Сварочный аппарат масса плюс
Обновлено: 15.04.2024
Если вы решили произвести электродуговую сварку, вам не обойтись без качественного зажима массы для сварочного устройства. Нередко те клеммы заземления, которыми комплектуются сварочники, оставляют желать лучшего в плане качества и недолго служат своим владельцам. Поэтому многие сварщики задаются вопросом, как выбрать данную составляющую сварочного комплекта. Для удачной покупки необходимо разбираться в типах зажимов и других нюансах. В крайнем случае, приспособление можно соорудить своими руками.
Типы зажимов
Клемма заземления для сварочного аппарата может быть магнитной или в виде прищепки, струбцины, центратора. Рассмотрим основные разновидности.
«Крокодил» («прищепка»)

Зажим такого плана применяется большинством электросварщиков. Его крепят непосредственно на заготовке.
- надежное крепление на поверхности изделия;
- возможность крепления на заготовки в широком диапазоне геометрических форм;
- быстрое присоединение/отсоединение;
- комфорт использования;
- низкое сопротивление соединения;
- большой угол раскрытия.
- не всегда «крокодил» можно прикрепить непосредственно к детали (например, к трубе большого диаметра);
- слабое место механизма – пружина, отличается не самым высоким уровнем прочности.
Зажимы-крокодилы чаще всего встречаются в вариантах 200 А, 300 А, 500 А. Профессиональным сварщикам пригодятся модификации с амперажом 400-500 ампер.
Магнитная сварочная масса

- крепление к любой поверхности, в частности к трубам;
- отличный вариант для труднодоступных мест;
- простая конструкция;
- способность выдерживать перепады напряжения без выгорания;
- значительная зона контакта.
- ненадежность крепления в случае небольшой площади соприкосновения с деталью;
- несовместимость с заготовками из цветных металлов;
- необходимость в периодической очистке;
- размагничивание при перегреве.
Стоит упомянуть, что магнитный зажим массы для сварочного аппарата перегревается при закреплении на грязную поверхность.
Струбцина

Представляет собой винтовой механизм. Отличается более редким применением, чем два вышеперечисленных вида клемм заземления.
- надежное крепление;
- плавная передача тока благодаря отличному контакту с заготовкой.
Центратор

Зажим такого вида применяется реже всего. Его используют электросварщики, чтобы центрировать и прихватывать трубы. Также с помощью центраторов можно соединять сварочные детали.
- совместимость с широким диапазоном диаметров труб;
- гарантия точности сваривания;
- плотный контакт.
Общие рекомендации по выбору
- Оптимальный вес подключаемого провода. Иначе зажим массы для сварки может соскользнуть в самый неподходящий момент.
- Максимальный ток, выдаваемый сварочником. Если клемма будет рассчитана на меньший ампераж, чем выдает сварочный аппарат, гарантировано прогорание контактной зоны.
- Угол раскрытия зажима. Чем он больше, тем шире диапазон применения, так как благодаря ему можно будет прикреплять массу к изделиям самых разных размеров.
- Надежность пружины. Если сжатие обеспечивает пружина, свойства этого элемента должны обеспечить надежную фиксацию на рабочей детали.
Также обращайте внимание на популярность торговой марки. Приобретайте продукцию только зарекомендовавших себя производителей, чтобы избежать контрафакта.
Масса своими руками
Соорудите зажим массы самостоятельно. Для этого возьмите магнит, две шайбы по размеру магнита, болт и гайку. Далее выполните следующие шаги:
1) просверлите в шайбе отверстие с диаметром, аналогичным размеру шляпки болта – это будет контактная шайба;
2) сточите верхушку болта до толщины шайбы;
3) проварите и зачистите то, что получилось;
4) проденьте болт через магнит и закройте последний оставшейся шайбой;
5) закрепите конец кабеля на шток;
6) затяните все это гайкой.
Масса на сварочный аппарат плюс или минус
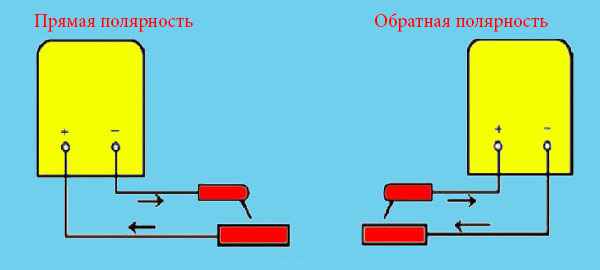
Есть сварочники, работающие на переменном электротоке, а есть инверторные аппараты , которые работают исключительно на постоянном токе. У инверторов предусмотрено два выходных разъема: «плюс» и «минус». В один подключается провод с держателем, в другой – кабель массы с зажимом. При этом порядок подключения можно менять, чтобы добиться разных результатов в процессе сваривания.
Чтобы работать в этом режиме, необходимо провод с держаком и электродом подсоединить к «минусу», а массу – к «плюсу». При прямой полярности большую температуру получает свариваемая деталь, а не сам электрод. Благодаря этому удается проваривать самый корень шва. Также более качественным получается сваривание толстого металла.
Обратная полярность
Для сваривания этим способом кабель с электродержателем и электродом подключается к «плюсу», а масса для сварочного аппарата – к «минусу». В таком режиме наибольшая температура будет возникать на электроде, а не на изделии. При этом на кончике электрода в этом случае температура будет на почти тысячу градусов меньше, чем при сваривании в режиме прямой полярности. Это дает возможность сваривать тонкие металлы с минимальным риском прожога.
Уроки сварки: Сварка полуавтоматом без газа | Особенности | Применение
Полуавтоматическую электросварку (MIG/MAG) не обязательно проводить в газовой среде. В ряде случаев можно освободиться от тяжелых баллонов, воспользовавшись флюсовой самозащитной сварочной проволокой.
Что такое полуавтоматическая сварка с флюсом без газа?
В основе метода – использование самозащитной проволоки. Расходный материал представляет собой полую металлическую трубку с присадочным порошком внутри. Сгорая, сердцевина расходника образует вокруг себя защитное газовое облако, которое действует по тому же принципу, что и поток газа из сопла полуавтомата при газовой полуавтоматической варке. В итоге сварочная ванна не вступает в реакцию с окружающим воздухом, поэтому в застывшем шве вы не увидите пор и трещин.

Флюсовая самозащитная проволока подбирается в зависимости от свариваемого металла. В качестве присадки выступает смесь различных элементов, химически инертная в условиях чрезвычайно высоких температур. Обычно наибольшая часть массы выпадает на диоксид кремния, препятствующий образованию углерода. Второй встречаемый по частоте элемент – марганец, который снижает окисление и вытесняет из расплава серу.
Чаще всего для работы с флюсовой проволокой используют инверторные MIG/MAG-устройства. Инверторы компактны, отличаются более высоким КПД и меньшей чувствительностью к качеству напряжения сети, чем трансформаторы.
Для чего нужен метод?
Безгазовую сварку используют для соединения сталей (низкоуглеродистых, высокоуглеродистых, высоколегированных, легированных) и нержавейки. Способ соединения металлов подходит как для производственных, так и бытовых нужд.
- ускоряет процесс создания неразъемных соединений – благодаря проволоке, подающейся в автоматическом режиме;
- обеспечивает удобство при работе – не нужно возиться с газовыми баллонами.

Плюсы и минусы MIG/MAG-сварки флюсовой самозащитной проволокой

- нет необходимости покупать дорогостоящий баллон с газом;
- сварщику не нужно перемещать по рабочей зоне тяжелые баллоны; полуавтомат без газа отличается небольшими размерами, весом, не нуждается в подключении дополнительного газового шланга;
- при безгазовой сварке сгорание присадки приводит к созданию устойчивого защитного облака над сварочной ванной, в то время как поток вещества при газовом методе легко сдувается ветром или сильным сквозняком;
- нужно меньше времени на подготовку перед процессом сварки;
- массивное сопло горелки не перекрывает обзор сварщику, некоторые газы при газовой сварке создают чрезмерно светящееся облако вокруг дуги.
- ниже качество сварного шва по сравнению MIG/MAG-электросваркой в защитной газовой среде;
- порошковая проволока с флюсом – это довольно дорогой продукт;
- расходный материал отличается хрупкостью, поэтому с ним следует быть предельно аккуратным;
- полуавтомат без газа необходимо настраивать в зависимости от состава флюса;
- степень разбрызгивания металла выше, чем при использовании MIG/MAG с газом;
- применение флюсового порошка в расходном материале приводит к образованию на поверхности шва шлака, который следует убирать молотком или специальной металлической щеткой.
Сварочный аппарат с проволокой без газа можно часто увидеть у профессиональных сварщиков, работающих на высоте или в стесненных пространствах. Это обуславливается тем, что в подобные условия трудно доставить полуавтомат с газовой защитой.
Безгазовые устройства популярны среди сварщиков-новичков и домашних мастеров благодаря своей мобильности и отсутствию необходимости в покупке баллона и его дозаправке. Для эпизодической сварки в бытовых условиях расходный материал (флюсовая самозащитная проволока) подходит как по качеству, так и по денежным затратам.
Выбор флюсовой самозащитной проволоки для MIG/MAG-сварки

- назначением;
- типом сердечника;
- возможностью применения в разных положениях;
- механическими характеристиками;
- защитным покрытием.
- «Т» – в любом пространственном положении;
- «Вх» – по горизонтали;
- «Ву» – по вертикали;
- «Н» – в нижнем вертикальном положении.
- «В» – в нижнем горизонтальном положении.
Особенности процесса сваривания MIG/MAG-сварочником без газа

Сгорая, флюс образует облако защитного газа, пары которого поднимаются вверх. Это значит, что рабочее помещение должно хорошо проветриваться, или должна быть предусмотрена вытяжная система над рабочим местом.
Ни в коем случае нельзя использовать обычный расходный материал без присадочного порошка в сердцевине. В противном случае шов получится с обилием пор и трещин или не получится вовсе.
Рассмотрим, что сварщику нужно обязательно сделать перед полуавтоматической флюсовой сваркой, и разберем сам процесс в деталях.

2) подготовить проволоку;
3) задать правильную силу тока сварочной дуги;
4) настроить подходящую скорость подачи расходного материала в рабочую зону;
5) выбрать правильную полярность под флюсовую электросварку;
6) произвести тестовую сварку, изменить параметры сварочника (при необходимости).
Металл перед варкой зачищают от загрязнений шлифмашинкой. Далее поверхности обезжиривают техническим спиртом или ацетоном.
Катушку с флюсовой самозащитной проволокой аккуратно устанавливается на привод полуавтомата. Если катушка не соответствует посадочному размеру, используйте адаптер . Держите порошковую проволоку за свободный конец во время установки, чтобы он не размотался. Далее прокрутите его вперед, проденьте через направляющий ролик с соответствующим диаметром канавки.

Если ролик, направляющий проволоку и наконечник не соответствуют типу используемого расходника, их следует заменить на подходящие варианты. Следующий шаг – поджатие регулировочного валика проволоки. Будьте внимательны: если поджать элемент слишком слабо, расходник будет проскальзывать, но слишком сильно затягивать его тоже не нужно – во избежание деформации флюса. Теперь осталось прогнать расходник через направляющий канал на выход горелки, включив MIG/MAG-сварочник. Чтобы проволока не зацепилась, снимите токоподводящий наконечник.
Значение силы тока при сварке полуавтоматом без газа подбирается в зависимости от толщины деталей, между которыми вы планируете делать шов. В этом деле вам поможет специальная таблица в инструкции к инвертору. Бывает, что рекомендуемые значения производитель наносит на внутреннюю сторону крышки полуавтомата. При выборе недостаточной силы тока получится шов низкого качества. Если установить большее значение, то электродуга с большой вероятностью прожжет заготовки насквозь.

Значение скорости подачи расходника полуавтоматом должно находиться «в золотой середине». Материал должен успевать выходить из наконечника и расплавляться точно на поверхности металла. При этом расходник не должен излишне натягиваться, иначе он повредится. Если вы уже работали с MIG/MAG-сваркой, то расчет расхода материала ведется практически как обычно, но из-за разбрызгивания металла значение нужно умножить на коэффициент 1,2-1,4.
Сварка инверторным полуавтоматом без газа проходит в режиме прямой полярности: горелка должна быть подключена к «минусу», а масса – к «плюсу». Такая конфигурация способствует лучшему расплавлению проволоки и сгоранию присадки без остатка. Это обеспечивает создание максимально концентрированного газового облака в сварочной зоне, и, следовательно, лучшую защиту от образования пор.

Вы сможете понять, что параметры заданы верно, если проверите дугу на черновой детали. «Черновик» должен быть той же толщины и содержать тот же состав, что и соединяемые заготовки. Если шов вас не устраивает, корректируйте параметры, пока не добьетесь желаемого результата.
Процесс сваривания

После подключения клеммы массы и запуска инвертора следует разжечь дугу на верхнем сегменте будущего соединения. Далее нужно постепенно спускаться вниз. Для оптимального формирования сварочной ванны сварочную горелку рекомендуется слегка наклонять вперед.
Ведите электродугу плавно и не допускайте наплывов, подавая расходный материал к передней кромке зоны сварки. Не ведите горелку рывками, иначе сварочная дуга будет нарушаться и приводить к неравномерному заполнению шва расплавом.
Поскольку самозащитный материал представляет собой металлическую трубочку с порошком внутри, валик, идущий за горелкой, получается довольно узким по сравнению с тем, что получается в процессе применения сплошной проволоки с газовой защитой . Для расширения валика необходимо совершать колебательные движения горелкой: круговые и продольные для угловых соединений и поперечные – при сварке встык.
Для соединения толстых заготовок сварку следует выполнять в несколько слоев. Чтобы в шве не появлялись трещины, первый слой необходимо сформировать на низком ампераже.
Как правильно подключить сварочный инвертор

Как правильно подключить инвертор — плюсом на электрод или минусом
Многие из начинающих сварщиков не знают, что инвертором можно варить по-разному. Они так до сих пор и используют, стандартное подключение — плюс на электрод, а минус на металл.
Однако если подключить инвертор по-другому, к минусу электрод, а к плюсу металл, то можно добиться лучшего углубления сварочного шва. Простыми словами, при таком подключении инвертора, основная температура будет приходиться на металл, в результате чего заготовка прогреется лучше.
Ну и, наоборот, при «стандартном» подключении инвертора, когда электрод подсоединяется к плюсу, а металл к минусу, удастся не прожечь тонкую заготовку. Как это работает и в чем смысл? Как правильно подключить инвертор, плюсом на электрод или минусом? Читайте в этом обзоре.
Подключение сварочного инвертора — плюс и минус
Как было сказано выше, многие начинающие сварщики не уделяют должного внимания полярности при сварке инвертором. А если быть точнее, то некоторые и вовсе про неё ничего не слышали.
В результате этого возникает масса проблем — тонкий металл быстро прожигается, а толстый, наоборот, недостаточно проплавляется. Просто попробуйте поэкспериментировать при подключении инвертора.

Для начала подсоедините держак к плюсу аппарата, и начните варить, а затем подключите инвертор, наоборот, держателем к минусу. Вы обязательно почувствуете разницу.
Все дело в полярности, поскольку сварочный инвертор в отличие от трансформатора переменного тока, выдаёт постоянный ток. И если на трансформаторных аппаратах такой разницы в подключении кабелей нет, то вот при сварке на постоянном токе, она ещё как есть, и, причём существенная.
Обратная полярность инвертора
В данном случае речь идёт о стандартном подключении сварочного аппарата. То есть, держатель с электродом подсоединяется к плюсовой клемме инвертора. Таким образом, есть возможность варить на обратной полярности. Что это даёт?

Во-первых, уменьшается разбрызгивание металла. Во-вторых, тонкий металл, менее 2 мм, толщиной, практически не прожигается, если выдерживать очень короткую дугу и использовать электроды подходящего диаметра, не более 2-3 мм.

Многие металлы, которые не терпят перегревания, варят именно на обратной полярности. Например, нержавейку.
Прямая полярность инвертора
В данном случае, держатель электрода подсоединяется к минусовой клемме, а масса к плюсовой. Таким образом, появляется возможность хорошо проварить толстый металл, углубить корень сварочного шва и добиться более качественного соединения.

При это важно знать, что основная часть тепла, будет приходиться на металл при сварке. В результате уменьшиться расход электродов, чем на прямой полярности. Связанно это с тем, что на обратной полярности, температура на кончике электрода больше, чем на прямой полярности, поэтому и сгорание электродов происходит быстрей.
Прямая и обратная полярность при сварке инвертором

Прямая и обратная полярность при сварке инвертором
Варить инвертором можно двумя режимами, меняя полярность постоянного тока. При сварке инвертором на прямой полярности, к электроду подводится минусовая клемма, а к заготовке — плюсовая. Когда осуществляется сварка инвертором на обратной полярности, то, наоборот, к электроду подключается плюс, а к свариваемой заготовке, минус.
Что даёт прямая и обратная полярность при сварке инвертором
При сварке металла постоянным током температура на конце электрода всецело зависит от того, какой именно к нему будет подключён полюс. При обратной полярности, когда к электроду подведён плюс, температура на конце электрода достигает 4000 градусов. При переключении инвертора на прямую полярность, когда на электрод подается минус, эта температура значительно ниже, почти на 1000 градусов.

Таким образом, меняя прямую и обратную полярность инвертора, можно более тонко контролировать сварочный процесс.

В первую очередь, это касается сварки тонких и толстых металлов, когда нужно либо не прожечь металл, либо наоборот, добиться качественного и надежного соединения.
Что даёт смена полярности на инверторе
Из всего вышесказанного становиться понятно, что даёт сварка на прямой и обратной последовательности:
- Когда нужно углубить корень сварочного шва, то лучше всего применять именно прямую полярность при подключении инвертора. В таком случае, большая температурная нагрузка будет приходиться на металл.
- В том случае, если нужно варить тонкий металл, то сварочный инвертор лучше всего переключать в режим обратной последовательности. Таким образом, на конце электрода будет возникать максимальная температура, а тонкий металл при сварке будет нагреваться гораздо меньше, чем при сварке инвертором на прямой полярности.
Вообще, варить на обратной полярности инвертором как раз и рекомендуется при сварке тонких металлов и нержавейки. Другими словами, тех видов металла, которые очень чувствительны к перегреву.

При этом стоит учитывать один важнейший нюанс, который связан с расходом электродов. При сварке инвертором на прямой и обратной полярности, скорость сгорания электрода будет разной. При сварке инвертором на обратной полярности, из-за сильного нагревания, расход электродов будет куда выше, чем на прямой полярности.
Какой полярностью варить тонкий металл

Какой полярностью варить тонкий металл
Чтобы использовать абсолютно все преимущества сварочного инвертора нужно понимать, что такое прямая и обратная полярность. Это достаточно весомое преимущества сварки постоянным током, ведь в любое время можно поменять полярность.
При сварке постоянным током сварочная дуга может иметь обратную или прямую полярность. В первом случае к электроду подводится плюс от инвертора, а во втором, минус. В результате этого, происходит большее выделение тепла там, где подключён плюс.
Если это обратная полярность, то, быстрее всего сгорает электрод, а основной металл прогревается меньше. Если наоборот, плюс подключён к заготовке, то основной металл прогревается лучше. Всё это дает возможность более эффективно и гибко настраивать сварочный инвертор под свои нужды.
В этой статье мы рассмотрим, на какой полярности лучше всего варить тонкий металл .
В отличие от обычного сварочного трансформатора, инвертор постоянного тока имеет два режима работы. Они, в первую очередь, связаны со сменой полярности, ведь у постоянного тока, в отличие от переменного, есть плюс и минус.

Соответственно, подключая электрододержатель к минусу или плюсу, мы тем самым настраиваем инвертор на определённый режим работы. Не будем вдаваться в подробности, куда именно течёт ток, от плюса к минусу или наоборот, статья не об этом. Нужно лишь сказать, что там, где подключён плюс, тепла, выделяется гораздо больше.
Например, если плюс подключён к электрододержателю, то при сварке большая часть тепла будет аккумулироваться именно на электроде. Что это нам даст? Особенно хорошо варить на обратной полярности тонкие металлы и нержавейку. Связано это с тем, что при сильном нагревании тонкий металл деформирует. Также чрезмерное выделение тепла может привести к такому дефекту, как прожоги.
Чтобы этого не случилось, важно сильно не нагревать тонкий металл. Вот тут как раз нам и поможет обратная полярность. При подключении к электрододержателю плюса от инвертора, тонкий металл не будет прожигаться.
Прямая полярность для сварки толстого металла
Ну и, наоборот, для того, чтобы хорошо проварить толстый металл и придать определённую прочность сварному соединению, нужно использовать прямую полярность. При прямой полярности плюс от инвертора идёт не на электрододержатель, а подсоединяется к клемме массы. То есть, плюс подключается к основному металлу, который сваривается.

В результате такого подключения толстый металл прогревается лучше, что позволяет нормально его проварить и получить качественное, надежное, а самое главное, долговечное соединение.
Теперь вы знаете, как варить на прямой и обратной полярности инвертором.

Достаточно просто запомнить, что плюс играет важную роль при подключении ММА аппарата для сварки . Если он идёт на электрод, то это обратная полярность, если на свариваемый металл, то полярность прямая.
Читайте также: