Сварочный аппарат инвертор как работать
Обновлено: 10.05.2024
В частном доме и на даче постоянно возникает необходимость что-то сварить. Чтобы не обращаться по мелочам к профи (и не платить им) можно купить недорогой сварочный аппарат и научиться самому. Для приобретения этих навыков рекомендуют приобретать сварочные аппараты постоянного тока, а в частности, сварочные инверторы. Они имеют небольшие габариты, мало весят, с их помощью можно получить качественный шов даже без наличия большого опыта. Что не менее важно, в этой категории есть неплохие аппараты по невысокой цене (5-10 тысяч рублей). Потому сварка инвертором для начинающих — лучшее что может сегодня предложить рынок.
Что такое сварочный инвертор и как он работает
Инвертором это устройство назвали потому, что он преобразует переменный ток сети 220 В с частотой 50 Гц, в высокочастотные колебания, а затем — в постоянный ток. При этом устройство имеет высокий КПД: порядка 85-90% и даже при довольно больших нагрузках счетчик «мотает» немного. Во всяком случае, бешеные счета вам оплачивать не придется. Расход будет чуть выше, чем без сварки, но ненамного.

Этот небольшой ящик и есть инверторный сварочный аппарат
Большинство инверторных сварочных аппаратов работают от бытовой сети 220 В (есть аппараты и от 380 В). И это — один из их плюсов. Причем, они практически никак на нее не влияют, т.е. не «садят» напряжение. Насчет соседей будьте спокойны: они и не будут знать, что вы занимаетесь сваркой. Второй немаловажный плюс в том, что они более-менее нормально могут работать и при пониженном напряжении. Нужно, конечно, смотреть в характеристиках, но при 170 В большая их часть еще позволяет работать электродом 3 мм. Это очень важно особенно для сельской местности, где низкое напряжение — скорее норма, чем исключение.
Что еще хорошо для новичков — что дугу при инверторной сварке и получить и удержать легче. И вообще, по мнению многих варит от «мягче» и дуга у него «легче». Так что хотите научится варить — пробуйте сначала инверторной сваркой.
Основы сварки инвертором
Для начала разберемся в конструкции сварочного инвертора. «Начинку» рассматривать не будем, осмотрим, что есть сверху и чем придется пользоваться.

Из чего состоит инверторный сварочный аппарат (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Этот аппарат представляет собой небольшой металлический ящик, который в зависимости от мощности весит от 3 кг до 6-7 кг. Корпус обычно металлический, некоторые производители делают в нем вентиляционные отверстия — для лучшего охлаждения «начинки» (большей частью — трансформатора). Для переноски есть ремень, иногда есть еще и ручка: ремень надевают на плечо, если работа требует передвижения.
На одной из панелей есть клавиша или тумблер включения питания. В лицевой части расположены индикаторы питания и перегрева. Также есть ручки выставления напряжения и сварочного тока. Также на передней панели есть два выхода — «+» и «-» к которым подключаются рабочие кабели. Один кабель заканчивается зажимом-прищепкой, который цепляют к детали, второй — держателем электрода. Разъем подключения кабеля электропитания находится, как правило, сзади. Вот собственно, все.
При покупке инвертора обратите внимание, чтобы кабели были достаточно длинными и гибкими: так удобнее работать. Именно на недостаточно длинные и жесткие рабочие кабели больше всего нареканий у пользователей популярной марки сварочных инверторных аппаратов «Ресанта».
Общие принципы работы с инверторным сварочным аппаратом рассказаны в этом видео.
Сварка инвертором для начинающих
Как при любой электросварке, расплавление металла происходит за счет теплоты электрической дуги. Она возникает между сварочным электродом и свариваемым металлом. Для создания дуги их подключают к противоположным полюсам: на один подают «+», на второй «-«.
При подключении электрода к «минусу» а детали к «плюсу» соединение называют «прямым». Если на электрод подан «плюс» — подключение — обратное. И тот и другой вариант используются при сварке, но только для металлов разной толщины: обратную — для сварки тонких металлов; прямую — для сварки толстых металлов (толщиной более 3 мм). Но это — не непреложное правило, иногда поступают наоборот.

Прямая и обратная полярность подключения на сварочном инверторе
Чем на практике вызвано такое разделение? Физикой процесса. Электроды при возникновении дуги движутся от минуса к плюсу. И передают при этом положительно заряженной поверхности еще и свою энергию, увеличивая ее температуру. Потому тот элемент, который подключен к положительному выходу, нагревается больше. При сварке металлов достаточной толщины их нужно хорошо разогревать, чтобы они сплавились и шов был качественный. Потому на них подают «+». Тонкий металл, наоборот, от перегрева может прогореть и к нему цепляют «минус», сильнее разогревая электрод, с которого в шов поступает больше расплавленного металла.
Правильно варить металл инвертором можно только если электрод хорошо вами контролируется. Для этого нужно держак взять правильно. Как это сделать, смотрите в видео.
Как при сварке образуется шов
Чтобы азы сварки инвертором были понятнее, рассмотрим, что происходит при образовании шва. Для начала уточним, что сварочный электрод для сварки металлов состоит из металлического сердечника и обмазки — специального покрытия, которое закрывает область сварки от контакта с кислородом, содержащимся в воздухе. Подробнее об электродах для инверторов читайте тут.
Теперь собственно о процессе сварки. Электрическая дуга образуется при контакте сердечника электрода и металла (как разжечь дугу читайте чуть ниже). При этом начинает гореть обмазка. Она частично расплавляется, переходя в жидкое состояние, частично превращается в газы. Эти газы окружают зону сварки — сварную ванну. Они не дают «прорваться» к расплавленному металлу кислороду из воздуха. Та часть обмазки, которая перешла в жидкое состояние, покрывает расплавленный металл, создавая второй слой защиты. После остывания она превращается в шлак, который коркой покрывает шов. И на этом этапе шлак защищает горячий еще металл от кислорода.

Как происходит сварка инвертором
Но шлак и защита — далеко не единственный процесс, который при этом происходит, и который нужно контролировать. При сварке необходимо следить за тем, чтобы место соединения двух кусков металла прогревалось равномерно и достаточно. Обе детали должны расплавиться на одинаковое расстояние от края. Чтобы прогрев был равномерным, нужно удерживать одинаковое расстояние от кончика электрода до детали. Делать это не очень просто: электрод в время сварки плавится, и частицы его расплавленного металла дугой переносятся в шов. Потому приходится держатель электрода постепенно пододвигать ближе к детали. Но и на этом еще не заканчивается техника сварки электродом. Нужно еще его кончиком «выписывать» некоторые фигуры — зигзаги, круги, елочки и т.д. Они позволяют сделать шов шире и сплавить две детали вместе. Самые распространенные движения электрода представлены на фото ниже.

Движения электрода при сварке инвертором: для начинающих сварщиков нужно отработать несколько движений до автоматизма
То есть, двигать электрод нужно из стороны в сторону на ширину шва по одной из этих траекторий, следить при этом за тем, в каком состоянии находится сварная ванна, и еще опускать по мере прогорания электрод, поддерживая расстояние до детали постоянным. Вот такая непростая задача стоит перед тем, кто хочет научиться варить металл. Сварочным инвертором это проще — дуга постоянная и не скачет, но поначалу у вас может не получиться.
В этом видео с очень большим замедлением показан процесс переноса частиц металла с электрода в сварную ванну и то, как она формируется.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.

Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.

Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.

Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Принцип работы и устройство сварочного инвертора
Чтобы правильно выбрать оборудование для выполнения сварочных работ, необходимо знать устройство конструкции и принцип работы сварочного инвертора. Если хорошо разбираться в таких вопросах, можно не только эффективно использовать, но и самостоятельно ремонтировать инверторные устройства.

Инверторные сварочные аппараты производства Италии
На современном рынке предлагается множество моделей инверторов, что позволяет мастерам подобрать оборудование в соответствии со своими потребностями и финансовыми возможностями. При желании сэкономить можно изготовить инверторный сварочный аппарат своими руками.
Как работает инверторный сварочный аппарат
Принцип действия инверторного аппарата во многом схож с работой импульсного блока питания. И в инверторе, и в импульсном блоке питания энергия трансформируется похожим образом.
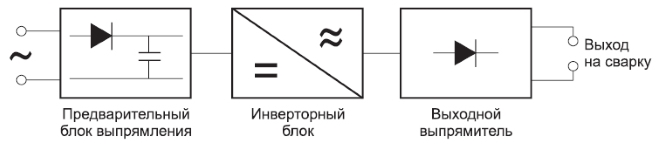
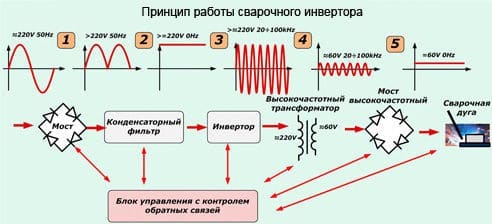
Процесс преобразования электрической энергии в сварочном аппарате инверторного типа можно описать так.
- Переменный ток с напряжением 220 Вольт, протекающий в обычной электрической сети, преобразуется в постоянный.
- Полученный постоянный ток при помощи специального блока электрической схемы инвертора опять преобразуется в переменный, но обладающий очень высокой частотой.
- Понижается напряжение высокочастотного переменного тока, что значительно увеличивает его силу.
- Сформированный электрический ток, обладающий высокой частотой, значительной силой и низким напряжением, преобразуется в постоянный, на котором и выполняется сварка.
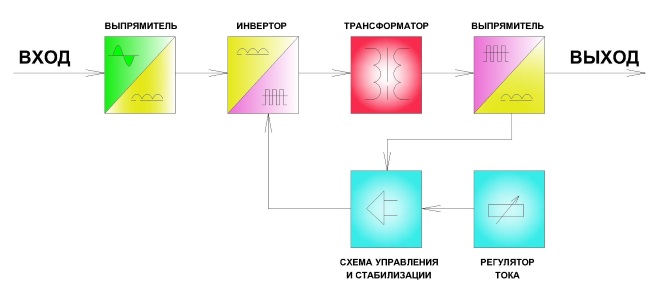
Принцип работы сварочного инвертора
Основным типом сварочных аппаратов, которые использовались ранее, были трансформаторные устройства, повышавшие сварочный ток за счет уменьшения значения напряжения. Самыми серьезными недостатками такого оборудования, которое активно используется и сегодня, являются низкий КПД (так как в них большое количество потребляемой электрической энергии тратится на нагрев железа), большие габариты и вес.
Изобретение инверторов, в которых сила сварочного тока регулируется совершенно по иному принципу, позволило значительно уменьшить размеры сварочных аппаратов, а также снизить их вес. Эффективно регулировать сварочный ток в таких аппаратах становится возможным благодаря его высокой частоте. Чем выше частота тока, который формирует инвертор, тем меньшими могут быть габариты оборудования.
Одна из основных задач, которую решает любой инвертор, – это увеличение частоты стандартного электрического тока. Возможно это благодаря использованию транзисторов, которые переключаются с частотой 60–80 Гц. Однако, как известно, на транзисторы можно подавать только постоянный ток, в то время как в обычной электрической сети он переменный и имеет частоту 50 Гц. Чтобы преобразовать переменный ток в постоянный, в инверторных аппаратах устанавливают выпрямитель, собранный на основе диодного моста.
После транзисторного блока, в котором формируется переменный ток с высокой частотой, в сварочных инверторах расположен трансформатор, который понижает напряжение и, соответственно, увеличивает силу тока. Для регулировки напряжения и тока, имеющих высокую частоту, требуются менее габаритные трансформаторы (при этом по своей мощности они не уступают более крупным аналогам).

Сварочный инвертор без защитного кожуха
Элементы электрической схемы инверторных устройств
Устройство сварочного инвертора составляют следующие базовые элементы:
- выпрямитель переменного тока, поступающего из обычной электрической сети;
- инверторный блок, собранный на основе высокочастотных транзисторов (такой блок и является генератором высокочастотных импульсов);
- трансформатор, который понижает высокочастотное напряжение и увеличивает высокочастотный ток;
- выпрямитель переменного высокочастотного тока;
- рабочий шунт;
- электронный блок, отвечающий за управление инвертором.
Какими бы характеристиками ни обладала определенная модель инверторного аппарата, принцип его действия, основанный на использовании высокочастотного импульсного преобразователя, остается неизменным.
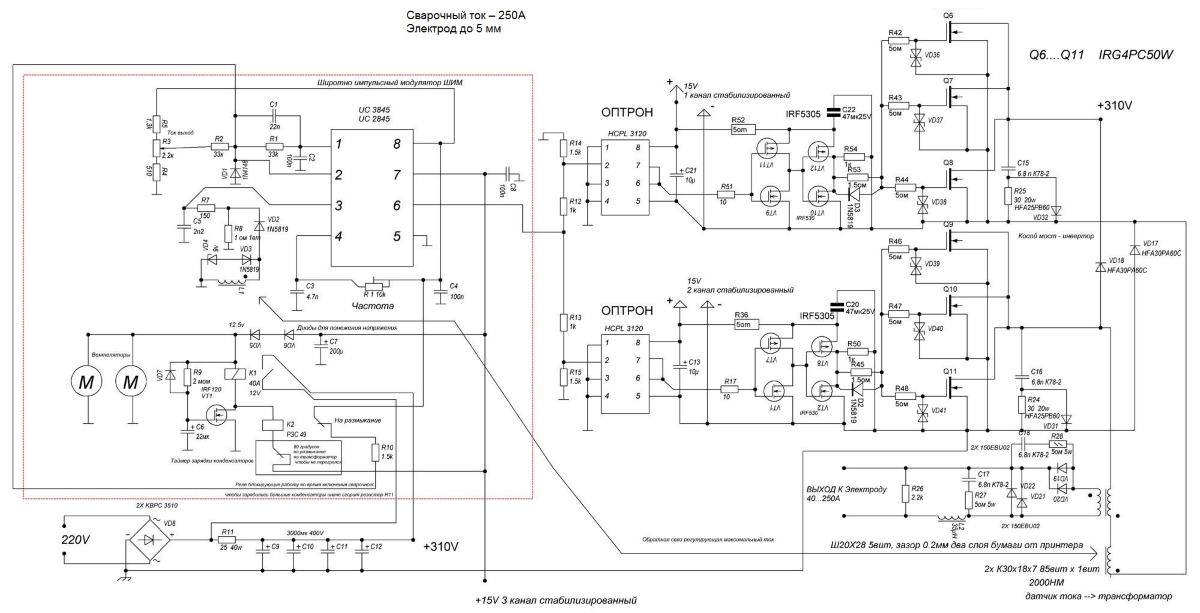
Пример принципиальной схемы инвертора (нажмите для увеличения)
Выпрямительный и инверторный блоки оборудования в процессе своей работы сильно нагреваются, поэтому их устанавливают на радиаторы, активно отводящие тепло. Кроме того, для защиты выпрямительного блока от перегрева используется специальный термодатчик, отключающий его электропитание при достижении им температуры 90 градусов.
Инверторный блок, являющийся, по сути, генератором высокочастотных импульсов большой мощности, собирается на основе транзисторов, соединяемых по типу «косого моста». Высокочастотные электрические импульсы, формирующиеся в таком генераторе, поступают на трансформатор, необходимый для того, чтобы понизить значение их напряжения.
Наиболее распространенными трансформаторами, используемыми для оснащения сварочных инверторов, являются устройства со следующими характеристиками: первичная обмотка – 100 витков провода марки ПЭВ (толщина 0,3 мм); 1-я вторичная обмотка – 15 витков из медной проволоки диаметром 1 мм; 2-я и 3-я вторичные обмотки – 20 витков медного провода диаметром 0,35 мм. Все обмотки тщательно изолируются друг от друга, а места их выхода защищаются и запаиваются.
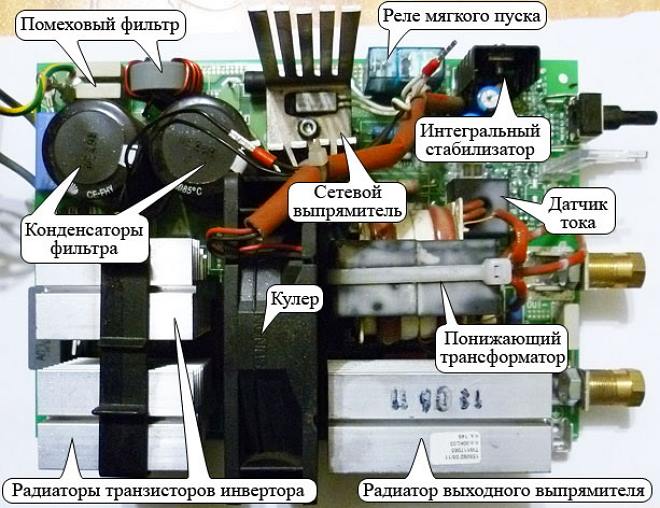
Внутреннее устройство сварочного инвертора
На выходной выпрямитель сварочного инвертора поступает ток, обладающий высокой частотой. С преобразованием такого тока в постоянный простые диоды не справятся. Именно поэтому основу выпрямителя составляют мощные диоды, обладающие большой скоростью открывания и закрывания. Чтобы предотвратить перегревание диодного блока, его размещают на специальном радиаторе.
Обязательным элементом любого сварочного инвертора является резистор высокой мощности, обеспечивающий устройству мягкий пуск. Необходимость использования такого резистора объясняется тем, что при включении питания на оборудование подается мощный электрический импульс, который может стать причиной выхода из строя диодов выпрямительного блока. Чтобы этого не произошло, ток подается через резистор на электролитические конденсаторы, которые начинают заряжаться. При достижении конденсаторами полного заряда и перехода устройства в штатный режим работы замыкаются контакты электромагнитного реле и ток начинает поступать на диоды выпрямителя, уже минуя резистор.

Выходные дроссели на плате сварочного инвертора
Инверторы благодаря своим техническим характеристикам позволяют выполнять регулировку сварочного тока в широком диапазоне – от 30 до 200 А.
Работой всех элементов такого сварочного аппарата, отличающегося компактными габаритами, небольшим весом и высокой мощностью, управляет специальный ШИМ-контроллер. Электрические сигналы поступают на контроллер от операционного усилителя, питающегося выходным током самого инвертора. На основе характеристик этих сигналов котроллер формирует корректирующие выходные сигналы, которые могут подаваться на диоды выпрямителя и транзисторы инверторного блока – генератора высокочастотных электрических импульсов.
Кроме основных, современные сварочные инверторы обладают еще целым перечнем полезных дополнительных опций. К таким характеристикам, которые значительно облегчают работу с устройством и дают возможность получать качественные, надежные и красивые сварные соединения, следует отнести форсирование сварочной дуги (быстрый розжиг), антизалипание электрода, плавную регулировку сварочного тока, наличие системы защиты от возникающих перегрузок.

Монтажная плата с основными элементами инвертора
Целесообразность использования инверторов и их основные недостатки
Широкое применение сварочных инверторов объясняется целым рядом весомых преимуществ, которыми они обладают.
- Устройства данного типа отличаются высокой мощностью и производительностью.
- Сварной шов, формируемый с использованием инверторов, характеризуется высоким качеством и надежностью.
- Наряду с высокой мощностью, устройства данного типа отличаются компактными размерами и небольшим весом, что дает возможность легко переносить их в то место, где будут выполняться сварочные работы.
- Сварочные инверторы обладают большим КПД (порядка 90%), потребляемая электрическая энергия используется в них эффективнее, чем в трансформаторах.
- Благодаря высокому КПД такие аппараты отличаются экономичным расходованием потребляемой электроэнергии.
- В процессе выполнения сварочных работ с помощью инвертора расплавленный металл разбрызгивается незначительно, что отражается на более рациональном потреблении расходных материалов.
- Инверторы обеспечивают возможность плавной регулировки сварочного тока.
- Благодаря наличию в таких устройствах дополнительных опций уровень квалификации сварщика почти не влияет на качество выполнения работ.
- Широкая универсальность инверторов упраздняет вопрос о том, какой аппарат выбрать для выполнения сварки по различным технологиям.
Инверторные устройства выбирают в том случае, когда нужен аппарат, характеристики которого обеспечивают высокую стабильность горения сварочной дуги в любой ситуации. При использовании инверторов не возникает вопрос и о том, какой электрод выбрать для выполнения сварочных работ, так как с помощью этого оборудования можно варить металл электродами любого типа.
Конечно, недостатки у инверторов тоже есть, но их не так много. Сюда следует отнести достаточно высокую стоимость таких устройств, по сравнению с обычными сварочными трансформаторами. Дороги такие устройства и в ремонте, который чаще всего связан с необходимостью замены мощных транзисторов (их стоимость может составлять до 60% цены всего аппарата).
Очень чувствительны инверторы к негативным внешним факторам – пыли, грязи, осадкам и морозу. Если для работ в полевых условиях вам нужен именно инвертор, придется сооружать для него закрытую и отапливаемую площадку.
Что такое сварочный инвертор: всё о компактных сварочниках
Инвертор, пришедший на смену обычным сварочным трансформаторам, – это современное электронное устройство, характеристики которого позволяют использовать его для выполнения сварочных работ по различным технологиям. Кроме основных характеристик, свойственных сварочным аппаратам трансформаторного типа, инверторы обладают и рядом дополнительных возможностей, что делает их использование более удобным и значительно расширяет их технические возможности. Благодаря этому такое оборудование одинаково успешно может быть использовано как в производственных, так и домашних условиях.

Инвертор сварочный «Сварог» ARC-200
Как работает сварочный аппарат инверторного типа
Инвертор благодаря своим техническим характеристикам может применяться для выполнения сварки электродами различных типов. Отличают такой аппарат компактные размеры, а также легкий вес, что делает его очень мобильным, в отличие от тяжелых и крупногабаритных трансформаторов. Удобно и то, что такой сварочник может вырабатывать как постоянный, так и переменный ток.
Для того чтобы понять, какими преимуществами обладает инвертор, необходимо разобраться в том, как он работает. В основу работы этого аппарата, который начал приобретать массовую популярность только в начале XXI века, заложен совершенно иной принцип в сравнении с функционированием обычного сварочного трансформатора.
Принципиальная схема сварочного инвертора «Дуга-200» (нажмите для увеличения)
Переменный ток, подаваемый на инвертор из обычной электрической сети, сначала выпрямляется, проходя через диодный мост, которым оснащена электрическая схема устройства. После выпрямления уже постоянный ток поступает на силовые транзисторы, которые преобразуют его обратно в переменный, но обладающий повышенной частотой. Чтобы снизить величину напряжения высокочастотного переменного тока и получить сварочный ток требуемой силы, в электрической схеме инвертора используется трансформатор.
Поскольку понижение напряжения высокочастотного тока осуществляется не по такому принципу, как в обычном сварочном аппарате, для этого нет необходимости использовать габаритные трансформаторы, вполне достаточно компактного устройства. После понижения напряжения и увеличения силы тока до требуемой величины его подают на выходной выпрямитель, в котором он преобразуется в постоянный.

Органы управления инвертором на примере аппарата «Форсаж» (нажмите для увеличения)
Использование высокочастотного тока, вырабатываемого инвертором, не только позволяет значительно уменьшить габариты устройства, но и положительно сказывается на процессе горения сварочной дуги, которая отличается высокой стабильностью. Такой сварочный аппарат отличается высоким КПД, так как в нем энергия не расходуется впустую на нагрев трансформаторного железа.
Упрощенная схема работы сварочного инвертора
Таким образом, любое инверторное устройство состоит из таких конструктивных элементов, как:
- выпрямитель, собранный на основе диодного моста (данный блок электрической схемы отвечает за выпрямление переменного тока, поступающего из электрической сети);
- сам инвертор, являющийся генератором высокочастотных электрических импульсов (основу данного блока составляют транзисторы, открывающиеся и закрывающиеся с высокой частотой);
- понижающий трансформатор, который решает задачу понижения высокочастотного напряжения и, соответственно, увеличения силы сварочного тока;
- выпрямитель выходного тока, обладающего высокой частотой (такой выпрямитель, как и входной блок, собран на основе диодного моста);
- специальный электронный блок, предусмотренный для управления режимами работы инверторного аппарата.
Технические возможности инверторных аппаратов
Любой инвертор, являясь сварочным аппаратом, служит для того, чтобы обеспечивать розжиг сварочной дуги и поддерживать ее горение в стабильном состоянии. За счет особенностей своей конструкции инверторный аппарат отлично справляется с такой задачей. Кроме основной функции, современные модели инверторов наделены рядом дополнительных опций, делающих их использование максимально удобным и комфортным. Сюда относятся:
- «Горячий старт» (данная опция позволяет быстрее зажигать сварочную дугу, что осуществляется за счет подачи на электрод дополнительного электрического импульса);
- «Форсаж дуги» (эта функция предполагает, что при резком приближении электрода к поверхности свариваемых деталей автоматически возрастает сила сварочного тока, что препятствует залипанию электрода в такой ситуации);
- «Антизалипание» (данная опция работает следующим образом: при залипании электрода к нему перестает подаваться электрический ток; начинает он поступать только тогда, когда электрод оторван от поверхности соединяемых деталей).

Передняя панель сварочного инвертора «БИМАрк-170»
Некоторые модели инверторных аппаратов также оснащены индикаторами перегрева и опцией автоматического отключения в том случае, если перегрев все-таки произошел. Эта полезная функция предохраняет такое дорогостоящее устройство, каким является инвертор, от перегорания и, как следствие, от затратного ремонта.
Дополнительные опции, описанные выше, особенно полезны для начинающих сварщиков, так как позволяют минимизировать влияние уровня квалификации специалиста на качество выполнения сварки.
Виды инверторов на современном рынке
Сварочные инверторы, представленные на современном рынке, можно разделить на два основных типа.
Такое устройство, как бытовой инвертор, предназначено для выполнения периодических сварочных работ. Стоят эти аппараты недорого, но эксплуатировать их можно время от времени, для интенсивной ежедневной работы они не предназначены. Оптимальными такие инверторы являются в том случае, если вам иногда необходимо выполнять несложные и непродолжительные сварочные работы. Большинство подобных устройств производится в Китае.
Такое оборудование предназначено для ежедневного многочасового использования, его конструкция изначально рассчитана на активную эксплуатацию. Стоимость этих инверторов, естественно, достаточно велика, но она адекватна их качественным характеристикам.
На рынке также представлены полупрофессиональные инверторные устройства, находящиеся по своим техническим характеристикам и стоимости между бытовым и профессиональным оборудованием. Кроме вышеперечисленных типов, существуют универсальные устройства, которые также называют комбинированными. Универсальность их состоит в том, что с их помощью можно выполнять сварку по различным технологиям. Такое инверторное оборудование из-за своей широкой функциональности также относится к категории профессионального.
Технические характеристики инверторных устройств
Выбирая инвертор, в первую очередь ориентируются не на его стоимость, а на его технические характеристики. От того, насколько правильно они будут подобраны, зависит, сможете ли вы использовать такое устройство для выполнения тех работ, для которых оно приобретается.
Важнейшей характеристикой любого сварочного аппарата (и инвертор не является исключением) считается сила тока, которую позволяет получить такое оборудование. Данный параметр оказывает влияние на то, какой толщины детали вы сможете варить при помощи инверторного устройства. Нет смысла переплачивать за мощный аппарат, если использовать его вы планируете только для сварки нетолстых деталей из черного металла.

Зависимость сварочного тока и используемых электородов от толщины металла
Важным параметром является не только максимальное значение сварочного тока, но и его минимальное значение. На минимальной силе тока выполняют сварку тонколистового металла. Необходимо также учитывать и то, каким образом регулируется сварочный ток – по ступенчатой или плавной схеме. Регулировка тока по плавной схеме, естественно, является более удобной.
На легкость зажигания сварочной дуги оказывает ключевое влияние такой параметр, как напряжение холостого хода. Чем оно выше, тем легче будет зажигаться дуга.
Тип электрического тока, которым питается инверторное устройство, – еще один параметр, который следует обязательно учитывать. На современном рынке представлены инверторы, которые могут работать от сети электрического тока с напряжением 220 и 380 В. Естественно, что для бытового использования целесообразнее выбирать оборудование, работающее от сети с напряжением 220 В.
Достоинства и недостатки инверторов
Высокая популярность инверторов объясняется целым рядом достоинств, которыми они обладают.
- Инверторы отличаются высокой мощностью и широким диапазоном регулирования сварочного тока.
— Даже при выполнении работ специалистом не слишком высокой квалификации инверторные устройства позволяют получать сварные швы высокого качества, надежности и привлекательного внешнего вида. - Инверторы отличаются компактными размерами и незначительным весом.
— Устройства данного типа имеют высокий КПД и, как следствие, экономно потребляют электрическую энергию. - Расплавленный металл в процессе выполнения сварки инвертором разбрызгивается очень незначительно, что способствует экономии расходных материалов и формированию аккуратных сварных швов.
- Неоспорима универсальность инверторных аппаратов, благодаря чему их можно использовать для выполнения сварки по разным технологиям.
Есть у инверторов и недостатки, к наиболее значимым из которых относятся следующие.
- Инверторы стоят довольно дорого, если сравнивать их с обычными сварочными трансформаторами.
- В случае выхода из строя инверторные устройства очень дороги в обслуживании.
- Инверторы, основу конструкции которых составляют сложные электронные схемы, очень критично реагируют на пыль, повышенную влажность и низкие температуры. Именно поэтому область использования таких устройств достаточно сильно ограничена. Для их безаварийной работы необходимо создавать специальные условия и уделять их техническому обслуживанию достаточно много времени (чистка от пыли и др.).
- В комплекте с инверторными устройствами могут быть использованы провода, длина которых не превышает 2,5 метров. Такие короткие провода также относятся к факторам, серьезно ограничивающим область применения инверторов.
В целом, если взвешивать все за и против использования инверторов для выполнения сварки, преимуществ будет значительно больше. Конструкция оборудования обеспечивает быстрое зажигание сварочной дуги и ее стабильное горение в процессе выполнения работ, а благодаря своим техническим возможностям инверторы позволяют получать качественные, надежные и аккуратные соединения с электродами любого типа.
Как правильно варить металл сварочным инвертором: видео-уроки и советы
Чтобы иметь возможность в любое время осуществлять в домашней мастерской или на приусадебном участке работы, связанные с соединением элементов металлических конструкций, достаточно приобрести современный сварочный аппарат и узнать, как варить сварочным инвертором.

Сварочные работы уже давно получили широкое распространение не только на серьезном производстве, но и в быту
Конструкция и преимущества инверторных сварочных аппаратов
Большая популярность инверторного оборудования у домашних мастеров объясняется тем, что с помощью таких компактных аппаратов, отличающихся также и небольшим весом, можно выполнять качественные, надежные и аккуратные сварные соединения, даже не имея высокой квалификации.
Конструкция любого сварочного инвертора состоит из таких элементов, как:
- блок питания с выпрямительным блоком и фильтром;
- инверторный блок, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор для понижения величины напряжения высокочастотного тока;
- силовой выпрямитель, предназначенный для получения постоянного тока на выходе устройства;
- электронный блок, выполняющий функции управления устройством.

Органы управления и конструктивные элементы сварочного инвертора на примере аппарата Fubag
Инновационные технологии, реализованные в конструкции инверторов, позволяют без особых проблем получать качественные сварные соединения. Такие аппараты из-за своей компактности не занимают много места, а благодаря легкому весу (5–15 кг) их без особого труда можно перемещать куда угодно.
Если научиться правильно работать на инверторном сварочном аппарате, с его помощью можно варить любые конструкции из металла. В комплект к каждому новому инвертору прикладывается инструкция, из которой собственник оборудования может почерпнуть много полезных сведений: как правильно подключить устройство, какой электрод выбрать для того, чтобы варить изделия из того или иного металла и др.
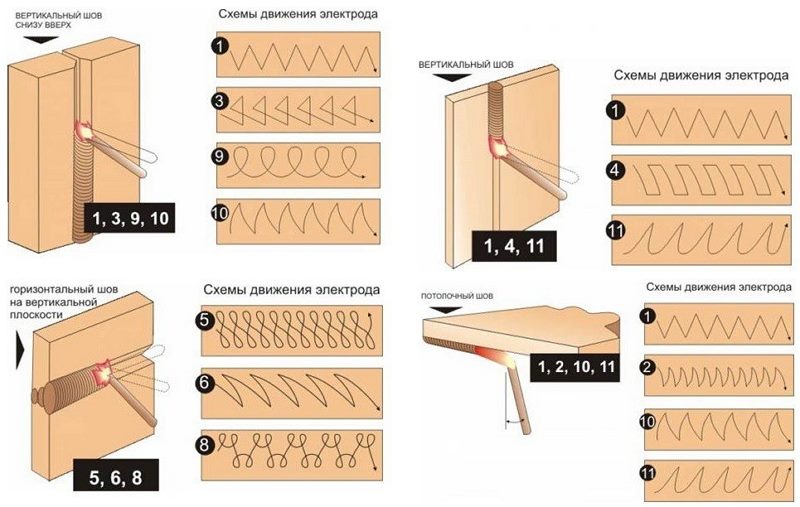
Схемы движения электрода в зависимости от типа шва (нажмите для увеличения)
Однако нередко в руки домашнего мастера попадает инверторный аппарат, инструкция на который не переведена на русский язык или вообще отсутствует. Очень важно научиться правильно работать на таком инверторе, потому что при действиях наугад будет сложно качественно варить металл. Кроме того, можно столкнуться с выходом оборудования из строя.
Однако, если следовать общепринятым правилам, можно работать на любых моделях инверторов и эффективно решать все поставленные задачи. Внимательно изучив эти правила, посмотрите обучающее видео, которое поможет подкрепить теоретический материал наглядным.
Как подготовить оборудование к работе
Перед тем как вы начнете варить металл, подготовьте все необходимое оснащение, чтобы обеспечить свою безопасность: сварочную маску, специальную одежду из плотной ткани, рабочую обувь и перчатки, которые также должны быть выполнены из плотного материала.

Современная маска сварщика типа «Хамелеон»
Для того чтобы сварной шов получился качественным, необходимо правильно подобрать электроды. Их тип и диаметр выбираются в зависимости от металла, из которого изготовлены соединяемые детали, от толщины последних, а также от режимов выполнения сварки. Поскольку поверхности заготовок, которые предстоит сваривать, необходимо тщательно зачистить, вам также необходимо подготовить щетку с щетинками из металлической проволоки.
Перед тем как подключить инвертор к электрической сети, надо проверить, соответствуют ли параметры сети характеристикам подключаемого оборудования.
К таким параметрам относятся сила электрического тока и величина напряжения, которая должна находиться в интервале, оговоренном в паспорте на инвертор. Подключать аппарат к питающей сети следует через автомат, который предотвратит поломку оборудования, если в его электрической цепи произойдет короткое замыкание или величина напряжения резко увеличится по другой причине.

Подключение сварочного инвертора к бытовой сети
Перед началом сварки необходимо позаботиться и о состоянии рабочей площадки. Инвертор следует установить на ровную поверхность, а вокруг его корпуса должно быть достаточно пространства для того, чтобы обеспечить свободное движение воздуха, за счет которого происходит естественная вентиляция устройства. Не следует накрывать корпус аппарата тканью, которая ограничит поступление воздуха к его вентиляционным решеткам.
Процесс сварки сопровождается высокой температурой и разбрызгиванием расплавленного металла, поэтому на рабочей площадке не должно находиться никаких легковоспламеняющихся, огне- и взрывоопасных веществ.
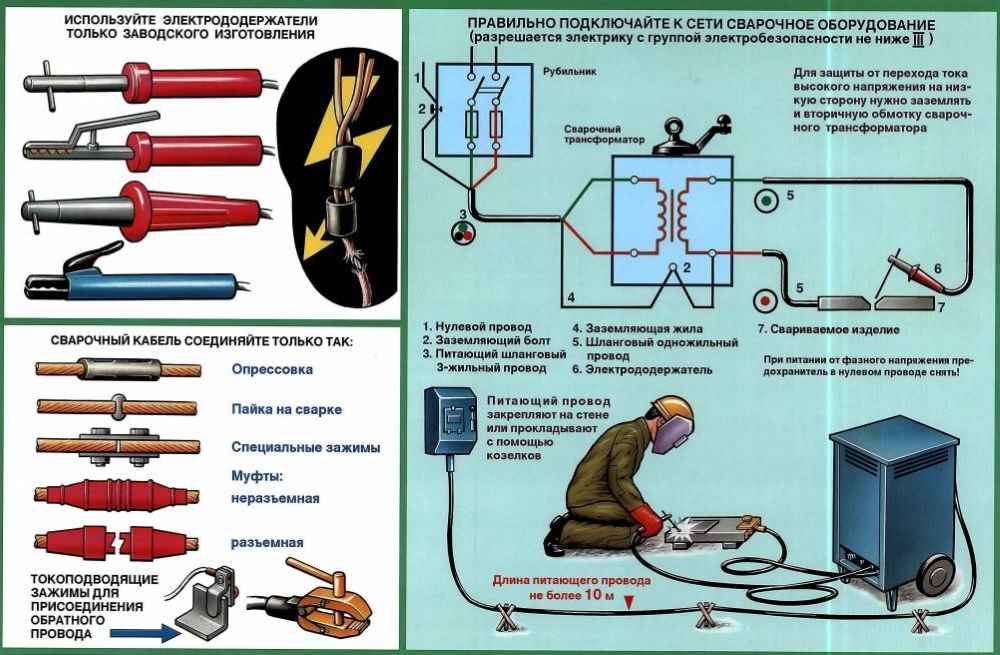
Важные правила электробезопасности при проведении сварки (нажмите для увеличения)
После того как все подготовительные мероприятия выполнены, требования по безопасности соблюдены, можно приступать к следующим действиям:
- подключению силового кабеля и кабеля массы к соответствующим разъемам инвертора;
- фиксации кабеля массы на деталях, которые предстоит варить (для этого используется специальный зажим);
- подключению аппарата к питающей сети и выставлению на нем рабочих режимов сварки;
- фиксации электрода в сварочном держателе.
Последовательность и правильность выполнения таких действий хорошо демонстрирует обучающее видео. Теперь, когда инвертор подключен к электрической сети, а электрод в его держателе готов к работе, можно приступать к выполнению сварки.
Особенности выполнения сварочных работ с помощью инверторных устройств
Первое, что необходимо сделать, чтобы начать варить с помощью инвертора, – это зажечь электрическую дугу между поверхностью детали и кончиком электрода. Для этого последним совершают чиркающее движение по поверхности заготовки, в результате чего должна появиться яркая вспышка. Металл в зоне действия дуги начнет плавиться. Научиться правильно зажигать дугу и делать это быстро можно, просмотрев обучающее видео.
Выполняя сварку, важно следить за длиной дуги, которая должна примерно соответствовать диаметру используемого электрода (в таком случае детали будут равномерно проплавляться, что позволит сформировать качественный сварной шов). Следить за тем, чтобы такое проплавление проходило равномерно, необходимо на протяжении всего сварочного процесса.
На качество и надежность сварного шва оказывает влияние и полярность подключения силового кабеля инвертора и кабеля массы. Чтобы правильно выбрать такую полярность, необходимо точно знать, из какого материала изготовлены соединяемые детали. Большинство марок сталей и других металлов лучше варить на прямой полярности, лишь некоторые сплавы соединяют на обратной.
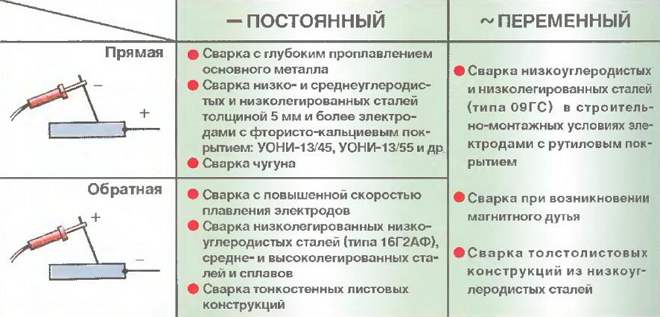
Как выбрать полярность сварки
Конструкция современных сварочных инверторов обеспечивает плавное и эффективное регулирование рабочего тока, что делает работу с такими устройствами простой и комфортной даже для начинающих сварщиков. Судить о том, что сварочный ток выбран неправильно, можно по ряду факторов. Так, если он слишком мал, то сварной шов получается слишком выпуклым и узким, детали в таких случаях плохо проплавляются. Если же ток слишком большой, то происходит интенсивное разбрызгивание расплавленного металла, а на поверхности соединяемых деталей могут появиться прожиги.
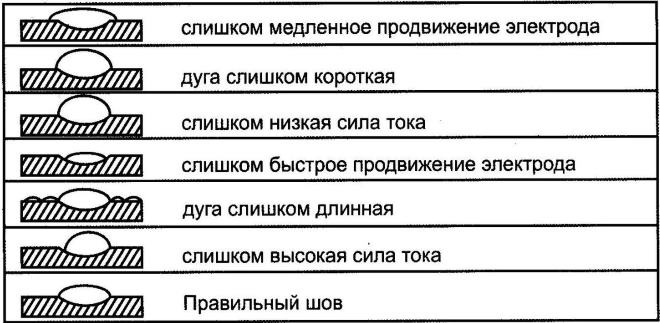
Характеристики сварного шва
Зависит выбор силы сварочного тока и от того, электродом какого диаметра вы собираетесь варить. Так, при сварке металла толщиной от одного до трех миллиметров электродами диаметром до 1,5 мм сила сварочного тока выбирается в интервале 20–60 А. В том случае, если используются прутки большего диаметра, которыми можно варить металл толщиной 4–5 мм, силу сварочного тока выбирают в пределах 100 А.
Просматривая обучающее видео или следя за работой квалифицированного специалиста, начинающие сварщики часто интересуются, зачем с поверхности готового сварного шва сбивают шлак. Делается это для того, чтобы, во-первых, проверить качество выполнения сварного шва, а во-вторых, придать готовому соединению привлекательный внешний вид. На шве, очищенном от шлака, видны все ошибки, допущенные при выполнении сварки.

Зачистка сварочного шва болгаркой
Конечно, не стоит рассчитывать на то, что у начинающих сварщиков (или у так называемых чайников) сразу будут получаться красивые и качественные сварные швы. Мастерство, в том числе и в сварочном деле, не приходит сразу после ознакомления с теоретическим материалом и просмотра видео, оно нарабатывается только опытом.
Как правильно выбрать сварочный инвертор и электроды для него
Правильно подобранные электроды играют большую роль в формировании качественного и надежного сварного соединения. Научиться выбирать их невозможно по видео, для этого следует придерживаться общепринятых рекомендаций и следующих принципов.
- При работе со средне- и низкоуглеродистыми сталями используют углеродистые электроды.
- Легированные стали варят при помощи электродов, выпускаемых по ГОСТ 10052-75 и 9466-75.
- Для сварки изделий из чугуна применяют изделия марки ОЗЧ-2.
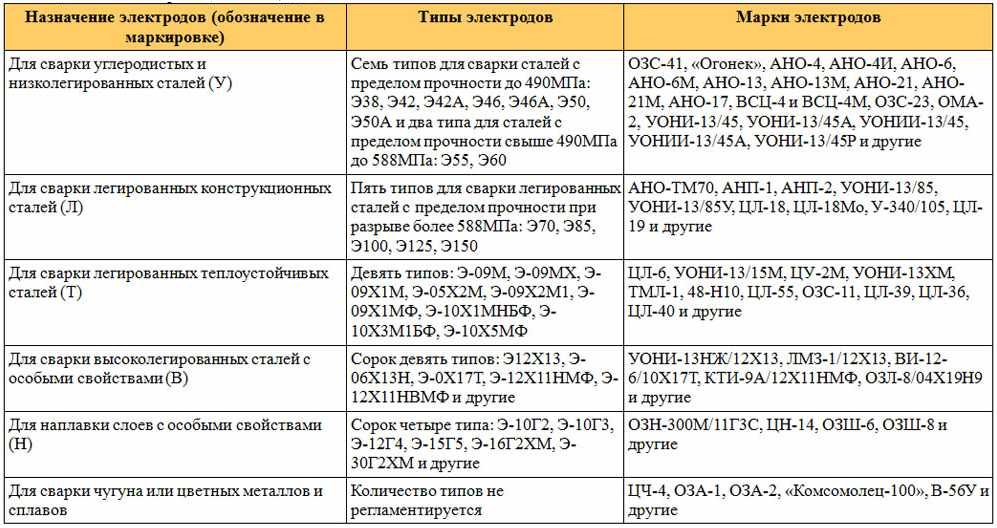
Классификация электродов по тину и назначению (нажмите для увеличения)
Наиболее распространенной маркой отечественных электродов, используемых для выполнения сварочных работ, является УОНИ. Конструкции из металла, к которым не предъявляют повышенных требований, можно варить изделиями марок АНО и МР-3.
Если вы собираетесь приобрести сварочный инвертор для использования в домашней мастерской, на приусадебном участке или на даче, придерживайтесь следующих рекомендаций.
- Максимальное значение сварочного тока – 160–200 А. Лучше сразу приобрести аппарат, у которого это значение может быть достаточно высоким, потому что оборудование с более скромными параметрами не даст вам возможность варить детали большой толщины.
- Напряжение холостого хода не должно превышать величины 90 В, лучше выбирать инверторы, у которых данный параметр находится в интервале 50–60 В.
- Продолжительность включения (ПВ) (параметр, который указывает на то, в течение какого времени оборудование может работать без перерыва) лучше выбирать в пределах 40–80%.
Учитывая тот факт, что напряжение в бытовых электрических сетях очень нестабильное и часто характеризуется значительными скачками и падениями, лучше выбирать инвертор, способный работать в широком интервале величины питающего напряжения.
Чтобы исключить влияние на сварку таких особенностей электрических сетей, можно выбрать инверторный сварочный аппарат, который способен работать как от централизованной электрической сети, так и от автономного источника электрического тока – бензинового или дизельного генератора.
Характеристики и особенности работы сварочного инвертора

Виды сварки
Сварка относится к самым эффективным методам, позволяющим надежно соединять металлические детали. Достигнуть наиболее качественных результатов в создании разнообразных конструкций из металла можно с помощью инвертора.
Данный инструмент широко применяется не только в производственных целях, но и в бытовых условиях. Поэтому важно понимать принцип работы сварочного инвертора.
Устройство и основные характеристики инверторов
Еще совсем недавно подобные агрегаты были достаточно простыми по схеме работы. Со временем аппарат был существенно модернизирован и дополнен электроникой.
В результате такие характеристики инверторных аппаратов, как его эффективность и функциональность существенно повысились. А самое главное, в процессе подобных модификаций, устройство не стало стоить дороже.
Как показывают современные тенденции, цена на аппарат, наоборот, снизилась, что не может не радовать сварщиков.
Устройство сварочного инвертора очень схоже с блоками питания, используемыми в компьютерах.

Вольт амперная характеристика инвертора для сварки.
Их схожесть заключается в принципе преобразования энергии, которое осуществляется в соответствии со следующими основными этапами:
- выпрямление переменного напряжения электросети 220 В;
- преобразование напряжения в переменное высокой частоты;
- снижение высокочастотного U;
- выпрямление пониженного напряжения.
Выше лишь кратко перечислены основные действия данного прибора. Как видно, импульсные блоки питания персональных компьютеров выполняют такие же операции, что известно даже чайникам.
Раньше главным узлом сварочного устройства являлся мощный трансформатор. Он также позволял понижать входное напряжение и снимать со вторичной обмотки большие токи, величина которых могла достигать сотен ампер. Данных параметров было вполне достаточно, чтобы осуществлять сварку.
Недостатком такого агрегата является слишком большой вес, делающий мобильность инструмента минимальной. С целью уменьшения габаритов и веса были разработаны инверторы.
Из чего состоит данный узел? Главными элементами тут являются транзисторы, подключенные к понижающему трансформатору. Они переключаются со значительно большей частотой вплоть до 80 кГц. Это позволяет уменьшить размеры трансформатора до минимума. В то же время их мощность остается такой же высокой, как и у больших собратьев.
Однако напряжение в сварочном инверторе должно быть постоянным. В этих целях используется выпрямитель, представленный диодным мостом и конденсаторами, работающими на сглаживание выходного напряжения.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Аппарат инверторного типа позволяет обеспечить необходимые значения, подходящие для розжига дуги и поддержания ее горения.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Принцип работы инвертора для сварки.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.

Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
В инверторах могут быть реализованы и другие функции. Все они призваны сделать процесс сварки более простым. Тут важно понимать: количество «наворотов» устройства неукоснительно ведет к увеличению его стоимости.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
- «мягкий финиш» — автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Плюсы и минусы инверторной сварки
Устройство инверторного сварочного аппарата обладает рядом несомненных преимуществ. Благодаря им данный тип оборудования получил широкое распространение как в промышленности, так и в домашнем использовании.
Как известно, все, что необходимо от сварщика – это плавное перемещение электрода над линией соединения без соприкосновения с поверхностью детали. Электрод должен находиться на расстоянии в несколько миллиметров от изделия.
На первый взгляд кажется, что подобная операция достаточно легка. На деле же этот простой процесс превращается в невероятно тяжелую процедуру. Это связано с особенностями работы в маске, в которую постоянно летят искры, не дающий контролировать процесс соединения с высокой точностью.
Применения простого трансформатора сопровождено некоторыми рисками, описанными ниже.

Таблица силы тока для сварки инвертором.
Так, например, касание электрода поверхности изделия приведет к короткому замыканию. Если подобное произойдет, то оторвать его будет достаточно тяжело. Придется приложить приличные усилия, в противном случае сработает теплозащита или, что еще хуже, загорится обмотка трансформатора.
В инверторе такой недостаток попросту отсутствует. Случайное прикосновение электрода к поверхности не повлечет за собой катастрофических последствий. Микропроцессор практически мгновенно отреагирует на падение напряжения и подплавит электрод. В результате оторвать его от детали не составит труда.
Если же соприкосновения не происходит, но электрод находится достаточно близка к поверхности конструкции, процессор распознает такой сценарий действий и прекратит поступление выходного напряжения. Это позволит избежать перегрева трансформатора.
Технологические достоинства
Устройство и принцип работы сварочного инвертора обладает рядом преимуществ по сравнению со своими традиционными аналогами, работающими по трансформаторной схеме, а именно:
- достаточно большая мощность, соизмеримая с низкочастотными трансформаторами;
- маленький вес и габариты, позволяющие без труда перемещать оборудование по цеху, мастерской или дому;
- широкие возможности по настройке параметров сварки;
- низкий расход электродов;
- высокая эффективность;
- возможность осуществления сварочного процесс в различных пространственных положениях;
- совместимость с разными типами электродов.
Выше перечислены лишь основные плюсы. На деле, каждый откроет для себя еще больше положительных сторон использования подобного инструмента.
В любом случае повышенный комфорт сварки и возможность выполнения более качественной работы по достоинству оценит любой сварщик.
Недостатки
Как показано выше, принцип работы сварочных инверторов обладает множеством положительных моментов. В таком случае возникает вопрос: почему же многие сварщики до сих пор используют традиционные трансформаторные приборы?

Параметры сварочных инверторов.
Главной причиной такого положения вещей является высокая стоимость оборудования. Инверторы минимум в два раза дороже. Данный факт относится к ключевым при ответе не поставленный вопрос.
Еще одним недостатком сварочного инвертора является высокий процент выхода устройств из строя. Достаточно лишь загрязниться электронике – и аппарат может сломаться.
В связи с отмеченной проблемой возникает необходимость в постоянной чистке «внутренностей» с применением сжатого воздуха.
Маленькие размеры инструмента также не относятся только к плюсам. Есть и обратная сторона медали. Наличие большого количества электронных систем ограничивает возможность работы с устройством на открытой местности во время дождя или при повышенной влажности.
Плохая погода может попросту поломать прибор, а ряд дешевых устройств и вовсе не будет функционировать при отрицательных температурах. Работа в пыльных условиях также сопряжена с риском поломки.
Со сваркой тоже не все так гладко, как может показаться на первый взгляд. В первую очередь это относится к резке толстого металла. Если напряжение на выходе сварочного аппарата будет нестабильным, что связано с перепадами в сети, характерными для сельской местности, то преобразующий узел выйдет из строя.
Один из самых больших минусов – это дорогой ремонт. В основе работы прибора заложен транзисторный блок, стоимость которого может достигать четверти стоимости самого инструмента. Таким образом, окончание срока гарантийного обслуживания сопряженно со значительными тратами в случае поломки.
Подобные агрегаты сильно востребованы в сельской местности, где постоянно появляются задачи, связанные с соединением тех или иных металлических изделий.
Высокая мобильность позволяет без труда использовать их во дворе, перенося устройство с одного места на другое. Однако отсутствие сервисных центров станет большой проблемой в случае выхода аппарата из строя.
Принцип работы сварки с использованием инвертора вместо трансформатора обладает рядом достоинств. Благодаря им подобное оборудование широко применяется и в промышленности и бытовых условиях.
В данной статье достаточно детально рассмотрено устройство такого аппарата. Эта информация позволит не только разобраться с основами работы инвертора, но и поможет при выборе и покупке инверторной сварки.
Читайте также: