Сварочный аппарат игла схема
Обновлено: 19.05.2024
Недавно ремонтировал точечно-искровой сварочный аппарат Ding Xing Jewelry Machine и после того, как вернул его хозяину, решил собрать себе такой же. Естественно, с заменой части оригинальных комплектующих на то, что есть «в тумбочке».
Принцип работы аппарата достаточно простой – на конденсаторе C5 (рис.1) накапливается такое количество энергии, что при открывании транзистора Q9 её хватает, чтобы в месте сварки точечно расплавить металл.
С трансформатора питания Tr1 напряжение 15 В после выпрямления, фильтрации и стабилизации поступает на те части схемы, что отвечают за управление характеристиками сварочного импульса (длительность, ток) и создания высоковольтного «поджигающего» импульса. Напряжение 110 В после выпрямления заряжает конденсатор С5, который (при нажатии на педаль) разряжается в точку сварки через силовой транзистор Q8 и через вторичную обмотку трансформатора Tr2. Этот трансформатор совместно с узлом на транзисторах Q5 и Q8 создают на выводах вторичной обмотки высоковольтный импульс, пробивающий воздушный промежуток между сварочным электродом (вольфрамовой иглой, красный вывод) и свариваемыми деталями, подключенными к чёрному выводу. Это, скорее всего, необходимо для химически чистой сварки ювелирных изделий (вольфрам достаточно тугоплавкий металл).
Часть схемы на элементах R1, C1, D1, D2, R2, Q1, R3, Q2, K1 и D5 обеспечивает кратковременное включение реле К1 на время около 10 мс, зависящее от скорости заряда конденсатора С1 через резистор R1. Реле через контакты К1.1 подаёт стабилизированное напряжение питания +12 В на два узла. Первый, на элементах C8, Q5, R15, R16, Q8, R18, R20 и Tr2 – это уже упомянутый генератор высоковольтного «поджигающего» импульса. Второй узел на R5, C2, R6, D6, D7, R9, C4, R10, Q3, R12, Q4, R13, R14, Q6, R24, Q7, R17, R21, D8, R22, Q9 и R23 – генератор одиночного сварочного импульса, регулируемого резисторами R6 по длительности (1…5 мс) и R17 по току. На транзисторе Q3 собран, собственно, сам генератор импульса (принцип работы как и на включение реле), а транзисторы Q6 и Q7 – это составной эмиттерный повторитель, нагрузкой которого является силовой ключ на транзисторе Q9. Низкоомный резистор R23 - датчик силы сварочного тока, напряжение с него проходит через регулируемый делитель R22, R17, R14 и открывает транзистор Q4, который уменьшает напряжение открывания выходного транзистора Q9 и этим ограничивает протекающий ток. Параметры регулировки тока точно определить не удалось, но расчётный верхний предел не более 150 А (определяется внутренним сопротивлением транзистора Q9, сопротивлениями вторичной обмотки Tr2, резистора R23, монтажных проводников и мест пайки).
Полевой транзистор Q8 собран из четырёх IRF630, включенных параллельно (в оригинальной схеме стоит один IRFP460). Силовой транзистор Q9 состоит из десяти FJP13009, также включенных «параллельно» (в оригинальной схеме стоят два IGBT транзистора). Схема «запараллеливания» показана на рис.2 и кроме транзисторов содержит в себе элементы R21, D8, R22 и R23 каждые для своего транзистора (рис.3).
Низкоомные резисторы R20 и R23 выполнены их нихромовой проволоки диаметром 0,35 мм. На рис.4 и рис.5 показано изготовление и крепёж резисторов R23.
Печатные платы в формате программы Sprint-Layout развёл (рис.6 и рис.7), но заниматься их изготовлением по технологии ЛУТ не стал, а просто вырезал на фольгированном текстолите дорожки и «пятачки» (видно на рис.8). Размеры печатных плат 100х110 мм и 153х50 мм. Контактные соединения между ними выполнены короткими и толстыми проводниками.
Трансформатор питания Tr1 «сделан» из трёх разных трансформаторов, первичные обмотки которых включены параллельно, а вторичные последовательно для получения нужного выходного напряжения.
Сердечник импульсного трансформатора Tr2 набран из четырёх ферритовых сердечников строчных трансформаторов от старых «кинескопных» мониторов. Первичная обмотка намотана проводом ПЭЛ (ПЭВ) диаметром 1 мм и имеет 4 витка. Вторичная обмотка намотана проводом в ПВХ изоляции с диаметром жилы 0,4 мм. Количество витков в последнем варианте намотки – 36, т.е. коэффициент трансформации равен 9 (в оригинальной схеме применялся трансформатор с Ктр.=11). «Начало-конец» одной из обмоток надо скоммутировать так, чтобы выходной отрицательный импульс на красном выводе аппарата возникал после закрытия полевого транзистора Q8. Это можно проверить опытным путём – при правильном подключении искра «мощней».
Элементы R19, C10 являются демпфирующей антирезонансной цепочкой (снаббер), а такое включение диода D9 обеспечивает на красном выводе сварочного аппарата отрицательную полуволну высоковольтного «поджигающего» импульса и защищает транзистор Q9 от пробоя высоким напряжением.
Накопительный конденсатор С5 составлен из 30 электролитических конденсаторов разной ёмкости (от 100 до 470 мкФ, 200 В), включенных параллельно. Их общая ёмкость – около 8700 мкФ (в оригинальной схеме применены 4 конденсатора по 2200 мкФ). Чтобы ограничить зарядный ток конденсаторов, в схеме стоит резистор R8 NTC 10D-20. Для контроля тока используется стрелочный индикатор, подключенный к шунту R7.
Аппарат был собран в компьютерном корпусе размерами 370х380х130 мм. Все платы и другие элементы закреплены на куске толстой фанеры подходящего размера. Фото расположения элементов во время настройки на рис.8. В окончательном варианте с передней панели был убран шунт R7 и стрелочный индикатор тока (рис.9). Если же индикатор нужно ставить в аппарат, то сопротивление резистора R7 придётся подбирать по рабочему току используемого индикатора.
Сборку и настройку аппарата лучше производить последовательно и поэтапно. Сначала проверяется работа трансформатора питания Tr2 вместе с выпрямителями D3, D4, конденсаторами С3, С5, С9, стабилизатором VR1 и конденсаторами С6 и С7.
Затем собрать схему включения реле К1 и подбором ёмкости конденсатора С1 или сопротивления резистора R1 добиться устойчивого срабатывания реле на время около 10-15 мс при замыкании контактов на педали.
После этого можно собрать узел высоковольтного «поджигающего» импульса и, поднеся выводы вторичной обмотки друг к другу на расстояние долей миллиметра, проверит, проскакивает ли между ними искра во время срабатывания реле К1. Хорошо бы ещё убедиться, что её длительность лежит в пределах 0,3…0,5 мс.
Потом собрать остальную часть схемы управления (ту, что ниже R9 по рис.1), но к коллектору транзистора Q9 подключить не трансформатор Tr2, а резистор сопротивлением 5-10 Ом. Второй вывод резистора припаять к плюсовому выводу конденсатора С9. Включить схему и убедиться, что при нажатии педали на этом резисторе появляются импульсы длительностью от 1 до 5 мс. Чтобы проверить работу регулировки по току, нужно будет или собирать высоковольтную часть аппарата или, увеличив сопротивление R23 до нескольких Ом, посмотреть, меняется ли длительность и форма импульса тока, протекающего через Q9. Если меняется – это значит, что защита работает.
Возможно, что понадобится подбор номиналов резистора R9 и конденсатора C4. Дело в том, что для того, чтобы полностью «открыть» транзисторы Q9.1-Q9.10, нужен достаточно большой ток, который пропускает через себя Q7. Соответственно, уровень напряжения питания на конденсаторе С4 начинает «просаживаться», но этого времени должно хватать, чтобы провести сварку. Излишне большое увеличение ёмкости конденсатора C4 может привести к замедленному появлению питания в узле, а соответственно, к задержке по времени сварочного импульса относительно «поджигающего». Лучшим выходом из этой ситуации является уменьшение управляющего тока, т.е. замена десяти транзисторов 13007 на два-три мощных IGBT. Например, IRGPS60B120 (1200 В, 120 А) или IRG4PSC71 (600 В, 85 А). Ну, тогда есть смысл и в установке "родного" транзистора IRFP460 в узле, формирующем высоковольтный «поджигающий» импульс.
Не скажу, что аппарат оказался очень нужным в хозяйстве :-), но за прошедшие три недели было приварено всего несколько проводников и резисторов к лепесткам электролитических конденсаторов при изготовление блока питания и сделано несколько «показательных выступлений» для любознательных зрителей. Во всех случаях в качестве электрода использовалась медная оголённая миллиметровая проволока.
Недавно провёл "доработку" - вместо педали поставил кнопку на передней панели и добавил индикацию включения аппарата (обыкновенная лампочка накаливания, подключенная к обмотке с подходящим напряжением одного из трансформатора).
Мини сварочный аппарат 12 В
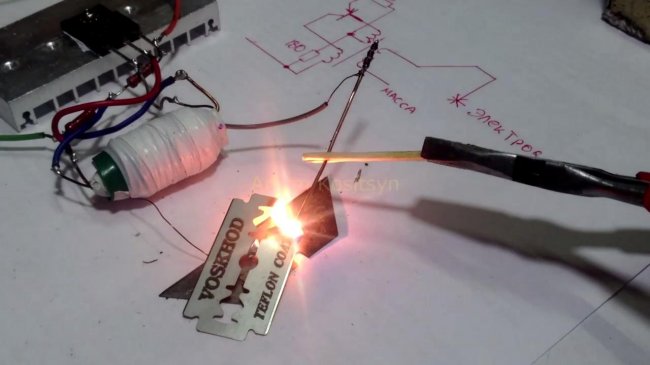
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.
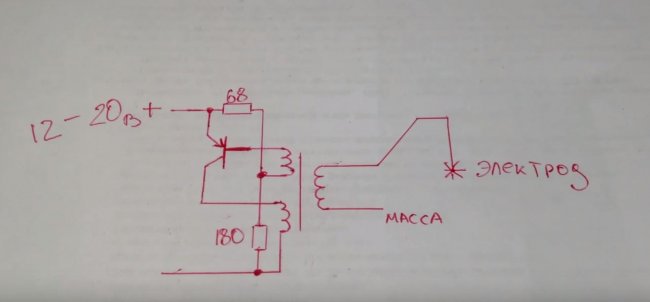
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
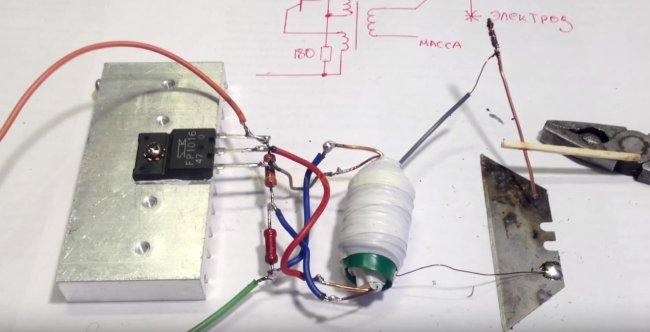
Схема мини сварочного аппарата
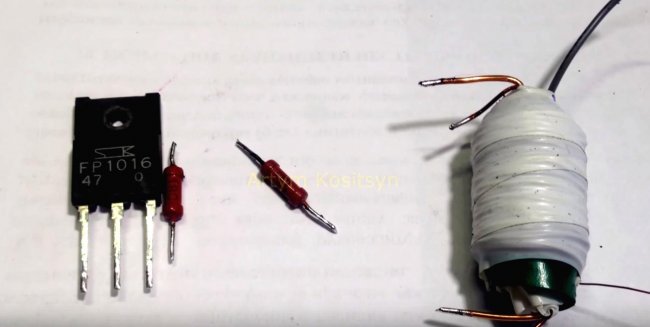
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
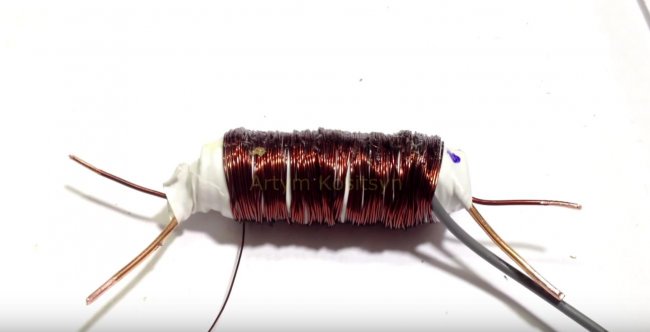
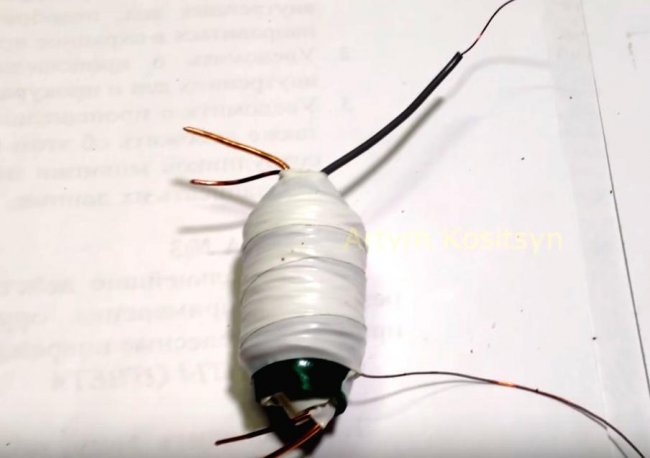
Изготовление трансформатора
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.





Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
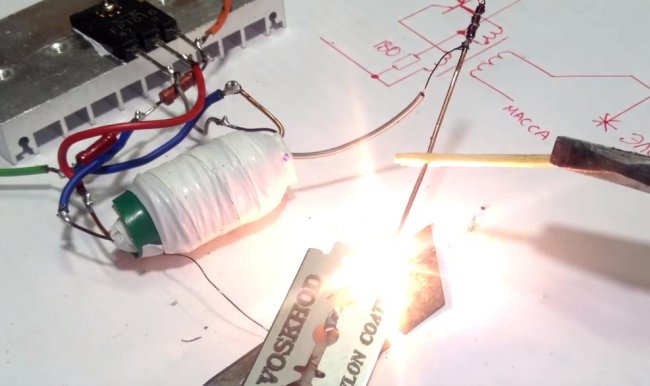
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.
Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:
Материалы

Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:
1. Очень старая микроволновая печь – можно найти на свалке.
2. Деревянная доска.
3. Т-образные кронштейны.
4. Винты.
5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.
6. Прочие деревообрабатывающие инструменты и электрические соединители.
7. 3-х контактные разъёмы (по желанию).
8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).
9. Разъём от блока питания ПК (по желанию).
10. Клеммник (внутренний диаметр 1 см).
Вынимаем трансформатор из микроволновки
Этот шаг описывает как достать трансформатор из микроволновой печи
1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.
2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.
3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.
4. Снимите трансформатор.
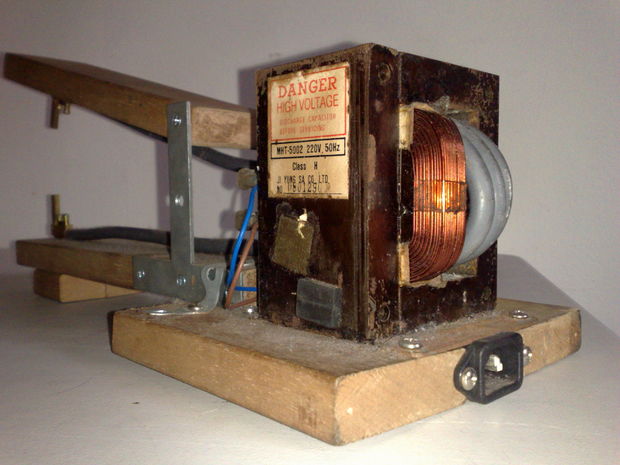
Строение аппарата контактной сварки

Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту.
Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.
На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).
На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.
Электроды

Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели). Ниже приведен пример создания собственных электродов для этого агрегата:
1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).
2. Разделите две части клеммной колодки и соберите металлические детали.
3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.
4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.
Электрические модификации аппарата
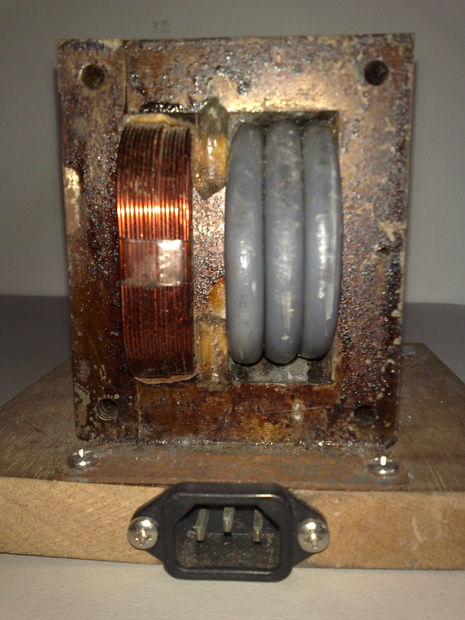
Секрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов.
Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат. Как это сделать описано ниже:
1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.
2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.
3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.
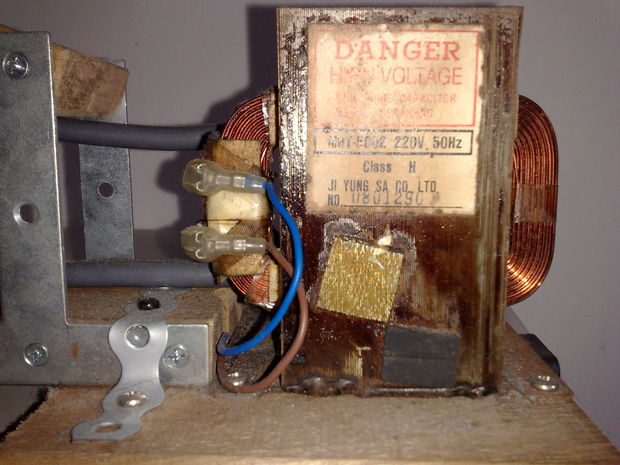
Другие детали

Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой. Трансформатор от микроволновки невероятно тяжёлый.
Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.
Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.
Original article in English
Схема сборки сварочного инвертора своими руками
Сварочный инвертор, изготовленный своими руками, по функциональности и производительности ничуть не уступает своему заводскому аналогу. При этом, обойдется совсем недорого. Мы расскажем, как собрать самодельный аппарат пошагово.

Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.

Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.

Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:

Принципиальная электрическая схема сварочного инвертора:


Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.

Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.

Где взять блок питания и как его подключить
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.

Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.

Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.

Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.

Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.

Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.

Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.

Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.

Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.

Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
Читайте также: