Сварочный аппарат как пистолет
Обновлено: 16.05.2024
После модели размером с булку хлеба думал больше уже ничему не удивлюсь, но недооценил воображение инженеров, решивших совместить фен и сварочный аппарат. Давайте проверим что из этого получилось.

Характеристики
| Питание | 220В |
| Максимальная толщина электрода | 3.2 мм |
| Толщина стенок соединяемых деталей | 2-14 мм |
| Максимальная мощность | 3 кВт |
| Максимальный ток | 140А |
| Размер | 240*230*80 мм |
| Вес | 1500 г |
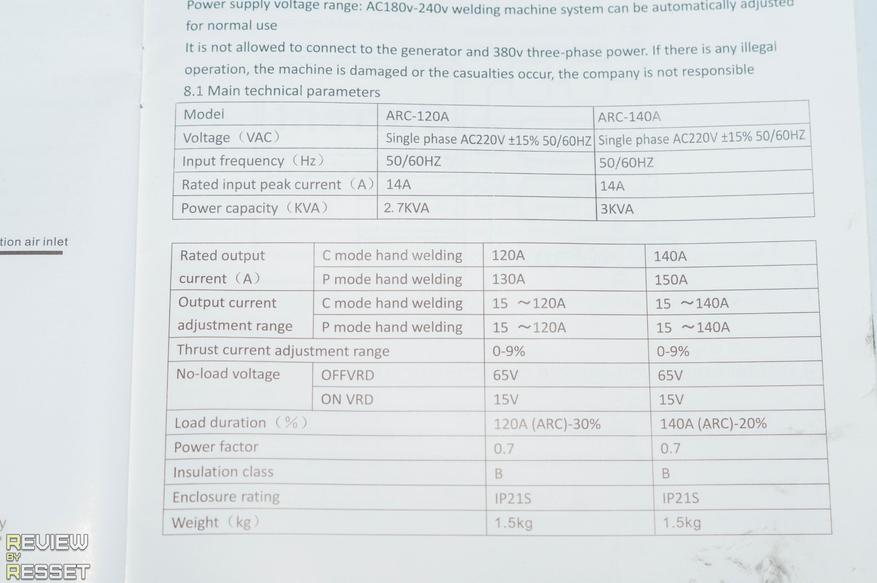
А это подробные характеристики из комплектной инструкции
Распаковка и внешний вид
Упаковано всё в картонную коробку со скромным принтом, уложено во вспененный полиэтилен, так что во время доставки ничего не пострадало. В комплекте сварочник, провод «массы», короткое «сопло» в котором фиксируется электрод, сумка для переноски и инструкция


Сзади расположен вентилятор, прогоняющий поток воздуха через весь корпус. В верхней части находится дисплей и энкодер для управления настройками, плюсовой разъем размещен внизу рукояти, минусовой в носовой части.



Тип коннекторов стандартный, так что вместо «сопла» можно использовать классическую рукоять. Диаметр отверстия 3.5мм, так что электроды толще 3мм в стоковой сборке использовать не получится


Поначалу кажется, что весь комплект не влезет в такую мелкую сумку, но на фото всё уже внутри


Первое включение и настройка
Ниже будет куча гифок, для воспроизведения анимации нужно нажать на превью. После включения происходит самодиагностика и ее результаты отображаются на дисплее
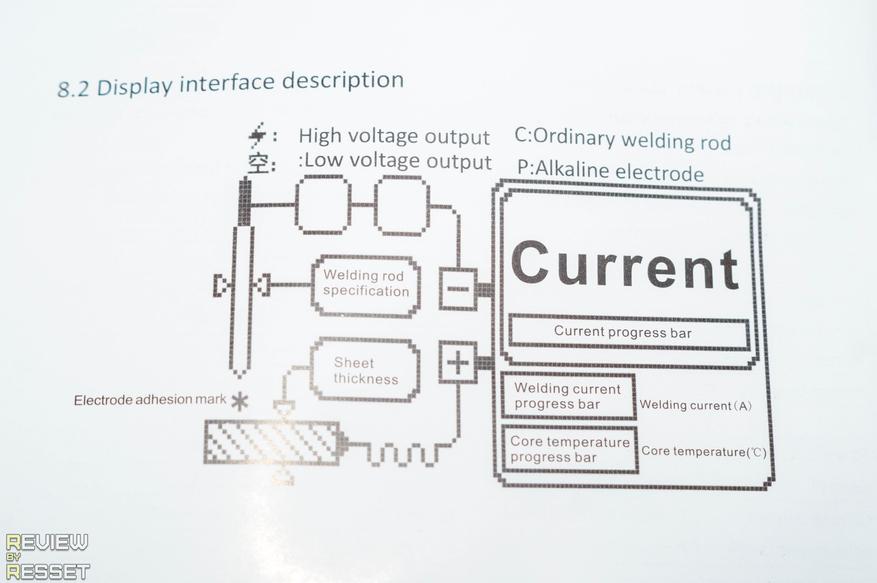
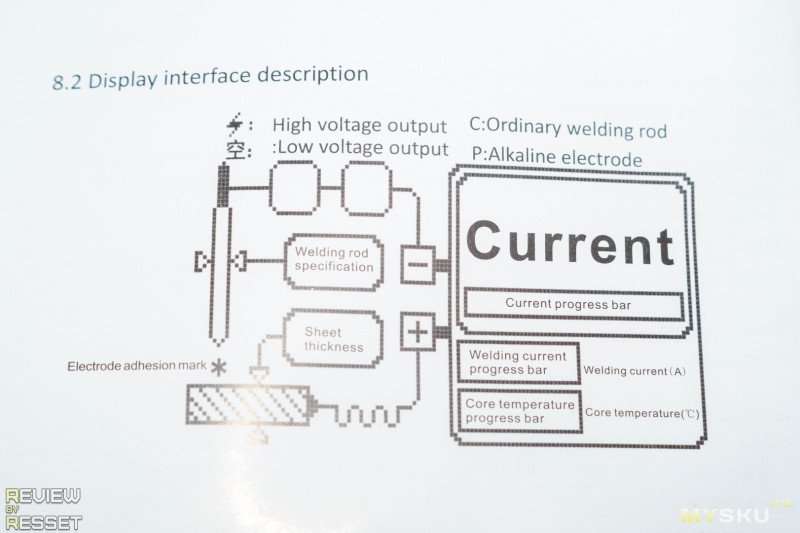
После чего выводятся основные данные системы, такие как наличие высокого напряжения на контактах, настройки тока, соответствующая ему толщина свариваемого металла и диаметр электрода, а так же температура внутренних компонентов
С увеличением заданного тока меняются и рекомендации к используемым электродам и рабочему материалу
Собрал коллаж с зонами смены рабочих параметров

Настройки вызываются долгим зажатием энкодера
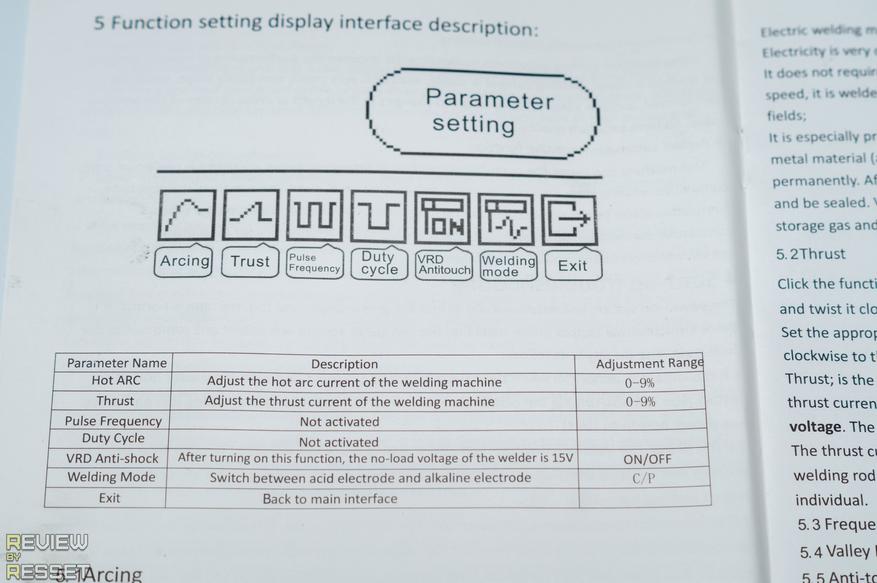
У данной модели на работу оказывают влияния только три параметра. Hot ARC отвечает за форсирование розжига дуги, Trust за ее поддержание, ну и VRD в «холостом» режиме опускает напряжение до 15В, что позволяет пользователю менять оснастку даже голыми руками. Если же отключить защиту, на выходе будет 65 Вольт, что уже небезопасно для человека, но при таком напряжении дугу легче разжечь на «грязной» поверхности
Практика
Для тонкого металла использую небольшой бюджетный MIG аппарат с флюсовой проволокой, а для толстого электроды 3мм, так что с них и начал

Для начала выставил ток до 60А, обычно этого недостаточно для поддержания нормальной дуги, так что чуда не произошло. Не забывайте, эти некрасивые картинки на самом деле анимация, на них нужно нажимать
Поднял до рекомендуемого минимума в 80А, дело пошло, но держать сварочную ванну сложно
А вот при 110А уже веселее, дуга держится хорошо, звук работы приятный. Кстати, частота обновления показаний текущего тока довольно неплохая. Цеплял на массовый кабель токовые клещи — данные обновлялись не так оперативно, но в среднем сходились
Если выкрутить до максимальных 140А, лист 5мм уже можно прожечь если зазеваться
Для примера приварил кусок профиля «тройкой», чукча не сварщик, но вроде сносно получается
Пока тестировал на том что есть, подвезли 2мм электроды. Начал с 40А, дугу чудом зажег и даже смог аккуратно протянуть, но явно маловато. При 50А можно комфортно работать(средняя анимация). На 60А электрод заканчивается довольно оперативно, хотя заготовку сильно перегревать не успевает, но больше я бы поднимать не стал
Пластинки ближе. Вверху 3мм электрод, прожиг на 140А, внизу в основном 2мм


Так же притащили 4мм электрод, который предназначен для работы с переменным током на здоровом промышленном аппарате. Он предсказуемо не разжегся, но зато я убедился, что вместо комплектного сопла можно подключить классический щуп

Если лень было смотреть обрезки выше, вот видео, можно посмотреть в нормальном качестве и послушать дугу
Внутренний мир
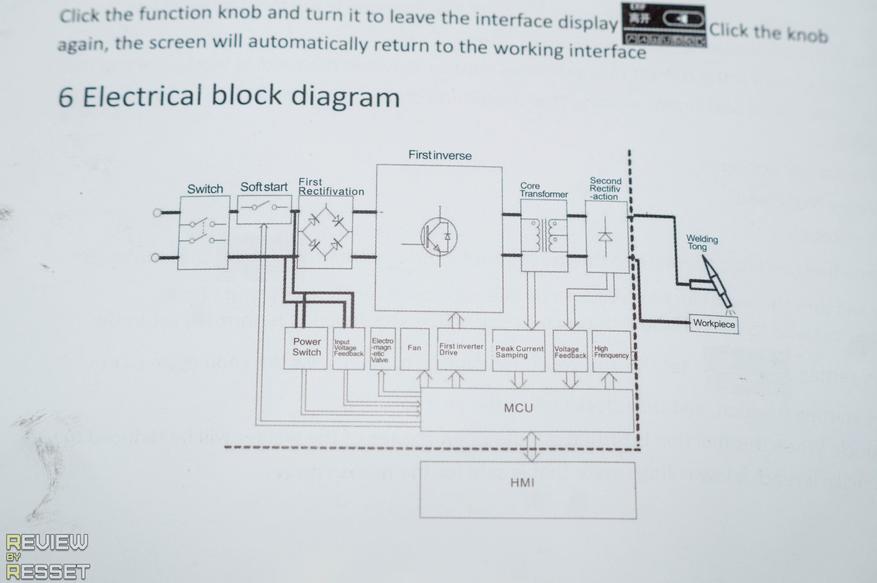
Вот такую схему нарисовал производитель, но мне же и маркировка элементов интересна
Задняя пластинка очень туго налазит, а дальше выкрутил горсть шурупов и располовинил корпус

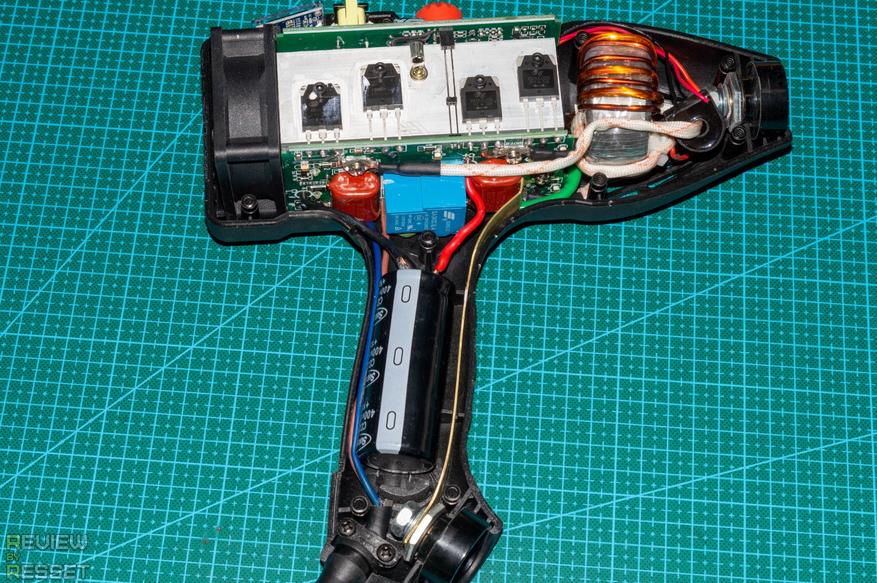
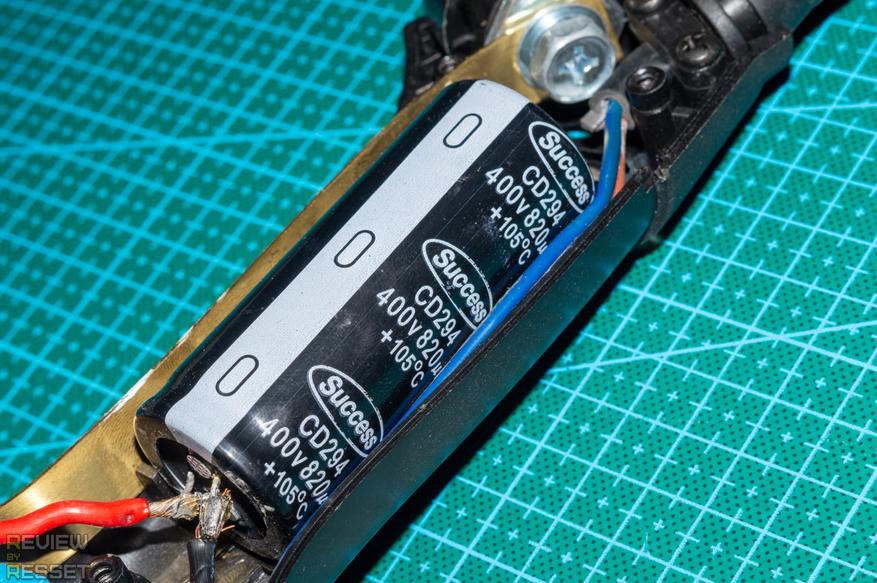
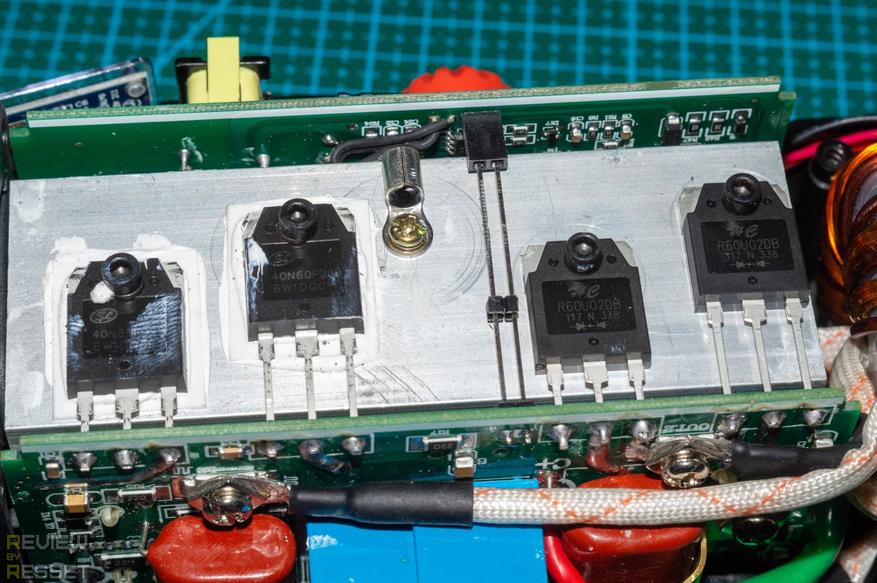
Конденсатор в ручке выглядит страшно, но современные не превращаются в гранату как советские в случае пробоя, а только выпускают дым на котором работают, так что в случае поломки должно обойтись без потери конечностей. Радиаторов два, на одном две пары диодов с мосфетами и температурный датчик, на втором еще два диода по 60А и диодный мост GBU2510
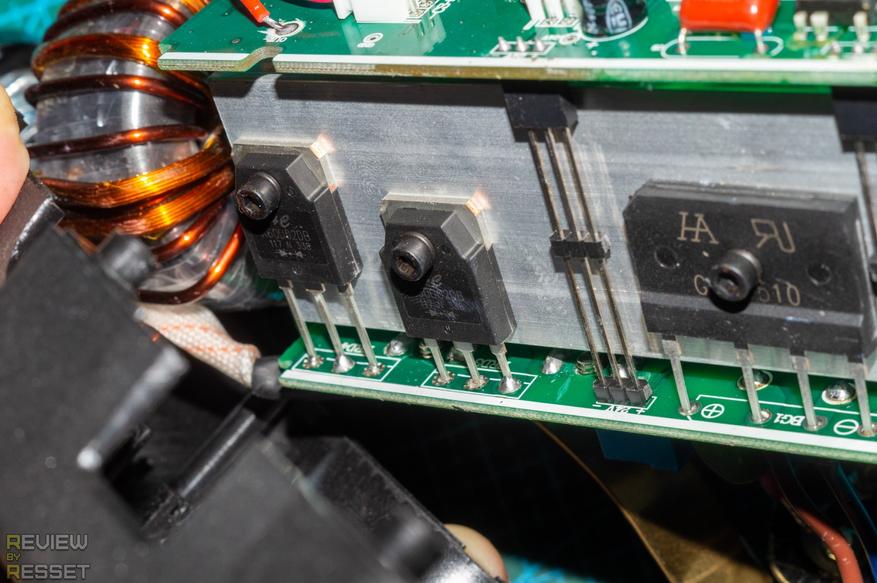
Слева верхняя плата слаботочки, контроллер похоже закопали где-то с обратной стороны, рядом нижняя силовая плата, в передней части катушка и датчик тока

Итоги
Можно было написать, что быстро привыкаешь к такому корпусу, но это было бы неправдой )
Что-то аккуратное сделать крайне сложно, так что в стоке аппарат подойдет для топорных работ. Например, я им прихватывал профиль когда беседку варил: придержал — ткнул — придержал — ткнул. Из-за того, что корпус компактный и легкий, прошелся по периметру довольно быстро, только успевай стремянку с массой передвигать, но вот доделывал привычной мне моделью, т.к. подлазить в узкие и неудобные места сабжем довольно сложно из-за размеров рукояти.
Да, можно вместо «сопла» установить обычную ручку с кабелем, но тогда корпус будет провисать между минусовым и плюсовым кабелем, что тоже не очень удобно. Я бы на месте инженеров отпилил нафиг рукоять, сделал крепеж для фиксации на плече/поясе и выкинул мелкое сопло. Система охлаждения для корпуса в форме трубы справляется со своей задачей неплохо, за время тестирования температура не поднималась выше 30°C, но сейчас осень и на улице было +16°C. Летом скорее всего будет греться сильнее, но в разумных пределах, поток воздуха прогоняется через все компоненты под хорошим таким напором, так что во время работы не покидает ощущение, что у тебя в руках строительный фен )
В данный момент работает купон A6O7E3OKOGTW на $8 уточнить цену
Компактный сварочный аппарат (ММА) в форме "пистолета"

Всем привет! Раньше я видел мелкие сварочные аппараты и удивлялся, как они не горят на первом же электроде, но эта модель самая компактная, при этом заявлен ток до 140А, а пиковая мощность 3000Вт. На OLED дисплей выводится выставленный ток, диаметр электрода, которому он соответствует, толщина стенки заготовки, текущее значение тока во время работы и температура радиатора, плюс еще можно зайти в настройки и откорректировать форсирование дуги, частоту, отключить безопасный режим. В общем, сабж по описанию выглядел интересно, посмотрим что получится на практике.
Характеристики
Напряжение питания: 220В
Диаметр электрода: до 3.2мм
Типы электродов:углеродистая сталь, нержавеющая сталь, сталь
Сварочный материал: нержавеющая сталь, легированная сталь, углеродистая сталь, чугун
Толщина свариваемых деталей: 2-14 мм
Номинальная мощность: 3000 Вт
Размер: 240x230x80 мм
Вес: 1.5 кг
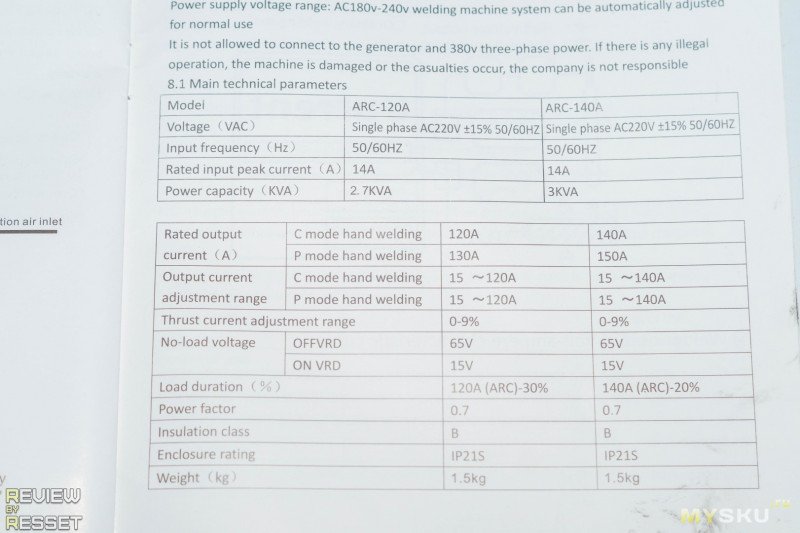
А вот нормальные данные из инструкции, модель ARC-140A
Распаковка и внешний вид
Обычная картонная коробка со скромным принтом, но что внутри понятно
В комплекте сам аппарат, плюсовая клемма, переходник-фиксатор электродов и инструкция
Размером очень похож на строительный фен, что кроме меня подтвердили еще несколько человек
Кнопки активации нет, да и не нужна она, это же не полуавтомат
Единственный элемент управления это энкодер в верхней части, чуть ниже находится OLED дисплей
Вентилятор находится в задней части, оттуда происходит забор воздуха
Плюсовую клемму расположили в нижней части рукояти, минусовую у «сопла»
А вот и минусовой коннектор. Крепление стандартное, при желании можно использовать классический кабель
Винтом можно зажать электроды диаметром до 3.2мм
Тушка имеет размеры 24x23x8см и вес 1.5кг, в комплектную сумку легко помещается полный набор
И фиг кто догадается, что ты несешь на плече сварочный аппарат
Включение и настройка
Включение осуществляется однократным нажатием энкодера, до запуска происходит тестирование системы
При этом на дисплее отображаются подсказки с рекомендуемым диаметром электродов и толщины заготовки
Вращением можно добавить или убавить ток в диапазоне от 15A до 140А

До 30А используются щелочные электроды(P) не больше 1.6мм, толщина заготовки до 2мм. В диапазоне от 31 до 40А те же параметры, но электроды в классической обмазке(C). От 41 до 65А рекомендуется использовать электроды диаметром 2мм. От 66 до 110А диаметр можно поднять до 2.5мм, а толщину заготовки до 4мм. От 111 до 122А диаметр 3.2мм, рекомендуемая толщина до 5мм. Ну а диапазон от 122 до 140А вроде как предназначен для работы электродом диаметром 4мм
Если зажать энкодер на несколько секунд, можно войти в меню настроек
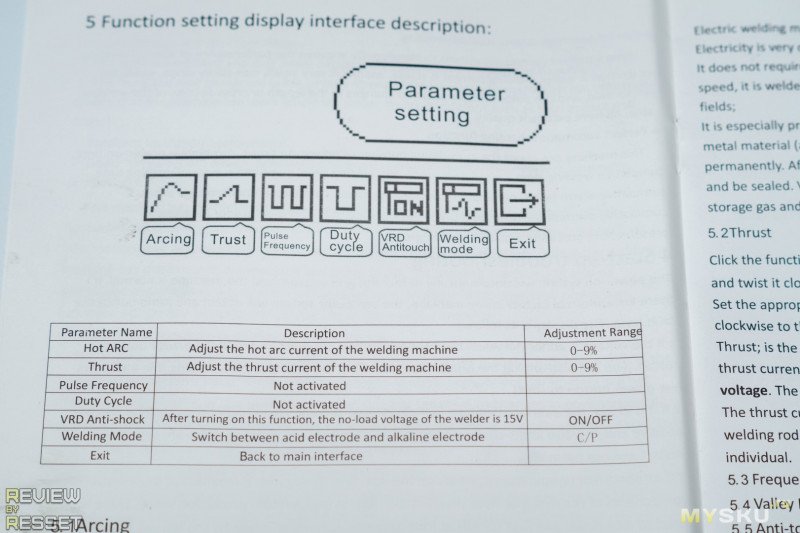
В инструкции кратко расписан каждый пункт
Первый форсирует розжиг, увеличивая начальный ток, второй отвечает за коррекцию тока поддержки дуги. Оба параметра регулируются в диапазоне от 0 до 9%
Частота и рабочий цикл в данной модели ни на что не влияют и вроде как предназначены для TIG сварки
VRD это защита от высокого напряжения, когда включена до розжига дуги напряжение на клеммах составляет 15В, что безопасно для человека. Если выключить, на выходе сразу будет 65В и трогать контакты голыми руками уже запрещено, зато разжечь дугу в таком режиме становится проще.
Ну и последний позволяет выбрать тип покрытия электродов между кислотными(C) и щелочными(P). Насколько я понял, классическая обмазка обладает кислотными свойствами, а вот щелочные мне не попадались, возможно имеются ввиду рутиловые? В любом случае во время теста изменение этой настройки никак не отразилось на результате или изменения были минимальны.
Тестирование
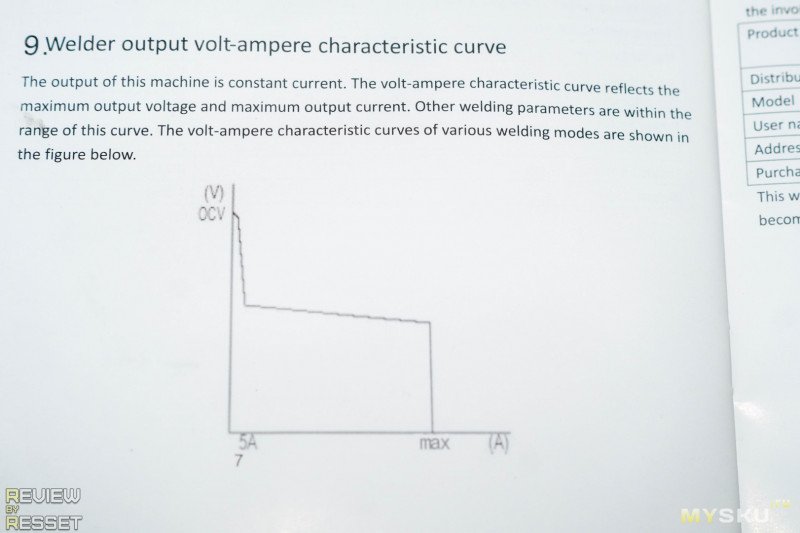
В инструкции есть кривая вольт-амперной характеристики, проверить ее достоверность мне нечем

Начал не логично: с 3мм электрода, т… к меньшего размера на тот момент не было в наличии
Выставил ток 60А, который рекомендован для диаметра 2-2.5мм. Чуда не произошло, дуга нормально не разжигается
А вот при 80А хоть и слабенькая, но держится, электроника считает оптимальным диаметр 2.5мм
Дошел до привычных мне 110А, рекомендуемый диаметр 3.2мм(3мм пропустили), работать комфортно
Во время работы под выставленным значением тока отображается текущее в реальном времени. Частота обновления высокая, токовые клещи так быстро обновлять данные не умеют, но в среднем получилось довольно близко, так что верить показаниям можно. Вот только есть одно «но»… после образования дуги на экран смотреть не безопасно, а в очках ничерта не видно, но может для диагностики и может пригодиться, ну или при использовании классического кабеля вместо комплектного сопла
Ну и максималка 140А, 3мм электрод заканчивается быстрее, а если чуть передержать, 5мм лист прожигает
Подвезли 2мм электроды, убавил ток до 40А, что находится на границе между рекомендуемым 1.6 и 2мм. Кое-как искра зажглась, но была явно слабовата, хотя при работе с тонким металлом можно и поизвращаться если других вариантов нет
50А уже веселее, если верить информации на дисплее, это как раз золотая середина для данного диаметра
60А максимум для 2мм, после 66А уже рекомендуется 2.5мм, дуга хорошая, электрод заканчивается быстро
Вообще «двойкой» можно варить и до 80А, но тонкостенные заготовки можно прожечь, а для более толстых уже проще взять 3мм. Как писал выше, привык пользоваться как раз 3мм электродами и током 90-110А в зависимости от толщины материала. Под руку попался кусок профиля, для примера соединил с листом
Автор ни разу не квалифицированный сварщик и использует данный инструмент только для своих домашних нужд, так что результат может быть далек от идеала, но прошлогодний навес пока не рухнул )
А вот пластинки, на которых тестировались электроды, верхняя и вертикальный шов нижней 3мм, остальное 2мм
С обратной стороны можно оценить нагрев стенок, прожиг был на 140А при медленном движении
Всё то же самое в формате видео, может кому будет интересен звук работы

Вместо сопла спокойно можно подключить классический кабель, 2 и 3мм электроды ведут себя нормально, но вот этот серый 4мм разжечь не смог, знакомый сказал, что он предназначен для промышленных сварочников, работающих с переменным током
При температуре окружающего воздуха 16°C, на радиаторе за время тестирования она не поднялась выше 30°C, да и корпус был холодным, только в носовой части чувствовался чуть теплый воздух на выходе, так что в таких условиях система охлаждения со своей задачей справляется нормально, но вот что будет летом при 40 в тени, сложно прогнозировать.
Начинка
В инструкции есть схема, но мне было интересно посмотреть на элементы платы
Для начала нужно снять заглушку с рукояти и выкрутить горсть винтов
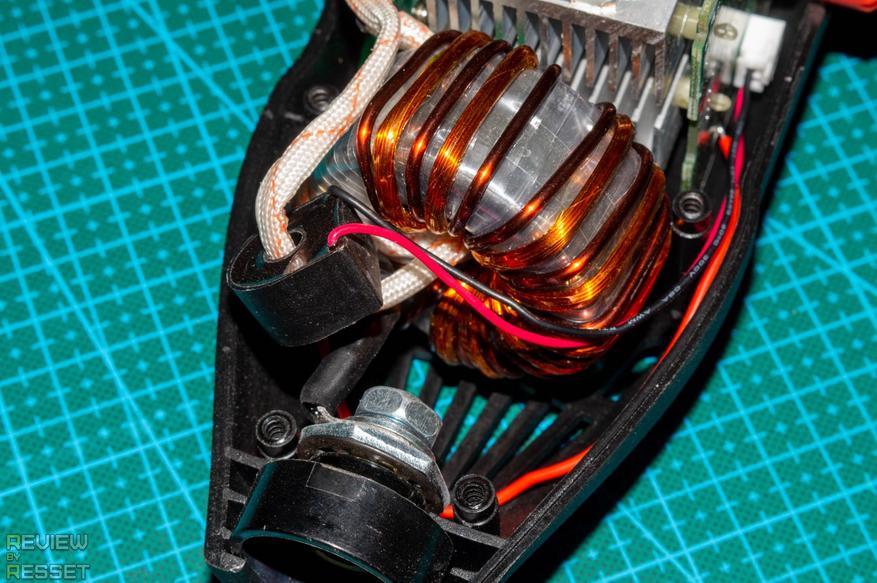
Компоновка очень компактная, почти нет свободного места в корпусе, а весь нагнетаемый воздушный поток от вентилятора проходит через радиаторы и катушку, отсюда такая эффективность системы охлаждения
В рукояти разместили крупный конденсатор
Радиаторы расположены с двух сторон, первый охлаждает пару мосфетов и диодов, к нему прицепили и термопару
С обратной стороны еще два таких же диода(вроде как на 200В 60А каждый) и lиодный мост GBU2510
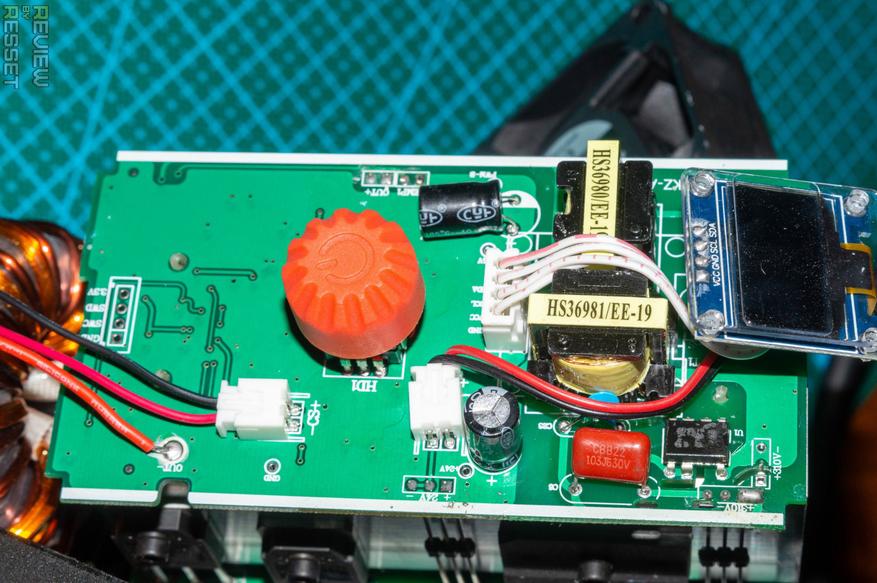
Сверху расположена плата с мозгами, но контроллер видимо впаян под ней, туда не добрался
Внизу еще одна, но элементов на ней не очень много
В носовой части разместили катушку, там же можно заметить мелки модуль для измерения силы тока
Купон
A6O7E3OKOGTW дает скидку $8, делая ценник довольно гуманным
Итоги
После тестирования остались двоякие впечатления. С одной стороны сварочный аппарат очень легкий и компактный, на плече во время транспортировке практически не ощущается, да и во время работы держать не особо тяжело, привычные мне 3мм электроды «переваривает» нормально, настройка удобная, есть подсказки для новичков, не перегревается, но и шумит как строительный фен.
Кстати, вот эта самая форма фена и непривычна, т.к. кисть во время работы приходится держать иначе, в неудобные места подлазить сложнее, а в комплектное сопло можно устанавливать электроды только до 3мм. Так то больше наверное и не стоит нагружать, но думаю при острой необходимости можно и 4мм работать, контролируя нагрев.
Последний минус легко решается установкой обычного кабеля вместо сопла, в этом случае получаем просто компактный легкий сварочник в форме фена, который может без проблем висеть на проводах, но тогда смысл заморачиваться с подобным форм-фактором, практичнее было бы сделать мелкую коробочку с поясным ремнем.
Так то со временем привык к нему и даже в некоторых моментом им было удобнее пользоваться, чем обычной моделью. Например, подключил аппарат в удлинитель, встал на стремянку и точечно прошелся по беседке, перемещая струбцины с кабелем массы, в итоге получилось довольно быстро и справился один. Потом уже основательно проварил стыки привычной моделью без необходимости залазить и слазить с тяжелой тушкой по несколько раз в одном месте.
Как всегда, приветствуется обмен опытом и конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Как устроен аппарат для сварки постоянным током
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.

Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Виды сварочных пистолетов
Переносное оконечное устройство, предназначенное для электросварки, называют сварочным пистолетом. С его помощью соединяют различные детали конструкции, сваривают материалы, находящиеся в труднодоступных местах. Материалами могут быть различные пластмассы, черные, цветные металлы и их сплавы.
С одним электродом
Сварочный пистолет для контактной сварки – это устройство, внешне действительно напоминающее огнестрельное оружие. На рукоятке имеется спусковой крючок, роль ствола выполняет несгораемый электрод из меди.
Пистолет соединен с источником питания мощным кабелем. При нажатии на спусковой крючок на электрод поступает короткий импульс напряжения. Если конец электрода прижат к свариваемому листу металла, а к основе подсоединен второй полюс источника питания (масса), то через него проходит ток короткого замыкания.
В точке контакта происходит расплавление и последующее соединение металла.

Сварочные пистолеты односторонней точечной сварки получили широкое распространение в авторемонтных мастерских и небольших производствах имеющих дело с тонкостенными листовыми материалами. Благодаря своей форме, удобству пистолет может производить сварку в труднодоступных местах. При кузовных работах может:
- устранять вмятины с помощью метода обратного молотка, удалять ямки;
- приваривать заклепки, шпильки, гайки к тонкостенному кузову;
- осаживать поверхности с помощью угольного электрода.
Он удобен при приваривании приспособлений для крепления молдингов и резиновых элементов кузова.
Два электрода и шовная сварка
Другой тип сварочных пистолетов представляет устройство с двумя электродами расположенными рядом. В этом случае не требуется к основе подсоединять кабель массы.
Достаточно — плотно прижать свариваемую деталь и нажать на пуск. Цепь замкнется и между электродами через соединяемые листы металла пройдет ток короткого замыкания.
В точках перехода электрод-металл сопротивление будет гораздо больше, чем кабеля и электрода. Поэтому основное тепло выделится в этих точках, что приведет к расплавлению металла в данной области.
Некоторые модели сварочных пистолетов позволяют проводить, помимо точечной, и шовную сварку. Они имеют сменные головки, и по нажатию кнопки пуск производится непрерывная очередь коротких импульсов. Необходимо просто перемещать пистолет вдоль стыка с перекрытием сварных точек для получения сплошного шва.
Большинство современных аппаратов точечной полуавтоматической сварки имеют микропроцессорное управление с регулировкой параметров под различные материалы, могут тестировать сварочные пистолеты.
Для точечной сварки высокого качества достаточно указать толщину и вид свариваемого металла. Остальные параметры выставит процессор, что значительно уменьшает время подготовительных работ.
Все пистолеты имеют воздушное или водяное охлаждение. Это связано с большими токами, проходящими через пистолет и выделением огромного количества тепла в месте контакта электрода с металлом.
Для аргоновой и плазменной сварки
Горелки для полуавтоматической сварки тоже называют зачастую пистолетами из-за наличия кнопки на рукоятке. При включении аппарата происходит подача сварочной проволоки и защитного газа в область сварки.
Для полуавтомата надо выставить правильно параметры сварки. Исполнителю достаточно вести пистолет вдоль стыка и поддерживать нормальную длину дуги, в результате получится качественный шов. При использовании несгораемого вольфрамового электрода в пистолете сварочная проволока подается отдельно.
В плазменной сварке сварочный пистолет называется плазмотроном или резаком. В нем при образовании электрической дуги и подаче газа или воды происходит формирование плазменной струи, которая расплавляет и режет металл. Если нужна сварка, то дополнительно используется сварочная проволока.
Для сварки пластмасс
Сварочный пистолет для соединения пластмассовых изделий представляет собой мощный фен, который имеет нагревательный элемент, нагнетатель горячего воздуха и сопло для подачи его к месту соединения пластмасс.

Мощность ручных термопистолетов лежит в пределах 1600-2000 Вт, что позволяет создать струю воздуха температурой до 700 ⁰С. Этого достаточно для расплавления любой пластмассы.
Термопистолеты часто идут в составе термовоздушной станции наряду с паяльником и большим набором насадок. Это позволяет работать практически со всеми видами пластмасс.
Термопистолеты для пластика имеют плавную или дискретную регулировку температуры от +80 до +600-700 ⁰С. По возможности лучше приобретать аппараты с плавной регулировкой температуры и защитой от перегрева.
Перед соединением пластмассы нужно определить ее вид, чтобы можно было выставить оптимальную температуру сварки, очистить от различных наслоений и жира. Затем область сварки разогревают и плотно соединяют. После остывания получается монолитное изделие.
Термопистолеты используются для сварки листовых материалов. Для пластиковых труб небольшого диаметра используется специальное оборудование, где роль фена выполняет так называемый утюжок, который разогревает трубу изнутри и снаружи.
Главное достоинство сварочных пистолетов, независимо от вида сварочного оборудования, – их эргономичная конструкция, малые габариты и вес, что позволяет производить сварку в труднодоступных местах.
Как самостоятельно сделать плазморез из инвертора
В отличие от сварочного трансформатора, инвертор отличается компактностью, малым весом и высоким КПД, что объясняет его популярность в домашних мастерских, небольших гаражах и цехах.
Он позволяет закрывать большинство потребностей в сварочных работах, но для качественной резки требуется лазерный аппарат или плазморез.

Универсальный аппарат для сварки
Лазерное оборудование очень дорогое, плазморез тоже стоит недешево. Плазменная резка и сварка металла небольшой толщины имеет прекрасные характеристики, недостижимые при использовании электросварки. При этом силовой блок у плазмореза и сварочного аппарата для электродуговой сварки во многом имеют одинаковые характеристики.
Возникает желание сэкономить, и при небольшой доработке использовать его и для плазменной резки. Оказалось, что это возможно, и можно встретить много способов переделки сварочных аппаратов, в том числе инверторных, в плазморезы.
Аппарат плазменной резки представляет собой тот же сварочный инвертор с осциллятором и плазмотроном, кабелем массы с зажимом и внешним или внутренним компрессором. Часто компрессор используется внешний и в комплект поставки не входит.
Если у владельца сварочного инвертора имеется еще и компрессор, то можно получить самодельный плазморез, приобретя плазмотрон и сделав осциллятор. В итоге получится универсальный сварочный аппарат.
Принцип работы горелки
Работа аппарата плазменной сварки и резки (плазмореза) основана на использовании в качестве режущего или сваривающего инструмента плазмы, четвертого состояния вещества.
Для ее получения требуется высокая температура и газ под высоким давлением. При создании между анодом и катодом горелки электрической дуги в ней поддерживается температура в несколько тысяч градусов.
Образование плазмы
Если пропустить при таких условиях через дугу струю газа, то он ионизируется, расширится в объеме в несколько сотен раз и нагреется до температуры в 20-30 тысяч °C, превращаясь в плазму. Высокая температура почти мгновенно расплавляет любой металл.

В отличие от кумулятивного снаряда процесс образования плазмы в плазмотроне регулируемый.
Анод и катод в резаке плазмореза находятся на расстоянии нескольких миллиметров друг от друга. Осциллятор вырабатывает импульсный ток большой величины и частоты, пропускает его между анодом и катодом, что приводит к возникновению электрической дуги.
После этого через дугу пропускается газ, который ионизируется. Так как все происходит в замкнутой камере с одним выходным отверстием, то получившаяся плазма с огромной скоростью вырывается наружу.
На выходе горелки плазмореза она достигает температуры 30000 ° и плавит любой металл. Перед началом работ к заготовке с помощью мощного зажима подсоединяется провод массы.
Когда плазма достигает заготовки, то электрический ток начинает течь через кабель массы и плазма достигает максимальной мощности. Ток доходит до 200-250 А. Цепь анод – катод разрывается с помощью реле.
Резка
При пропадании основной дуги плазмореза, эта цепь опять включается, не давая исчезнуть плазме. Плазма играет роль электрода в электродуговой сварке, она проводит ток, а благодаря своим свойствам создает в области соприкосновения с металлом область с высокой температурой.
Площадь соприкосновения струи плазмы и металла маленькая, температура высокая, нагрев происходит очень быстро, поэтому практически отсутствуют напряжения и деформации заготовки.
Срез получается ровный, тонкий не требующий последующей обработки. Под напором сжатого воздуха, который используется в качестве рабочего тела плазмы, жидкий металл выдувается и получается рез высокого качества.
При использовании инертных газов с помощью плазмореза можно проводить качественную сварку без вредного воздействия водорода.
Плазмотрон своими руками
При изготовлении плазмореза из сварочного инвертора своими руками самой сложной частью работ является производство качественной режущей головки (плазмотрона).
Инструменты и материалы
Если делать плазменный резак своими руками, то легче использовать в качестве рабочего тела воздух. Для изготовления понадобятся:
- рукоятка, в которой должны поместиться кабель и трубка для подачи воздуха;
- пусковая кнопка горелки плазмореза;
- изолирующая втулка;
- электрод горелки плазмореза;
- устройство завихрения воздушного потока;
- набор сопел различного диаметра для резки металлов различного вида и толщины;
- защитный наконечник от брызг жидкого металла;
- ограничительная пружина для поддержания одинакового зазора между соплом горелки плазмореза и разрезаемым металлом;
- насадки для снятия фасок.
Расходные материалы плазмореза в виде сопел, электрода стоит купить в магазине сварочного оборудования. Они в процессе резки и сварки выгорают, поэтому имеет смысл приобретать по несколько штук на каждый диаметр сопла.
Чем тоньше металл для резки, тем меньше должно быть отверстие сопла горелки плазмореза. Чем толще металл, тем больше отверстие сопла. Наиболее часто используется сопло с диаметром 3 мм, оно перекрывает большой диапазон толщин и видов металлов.
Сборка
Сопла горелки плазмореза прикрепляются прижимной гайкой. Непосредственно за ним располагается электрод и изолирующая втулка, которая не позволяет возникнуть дуге в ненужном месте устройства.
Затем расположен завихритель потока, который направляет его в нужную точку. Вся конструкция помещается во фторопластовый и металлический корпус. К выходу трубки на ручке горелки плазмореза приваривается патрубок для подсоединения воздушного шланга.
Электроды и кабель

Для плазмотрона требуется специальный электрод из тугоплавкого материала. Обычно их изготавливают из тория, бериллия, гафния и циркония. Их применяют из-за образования при нагреве тугоплавких окислов на поверхности электрода, что увеличивает длительность его работы.
При использовании в домашних условиях предпочтительней применение электродов из гафния и циркония. При резке металла они не вырабатывают токсичных веществ в отличие от тория и бериллия.
Кабель от инвертора и шланг от компрессора к горелке плазмореза нужно прокладывать в одной гофрированной трубе или шланге, что обеспечит охлаждение кабеля в случае его нагрева и удобство в работе.
Сечение медного провода нужно выбрать не менее 5-6 мм2. Зажим на конце провода должен обеспечивать надежный контакт с металлической деталью, в противном случае дуга с дежурной не перекинется на основную дугу.
Компрессор на выходе должен иметь редуктор для получения нормированного давления на плазмотроне.
Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника. Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине. Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.
Существуют плазморезы с головками косвенного действия. Они способны резать и неметаллические материалы. В них роль анода выполняет сопло, и электрическая дуга находится внутри горелки плазмореза, наружу под давлением выходит только плазменная струя.
При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
Доработка инвертора
Для использования инверторного источника питания для плазмореза его нужно доработать. К нему нужно подключить осциллятор с блоком управления, который будет выполнять функцию пускателя, поджигающего дугу.
Схем осцилляторов встречается довольно много, но принцип действия один. При запуске осциллятора между анодом и катодом проходят высоковольтные импульсы, которые ионизируют воздух между контактами. Это приводит к снижению сопротивления и вызывает возникновение электрической дуги.
Затем включается газовый электроклапан и под давлением воздух начинает проходить между анодом и катодом через электрическую дугу. Превращаясь в плазму и достигая металлической заготовки, струя замыкает цепь через нее и кабель массы.
Основной ток величиной примерно 200 А начинает течь по новой электрической цепи. Это вызывает срабатывание датчика тока, что приводит к отключению осциллятора. Функциональная схема осциллятора изображена на рисунке.

Функциональная схема осциллятора
В случае отсутствия опыта работы с электрическими схемами можно воспользоваться осциллятором заводского производства типа ВСД-02. В зависимости от инструкции по подключению они присоединяются последовательно или параллельно в схему питания плазмотрона.
Перед изготовлением плазмореза, необходимо определить предварительно с какими металлами, и какой толщины хотите работать. Для работы с черным металлом достаточно компрессора.
Для резки цветных металлов потребуется азот, высоколегированной стали нужен аргон. В связи с этим, возможно, потребуется тележка для перевозки газовых баллонов и понижающие редукторы.
Как любое оборудование и инструмент, сварочный аппарат с плазменной головкой требует определенной сноровки от пользователя. Движение резака должно быть равномерным, скорость зависит от толщины металла и его вида.
Медленное движение приводит к образованию широкого реза с неровными краями. Быстрое перемещение приведет к тому, что металл прорезается не во всех местах. При должной сноровке можно получить качественный и ровный срез.
Читайте также: