Сварочный аппарат из статора электродвигателя
Обновлено: 19.05.2024
Сварочный аппарат из ЛАТРа
Распространенным материалом для изготовления самодельных сварочных трансформаторов издавна являются сгоревшие ЛАТРы (лабораторные автотрансформаторы). Внутри корпуса ЛАТРа находится тороидальный автотрансформатор, выполненный на магнитопроводе значительного сечения. Именно этот магнитопровод понадобится от ЛАТРа для изготовления сварочного трансформатора. Для трансформатора обычно требуется два одинаковых кольца-магнитопровода от крупных ЛАТРов.
ЛАТРы выпускаются разных типов, с максимальными токами от 2 до 10А, не все из них годятся для изготовления трансформаторов для сварки, только те, размеры магнитопроводов которых позволяют уложить необходимое количество витков. Наиболее распространенным среди них, наверное, является автотрансформатор типа ЛАТР-1М. Он в зависимости от провода обмотки рассчитан на токи 6,7-9А, хотя размеры самого автотрансформатора от этого не меняются. Магнитопровод ЛАТР-1М имеет следующие размеры: внешний диаметр D=127 мм, внутренний диаметр d=70 мм, высота кольца h=95 мм, сечение S=27 см 2 , вес около 6 кг. Из двух колец от ЛАТР-1М можно изготовить хороший сварочный трансформатор, правда, из-за малого внутреннего объема окна, нельзя использовать слишком толстые провода и придется экономить каждый миллиметр пространства окна. Существенным недостатком трансформатора из ЛАТРов, по сравнению со схемой П-образного трансформатора, является также то, что нельзя изготовить катушки отдельно от магнитопровода. Это означает, что придется мотать, протягивая каждый виток через окно магнитопровода, что конечно же сильно усложняет процесс изготовления.
Кольцо магнитопровода состоит из намотанных друг на друга отрезков железной ленты, скрепленной по краям точечной сваркой. Для того чтобы увеличить внутренний диаметр окна, необходимо изнутри отсоединить конец ленты и отмотать ее необходимое количество. Но не пытайтесь отмотать за один раз все. Лучше отматывать по одному витку, каждый раз отрезая лишнее. Иногда таким образом расширяют и окна более крупных ЛАТРов, хотя при этом неизбежно уменьшается площадь сечения магнитопровода.
В принципе для сварочного трансформатора было бы достаточно площади сечения и одного кольца. Но проблема заключается в том, что магнитопроводы меньшей площади неизбежно требуют большего количества витков, что увеличивает объем катушек и требует большего пространства окон.
Трансформатор с разнесенными плечами
В начале изготовления трансформатора необходимо изолировать оба кольца. Особое внимание при этом следует обратить на углы краев колец - они острые, могут запросто разрезать наложенную изоляцию, а потом замкнуть собой провод обмотки. Углы лучше сначала несколько сгладить напильником, а потом вдоль наложить какую-нибудь крепкую и эластичную ленту, например, плотную киперную или разрезанную вдоль трубку кембрика. Сверху кольца, каждое отдельно, обматываются нетолстым слоем тканевой изоляции.
Далее изолированные кольца соединяются вместе. Кольца плотно стягиваются крепкой лентой, а по бокам фиксируются деревянными колышками, также потом стянутыми лентой, - сердечник магнитопровод для трансформатора готов.

Сварочный трансформатор из ЛАТРа
Следующий шаг самый ответственный - укладка первичной обмотки. Обмотки этого сварочного трансформатора мотаются по схеме: первичная посредине, две секции вторичной на боковых плечах.

На первичную обмотку уходит около 70-80 м провода, который придется с каждым витком протягивать через оба окна магнитопровода. При этом никак не обойтись без нехитрого приспособления.
Мотовило
Сначала провод наматывается на деревянное мотовило и в таком виде без проблем протягивается через окна колец.
Провод первичной обмотки может иметь диаметр 1,6-2,2 мм. Для магнитопроводов, составленных из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм, иначе останется мало места для вторичной обмотки. Первичная обмотка содержит, как правило, 180-200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы 3-миллиметровым электродом.
На конец провода надевается кембрик, который притягивается ХБ изолентой к началу первого слоя. Поверхность магнитопровода имеет закругленную форму, поэтому первые слои будут содержать меньше витков, чем последующие - для выравнивания поверхности.

Слои витков первичной обмотки
Провод ложится виток к витку, ни в коем случае не допуская захлестывания провода на провод. Слои провода обязательно изолируются друг от друга. Опять же, для экономии пространства обмотку следует класть как можно компактнее. На магнитопроводе из некрупных колец межслоевую изоляцию следует использовать потоньше. Не следует стремиться намотать первичную обмотку быстро. Процесс этот медленный, а после укладки жестких проводов начинают болеть пальцы. Лучше сделать это за 2-3 подхода - ведь качество важнее скорости.
Если первичная обмотка изготовлена, большая часть работы выполнена, остается вторичная. Но сначала нужно определить количество витков вторичной обмотки на заданное напряжение. Для начала включите уже готовую первичную в сеть. Ток холостого хода этого варианта трансформатора небольшой - всего 70-150 мА, гул трансформатора должен быть еле слышен. Наматываем на одно из боковых плеч 10 витков любого провода и измеряем выходное напряжение на них. На каждое из боковых плеч приходится по половине магнитного потока, создаваемого на центральном плече, поэтому здесь на каждый виток вторичной обмотки приходится 0,6-0,7В. Исходя из полученного результата, рассчитывается количество витков вторичной обмотки, ориентируясь на напряжение 50В (около 75-80 витков).
Выбор материала вторичной обмотки ограничен оставшимся пространством окон магнитопровода. Тем более что каждый виток толстого провода придется протягивать по всей длине в узкое окно. Проще всего намотать обычным многожильным проводом 16 мм 2 в синтетической изоляции - он мягкий, гибкий, хорошо изолирован, при работе будет лишь слегка греться. Можно изготовить вторичную обмотку и из нескольких жил медного провода.
Половина витков вторичной обмотки мотается на одно плечо, половина на другое. Если не окажется проводов достаточной длины, можно соединить из кусков - ничего страшного. Намотав обмотки на оба плеча, нужно измерить напряжение на каждой из них, оно может отличаться на 2-3В - сказываются несколько отличные свойства магнитопроводов разных ЛАТРов, что особо не влияет на свойства дуги при сварке. Потом обмотки на плечах последовательно соединяются, но надо следить, чтобы они не оказались в противофазе, иначе на выходе получится напряжение, близкое к нулю (см. статью Обмотка сварочного трансформатора). При напряжении сети 220-230В сварочный трансформатор данной конструкции должен развивать в дуговом режиме ток 100-130А. Ток при коротком замыкании вторичной цепи - до 180А.
Может оказаться, что в окна не удалось вместить все рассчитанные витки вторичной обмотки, и выходное напряжение оказалось ниже желаемого. Рабочий ток уменьшится от этого не сильно. В большей степени понижение напряжения холостого хода влияет на процесс зажигания дуги. Дуга зажигается легко при напряжениях, близких к 50В и выше. Хотя дугу можно без особых проблем зажигать и при более низких напряжениях. Так что если изготовленный транформатор имеет выход около 40В, то его вполне можно применять для работы. Другое дело, если попадутся электроды, рассчитанные на высокие напряжения, - некоторые марки электродов работают от 70-80В.
Тороидальный трансформатор
На кольцах от ЛАТРов можно также изготовить сварочный трансформатор по другой - тороидальной схеме. Для этого необходимы также два кольца, лучше от крупных ЛАТРов. Кольца соединяются и изолируются: получается одно кольцо-магнитопровод со значительной площадью сечения.

Первичная обмотка содержит столько же витков, как и в предыдущей схеме, но мотается по длине всего кольца и, как правило, ложится в два слоя. Проблема дефицита внутреннего пространства окна магнитопровода такой схемы трансформатора стоит еще более остро, чем для предыдущей конструкции. Поэтому изолировать здесь нужно как можно более тонкими слоями и материалами. Нельзя здесь применять и толстые обмоточные провода. Хотя в некоторых установках применяются ЛАТРы особенно больших размеров, только на одном кольце такого можно изготовить тороидальный сварочный трансформатор.
Выгодное отличие тороидальной схемы для сварочного транформатора - более высокий КПД. На каждый виток вторичной обмотки теперь будет приходиться более одного вольта напряжения, следовательно, "вторичка" будет иметь меньше витков, а выходная мощность будет выше чем, в предыдущей схеме. Однако длина витка на тороидальном магнитопроводе будет больше, и сэкономить на проводе здесь вряд ли удастся. К недостаткам данной схемы следует отнести: сложность намотки, ограниченный объем окна, невозможность использования провода большого сечения, а также большую интенсивность нагрева. Если в предыдущем варианте все обмотки находились раздельно и хоть частично имели контакт с воздухом, то теперь первичная обмотка находится полностью под вторичной, и их нагрев взаимоусиливается.
Использовать для вторичной обмотки жесткие провода сложно. Ее легче намотать мягким многожильным или изготовленным из нескольких жил проводом. Если правильно подобрать все провода и аккуратно их уложить, то в пространство окна магнитопровода вместится необходимое количество витков вторичной обмотки и на выходе трансформатора получится нужное напряжение.
Иногда из нескольких колец ЛАТРов делают тороидальный сварочный трансформатор по-другому, ставят их не друг на друга торцами, а перематывают железные полосы ленты из одного на другой. Для этого сначала из одного кольца выбираются внутренние витки полос, чтобы расширить окно. Кольца других ЛАТРов распускаются полностью на полосы ленты, которые потом как можно плотнее наматываются на наружный диаметр первого кольца. После этого собранный единый магнитопровод очень плотно обматывается изолирующей лентой. Таким образом, получается кольцо-магнитопровод с более объемным внутренним пространством, чем у всех предыдущих. В такой можно будет вместить провод значительного сечения. Необходимое количество витков рассчитывается по площади сечения собранного кольца.
К недостаткам этой конструкции следует отнести трудоемкость изготовления магнитопровода. Тем более что как ни старайся, а вручную намотать железные полосы друг на друга так же плотно, как раньше, все равно не удастся. В результате магнитопровод получается хлипким. При работе в режиме сварки железо в нем сильно вибрирует, издавая мощный гул.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Как сделать сварочный аппарат из электродвигателя

Я не стану объяснять, как при помощи сварочного трансформатора можно зарабатывать. Думаю, что всем ясно, хочешь, мотай трансформаторы и продавай, а хочешь - намотай один и шабашничай. Хоть на дому, хоть по вызову.
Идея производить трансформаторы из статоров электродвигателей практиковалась ещё двадцать лет тому назад и пользовалась популярностью среди самоделкиных. Кстати, и доход приносила ощутимый. За 50-75 советских карбованцев от такого изделия можно было избавиться за один - два дня. Чем я и занимался. На эту тему были даже публикации в «Моделист-конструкторе» и «Изобретателе и рационализаторе».
Немного позже были также публикации о сварочных трансформаторах из ЛАТРов. И если с трансформаторами из ЛАТРов особых проблем не возникало, то с теми, что из двигателей, результаты у самоделкиных были весьма далеки от расчетных. А причиной тому - недостаток знаний в электротехнике, да и журналы публиковали материал, скрывая все подводные течения.
Это походило больше на инструкцию юному душману, с рецептами фугасов. Оставалось только крикнуть: «Аллах акбар» или «Банзай» и включить в розетку. А дальше, как минимум, сгоревшие пробки, как максимум - кердык электросчётчику и масса лестных отзывов в адрес изобретателей и их родителей.
Конечно, я понимал все причины неудач, но выдавать секретов не хотелось, чтобы не плодить конкурентов. И лишь только после того, как я нашел себе более интересный заработок, в виде электроудочек, я стал делиться информацией. Я тогда ещё жил в Самаре и возможность заработка на рыбе меня привлекала куда больше, чем кряхтеть и потеть над сварочниками.
Итак, о трансформаторах. Для начала надо правильно выбрать электродвигатель. Из наиболее распространённых серий 2А и 4А предпочтение следует отдать первым. У них больше окно магнитопровода, соответственно, и мотать будет легче. Если вы такой не найдёте, можно выбрать и 4А. Только, для облегчения работы, пакет его магнитопровода лучше разделить на две части. Иначе обмотки могут не поместиться в окно. И затем намотать их по отдельности и соединять последовательно.
Для изготовления ЛАТРа лучше всего использовать электродвигатель, который не жалко. Перемотка электродвигателей может вернуть их в работу и они будут служить верой и правдой еще долгий срок. Поэтому, используйте те, которые точно уже нельзя отремонтировать.
Из всего электродвигателя используется только магнитопровод. Обмотки, ротор, корпус статора - это все направляется в утиль. Поэтому название «трансформатор из электродвигателя» не совсем точно отражает суть.
Итак, какой двигатель выбрать? Понятно что серия 2А, а вот какой мощности? Ориентир - от 7 до 15 Квт. Не промахнётесь.
Дальше ваша задача добыть заветный статор. Сейчас их легче купить у сборщиков металлолома. Они уже очищены от проводов и, как правило, после 5-6 ударов кувалды раскалываются как орех. Но это происходит далеко не всегда. Двигатели, прошедшие ремонт, заливают лаком, поэтому корпус может не отделиться от пакета железа. Да и корпус может оказаться алюминиевым. Для того чтобы достичь цели, вам придется отжечь весь статор. Для этого надо поставить статор «на попа» и подложить под него пару кирпичей. Внутренняя полость заполняется дровами и поджигается. Прожарив ваш двигатель час, другой, вы без особого труда сможете отделить магнитопровод от корпуса. Из алюминиевых корпусов железо само выпадает в процессе прожарки. Точно также удаляются и провода (если вам попался не разграбленный статор). После термообработки они легко вынимаются из пазов статора.
В результате ваших трудов у вас должна получиться продукция как показано на рис 1 (см. ниже).
Пакет трансформаторного железа (магнитопровод)

Затем необходимо снять размеры, как показано на рис.1. Эту болванку необходимо пропитать жидким масляным лаком. И высушить, используя подогрев. Это необходимо сделать для того, чтобы, после удаления стяжных накладок, пакет не рассыпался. Как правило, накладок от четырех и более штук. На мощных электродвигателях они ещё и проварены электросваркой по бокам.
Надо удалить не только накладки, но и проваренный металл. Делается это при помощи болгарки, шлифмашинки или фрезерного станка.
Вы спросите: для чего это делается? Дело в том, что магнитный поток в будущем трансформаторе, будет распространяться иначе, чем в электродвигателе. А эти накладки будут представлять собой короткозамкнутые витки и соответственно забирать львиную долю мощности и вызывать нагрев. И здесь основное правило - отсутствие короткозамкнутых витков. Их не должно быть, ни в самой конструкции трансформатора, ни в его креплении к корпусу.
Электромагнитные параметры такого железа чаще всего неизвестны, но их с достаточной точностью можно определить экспериментально.
После того, как вы избавитесь от накладок и следов электросварки, вам необходимо будет вырезать из картона или прессшпана две торцовые накладки (см. рис.2) и две картонные гильзы. Одну для внешней стороны, другую для внутренней. Сначала устанавливаются торцовые накладки, а затем внешняя и внутренняя гильзы. Затем все это хозяйство обматыватеся киперной, тафтяной или стеклолентой и снова пропитывается лаком и сушится.
Торцевой изолятор из прессшпана

Вот теперь ваш тороидальный магнитопровод готов к тому, чтобы стать настоящим трансформатором. Провод нужен будет в х/б или стеклоэмалевой изоляции, можно и в бумажной.
Для продолжения нам необходимо произвести расчёты. Для первичной обмотки достаточен провод диаметром 2-2,5 мм, для вторичной обмотки подойдёт шина 8 х 4 мм длиной около 60 м (зависит от железа). Это вариант для меди. Для алюминия сечение нужно взять на 15% больше. Не путайте сечение с диаметром.
1) Кол-во витков на один вольт производится по формуле:
48 / (а х в), где (а х в) - площадь в квадратных сантиметрах, а не миллиметрах.
Напряжение для первичной обмотки выбираем 210 В (сядет под нагрузкой). Количество витков для первичной обмотки:
210 х (значение, полученное по формуле 1).
Начиная со 180 В, необходимо сделать отводы, через каждые 10 В: то есть: 180 В, 190 В, 200 В. Это вам пригодится в случае низкого напряжения в сети. Для вторичной обмотки V=55-65 В на холостом ходу (условие для стабильности дуги). Витки рассчитываются аналогично.
Если у вас статор от двигателя 4А, то коэффициент 48 можно уменьшить до 46.
После того как выполните расчеты, можете начинать наматывать. Вначале первичную, затем вторичную. Мотать следует виток к витку, а не внавал. Это придаст более высокую индуктивность обмоткам и оптимизирует режим работы трансформатора. Вам понадобится помощник. Мотать шиной на тор - процесс трудоёмкий, особенно если у вас нет круглого челнока. Поэтому упростить процесс можно следующим образом. Шину надо запустить в тор, примерно на половину длины. И потом мотать от середины к концу провода. Сначала одну одну часть шины, затем другую. Иначе голова закружится, бегать туда сюда. Выводы следует фиксировать киперной лентой.

После того как процесс намотки окончен, трансформатор следует вновь пропитать лаком. И хорошенько высушить. На это следует обратить особое внимание. Может получиться так, что сухой на ощупь трансформатор, будучи подключенным к сети, на холостом ходу начнет дымиться. Это значит, ему пришел капут. Замкнула первичная обмотка. Дело в том, что под действием сильного магнитного поля некоторые растворители (входящие в состав лака) начинают проводить ток. Даже если вы испытали лак мегомметром перед употреблением. Поэтому сушить лучше на горячую, в шкафу, или подать на обмотку постоянный ток, низкого напряжения.
Дальше собирайте ваш трансформатор, как показано на рисунке. Корпус делать из металла не советую, лучше пластиковый. Помните о короткозамкнутых витках.
Трансформатор в сборе

Если всё выполните тщательно, ваш аппарат будет варить электродом № 4 и резать электродом № 3, работая от домашней розетки. Пробки на счётчик на время работы следует поставить 16А. Аппарат потребляет во время работы около 10 А. То есть так же, как чайник «тефаль». На «тройке» трансформатор вообще не греется, а на «четверке» нужно сжечь непрерывно штук десять, чтобы он нагрелся до 50 градусов. Этого вам хватит за глаза, и для себя, и для шабашки. Если у вас счётчик пятиамперный, то не жгите больше трех-четырех электродов № 4 подряд.
Про вес и другие достоинства говорить не буду. О них написано столько, что уже и сказки появляются о чудотворных свойствах. Лучше поговорим о том, где сейчас можно взять провод для трансформатора. Раньше это всё валялось во втормете большими кучами. Сегодня провод можно найти там, где с ним работают. У нас это местные электросети и локомотивное депо. Удвойте цену на этот цветмет в два раза от цены металлолома, и для вас всегда подберут сгоревшую или пробитую катушку от масляного трансформатора. В такой катушке всегда найдется кусок целого провода, который и идет в дело. А если у вас кроме собственных рук есть кое-что в кошельке, то можно заказать в магазине электротоваров. Но себестоимость такого изделия будет выше в разы, чем произведенного из утиля. Поэтому, вспомнив дедушку Маркса, я рекомендую вкладываться по минимуму :-)). А под закат жизни написать книгу «Как воровалась сталь» :-))))).
Профессиональное развитие начинается здесь: Телеграмм канал Домашняя электрика
СВАРОЧНЫЙ ИЗ… НИЧЕГО
Конструированием сварочных трансформаторов я занимаюсь давно, так что опыт в этом деле есть. Хочу предложить читателям мою последнюю — как кажется, самую удачную — разработку сварочного аппарата не совсем обычной конструкции.
Своеобразие этого устройства в том, что сердечник для трансформатора представляет собой статор отслужившего свой срок асинхронного двигателя. Выбор сердечника определяется площадью поперечного сечения статора — она должна быть не менее 20 см 2 . Если, такое условие выполняется, подойдет статор от любого асинхронного двигателя. Ну а площадь поперечного сечения определяется так, как это показано на рисунке.
Упомяну, что наиболее рациональная величина сечения статора-сердечника лежит между величинами 20 см 2 и 50 см 2 . В принципе, подойдут и сердечники с площадью меньше 20 см 2 , однако при этом придется уменьшать сечение провода в первичной и вторичной обмотках трансформатора, что значительно уменьшит мощность аппарата и сузит его возможности. Ну а использование сердечников с площадью сечения более 50 см 2 также нерационально: трансформатор на его базе получается неоправданно громоздким и тяжелым, и это тоже не является достоинством портативного сварочного аппарата.
Извлечь статор из станины двигателя не слишком сложно. Для этого следует воспользоваться ножовкой по металлу и небольшой кувалдой. Для начала с двигателя снимаются передняя и задняя крышки вместе с якорем. Затем ножовкой надо сделать пару пропилов таким образом, как это показано на рисунке. Пропил нужен максимально глубокий, однако старайтесь при этом не повредить статор. Знайте только: чем глубже будет пропил — тем легче и без повреждений удастся извлечь статор из корпуса.
Теперь хорошенько ударьте кувалдой рядом с одним и другим пропилами. Как правило, хватает нескольких ударов, чтобы корпус развалился и статор с обмотками оказался освобожденным от него.
Обмотку сгоревших двигателей использовать, как правило, бывает невозможно, так что ее придется удалить с помощью плоскогубцев и ножниц для резки металла.
Освободив статор от обмотки, вы получите заготовку сердечника сварочного трансформатора. Надо только удалить перемычки пазов под обмотки — и вы получите готовый сердечник. Для этого используются обычное зубило и молоток. Удобнее всего удалять перемычки сначала с одного торца, а затем с другого. Предупреждаю, что работать надо в защитных очках, в изолированном помещении. Проследите также, чтобы поблизости не оказалось бьющихся предметов. Срубать зубья старайтесь как можно ближе к основанию и желательно поровнее.
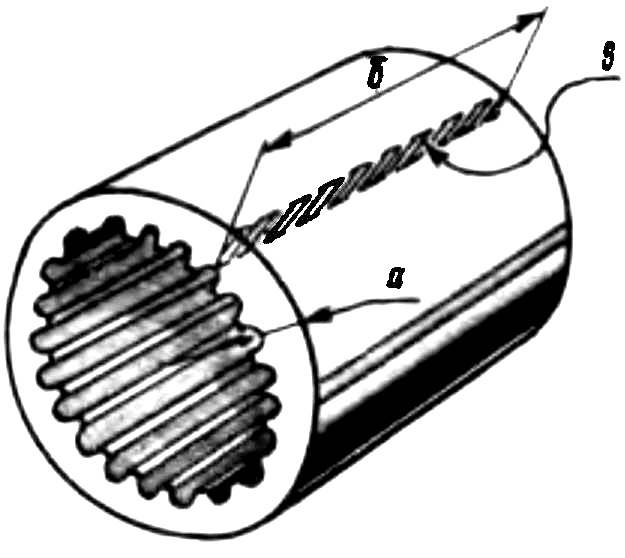
Рис. 1. Основные параметры статора асинхронного двигателя, необходимые для переделки его в сердечник трансформатора:
а — высота поперечного сечения сердечника, б — ширина поперечного сечения сердечника, S — площадь поперечного сечения сердечника.
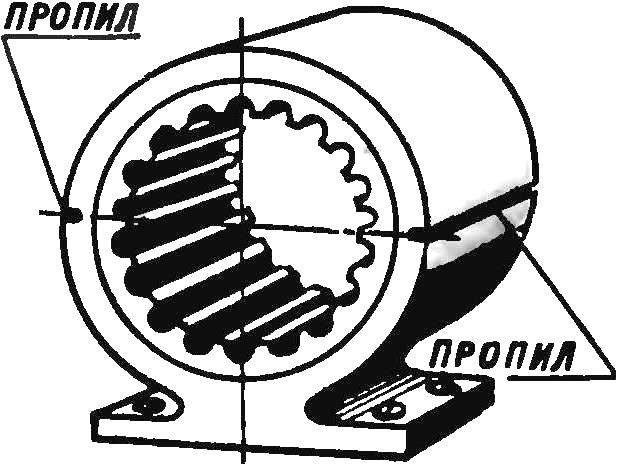
Рис. 2. Подготовительные операции для извлечения статора из корпуса электродвигателя.
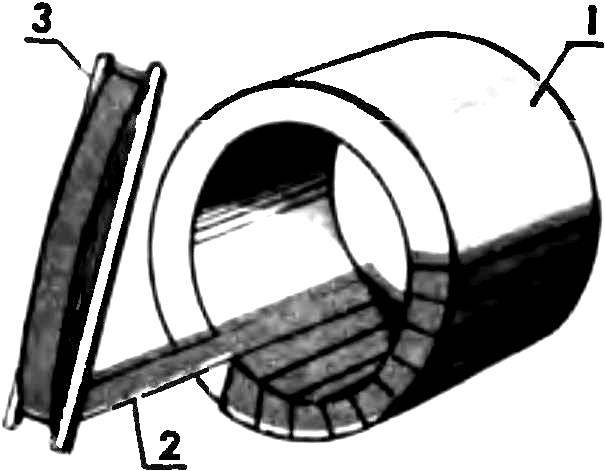
Рис. 3. Обмотка статора хлопчатобумажной изолентой:
1 — статор (сердечник трансформатора), 2 — изолента, 3 — челнок с изолентой.
После удаления зубьев сердечник обматывается хлопчатобумажной изоляционной лентой — это обезопасит первый спой обмотки от пробоя на корпус. Изоляцию удобно наматывать с помощью специального челнока, вырезанного из фанеры, как это показано на рисунке. Кстати, такой же челнок понадобится вам и для намотки провода на сердечник.
Первичная обмотка трансформатора лучше всего получается из проволоки в хлопчатобумажной изоляции. Сечение ее можно подобрать в соответствии с таблицей 1. Для вторичной обмотки подойдет стандартная «жила» в резиновой изоляции — такие используются в силовых кабелях.
Таблица 1
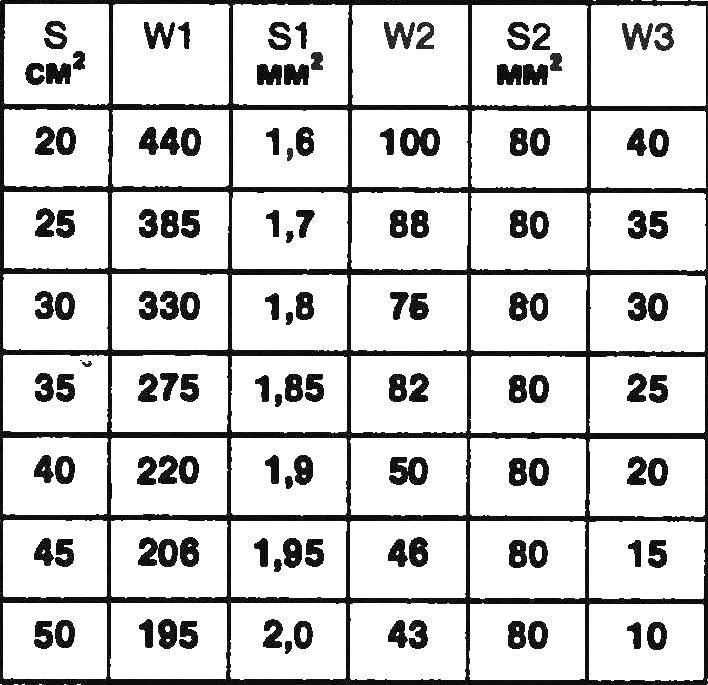
В таблице 1 используются следующие обозначения:
S1 — площадь поперечного сечения первичной обмотки;
S — площадь поперечного сечения сердечника, равная произведению высоты сердечника на его толщину;
W1 — число витков первичной обмотки трансформатора;
W2 — число витков вторичной обмотки трансформатора;
S2 — площадь поперечного сечения вторичной обмотки трансформатора;
W3 — дополнительная обмотка, наматывается той же проволокой, что и первичная обмотка W, служит для регулировки сварочного тока.
Дополнительная обмотка W может иметь от двух до пяти дополнительных отводов, но, в принципе, можно обойтись и без нее, оставив только единственную обмотку W. При этом, правда, несколько ухудшится экономичность сварочного аппарата.
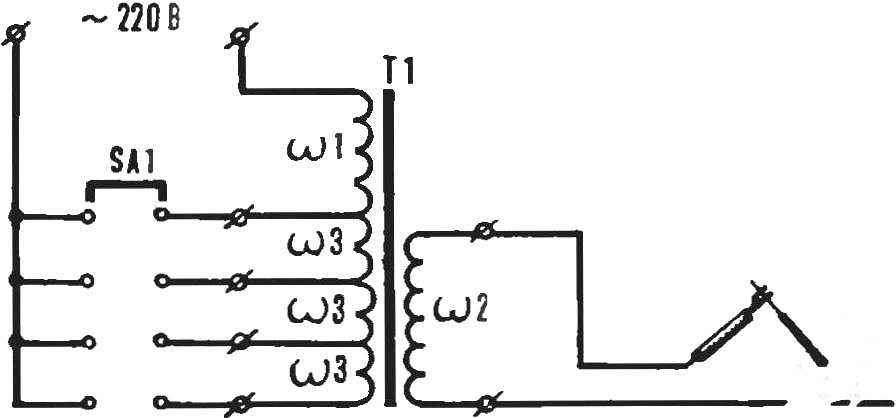
Рис. 4. Принципиальная схема сварочного трансформатора.
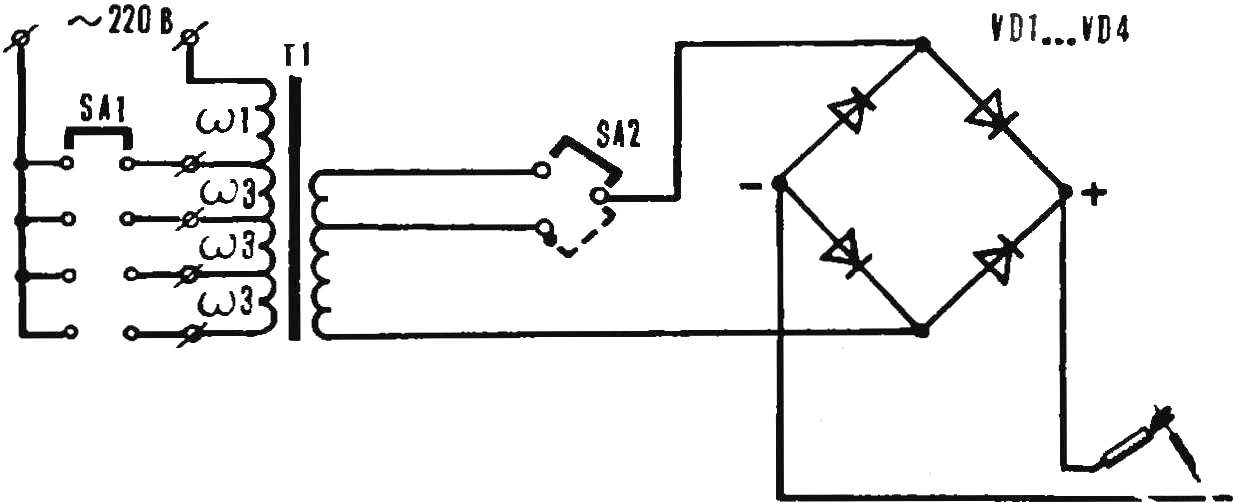
Рис. 5. Сварочный аппарат постоянного тока.
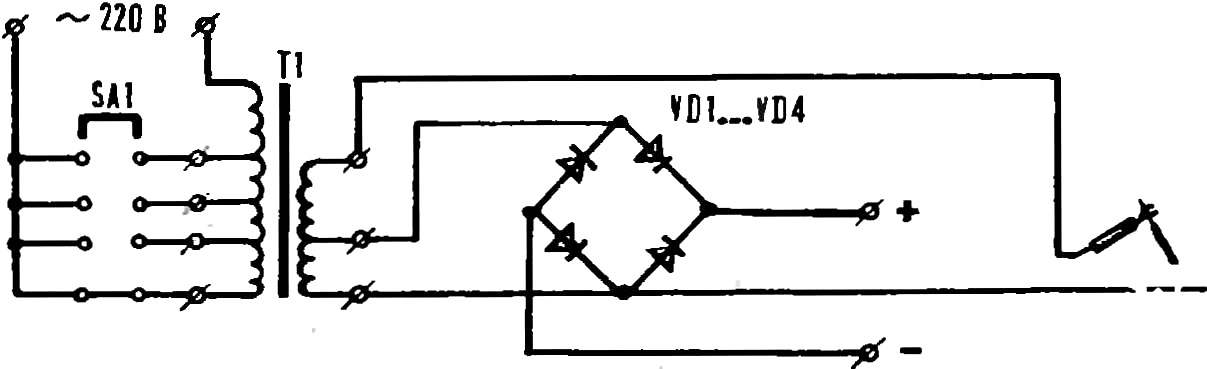
Рис. 6. Универсальное устройство для сварки переменным током и запуска автомобиля постоянным током.
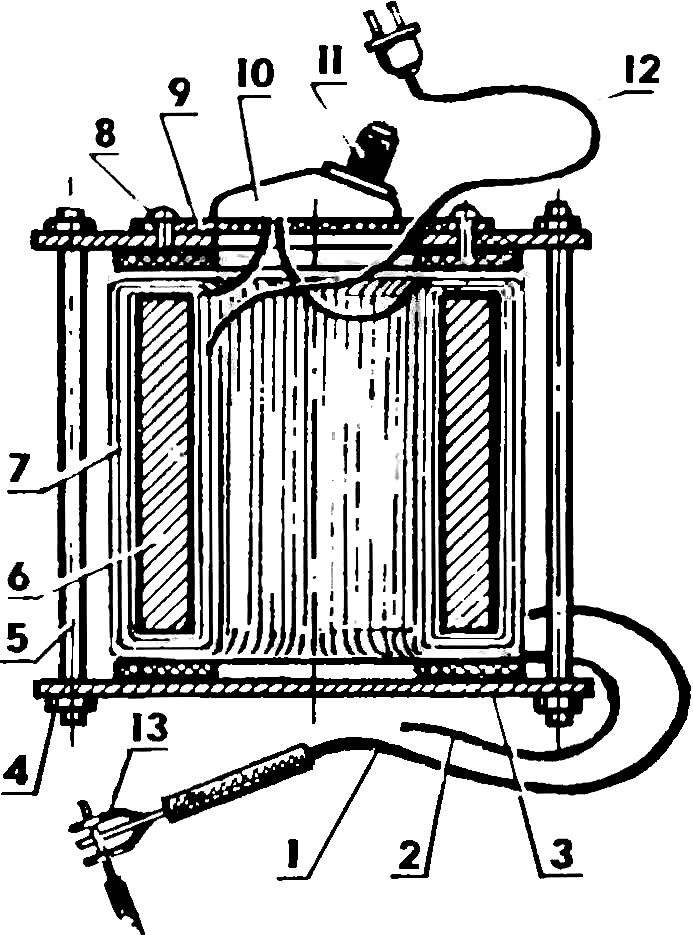
Рис. 7. Вариант конструкции сварочного трансформатора:
1, 2 — силовые кабели, 3 — основание трансформатора, 4 — гайка, 5 — резьбовая шпилька, 6 — сердечник трансформатора, 7 — обмотки, 8 — винт крепления верхней панели, 9 — верхняя панель, 10 — замыкатель (сетевая розетка), 11 — перемычка (сетевая вилка с перемычкой), 12 — сетевой шнур, 13 — вилка сварочного аппарата.
Как видно из схемы трансформатора, сварочный ток регулируется с помощью замыкателя SА1. Для этого на панели прибора закрепляются несколько обычных сетевых розеток — их количество выбирается в зависимости от числа выводов дополнительной обмотки. Замыкателем же служит сетевая вилка, у которой ножки разъема соединены между собой одножильным проводом, диаметр которого составляет 1/4 диаметра провода первичной обмотки. Это дает возможность использовать замыкатель в качестве плавкого предохранителя, который срабатывает при нежелательных перегрузках.
Хотелось бы предупредить тех, кому не удастся достать провод для первичной обмотки подходящего сечения, что это не причина для того, чтобы вовсе не браться за создание сварочного аппарата. Вполне можно подобрать несколько проводов таким образом, чтобы их суммарное сечение было бы не меньше рекомендованного для W. В принципе, можно даже использовать неизолированную проволоку, обмотав ее самостоятельно хлопчатобумажной изоляционной лентой. Точно так же можно подбирать проволоку и для вторичной обмотки. Кстати, именно так и пришлось поступить мне при изготовлении своего сварочного аппарата. При этом для изолирования проволоки потребовалось десять мотков узкой хлопчатобумажной изоленты, которую вполне можно приобрести в хозяйственных магазинах или в магазинах электротоваров.
Хотелось бы предупредить, что после намотки первичной обмотки не следует сразу же заполнять и вторичную — сначала надо ее проверить. Для этого первичная обмотка подключается к сети через плавкий предохранитель, в качестве которого используется отрезок медной проволоки диаметром 0,1…0,15 мм. Если обмотка не гудит и не греется, это означает, что работу вы выполнили качественно и можете приступать к намотке вторичной обмотки. Если же предохранитель сгорает — это явный признак короткозамкнутого витка. Из этого следует, что первичную обмотку придется наматывать заново, обращая особое внимание на качество изоляции проволоки. Ну а если обмотка не греется, но прослушивается довольно громкое гудение, то это означает, что вы ошиблись при подсчете витков и у вас оказалось меньше, чем рекомендует таблица 1. В этом случае надо подмотать еще несколько витков и повторить проверку.
Для того чтобы сварочный аппарат был универсальным, на вторичной обмотке необходимо сделать отвод от третьей части витков и подключить через него трансформатор к мощному диодному выпрямителю — таким образом получается «пускач» для автомобиля, который особенно удобно использовать в холодное время года, что существенно продлит жизнь аккумулятору вашего автомобиля.
Учтите, что использование в выпрямителе мощных диодов с прямым током не меньше 200 А позволит вам сваривать детали дугой постоянного тока — это дает лучшее зажигание дуги и более ровный шов. Если же величина прямого тока диодов лежит в промежутке от 50 до 200 А, то в этом случае получается устройство для сварки переменным током и для запуска автомобиля выпрямленным током.
Учтите, что правильно собранный трансформатор не требует никакой настройки и сразу же после сборки готов к работе. Разумеется, при выполнении сварочных работ необходимо соблюдать все меры предосторожности, рекомендуемые при работах с электроприборами. В частности, запрещается касаться токоведущих участков; все переключения режимов работы сварочного аппарата необходимо производить только при отключении его от сети. Сварочные работы следует вести в специальной маске и в спецодежде, не допуская попадания брызг раскаленного металла и светового излучения на открытые участки тела.
Если вам в процессе работы встретятся какие-либо трудности, охотно поделюсь своим опытом, отвечу на любые вопросы по конструкции моего сварочного аппарата и по его работе.
Мой адрес: 654000, г. Новокузнецк Кемеровской обл., ул. Кирова, д. 10-а, кв. 3.
Самодельный сварочный аппарат из старого электродвигателя
Тем, кто еще не обзавелся сварочным аппаратом (СА), рекомендую изготовить его самостоятельно на базе вышедшего из строя асинхронного электродвигателя. Затраты минимальные, а вот результат.
Экспериментируя с разными СА, я убедился, что погоня за мощным аппаратом (присущая, как правило, новичкам) далеко не всегда экономически оправдана. Для большинства работ на дому вполне подойдет «сварочник», сделанный на базе статора асинхронного электродвигателя мощностью 1-1,5 кВт, имеющего магнитопровод с поперечным сечением 40 см2. Для подключения к бытовой сети 220 В с выдачей на дугу сварочных 40, 50 и 60 В первичная обмотка такого СА должна иметь 220 витков, а вторичная - 60, с отводами от 40-го и 50-го «шинных» витков.
Рис.1. Сварочный аппарат из статора неисправного асинхронного электродвигателя:
1 - основание электроизоляционное; 2 - клемма (6 шт.); 3 - хомут; 4 - обмотка вторичная (60 витков утолщённой шины жгута из 9-15 проводов ПЭВ2 суммарным сечением медных жил 30-35 мм2, обмотанного изолентой на тканевой основе, отводы от 40-го и 50-го витков); 5 - изоляция межслойная (2 слоя льняной или хлопчатобумажной ткани с последующей пропиткой бакелитовым лаком); 6 - обмотка первичная (220 витков шины - жгута из 3-6 проводов ПЭВ2 суммарным сечением медных жил 6-8 мм2, обмотанного изолентой на тканевой основе); 7 - изоляция усиленная (исполнение - как у п. 5, но изолирующих слоев в два раза больше); 8 - тор-магнитопровод; 9 - ручка.
После того как статор окажется у вас в руках, не торопитесь срубать или выжигать обмотку. Ведь она в большинстве случаев вполне пригодна как исходный материал для «многоамперных шин», необходимых сварочному аппарату.
Статорная обмотка у большинства асинхронных двигателей - это несколько перекрывающих друг друга секций. Укладка каждой из них выполнена в соответствующих пазах магнитопровода. Внимательно осмотрев статор, определите, какая из секций была уложена последней. С неё и начните демонтаж.
Прежде всего попытайтесь выбить клинья (обычно деревянные), которыми витки обмотки закреплены в пазах. Если это не удастся сделать с помощью подручных средств» воспользуйтесь приспособлением в виде ножа особой конфигурации, изготовленного из полотна слесарного лобзика.
Рис.2. Нож для удаления клиньев из паза статора.
Технология здесь проста. Двигая нож на себя, снимите стружку с клина, добиваясь расчленения его на части. После удаления образовавшихся обломков начните виток за витком извлекать из пазов саму секцию. Делайте это осторожно и неторопливо; в последовательности, обратной заводской укладке. С высвобождением последней секции размотайте провода и выпрямите, получая отрезки длиной от 20 до 30 м. Из них и составьте шины требуемого сечения.
Так, для получения шины первичной (сетевой) обмотки СА необходимо сложить вместе 3-6 проводов-заготовок, чтобы суммарное сечение медных жил составило 6-8 мм2. Образовавшийся жгут следует обмотать по всей длине изолентой на тканевой основе. Вполне приемлемы и длинные изолирующие полосы, сшитые (склеенные) из обрезков льняной или хлопчатобумажной ткани. Сгодится даже бумажная лента, нарезанная, скажем, из почтовых или цементных мешков.
Чтобы работа по изготовлению изолированной шины шла споро, исходный пучок проводов перевяжите в нескольких местах шпагатом и сверните в бухту диаметром 600-800 мм. Саму же ленту наложите под углом к жгуту, чтобы каждый последующий её виток перекрывал половину предыдущего, а изоляция получалась двухслойной. Применяя ткань или бумагу, не забывайте, что эти материалы нуждаются в последующей пропитке бакелитовым лаком или какой-либо (исключая водоэмульсионную) краской.
Аналогичным образом изготовьте и шину для вторичной обмотки сварочного трансформатора. Только вот проводов в её составе должно быть столько, чтобы суммарное сечение медных жил равнялось 30-35 мм2.
Теперь о доработке магнитопровода. Суть её сводится к тому, чтобы у базового статора при помощи молотка и зубила удалить перемычки между секциями. А образующиеся при этом острые кромки сгладить напильником. Готовый магнитопровод покрывается несколькими слоями изоляции по приведенной выше технологии.
Для облегчения намотки введите провод в сердечник и вращайте все кольцо до тех пор, пока последний виток не окажется свободно надетым на тор-сердечник «сварочника». Получатся как бы два взаимосвязанных звена разнородной (стальной магнитопровод и медная бухта) цепи.
Рис.3. Укладка витков шины, свёрнутой в бухту, на тор-магнитопровод с усиленной изоляцией.
Намотку шин трансформатора лучше выполнять вдвоём. Сначала зажмите в тисках край магнитопровода, затем просуньте через центр тора конец шины, свернутой в бухту, и, аккуратно поворачивая последнюю, добейтесь, чтобы получилось как бы два соединенных друг с другом звена цепи. Закрепив начало первичной обмотки на поверхности тора шпагатом, продолжайте вращать шину, плотно укладывая витки на изолированный магнитопровод.
За первым слоем витков следует укладка облегчённой изоляции, пропитка получившегося «бутерброда» разжиженным бакелитовым лаком или разбавленной краской. Потом - новый слой обмотки, распределяемый равномерно по всей поверхности тора с последующей изоляцией. Витки укладываются строго радиально.
Завершает первичную (сетевую) обмотку 220-й виток. Далее идет вторичная (сварочная). Укладывайте её, предварительно сделав усиленную многослойную изоляцию. Всего в этой обмотке, как уже отмечалось, 60 (с петлевыми отводами от 40-го и 50-го) витков.
Общее правило: если вдруг выяснится, что провод (шина) короче, чем требуется, то наращивание следует выполнять снаружи обмотки, должным образом оформив для этого соответствующие выводы.
Дизайн самодельного сварочного трансформатора зависит от возможностей автора-исполнителя. Один из наиболее простых и приемлемых вариантов - «боковое» закрепление «сварочника» на изоляционном основании незамысловатым хомутом с ручкой для переноски.
Сварочный трансформатор - без схем и формул
Конструкция предлагаемого сварочного аппарата «сухая» - сделанная на основе статора от электродвигателя. Убедился: лучше всего использовать соответствующий магнитопровод от асинхронной трёхфазной машины мощностью 4-5 кВт. Высвободить такой статор из корпусной оболочки проще всего кувалдой или увесистым молотком, ударяя по самым слабым местам.
Далее удаляется обмотка. Причём - в два приёма. Сначала убирают её с какой-нибудь одной стороны, воспользовавшись ножовкой по металлу. Хотя вполне можно применить для этой же цели молоток со стамеской, направляя силу удара по касательной к диаметру статора. Ну а затем уже, зайдя с противоположной стороны, начинают пассатижами вытаскивать отрезки «наполовину разлохмаченных» проводов из пазов. Освобождающийся от обмотки магнитопровод и станет тороидальным сердечником сварочного трансформатора.
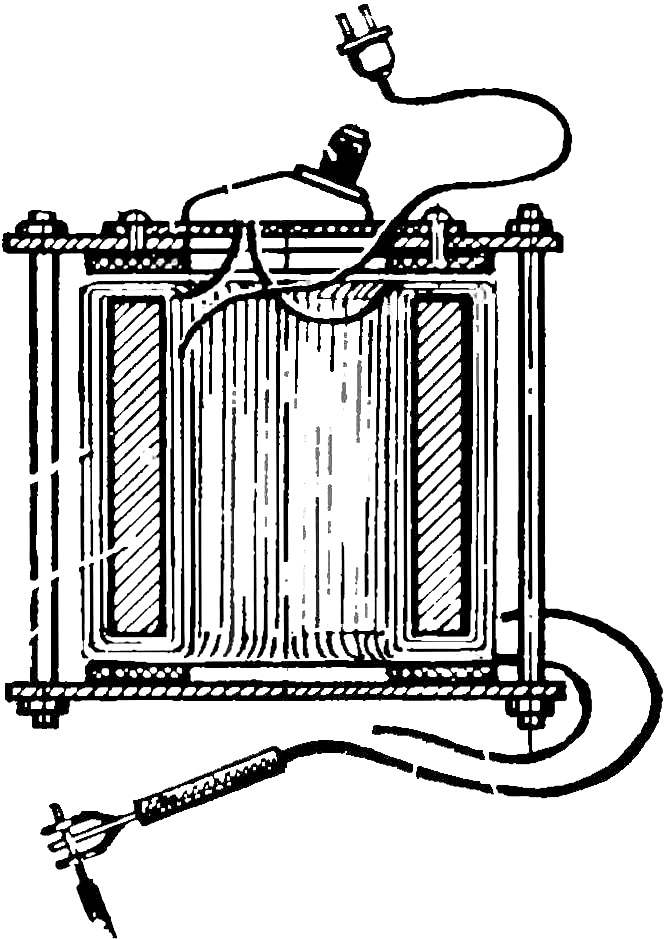
Рис.1. Сварочный трансформатор с магнитопроводом из статора сгоревшего электродвигателя (изоляция между обмотками, их слоями, а также магнитопроводом условно не показана):
1 - ножка-амортизатор (от флаконов с бытовой химией, резина, 6 шт.), 2 - стенка-корпус (10-мм термостойкий листовой изолятор, 2 шт.), 3 - клемма-стяжка (болт М8 из меди или латуни, 6 шт.), 4 - гайка М8 (из меди или латуни, 18 шт.), 5 - шайба медная (28 шт.), 6 - кабель силовой одножильный сечением 20 мм2 (2 шт.), 7 - гайка-барашек М8 (2 шт.), 8 - отвод (отрезок провода электрического многожильного сечением 20 мм2 в хлопчатобумажной изоляции, 4 шт.), 9 - магнитопровод с сечением a x b (из статора сгоревшего электродвигателя), 10 - кабель сетевой двухжильный, 11 - вывод вторичной обмотки трансформатора (2 шт.).
Как показывает практика, при выборе «пакета железа» для него надо стремиться к тому, чтобы размер «а» статора-заготовки находился бы в пределах 30. 40 мм. Тогда для получения оптимального сечения в 20. 25 см2 придётся расчленить наш исходный тор на 2-3 части, чтобы размер «в» оказался равным 50. 80 мм. Лучше это сделать ножовкой по металлу, пропилив наружные литые стяжки в пазах (обычно их 8). Затем, удалив «попорченные» 3. 4 листа «статорного железа», расклёпывают стяжки, скрепляя тем самым каждый из будущих тороидальных сердечников. А вот дуговой резкой-сваркой здесь увлекаться не следует, так как возникающие в этих местах вихревые токи Фуко ведут к разогреву магнитопровода и существенно снижают эффективность работы трансформатора.
Рис.2. Заточка зубила-крейцмейселя.
Внутренние зубцы - полюса статора - выбираются зубилом-крейцмейселем с особой заточкой (см. рис.). Естественно, не следует при этом пренебрегать правилами техники безопасности. Обязательно надо использовать очки и рукавицы. Зубило лучше всего держать пассатижами, а не руками.
Ни в коем случае нельзя срезать зубцы электро- или газосваркой. Ведь в магнитопроводе при работе трансформатора опять-таки возникнут токи Фуко. Поэтому лучше всего воспользоваться здесь «дедовским методом» с зубилом и молотком массой в 1 кг. А остающиеся после вырубки зубцов неровности целесообразно убрать шлифовкой с помощью абразивного круга. Готовый магнитопровод-тор обматывается киперной или другой изоляционной лентой на тканевой основе.
Теперь дело за первичной обмоткой. Количество витков в ней с приемлемой для практики точностью можно найти, умножив значение напряжения в сети на частное от деления «40» на площадь поперечного сечения (в см2) сердечника трансформатора. В нашем случае этот коэффициент, характеризующий расчётное число витков на 1 В, равен двум.
Таким образом для сетевой (первичной) обмотки предлагаемого мной «сварочника» потребуется всего лишь 440 витков. Причём лучше всего использовать здесь медный провод сечением 2. 3 мм2 (диаметром 1,6. 2 мм) в стеклотканевой изоляции. Слои первичной обмотки тщательно изолируются друг от друга. Как, впрочем, и слои вторичной, число витков в которой, исходя из требуемого напряжения (56 В) и вышеназванного коэффициента (2), должно быть равно 112, а сечение - 10. 30 мм2. Обмоточные провода можно взять из старых электродвигателей с фазным ротором мощностью 3. 6 кВт. Я, например, использовал именно от них провод с стеклотканевой изоляцией (сечение - 3 мм2) для первичной обмотки. Кстати, из этих же электродвигателей можно заимствовать и шинопровод сечением 18 мм для вторичной обмотки сварочного трансформатора. Тем более что всё это - из чистейшей меди.
Естественно, для намотки «сварочника» можно довольствоваться и алюминием. Но тогда размер сечения каждой из обмоток увеличивается в 1,65 раза. Например, для первичной потребуется провод уже не менее 3,3. 5 мм2. Помня об этом, я в одном из вариантов сварочных трансформаторов был вынужден использовать двужильный алюминиевый провод - «лапшу» с сечением 2x2,5 мм2 (диаметр одной жилы у него составляет почти 1,9 мм).
Сколько надо взять провода для той или иной обмотки? Определить это, как говорится, проще простого. Измерив расход провода на 1 виток обмотки (см. рис.), надо данную величину помножить на расчётное число витков обмотки. Но взять (учитывая толщину изоляции и пр.) с трёхпроцентным запасом (для первичной) или шестипроцентным (для вторичной обмотки).
В своих «сварочниках» предусматриваю 5 ступеней регулировки (до максимума в 56 В), делая отводы во вторичной обмотке, рассчитанные на напряжения 32 В, 38 В, 44 В и 50 В. При переходе на витки это, соответственно, будут 64, 76, 88 и 100. Отводы предпочитаю выполнять путём подмотки отрезков гибкого провода сечением не менее 10 мм2.
Найти точные места выводов во вторичной обмотке проще всего экспериментально, методом «проб и ошибок». Особенно если её намотка «рыхлая», да ещё и велась гибким проводом. Тогда смело включают трансформатор в сеть и условно, приняв первый вывод вторичной обмотки за «общий», протыкают изоляцию щупом-иглой то в одном, то в другом месте. А найдя таким образом напряжения 32 В, 38 В, 44 В, 50 В, маркируют их. Если же вторичная обмотка намотана шинопроводом, то придётся-таки ограничиться «расчётным» методом. То есть заранее определять, на каком витке будет выполнен тот или иной отвод, умножая вышеназванный коэффициент (2) на требуемое число вольт.
Корпус, по сути, готов. Ну а остальное, думаю, ясно из иллюстраций, которые здесь приводятся. Убеждён: сделать себе добротный сварочный трансформатор по изложенной выше методике сможет любой желающий.
В предлагаемом сварочном во вторичной обмотке сделаны выводы с шагом в 6 В. Используя же принцип автотрансформатора, можно иметь на выходе целую «гамму» напряжений: от 6 до 56 В. В частности, используя выводы 56 В и 50 В, легко получить разностное напряжение 6 В. Выводы 44 В и 56 В позволяют иметь на выходе 12 В. Подключив, например, к такому трансформатору выпрямитель на 200 А, можно смело запускать стартер двигателя.
Да, «сварочник» действительно выдает до 200 А во вторичной обмотке. А это значит, что можно уже использовать электроды диаметром 2. 5 мм! Будучи сделанным по предлагаемой технологии, сварочный трансформатор имеет небольшие габариты (в пределах 350x350x200 мм) и поистине минимальную массу (до 25 кг).
Читайте также: