Сварочный аппарат разобрать на медь
Обновлено: 05.07.2024
Когда сварочный аппарат выходит из строя, или зачастую просто лежит, без надобности, порой возникает желание просто сдать его на металлолом. Важно понимать, что привлекательность такого оборудования в плане приемки на лом заключается как раз в наличии внушительного количества цветного металла, в частности меди и алюминия. Но, чтобы принять решение о том, стоит сдавать агрегат на лом или нет, предлагается узнать, сколько меди в каждом сварочном аппарате, который может быть как выгодным для владельца, так и нет.

Сколько меди в советском сварочном аппарате?
Почему актуальными являются именно старые трансформаторы производства СССР? Суть в том, что в каждом сварочном аппарате советского производства, катушки изготавливались из меди. Особенностью подобного оборудования является то, что на дорогостоящие материалы в то время просто не скупились. Правда, бытует мнение, что процентное содержание меди рассчитывается из соотношения 60-70% от общей массы, в зависимости от модели, но, это неверное заключение. Но не стоит заниматься весом аппарата, нужно обратить внимание непосредственно по паспортные показатели, а также конструктивные особенности оборудования. Стоит учесть, что в зависимости от временного периода, в котором производился аппарат, соотношение меди и алюминия может варьироваться. Рассмотрим некоторые основные параметры, которые имеет трансформатор, что и позволит без проблем определить вес данного металла, включенного в состав оборудования.
Модель ТДМ-317
Достаточно старая модель, которая к 2000 году уже давно как устарела морально. От него зачастую избавляются по причине того, что он потребляет энергии в 10 раз больше, чем современный инвертор. Плюс его общая масса составляет порядка 124 кг. Обмотки выполняются из дорогого материала, состав которой при разборе составляет порядка 20 кг. Данная цифра не может быть точной, если учитывать, что обмотка отмечается временами как поврежденная, сильно загрязнена, деформирована.
Модель ВД-306М УЗ
Агрегат тяжелый — 130 килограмм. Используется для питания одного элемента. В настоящее время морально устарел, к тому же, достаточно тяжелый. Количество меди составляет в пределах 14 кг.
Модель ТД500
Несмотря на свой внушительный вес, агрегат состоит в основной массе из черного металла, среди цветмета принято включать алюминий. Итак, алюминия в составе конструкции находится порядка 18 кг, а нужного нам всего 3 килограмма. Сравнительно невысокое значение, если учитывать, что общая масса черного металла сварочной конструкции составляет 150 кг.
Особенностью агрегатов внушительных габаритов и массы является то, что для них использовалось сравнительно небольшое количество дорогих материалов, основной акцент делается на алюминий. В частности, меди до 7 кг, в то же время, как более дешевого аналога порядка до 30 кг.
Особенностью советского сварочного оборудования является то, что на дорогостоящие материалы в то время просто не скупились.
Чего ждать от современных аппаратов?
Современные агрегаты выполняются с катушками в больше степени изготовленными из алюминия. К тому же, они сравнительно небольшие по весу и габаритам, масса составляет в пределах до 10 килограмм. В данном ключе, учитывая, что основной акцент так же делается непосредственно на алюминий как цветной материал для сварочного узла, общий вес цветмета зачастую не превышает 1 килограмма, а в среднем – по 0,5 килограмма, что так же определяется паспортными данными конкретного оборудования.
Как сварить медь с медью: технология и особенности
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.

Особенности сварки меди и ее сплавов
Сложность работы с этим металлом обусловлена рядом негативных свойств:
- Высокая химическая активность, особенно при нагреве, приводит к быстрому появлению на поверхности оксидной жаропрочной пленки. Если ее частицы попадут в шов, то станут причиной образования трещин.
- Из-за высокого коэффициента температурного расширения, сварное соединение при усадке в процессе остывания может деформироваться и растрескаться.
- При нагревании медь начинает активно насыщаться водородом, от которого остаются поры, и кислородом, окисляющим поверхность.
- Быстрый нагрев и охлаждение делает соединение хрупким.
- Из-за высокой текучести осложняется создание надежных вертикальных и потолочных швов.
- Для компенсации высокой теплопроводности работа проводится большим током. Иначе из-за быстрого рассеивания тепла появятся наплывы, подрезы и другие дефекты.
Электроды для сварки меди
Для соединения меди без присадочной проволоки используются плавящиеся электроды со специальным покрытием. При расплавлении оно создает слой шлака, который защищает место сварки от соприкосновения с воздухом. Присадки, входящие в состав обмазки, соединяясь с металлом, улучшают качество шва. Слой шлака замедляет остывание стыка, что способствует удалению большего количества газов.
Неплавящиеся угольные и графитовые электроды используются совместно с присадочной проволокой, необходимой для создания шва. При выборе следует учитывать что:
- для ручной сварки меди цвет обмазки красный;
- марки с серым покрытием предназначены для цветных металлов;
- синими электродами варят тугоплавкие металлы;
- с желтой обмазкой жаропрочную легированную сталь.
Подготовка деталей к сварке
Независимо от способа медные заготовки нужно очистить от грязи с последующим обезжириванием. Оксидную пленку удаляют металлической щеткой или мелкозернистой наждачной бумагой осторожными движениями, чтобы не было глубоких царапин. Очистку рекомендуется завершать травлением свариваемых деталей и проволоки в водном растворе азотной, соляной или серной кислоты. Затем промыть приточной водой и высушить горячим воздухом.
С кромок заготовок толщиной 0,6 — 1,2 см снимают фаски, чтобы между ними получился угол 60 — 70⁰. При сварке с обеих сторон его уменьшают до 50⁰. Если толщина деталей больше 12 мм кромки разделывают в виде буквы Х для двухстороннего соединения. Если это невозможно делают глубокую V-образную разделку. Но для заполнения стыка потребуется больше расходных материалов и времени, так как сваривать медь придется широким швом.
Для предотвращения деформаций при усадке между заготовками, в зависимости от толщины, оставляют зазор 0,5 — 2 мм. Чтобы его ширина была неизменна по длине стыка, детали прихватывают с интервалом 30 см. При доведении шва до временного соединения его сбивают молотком, иначе на этом месте стык будет с дефектами.
Чтобы медь не протекала на обратную сторону, под стык подкладывают пластины из стали или графита шириной 4 — 5 см. Для компенсации температурного расширения детали предварительно нагревают до 300 — 400⁰C. При работе на улице потребуются переносные экраны, защищающие от ветра.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
Газовая сварка
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Сколько меди в ТДМ-401У2 сварочный аппарат СССР

Сварочный трансформатор ТДМ-401У2 производства СССР, со знаком качества, масса 143 килограмма, класс изоляции IP22 ТУ 16-739.254-80, пределы регулирования сварочного тока 70-460 А, КПД 84% , Ux 80V,64V, U1 380V 1-50 Hz 1,7A PN-60% U2ho min 36V, 240 min 400 A. Схема и возможности переключения на большие и малые токи.
Сварочный трансформатор ТДМ-401У2

Выпускает данные сварочные аппараты ТДМ-401У2 завод/компания «Уралсермосвар» завод сварочного оборудования.

Сварочный трансформатор ТДМ-401У2 производства СССР со средней массой 140 килограмм сколько же в нем меди ?

В обслуживании прост и неприхотлив, за исключением отваливающейся вентиляционной решетки на аппарате ТДМ-401У2 , очень мягкий металл и жидкая пластина, в целом аппарат сварки не плохой.

Сварочный трансформатор ТДМ-401У2 советского производства сколько же в нем меди и черного и других металлов?
Разбираем и сдаем в металлолом сварочный аппарат ТДМ-401У2 советского производства СССР .
Вес сварочного ТДМ-401У2 вес масса 143 килограмма в том числе и кожух,.
Сварочный аппарат ТДМ-401У2 143 килограмм из них:
—медь электротехническая первого сорта блеск 33 килограмма, каждая бухта моток по 5.5 килограмма чистой электротехнической меди типа блеск (всего обмоток)
—медь и шины второго сорта микс 3 кг килограмма

медь и шины второго сорта микс 3 килограмма
—алюминий и клеммы второго сорта 3 килограмма

алюминий и клеммы второго сорта 3 килограмма
—алюминий первого сорта 3 килограмм

алюминий первого сорта 1 килограмм
—черный металл 103
-латунь 350 грамм

латунь 350 грамм
Кабель сварочный медный за медь блеск, минус (изоляция) 12 килограмм

Кабель сварочный медный за медь блеск, минус (изоляция) 12 килограмм
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 33 кг х 630 руб. =20 790 рублей
кабель сварочный медный за медь блеск, минус (изоляция) 12 килограмм х 630 руб =7 560 рублей ( в вес аппарата не входит)
медь шины микс 2-го сорта 3 кг х 550 руб. = 1 650 рублей
—алюминий и клеммы второго сорта 3 кг х 90 руб = 540 рублей
-алюминий первого сорта 3 кг х 170 руб.=510 рублей
-черный металл 103 кг х 22 руб. =2 266 рубля
латунь 350 гр. х 300 = 105 рублей
Мы получили с разобранного сварочного Сварочный аппарат ТДМ-401У2 на части 34 866 тридцать четыре тысячи восемьсот шестьдесят шесть рублей 00 копеек .
Но а если его сдать с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около Мы получили с разобранного сварочного Сварочный аппарат ТДМ-401У2 на части 34 866 тридцать четыре тысячи восемьсот шестьдесят шесть рублей 00 копеек . рублей чистыми.
Этот вес меди в сварочном аппарате ТДМ-401У2 (не новых выпусков, а старый выпуск 80 года, другие не проходят по меди и пр. металла) СССР просто подарок для искателя меди, и намного и в несколько раз больше чем в предыдущих сварках и генераторах.
Сам работающий и действующий аппарат Сварочный аппарат ТДМ-401У2 в целом виде, стоит недорого и разобрать его на составные части и не сдавать целым со всякими скидками просто нужно немного потрудится. Только в тех случаях если такой агрегат уже разобран и растащен на части.
ВД-306УЗ СССР советский сварочный сколько меди и денег?
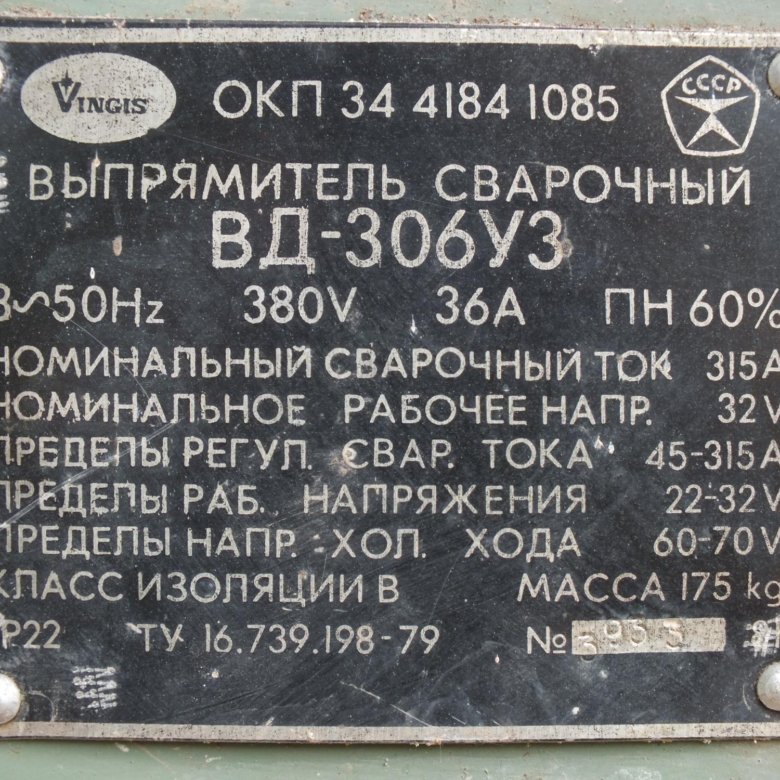
Сварочный аппарат ВД-306УЗ советского производства, знак качества на бирке аппарата, масса 175 килограммов.
Выпрямитель сварочный ОКП 34 4184 1085, 50 герц, 380 вольт, 36 ампер , ПН 60% , номинальный сварочный ток 315 Ампер, номинальное рабочее напряжение 32V, пределы рег. сварочного тока 45-315 А,пределы рабочего напряжения 22-32V,



Сварочный аппарат ВД-306УЗ советского производства сколько же в нем меди и черного и других металлов?
Разбираем и сдаем в металлолом сварочный аппарат ВД-306УЗ советского производства СССР .
Вес сварочного ВД-306УЗ вес масса 175 килограмма в том числе и кожух,.
Сварочный аппарат ВД-306УЗ 175 килограмм из них:
—медь электротехническая первого сорта блеск 96 килограмм, каждая бухта моток по 16 килограмм чистой электротехнической меди типа блеск (всего 6 обмоток)
—медь и шины второго сорта микс 3 килограмма
—алюминий и клеммы второго сорта 2 килограмма
алюминий и клеммы второго сорта 2 килограмма
—алюминий первого сорта 6 килограмм
алюминий первого сорта 6 килограмм
—черный металл
Рама/кожух черный металл
-латунь 1.5 кг
латунь
электромотор с кожухом 15 килограмм из них медь 2.650 кг./

Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм
Кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм
Итого, если мы сдадим все это в приемку металлолома мы получим:
медь первого сорта блеск 96 кг х 630 руб. = 60 480 рублей
кабель сварочный медный за медь блеск, минус (изоляция) 9 килограмм х 630 руб =5 670 рублей ( в вес аппарата не входит)
электромотор с кожухом 15 килограмм из них медь 2.650 кг. х 630 =1 669,5 рублей
-алюминий и клеммы второго сорта 6 кг х 90 руб = 540 рублей
-алюминий первого сорта 1200 гр. х 170 руб.=204 рублей
-черный металл 66 кг х 22 руб. =1 452 рубля
Всего: мы получим с разобранного сварочного Сварочный аппарат ВД-306УЗ на части 70 055 рублей
Но а если его сдать с предварительной его разборкой на части, что бы не было различных процентных засоров, то получится еще примерно около 70 055 семьдесят тысяч 55 рублей
Этот вес меди в сварочном аппарате ВД-306УЗ (не новых выпусков, а старый выпуск 80 года, другие не проходят по меди и пр. металла) СССР просто подарок для искателя меди, и намного и в несколько раз больше чем в предыдущих сварках и генераторах.
Сам работающий и действующий аппарат Сварочный аппарат ВД-306УЗ в целом виде, стоит недорого и разобрать его на составные части и не сдавать целым со всякими скидками просто нужно немного потрудится. Только в тех случаях если такой агрегат уже разобран и растащен на части.
Сварочный аппарат ВД-306УЗ советского производства сколько меди и металла
—черный металл
Рама/кожух черный металл
Читайте также: