Сварочный аппарат полуавтомат для начинающих
Обновлено: 04.05.2024
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Практическая часть:
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160 ) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN ). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN .
В независимости от вида устройства рабочая комплектация остается стандартной:
Баллон с газом и редуктором
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Легированные стали (низкоуглеродистые )
Алюминий и его сплавы
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN . Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
6. Снимаем сопло горелки.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин - для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги - корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
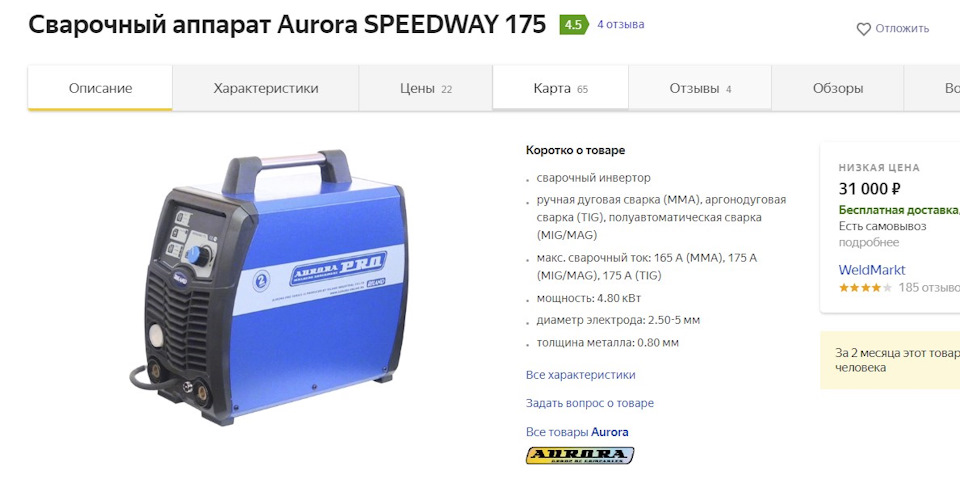
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки

Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием - это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% - следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
- Многофункциональность и гибкость настроек.
- Компактные размеры.
- Нет режима TIG AC для сварки легких сплавов.
- Высокая цена.
- Сварог PRO MIG 200 SYNERGY (N229) - макс. ток сварки 200 А, мощность 9 кВA
- Сварог PRO MIG 160 SYNERGY (N227) - макс. ток сварки 160 А, мощность 7.1 кВA

Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный.
AuroraPRO Speedway 200
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат.
Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой».
Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место.
- Использование больших бухт проволоки.
- Мощный механизм протяжки.
- Возможность работы с проволокой 1,2 мм.

Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает.
FoxWeld INVERMIG 200 COMPACT
«Крупнокатушечный» полуавтомат (что забавно при наличии приставки «Компакт» в названии – да и весит он более 23 кг) мы выбрали именно в этой модификации, поскольку тут нет нужды брать модель с «запасом» по току – ПВ составляет 100%, что очень даже хорошо для аппарата, не отнесенного даже маркетологами производителя к классу выше «бытового». Впрочем, эту «бытовость» мы не можем записать в минусы – на практике этот полуавтомат хорош если не для автосервиса или работ на выезде (тут никакущая транспортабельность точно в минус), то для сварочного поста точно подойдет. Впрочем, чуть дороже можно купить и версию без приставки «Компакт» - она габаритнее из-за закрытой катушки, зато стоит на колесиках и легко может перемещаться по помещению.
При работе с проволокой аппарат, как нетрудно догадаться по маркировке, может выдавать ток до 200 А. Если же Вам по какой-то причине понадобится поработать со штучным электродом, то учтите: в этом случае максимальный ток – только 160 А. Объем регулировок базовый: напряжение дуги (в пределах от 15,5 до 24 В), скорость протяжки (в режиме ММА этот же регулятор настраивает ток дуги), индуктивность. Причем нужно также выбрать и диаметр проволоки отдельным двухпозиционным переключателем – 0,8 или 1,0 мм. Аппарат, в общем-то, может работать и с 1,2-миллиметровой проволокой, в этом случае инструкция указывает переключаться все равно в режим «1,0». Предусмотрена 36-вольтовая розетка для подогрева. Индикация тока и напряжения – цифровая (ток, естественно, видно только в процессе сварки). Предусмотрена смена полярности, как и у большинства полуавтоматов, куда «бонусом» добавили возможность работы со штучным электродом – на лицевой панели.
Однако при покупке нужно учесть один нюанс: энергопотребление у аппарата приличное, но при этом одновременно он имеет не самый низкий рабочий предел напряжения питания. Проще говоря, аппарат излишне чувствителен к просадкам напряжения, которые в слабой сети сам же и будет вызывать. Конечно, понятно, что сварочному посту нужно мощное энергоснабжение – но не всегда, увы, это получается сделать.
Уроки сварки: сварка полуавтоматом для начинающих
Сварка полуавтоматом – это разновидность электродуговой сварки. В качестве присадочного материала используется сварочная проволока, а защита зоны сварки от атмосферного воздействия происходит подачей сварочного защитного газа. Специальный подающий механизм полуавтомата автоматически подает в зону сварки сварочную проволоку, а перемещение сварочной горелки при сварке производит с необходимой скоростью сварщик.
- Мастерство и опыт сварщика
- Качество и функциональность сварочного полуавтомата и его настройки
- Качество расходных материалов
В данной статье мы и рассмотрим все эти наиболее важные моменты, чтобы сварка полуавтоматом для начинающих стала намного понятнее.

- Высокое качество шва при сварке в защитных газах и отсутствие шлаковой корки
- Более высокая скорость проведения сварочных работ и производительность
- Возможность сварки изделий с малыми толщинами до 1 мм
- Благодаря высокой скорости сварки, происходит умеренное термическое воздействие на материал и меньшее коробление изделий
- Возможность проведения работ во всех пространственных положениях
- Возможность выполнения, как протяженных сварочных швов, так и прихваток
- Научиться работать сварочным полуавтоматом намного проще, чем сваркой штучными электродами, поэтому данную технологию можно рекомендовать новичку
- Относительная сложность настройки полуавтомата
- Оборудование имеет ограничения по мобильности
- Значительная стоимость оборудования и расходных материалов
Выбор полуавтомата для новичка
Современное предложение полуавтоматов на рынке достаточно велико и разобраться в этом разнообразии достаточно сложно. На какие характеристики стоит обратить внимание при выборе сварочного полуавтомата?
Основные характеристики, конструктивные решения и функционал сварочных полуавтоматов в порядке приоритета выбора приведены ниже:
Если сварочный источник приобретается не только для режима MIG/MAG-сварки, но и для проварки толстых заготовок и габаритных изделий или качественной сварки нержавейки, то стоит обратить внимание на универсальные сварочные полуавтоматы . Такие источники дополнительно могут иметь еще один или два режима работы: ММА- и TIG-сварку.

Сварочный ток определяет возможности по сварке изделий различной толщины. Например, для сварки стального профиля толщиной 1…2 мм вполне достаточно аппарата с max сварочным током 160А. Если материал имеет толщину 2…4 мм, то рекомендуем выбрать аппарат с max сварочным током 200А. Аппараты с большими значения сварочного тока уже требуют подключения к промышленной сети 380В.
Для работы дома, в гараже, небольшой мастерской можно выбрать полуавтомат с ПВ40%, для интенсивной и профессиональной работы требуются источники с ПВ60% и выше.
На заметку! Для повышения ПВ% полуавтомата рекомендуется приобретать сварочный аппарат с большим запасом по сварочному току. Например, аппарат с max сварочным током 200А будет более продолжительно работать и обеспечивать ПВ% значительно выше, чем заявлено, на сварочном рабочем токе в 100А.
- Настройка скорости подачи сварочной проволоки, которая напрямую связана со сварочным током. Чем больше скорость подачи, тем больше сварочный ток
- Настройка напряжения сварочной дуги
Синергетический режим или синергетика – это упрощенная настройка полуавтомата, путем установки/задания определенной сварочной программы. Задавая или выбирая значения диаметра сварочной проволоки, материала и защитного газа полуавтомат автоматически подбирает параметры скорости подачи сварочной проволоки/сварочного тока, А и напряжения сварочной дуги, В.

В случае корректировки скорости подачи, в большую или меньшую сторону, сварочная программа также автоматически производит корректировку напряжения. Напряжение дуги, если это требуется, можно корректировать отдельно. Таким образом, полуавтомат с синергетическим управлением будет актуален для новичков и пользователей с небольшим опытом работы с данным оборудованием.
Помимо основных базовых настроек полуавтомата по скорости подачи проволоки/сварочного тока и напряжения, в зависимости от профессионального уровня оборудования и уровня бренда, сварочный источник может иметь или не иметь ниже перечисленные дополнительные настройки и режимы.
- Переключение полярности горелки – для сварки в защитных газах или флюсовой самозащитной проволокой
- Кнопка бестоковой заправки проволоки и проверка продувки газа: для удобной и безопасной подготовки и настройки оборудования;
- Регулировка индуктивности позволяет более точно настроить «мягкую» или «жесткую» сварочную дугу, которая влияет на глубину провара и форму сварного валика;
- Выбор защитного газа (СО2 – углекислота или СО2+Ar – сварочная смесь) обеспечивает более точную и адаптивную настройку полуавтомата под сварочный процесс;
- 2/4 STEP – 2-х или 4-х тактный режим работы сварочной горелки – для удобства выполнения протяженных швов или точечной сварки;
- SPOT-режим – для выставления времени горения дуги для работы в режиме прихваток/ сварочных точек;
- Pre/Post flow – настройка подачи защитного газа по времени до начала и после завершения сварки – для улучшения защитной газовой среды;
- Soft start («мягкий» старт) – плавное нарастание скорости подачи проволоки обеспечивает удобство и качество начала сварочных работ;
- Burn back (отжиг проволоки) – предотвращает приварку проволоки к изделию или контактному наконечнику после завершения сварки;
- PULSE/ DUAL PULSE/ EASY PULSE (импульный режим/ двойной импульс/ упрощенный режим настройки импульсного режима) – режимы, которые применяются для улучшения качества сварного шва/ для уменьшения разбрызгивания металла.
Стоит отметить, что необходимо разумно и обдуманно подходить к выбору данного функционала и режимов работы полуавтомата. Во-первых, необходимо знать и уметь настраивать и работать в этих режимах, а во-вторых каждая функциональная возможность реализованная в оборудовании повышает его стоимость.
Большинство однофазных полуавтоматов оснащены двухроликовыми механизмами протяжки проволоки. Для работы проволокой 0,8…1,0 мм и горелкой длиной 3 м такой конструктив будет оптимальным. Но для работы по алюминию, большими диаметрами сварочной проволоки, 4 или 5 метровыми горелками для стабильности и равномерности подачи проволоки лучше применять полуавтоматы с четырехроликовыми механизмами подачи.

- Лучше, если горелка будет съемной;
- Качественный термоустойчивый пластик ручки;
- Высокие эргономические характеристики ручки и разгружающий запястье шарнир подвода шланг-пакета;
- Качественные расходные материалы (газовое сопло, контактный наконечник и адаптер) и их надежное крепление и центрирование на сварочном гусаке.
Выбор сварочной проволоки и ее заправка

Сварочная проволока по диаметру и марке подбирается в зависимости от материала и толщины свариваемых заготовок.
Проволока диаметром 0,8 мм наиболее популярна и чаще всего используется на однофазных аппаратах. Она наиболее универсальна и применима для стальных заготовок 0,8…3 мм.
- Для низкоуглеродистых и низколегированных сталей;
- Для нержавеющих сталей;
- Для алюминия и алюминиевых сплавов.
В полуавтоматах для сварки с защитным газом используется сплошная сварочная проволока, а для сварки без газа – самозащитная флюсовая проволока (см. рис.1.).
Важная рекомендация! При работе самозащитной флюсовой проволокой без защитных газов полуавтомат должен иметь возможность изменения подключения сварочной горелки на прямую полярность (горелка на «-», а зажим заземления на «+»).
Стоит предупредить всех, кого интересует сварка полуавтоматом для начинающих, что при работе флюсовой самозащитной проволокой есть свои плюсы и минусы.
Рисунок 1. Флюсовая сварочная проволока

- Отсутствие громоздких баллонов с защитным газом, что повышает мобильность;
- Возможность сварки на улице и сквозняках.
- Высокая стоимость;
- Низкое качество сварного шва (рекомендована для неответственных конструкций);
- Необходимость отделять шлаковую корочку.
- D 100 мм (~ 1 кг);
- D 200 мм (~ 5 кг);
- D 300 мм (~ 15 кг).

Заправка сварочной проволоки осуществляется в соответствии с рекомендациями, изложенными в инструкции по эксплуатации:
1. Подключить съемную горелку на полуавтомат
2. Снять газовое сопло и контактный наконечник
3. Установить катушку на кронштейн и создать условие затяжкой резьбы, чтобы она свободно не раскручивалась
4. Канавки на подающем ролике должны соответствовать диаметру устанавливаемой сварочной проволоки
5. Обеспечить заправку сварочной проволоки в подающий механизм с минимальным перегибом и необходимым прижатием (указывается либо в инструкции по эксплуатации, либо на механизме затяжки)

6. Используя кнопку бестоковой заправки, обеспечить протяжку проволоки и выхода ее из адаптера на гусаке
Важное замечание! Контактный наконечник должен соответствовать диаметру устанавливаемой проволоки! Например, если диаметр сварочной проволоки 0,8 мм, то и контактный наконечник должен быть с отверстием диаметром 0,8 мм!
Выбор защитного газа и настройка подачи
При работе полуавтомата сплошной сварочной проволокой применяется защитный газ. Защитный газ под давлением по шланг-пакету через сопло подается в зону сварки для предотвращения окисления расплавленного металла и стабилизации процесса горения дуги.
- Активные;
- Инертные;
- Смеси активных и инертных газов в разных соотношениях.
Для улучшения технологических свойств защитной среды, уменьшению разбрызгивания, лучшего формирования сварного шва применяют смеси активного и инертного газа в определенной пропорции (Аr + СO2). Для сварки низкоуглеродистой и низколегированной сталей применяют следующие смеси: 80% Аr + 20% СO2 или 78% Аr + 22% СO2 . Для сварки высоколегированных и нержавеющих сталей могут применяться специализированные сварочные смеси: 90% Аr + 2% СO2 или 92% Аr + 8% СO2 .
Рекомендация! Для получения качественных сварных швов рекомендуется работать со сварочными защитными смесями. Как правило, сварочные защитные активные газы и смеси приобретаются готовыми в баллонах в специализированных организациях. Баллоны для сварочных смесей можно приобрести разного объема: 5, 10, 40 или 50 л.
Для подключения баллона со сварочным защитным газом к полуавтомату потребуется редуктор для защитных газов. Расход газа при работе однофазным полуавтоматом сварочной проволокой диаметром 0,8 мм и сварочном токе 100А выставляют порядка 8…12 л/мин. Меньший выставленный расход приведет к ухудшению защитных свойств газовой среды, а больший - к неоправданному повышенному расходу газа и возможному «подсосу» воздуха в зону сварки и окислению сварного шва.
Рекомендация! Для выставления необходимого расхода газа на редукторе, необходимо воспользоваться кнопкой продувки газа на панели управления.
Настройка режимов работы полуавтомата
Как мы уже разбирали, настройка полуавтомата достаточно сложный процесс, который требует практического опыта работы с данными технологиями и оборудованием. Необходимо учесть большое количество факторов, такие как толщина и материал заготовок, вид сварного соединения, диаметр сварочной проволоки, защитный газ, пространственное положение сварного шва, температура окружающей среды и т.д..

Настройка полуавтомата начинается с выбора режима по скорости подачи сварочной проволоки и сварочному току. Это две взаимозависимые величины: чем выше скорость подачи, тем больше сварочный ток. Для начала настройки можно обратиться к общим рекомендациям (см. табл. 1.) и затем более точно откорректировать программу сварки.
Таблица 1. Ориентировочные режимы сварки для углеродистых сталей
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Определить несоответствие скорости подачи проволоки/сварочного тока достаточно просто. Если скорость слишком высокая, то сварочный валик будет слишком высокий, со значительным наплавлением, а также возможны сдвиги металла на сварном шве. Если скорость слишком низкая, то сварной шов теряет правильную форму, становится прерывистый, «проседает» и появляются волнистые углубления.
Скорость подачи должна быть такой, чтобы сварщик мог полностью контролировать процесс плавления металла в сварочной ванне.
Настройка напряжения дуги влияет на процесс нагрева и расплавления металла. Для больших толщин изделий выставляют большее значение напряжения дуги. О верном соответствии установленного напряжения можно судить по проплавлению металла и ширине дорожки цветов побежалости около сварного шва. Если металл прожигается насквозь и дорожка цветов побежалости значительно превышает ширину сварного шва, то необходимо уменьшить значение установленного напряжения.
Индуктивность сварочной дуги – это настройка, которая все чаще появляется в современных инверторных полуавтоматах и позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс. Настройка индуктивности корректирует «жесткость» сварочной дуги. При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый. Для более глубокого проплавление выставляют большее значение индуктивности, дуга становится «жесткой».
Отличным решением для новичка будут полуавтоматы с режимом синергетики , который обеспечит качественную настройку параметров даже при минимальном опыте сварщика.
Рекомендация! Для получения навыка работы и настройки сварочных параметров полуавтомата рекомендуется потренироваться на стальной пластине формированию валиков сварного шва. Изменение основных параметров при настройке наглядно будет отражаться на форме сварного шва.
Техника сварки полуавтоматом

- Расстояние от сопла до изделия должно быть 8…12 мм
- Вести горелку необходимо углом вперед 45…60° (от себя)
Возможные ошибки в настройке и работе полуавтомата
Громкий «треск» при сварке может указывать на слишком малую скорость подачи сварочной проволки, также можно уменьшить выставленное значение регулировки индуктивности.
Сильное разбрызгивание металла может быть вызвано недостаточной газовой защитой. Также можно уменьшить значение настройки индуктивности. Применение качественной сварочной защитной смеси также снижает разбрызгивание металла.
Прожиги металла и непровары сварного шва можно устранить настройкой напряжения, а также регулировкой индуктивности.
Равномерность по ширине и высоте сварного шва связаны с корректной настройкой скорости подачи сварочной проволоки и техникой выполнения работ непосредственно сварщика.
Надеемся, что теперь сварка полуавтоматом для начинающих перестала быть чем-то из ряда вон выходящим. Пользуйтесь рекомендациями данной статьи, чтобы не допускать ошибок при использовании сварочного полуавтомата.
Читайте также: