сводится к применению медных или никель-стальных электродов небольшого диаметра.
У этих сварочных электродов массовый уровень углерода понижен. При этом готовый шов не подвергается пористому изменению из-за поднимающихся пузырьков углерода.


Оборудование и материалы
Для успешного проведения сварки чугуна важно то, какая присадка используется для этого процесса. Для этой цели используют прутки, сделанные из чугуна. Иногда в качестве присадки мастера используют обмазку с чугунных стержней.
Для выполнения аргонодуговой сварки используют следующие виды присадок:
- марка А – горячий метод сварки;
- марка Б – горячий метод сварки с локальным нагревом заготовки;
- марка НЧ-1 – соединение чугунных заготовок с предварительным прогревом;
- марка НЧ-2 – соединение толстых листов чугуна с предварительным локальным прогревом;
- марки ХЧ и БЧ – позволяют сделать шов, обладающий высокой степенью стойкости к износу.


Подбирая диаметр присадочного прутка, мастер его рассчитывает исходя из толщины чугунной заготовки. Пруток должен быть вдвое тоньше, чем стенка заготовки.
Для аргонодуговой сварки надо иметь аргонодуговой аппарат, в котором используется 2 вида технологий – электрическая и газовая сварка. С помощью такого аппарата можно добиться сварочного шва высокого качества. Аргонодуговые сварочные аппараты бывают как полуавтоматическими, так и полностью автоматическими.


Технология
Популярность аргонодуговой сварки чугуна высока из-за того, что варить этим способом довольно просто, а качество получается высоким. Если приобрести никелевые присадочные прутки, то такая присадка обеспечит ровный и прочный шов. Работа в аргонной среде требует соблюдения определенной технологии.


Подготовка
Перед началом выполнения сварочных работ чугунные поверхности очень тщательно готовят. Прежде всего металл очищают механическим путем, а затем удаляют масляные или жировые загрязнения. Если поверхность сильно загрязнена маслом, то такое изделие из-за его пористой структуры сварить невозможно, так как масляный состав в этом случае проникает довольно глубоко, и адгезивность в этом случае будет равна нулю.
Если в заготовках имеются трещины, их высверливают на всю их глубину, очищая поверхность для сварки, а при наличии металлической окалины, ее снимают шлифовальной машинкой. Поверхностные незначительные масляные загрязнения удаляют с помощью органического растворителя, либо масло выжигают пламенем газовой горелки.


Процесс
Для получения высококачественного прочного шва выполняют последовательно ряд действий.
- Проверяют качество подготовки рабочих поверхностей заготовок.
- Настраивают режим сварки на сварочном аппарате. Если заготовка имеет толщину не более 10 мм, то силу тока выбирают не выше 350 А, если толщина чугуна составляет от 10 до 20 мм, потребуется сила тока 400 А, если чугун толщиной 30 мм и более, потребуется сила тока до 600 А.
- В одну руку берут газовую горелку, а во вторую руку – присадочную проволоку.
- Газ из горелки подают за 20 секунд до начала сварки.
- Расстояние между швом и электродом выдерживают до 2-х миллиметров.
- Сварочный аппарат включают, в область электрода подается электроток, и образуется электродуга.
- В место сварки подают газ. В это время присадка начинает плавиться, и расплавленный состав начинает заполнять зазор между заготовками, соединяя их между собой.


Если соблюдать технологию сварки и технику безопасности, в результате сварочных работ получится шов высокого качества, который будет устойчив к износу и механическим воздействиям.
Рекомендации
Если вы решите выполнить аргонную сварку чугуна в бытовых условиях, вам помогут следующие рекомендации:
- половина успеха заключается именно в предварительной подготовке металла;
- заготовки из чугуна лучше немного прогреть, для этого используют любые подручные средства;
- в зависимости от толщины выбирайте изначально минимальный уровень напряжения тока;
- выполнение шва делайте небольшими отрезками длиной по 2,5-3 см.
Иногда может случиться так, что даже идеально выполненный шов будет иметь небольшое напряжение металла, что отрицательно сказывается на его долговечности. Чтобы снизить подобное остаточное напряжение, аккуратно постучите по остывшему шву молотком, выполняя это по всей протяженности сварного стыка.
Как правильно варить чугун, смотрите далее.
Соединение чугунных заготовок полуавтоматическим сварочным аппаратом: горячий и холодный способы
Чугун, несмотря на его условную хрупкость, остается одним из самых востребованных конструкционных металлов. Этому способствует твердость материала, стойкость к знакопеременным и усталостным нагрузкам, высокая теплоемкость.
Особенности технической оснастки процесса полуавтоматической сварки чугуна
Сварка чугуна затруднена ввиду склонности металла к появлению дефектов и снижению эксплуатационных характеристик под воздействием высоких температур.
Для соединения чугунных заготовок и устранения неисправностей в готовых изделиях (трещины, сколы и т. п.) чаще всего используется простой и быстрый способ полуавтоматической сварки, требующий, однако, наличия особого оборудования. Допустимы MIG- и MAG-технологии, которые предполагают подачу инертного и активного газов соответственно.
Основное оборудование
Для полуавтоматической сварки используются специализированные электромеханические аппараты, которые обеспечивают непрерывную подачу плавящегося электрода к сварочной ванне, а также защиту шва от вредоносного воздействия атмосферного воздуха с помощью флюса или газа. Простые «полуавтоматы» имеют однокорпусную конструкцию, когда в едином модуле объединяются:
- источник сварочного тока;
- двигатель, редуктор и пассивные узлы подачи проволоки;
- система нагнетания защитного газа;
- система управления работой прибора.
Внешние элементы такого аппарата включают первичные и вторичные кабели, газовый баллон с понижающим давление узлом и нагнетательным рукавом, горелку.
При больших объемах производства, а также выполнении сложных сварочных работ целесообразно использование модульных полуавтоматических аппаратов. Их подающий механизм и газовая система расположены в обособленном корпусе, а источник сварочного тока с управляющим блоком – в основном модуле. Если устройство рассчитано на интенсивное использование, горелка может дополняться системой принудительного жидкостного охлаждения.
В зависимости от устройства цепей первичного питания различают однофазные и трехфазные «полуавтоматы». Первые привлекают компактностью и удобством подключения к сети, так как работают от переменного тока напряжением 220 В. Вторые используются в промышленных циклах, для их питания используется 380-вольтная сеть. Не менее важным фактором является тип механизма, подающего проволоку. Он может быть:
- толкающим – расположен внутри корпуса аппарата, проталкивает сварочную проволоку в рукав, что в ряде случаев (например, при использовании тонкого или чрезмерно мягкого материала) может привести к ее замятию;
- тянущим – расположен внутри рукояти горелки, затягивает проволоку, обеспечивая ее равномерную подачу, иногда может привести к нежелательному истончению материала;
- комбинированным – имеет как толкающий, так и тянущий узлы, действующие синхронно, отличается стабильной и бесперебойной работой.
При длине рукава менее 4 метров обычно используются подающие механизмы с одной парой поддерживающих роликов, более 4 метров – с двумя парами. Если длина рукава превышает 8 метров, единственным возможным механизмом подачи становится комбинированный с двумя парами роликов.
Дополнительное оборудование
Помимо полуавтоматического аппарата, для сварки чугуна понадобятся стандартные инструменты и материалы для подготовки поверхностей и индивидуальной защиты. К ним относятся:
При сварке с газовой защитой шва понадобится баллон с углекислотой, аргоном, гелием или смесью газов. В ряде случаев (например, при заваривании трещин в чугунных картерах) для предварительной обработки заготовок может использоваться ручная дрель со сверлами по металлу и другие электроинструменты.
Присадочная проволока
Полуавтоматическую сварку чугуна осуществляют с помощью плавящегося электрода проволочного типа. Применение электродов по стали недопустимо, так как в любом случае это приведет к растрескиванию шва при застывании. Выбор марки присадочной проволоки по чугуну зависит от режима сварки:
- сварка без прогрева (холодная) – ПП АНЧ-1;
- сварка с прогревом до 350℃ (полугорячая) – ПП АНЧ-2;
- сварка с прогревом до 600℃ (горячая) – ПП АНЧ-3.
Аббревиатура «ПП» в маркировке проволоки указывает на ее порошковый тип. Это значит, что в материале содержатся необходимые присадочные элементы (Fe, Ni, Cu, Si и др.), обеспечивающие необходимую прочность и стабильность шва.

Примерная стоимость порошковой проволоки на Яндекс.маркет
Технология сварки чугуна полуавтоматом
При выборе режима сварки чугуна важно учитывать ряд его физико-химических особенностей, затрудняющих работу с материалом классическими методами. В первую очередь, к ним относятся:
- низкая температура плавления металла;
- изменение структуры вещества под действием высоких температур («отбеливание»);
- высокая жидкотекучесть чугуна, увеличивающая риски прожогов и деформаций заготовок;
- появление пор в материале под воздействием атмосферного кислорода.
Это обусловило необходимость применения щадящих режимов сварки с постоянной защитой шва активными или инертными газовыми средами. Широкое распространение получили холодная и горячая технологии полуавтоматической сварки чугуна.
Холодный способ
Холодная технология используется преимущественно в бытовых условиях для создания швов, не воспринимающих прямые механические нагрузки. Она проще и дешевле, однако, не обеспечивает достаточно качественного соединения заготовок. Алгоритм действий включает следующее:
- , кромкование в случае необходимости.
- Закрепление заготовок на опорной поверхности с зазором в 1,5-2 мм.
- Установка полуавтоматического СА в режим низкого постоянного тока с обратной полярностью.
- Обеспечение подачи защитного газа в зону сварки и поджигание дуги.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков и механическая обработка.
В отличие от MIG- и MAG-сварки стали, работа с чугуном не требует колебательных и поперечных движений электрода.
Кроме того, холодная технология допускает наложение однослойного шва на стыки деталей толщиной до 4 мм.
Горячий способ
Наилучшее качество шва по чугуну обеспечивает горячий способ полуавтоматической сварки, который массово применяется в условиях ремонтных мастерских, а иногда и промышленных комплексов. Он требует выполнения такой последовательности действий:
- Обработка стыка, кромкование в случае необходимости.
- Подготовка опорной поверхности, установка на нее графитовой подкладки.
- Прогрев заготовок в печи до температуры около 600℃.
- Быстрое закрепление заготовок на подкладке и скорейшее начало сварки низким постоянным током с обратной полярностью в защитной газовой среде.
- Проварка шва углом вперед (уклон составляет 50-60°, чего достаточно для визуального контроля).
- Повторная проварка шва (в зависимости от толщины металла наносится от 2 до 5 слоев), во время которой допустим метод поперечного ведения электрода.
- Обрыв дуги и прекращение подачи защитного газа (через 15-30 секунд).
- Очистка шва от шлаков, обеспечение медленного снижения температуры детали под слоем асбеста, древесного угля или другого негорючего материала.
- Окончательная очистка и механическая обработка шва.
Важно помнить, что скорость полуавтоматической сварки значительно выше, чем ручной. Если вы раньше не работали с «полуавтоматом», потренируйтесь на чугунном ломе, прежде чем приступать к сварке ответственных соединений.
Сварка чугуна в аргонной среде

Чугун – это сплав железа и углерода. Он имеет различные свойства, в зависимости от состава. Содержание углерода в сплаве колеблется от 2до 6%. Он делает чугун прочным материалом, плохо поддающимся деформации, ковке, а также сварке. Не зря чугун считают одним из самых трудносвариваемых. Без предварительной подготовки детали невозможно надежно сварить швы этого сплава без дефектов. Поэтому важно выбирать правильный сварочный аппарат, припой. Ну и, конечно, только соблюдение технологии сварки, позволит сделать по-настоящему качественный шов.
Подготовка чугуна к сварке
Процедура подготовки чугунных деталей более кропотливая, чем у стали. Обуславливается склонностью этого материала к образованию трещин и саморазрушению.

Для начала необходимо внимательно осмотреть деталь на предмет дефектов, которые нужно удалить. Первым делом выявляются трещины. Если они обнаруживаются, их локализуют путем засверливания по краям, и разделывается на всю глубину, чтобы не допустить дальнейшего их распространения. Сверления можно избежать, для этого края трещины должны быть закруглены.
Помимо механических дефектов, необходимо удалить пятна и другую грязь. Устранение масляных пятен иногда превращается в настоящие мучение, из-за того, что они глубоко проникают, благодаря пористой структуре чугуна. Вывести их можно при помощи растворителя или газовой горелки.
Кромки шва не должны быть острыми. Они специально закругляются при помощи болгарки, а если ее нет под рукой, можно воспользоваться напильником или наждаком. Необходимо место сварки обязательно очистить от окалин. Для этого также можно воспользоваться болгаркой, шлифовальной машинкой, или металлической щёткой. Очень хорошо помогает очистить поверхность пескоструйная аппарат.
Виды сварочных аппаратов для сварки чугуна

Для сварки в аргонной среде используют аргонодуговой аппарат. Данный вид аппаратов сочетает в себе два способа сварки: электрическую и газовую. Он позволяет получить качественные неразъемные соединения. Существует огромное многообразие моделей с различными функциями. Они могут быть как полностью автоматическими, так и полуавтоматическими.
При использовании полуавтомата получается качественный шов, особенно при наличии инвертора. Но использование этого аппарата требует обязательного подогрева места сварки до 300 градусов. Для того что получить хороший результат необходимо правильно настроить аппарат. Для этого нужно отрегулировать силу тока, скорость подачи проволоки, скорость подачи тока. Обычно в прилагаемой инструкции по эксплуатации описано какое напряжение нужно выставлять для каждого конкретного случая.
Лучшей производительностью обладают автоматические аппараты. В них используется порошковая проволока. Участие человека здесь ограничивается установкой аппарата на место шва, остальную работу аппарат выполняет самостоятельно.
Виды припоя. Как выбрать

В сварке чугуна аргоном обязательно необходимо использовать припой. Материал припоя выбирается индивидуально, в зависимости от вида чугуна и способа сварки. Для сварки чугуна используют неплавящийся электрод из вольфрама. Для высокотемпературной сварки полуавтоматом в большинстве своем используются припои из никеля. Намного реже используются припои из сплава серебра с никелем. Он является более качественным вариантом, шов обладает точно такими же качествами, как и металл детали.

Для горячей сварки полуавтоматом применяют присадочные пруты марки «А». Если был нагрет только шов, то лучше выбирать присадку марки «Б». Если чугун имеет большую толщину, то при холодном способе применяют марку НЧ-1, при небольшой толщине НЧ-2. Для них нужно использовать горелки ГЗУ-1-62 и ГЗМ-1-62

У автоматов используется порошковая проволока, основой которой является кремний. Согласно классификации, для сварки небольших дефектов подойдет проволока марки ПП-АНЧ-1. При ее использовании деталь нагревать ненужно.
Для толстых и предварительно разогретых деталей подойдет марка ПП-АНЧ-2, температура должна быть до 350 градусов. Настройки сварочного аппарата в зависимости от толщины могут колебаться:
- сила тока: 120-600 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-30 мм;
- расход газа: 5- 20 л;
Для всех разогретых до 600 градусов чугунных деталей подойдет ПП-АНЧ-3.
Для того чтобы сварить Высокопрочный чугун необходима проволока ПП-АНЧ-5. Характеристики аппарата во время использования этого материала:
- сила тока: 140-500 А;
- напряжение: 24-36 В;
- вылет проволоки: 15-50 мм;
- расход газа: 5- 20 л;
Заварку дефектов при отливах делают маркой ППСВ-7.
Для более эффективного схватывания шва, свариваемые поверхности обрабатываются специальным флюсом. Ни в коем случае нельзя использовать припои в основу которых составляет фосфор. Это приводит к образованию соединений железа и фосфора, которые по своим свойствам очень хрупкие. Лучше избегать припоев на основе меди, так как у них высокая температура плавления. Перегрев металла в швах приводит к образованию белого чугуна, который после этого приобретает хрупкие свойства, а также перестает свариваться.
Технологии сварки
В сеть включается сварочный аппарат, проверяется его рабочее состояние. Далее производятся необходимые настройки. Для сварки чугуна требуется использовать низкий сварочный ток, для того чтобы избежать смешивания элементов в сварочной ванне. Расход газа устанавливается на отметке 5-8 л/мин. По ротаметру, или 0,2 бар по барометру.
При горячем способе нужно подогреть места свариваемых чугунных частей. Выделяют три варианта: горячий (t=500-600C), полугорячий (t=300-400C), теплый (t=150-200C). Это способствует выделению графита, также увеличивается пластичная способность металла. Выше 600 градусов прогревать нельзя, иначе в чугуне наступают необратимые изменения. При всем при этом нагревание должно проходит плавно, не больше 250 градусов в час. Производить нагрев можно любым доступным способом, но лучше использовать печь, горн или колодец.
После этого свариваемые детали крепко фиксируются, чтобы избежать неприятных последствий, если они зашевелятся. Присадочная проволока, также, как и поверхность свариваемых частей очищается от грязи. Если она содержалась в упаковке, то достаточно протереть ацетоном.

Далее, в одну ручку берется горелка со сваркой, в другую припой, и начинается сам процесс. Присадочный материал подается к месту сварки под углом приблизительно 30 градусов и на расстоянии сантиметра от сопла. Сначала части «прихватываются» в нескольких местах, чтобы обеспечить правильную и надежную стыковку. После этого шов проваривается небольшими участками, не больше 3 см, чтобы его не перегреть. Перегрев может привести к увеличению хрупкости, или образованию трещин.

Когда шов превратится в единое целое, крайне важно обеспечить плавное снижение температуры всей детали. Для этого можно поместить ее в нагретую печь, в которой ее нагревали, и выключить, если такая имеется. Существует вариант с упаковыванием детали в негорючий материал, который хорошо держит тепло. Одним из самых простых способов плавно остужение является засыпание детали в песок. Эта процедура поможет избежать появления трещин, вследствие резкого перепада температуры. Скорость остывания зависит от размера детали. Самые большие могут остывать до нескольких суток.

В отличии от горячего способа холодный в значительной степени экономит рабочее время, однако, возникает гораздо больше сложностей. Он гораздо дешевле предыдущего варианта. Данный способ не требует предварительного нагрева.В качестве присадочного материала обычно используется никель-стальных прутков. Процесс самой сварки почти не отличается. Необходимо также делать небольшие по размеру швы. Для снижения внутреннего напряжения шов нужно обработать при помощи ударов молотком. Его вес должен составлять приблизительно 1,2 кг, боек выбирается закругленного типа. Удары наносятся сразу же после проварки каждого куска. Они делаются несильными.
Во всех случаях не стоит перегревать чугун, чтобы не образовались поры и трещины. Если метал тонкий, то он может лопнуть по всей длине. Могут образовываться каленые структуры.
Использование аргонной сварки для соединения и ремонта чугуна имеет как свои преимущества, так и недостатки. К преимуществам можно отнести: надежный и равномерный шов, небольшой нагрев сварных деталей, увеличение скорости сварки. Недостатки у нее имеются следующие: необходимость приобретения сложного оборудования, обязательное наличие специальных знаний и опыт выполнения подобных работ. Несмотря на это, данный вид сварки остается одни из самых популярных видов при работе с различными видами чугуна. Во время выполнения работ в аргонной среде необходимо соблюдать технологию сварки, а также технику безопасности.
Особенности и проблемы сварки чугуна: как избежать трещин при остывании шва и добиться прочности соединения
Сварка чугунных сплавов делается несколькими методами. Каждый из них выбирается как баланс между стоимостью и сложностью работ и прочностью, которая требуется от шва. Это вызвано физическими особенностями чугунных материалов, которые резко отличаются от подавляющей части остальных сплавов и металлов.
Особенности сварки чугуна
Чугун – это железный сплав с большим содержанием углерода. Углерод придает стальным сплавам твердость, при содержании его свыше 2,14% получаемый сплав уже является чугуном. Поскольку углерод не является металлом, он не может образовать с железом кристаллических решеток и присутствует в виде вкраплений графита различных форм или входит с железом в химическую связь. Из-за графита чугун имеет пористую структуру, насыщается газами и впитывает масло.
При сварке чугуна проблемы начинаются сразу после образования шва. При остывании, особенно быстром, легко возникают трещины, вызванные закалкой и сильными напряжениями в металле. Образуется карбид железа (цементит), чугун “отбеливается”, получает высокую твердость и хрупкость. Поэтому после сварки необходимо поддерживать температуру 200-300°C, постепенно снижая ее, чтобы избежать образования цементита.
Помогает также введение никеля в материал шва. Он смешивается с железом в любых соотношениях. При этом не образуется карбидов и повышения твердости, что позволяет избежать трещин. Можно использовать для этих целей медь, но она не обеспечивает такой однородности шва, как никель.
Сравнительно невысокая температура плавления чугуна (от 1200 до 1250 градусов) приводит к его высокой текучести и ограничивает положения сварки – особенно сложно варить потолочные швы. Кроме того, повышено газообразование, которое продолжается даже при остывании шва.
Так называемый “горелый” чугун (бывший длительное время под действием высоких температур) сваривать невозможно из-за появления окислов кремния и углерода. Вообще чугунные детали предпочтительно менять и при использовании не допускать их разрушения.
Основные трудности при сварке чугуна:
- образование трещин при остывании шва;
- сильное повышение твердости в области шва;
- выделение газов создает пористость шва;
- текучесть ванны усложняет технологию.
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
При разделке кромок необходимо выпилить все трещины. Если будут устанавливаться шпильки, то разделку кромок следует выполнить под углом. В кромках засверливают отверстия, нарезают резьбу и завинчивают стальные шпильки, по крайней мере, на два-три “калибра” (отношение длины к диаметру). Внешние концы шпилек должны допускать их проварку между собой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Варианты сварки чугуна и их краткие характеристики
В зависимости от требований к прочности и характера повреждений чугунных деталей применяют один из нескольких способов сварки.
Горячая сварка
Горячую сварку применяют в тех случаях, когда необходимо получить высокую обрабатываемость шва и близость его состава и структуры к остальной массе чугуна. Свариваемые части подготавливают, как описано выше, и прогревают до температуры 700°C. При необходимости перед нагревом устраивают форму из материалов, применяемых в литейном деле. Это требуется для сквозных и краевых (отколотых) повреждений. Шлифованные поверхности и резьбы следует защитить глиной.
Горячую сварку применяют для изделий большой массы в тех случаях, когда требуется повышенная прочность. Тепло для ванны получают либо от электрической дуги, либо от газовой горелки. Горячая сварка отличается от других видов самым большим объемом ванны (до 0.5-1 дм. куб.). Это требует устанавливать заготовки только в нижнее положение.
Присадочный материал для горячей сварки – чугунные электроды увеличенного диаметра (от 8 мм и более) или порошковая проволока.
Полугорячая сварка
Полугорячая сварка чугуна производится аналогично описанной выше горячей, но температура предварительного подогрева здесь ниже, около 300-350°C. Это способствует понижению скорости остывания металла после сварки.
При полугорячей сварке меньше степень “отбеливания” чугуна по сравнению с горячим способом, что способствует и меньшей опасности возникновения трещин. Кроме того, требуется меньше энергии на подогрев деталей.
Полугорячую сварку делают малоуглеродистыми стальными электродами с легирующими добавками или автогеном, добавляя для присадки чугунный пруток.
Холодная сварка
Наиболее часто для небольших повреждений применяется холодная сварка. Слово “холодная” здесь означает то, что предварительный подогрев свариваемых частей не производится. Это значительно упрощает процесс, хотя и не позволяет получить качества шва, достижимого при горячем способе. Но для мелких дефектов на ненагруженных деталях – корпусах механизмов, крышках и т. д. – данный способ вполне оправдан.
Для деталей, несущих нагрузку, можно применить усиление шпильками из стали, которые завариваются с внешней стороны и затем закрываются верхним швом. При холодной сварке стремятся как можно меньше нагревать металл и применяют стальные электроды небольшой толщины (3-5 мм). Для снижения нагрева применяют постоянный ток, а электрод подключают к плюсу аппарата (обратная полярность). Материал электродов должен содержать как можно меньше углерода. Но и без этого в шве образуется тонкий слой белого чугуна. Избавиться от него не помогает даже продолжительный отжиг.
Хорошие результаты дает применение никеля или монель-металла (никель 70%, медь 20%) в сварочных электродах, но этот способ дорог. Его следует применять в тех случаях, когда требуется последующее точение, шлифование или фрезерование детали. Но необходимо учесть, что механическая прочность “никелированного” чугуна снижается.
Основные способы сварки чугуна
Серый чугун можно варить несколькими способами. Чаще всего это дуговая сварка стальными или специальными электродами. Эти способы относятся к холодному методу сварки.
Ручная дуговая сварка плавящимися электродами
Самые мелкие повреждения чугунных деталей можно заварить обычными стальными электродами 3 мм с тонкой обмазкой. Перед сваркой очищают швы и выпиливают или вырубают трещины. Сварка ведется небольшим током 80-120 ампер.
| Повреждения | Электроды | Дополнительно |
| Мелкие | Стальные | Поковка шва молотком |
| Средние | Медные | |
| Крупные | Медные и никелевые | Усиление шпильками |
Если требуется повысить качество шва при дуговом способе, то вместо трансформатора берется инвертор, так как он позволяет работать на постоянном токе. Это дает кое-какие дополнительные возможности, указанные в таблице ниже.
| Полярность | Деталь | Электрод | Особенности |
| Прямая | Плюс | Минус | Увеличение нагрева детали. Небольшой расход электродов |
| Обратная | Минус | Плюс | Умеренный нагрев детали. Большой расход электродов |
Причина такой разницы в физике процесса: положительный электрод сильно бомбардируется тяжелыми отрицательными ионами, что дает дополнительную энергию в общем балансе выделения тепла. Разница в температуре может достигать 700°C. В общем, за возможность избегать перегрева чугуна при электродуговой сварке приходится платить некоторую цену: тратить лишние электроды.
Применение трансформатора лишает сварщика возможности прогревать электроды разными способами, так как при переменном токе этой разницы нет – тепла выделяется поровну на каждом конце дуги. Кроме того, снижается стабильность дуги – на переменном токе она горит не все время.
Для уменьшения перегрева шва применяют движение электрода зигзагом или по кругу, как удобнее сварщику. Тепло при этом распределяется равномернее. Также полезно делить большие швы на меньшие участки, а в промежутках между выполнением участков давать остыть металлу до 80-50°C.
Чтобы повысить качество шва на чугуне, применяют электроды с добавлением меди, никеля или монель-металла (сплав меди с никелем). Наиболее простой и дешевый вариант: стальную проволоку Св-08 (Св-08А) обматывают медной проволокой и окунают в раствор силиката натрия (жидкое стекло). После высыхания обмазки можно варить.
Газовая сварка
Газ или электричество для сварки – это лишь способ нагрева, подвода энергии к сварочной ванне. Но из-за разницы в физике и химии этих процессов могут появиться технологические отличия. При сварке чугуна газом можно использовать ацетилен или пропан-бутановую смесь, но оба варианта с кислородом. Вместо электрода используется присадочная проволока из никеля или чугунный пруток. Чтобы избежать окисления, можно использовать обмазку присадочного материала флюсами (на основе буры), но часто бывает достаточно использовать прогрев металла восстановительной частью факела горелки.
Горелкой следует постепенно прогревать место вокруг сварки. Определить подходящую температуру в области шва (200-350°C) поможет только опыт сварщика. Добившись ее, производят сварку участка. Затем постепенно отводят горелку, избегая резкого остывания. Разумеется, газа тут расходуется заметно больше, чем при сварке стали, но это при газосварке чугуна неизбежно, иначе пойдут трещины.
Аргонодуговая
Аргонодуговая сварка чугуна возможна, но это слишком дорогой вариант, не дающий никаких особенных преимуществ перед другими видами сварки. Чугун не нуждается в такой тщательной защите от окисления, как, например, алюминий. Если все же приходится варить чугун аргоном, то здесь следует соблюдать те же правила:
- избегать перегрева металла;
- постепенно прогревать место шва;
- постепенно охлаждать после сварки.
Все это приводит к большому расходу аргона. Поэтому для подогрева лучше использовать другие методы. Обычно это та же ацетиленовая горелка, что лишает смысла вообще варить аргоном. При сварке аргоном обычно используют неплавящиеся электроды или полуавтомат. В последнем случае его потребуется зарядить нужным типом проволоки, например, никелевой.
Иные варианты
Из прочих вариантов можно дополнить раздел о горячей сварке. Этот способ требует самого большого расхода энергии и подготовки форм для сварочной ванны большого объема. После очистки места для шва вокруг этого места (и при необходимости) снизу делают перегородки из огнеупорной глины. Для форм также используют графитовые пластины. Снаружи форма защищается коробкой из листового железа: это гарантирует, что ванна не разольется. Для предварительного нагрева и медленного охлаждения деталей используют печи (в старые времена для больших деталей использовали костер).
При холодной сварке больших деталей металл разделывается под углом 90 градусов, а в разделочные фаски вворачивают шпильки небольшой длины из малоуглеродистой стали. Верхние концы шпилек обеих половин шва обваривают между собой также сталью с малым содержанием углерода. Они придают шву значительную прочность. Сверху шов заваривают медным или медно-никелевым сплавом.
Сварка чугуна аргоном: подготовка чугуна, необходимое оборудование, технология сварки и особенности процесса
В промышленности и в быту применяется большое количество чугунных изделий. Чугун представляет собой сплав железа с углеродом, в котором может содержаться от 2 до 6,7% углерода. Высокое содержание углерода приводит к наличию у чугуна ряда свойств, которые делают его сварку обычными способами неэффективной. Для такой сварки разработаны специальные технологии. Одной из наиболее востребованных технологий является дуговая сварка в защитной среде аргона.
выбор Подготовка чугуна к сварке
Подготовка деталей из чугуна к сварке должна быть более тщательной, чем при сварке других материалов. Это связано со склонностью этого материала к образованию трещин и разрушению.
При этом совершаются следующие операции:
- Края свариваемых деталей очищают от грязи, ржавчины, шлака.
- Производят распил трещин. В противном случае, глубокая трещина при сварке будет заплавлена только сверху, а в глубине изделия останется слабая структура.
- Для обеспечения равномерного прогрева шва по длине осуществляют разделку кромок. Для этого делают скосы кромки на 45° и округляют острые грани.
- Для предотвращения при сварке утечки жидкого металла и предотвращения деформации изделия используют графитовые подкладки.
Технология сварки аргоном
В зависимости от вида механизации аргоновая сварка бывает ручная, механизированная, автоматизированная и роботизированная.
В первом случае перемещение горелки и сварочной проволоки осуществляется сварщиком. Во втором случае горелку перемещает сварщик, а проволока подается механизировано. В третьем случае движение горелки и проволоки осуществляется механическими средствами, всем процессом управляет оператор. При роботизированной сварке процесс происходит без участия человека.
В состав оборудования, используемого для сварки чугуна в среде аргона, входят:
- источник сварочного тока;
- горелка или набор горелок;
- устройство для возбуждения дуги или поддержания стабильного тока (осциллятор);
- баллон с газом;
- провода, шланги.
Источник тока может быть трансформаторным или инверторным. Инверторный аппарат обладает рядом преимуществ. Такое устройство обеспечивает высокое качество шва, имеет небольшой вес и размеры и простое управление. В инверторе обычно используются дополнительные функции – ускоренный поджиг, стабилизация дуги, модуляция тока.

Примерная стоимость инверторов для сварки на Яндекс.маркет
Важным элементом установки для сварки аргоном является горелка. Она представляет собой сложное устройство, на конце которого смонтировано сопло. Из сопла в область сварочной ванны подается аргон. Сопло изготавливается из термоустойчивого материала, так как температура сварочной ванны может достигать 2000°С. Внутри сопла расположен электрод, с помощью которого образуется электрическая дуга. В сопло с помощью шлангов подается газ из баллона, а к электроду с помощью кабелей подается напряжение от источника тока. Горелка может иметь водяное охлаждение, с помощью которого можно регулировать температуру электрода и ванны.

Схема аргонодуговой сварки
При сварке чугуна аргоном используются неплавящиеся электроды. В качестве таких электродов применяют электроды из вольфрама. Они имеют высокую температуру плавления и не принимают участие в формировании сварочного шва. В соответствии с ГОСТ используют электроды из чистого вольфрама или из вольфрама с добавлением лантана, иттрия, тория. Такие добавки улучшают качество электродов и увеличивают температуру их плавления.
Выбор присадки
При сварке чугуна рассматриваемым методом основным материалом для создания шва является присадка.
В качестве присадочного материала используются пруток или проволока. Тип присадочного материала выбирают в зависимости от требований к качеству шва.
Например, для получения более пластичного шва используют сплавы с никелем, а для шва с повышенной твердостью – медь. Для получения шва со средней твердостью применяют сплав никеля и меди (монель-металл). Толщина присадочных прутков зависит от толщины свариваемых деталей и равна приблизительно ее половине.

Примерная стоимость проволоки для сварки на Яндекс.маркет
В домашних условиях иногда используют самодельный присадочный пруток, состоящий из скрученных медной и нержавеющей проволок.
Сварочная проволока представляет собой трубку из присадочного материала, внутри которой находится флюс. В зависимости от типа сварки применяют проволоку типа ППЧ-1 (для горячей сварки), ППЧ-2 (для полугорячей) или ППЧ-3 (для холодной).
Процесс сваривания чугуна
Существует три вида сварки чугуна аргоном:
- горячая. Перед сваркой детали нагреваются до температуры 600-650°С и последующим медленным охлаждением (в течение нескольких суток);
- полугорячая. Нагревание до 300-350°С;
- холодная. Без нагрева и с естественным охлаждением.
Алгоритм сваривания деталей из чугуна:
- Закрепить подготовленные для сварки детали (с помощью струбцин или иных приспособлений).
- Включить подачу аргона.
- Зажечь дугу (на отдельной графитовой пластине).
- Ввести присадочный пруток под углом 25-30°.
- Выполнить сварку участками по 2,5-3 см.
- Для снятия остаточных напряжений произвести молотком проковку шва.
- Выполнить 2-й проход и так далее (каждый новый шов простукивается молотком).
- После формирования шва дать сборке остыть при нормальных условиях.
- Удалить налет (брызги).
- Обработать шов наждачной бумагой, шлифмашиной, металлической щеткой.
Особенности сварки чугуна аргоном
При сварке чугуна аргоном необходимо обращать внимание на следующие моменты:
Читайте также: