Сварочный аппарат русич с 400
Обновлено: 20.09.2024
Не надо - у него подмагничивающая обмотка есть. У "русича" очень хитрый транс, но даже если бы не было - то ничего ужсного не будет - там обмотка под ММА в которой токи значительно поболе будут, но даже если и этого мало - включите в цепь последовательно батарею из конденсаторов и забудте. Короче можно варить им алюминий, сам не варил, но люди на форумах пишут, что варят.
В полупериоде, когда катодом является нагретый вольфрам, дуга вследствие значительной термоионной эмиссии возбуждается при низком напряжении. В следующий полупериод, когда катодом является холодный металл (например, алюминий А1) с ничтожной термоионной эмиссией, возбуждение дуги требует значительного пика напряжения. В результате кривая напряжения имеет несимметричную форму, что, в свою очередь, приводит к появлению в сварочной цепи постоянной составляющей тока.
Ну а для более полного понимания что это такое, с чем её едят и как с ней боротся Гугль в помощь(или техбиблиотека). На форуме я уже раз 5-6 давал ссылки на интернет ресурсы где более чем подробно все описано. Если коротко, то Ресантой и 2 мм алюминий проблематично проварить- из за постоянной составляющей потери будут доходить до 40%, и перегрев транса некислый. Если выбросить баластник ток немного возрастет но транс сгорит.
, сам не варил, но люди на форумах пишут, что варят.
А я варю уже лет 20-25.
И писать на форумах можно многое.
Что из себя представляет батарея конденсаторов? Внятно ответить можеш? Сомневаюсь. А я могу. В установках УДАР 300( завод им Шверника выпускал их) Батарея конденсаторов представляла собой набор из 400 конденсаторов емкостью 1000 мкф х 25 вольт, вес этой батареи 140 кг.
Установка ТИР 501, вес 210 кг.
Такой вес обусловлен не отсталыми технологиями а тем что через эти конденсаторы протекает весь сварочный ток и облегчить их за счет более тонких обкладок не получится.
Позже начали применять вместо конденсаторов встречно паралельно диод и тиристор + управление на тиристор. Меньше по габаритам и легче, качество сварки не хуже, но настраивать такой подавитель тяжело (правда это нужно делать только один раз, пока не придется подключится к другому трансу).
Что из себя представляет батарея конденсаторов? Внятно ответить можеш? Сомневаюсь.
Зря ты сомневаешься. Достаточно будет взять два десятка встречно последовательно включенных электролитических конденсаторов по 2000 мкФ - все добро будет весить меньше килограмма. Для токов "Русича" - будет с головой. (200 А/20=10 А на пару конденсаторов - почти номинал, если очень страшно - можно взять больше пар)
Позже начали применять вместо конденсаторов встречно паралельно диод и тиристор + управление на тиристор. Меньше по габаритам и легче, качество сварки не хуже, но настраивать такой подавитель тяжело
Да, в курсе это института Е.О. Патона разработка была, тоже очень древняя - и настраивают ее не один раз - тоже в курсе. Есть и магнитные подавители постоянной составляющей - на принципе как дроссели наыщения работают подается постоянка на отдельнуу обмотку дросселя и постоянка к трансу не лезет. Короче с бородатых шестидесяты, когда "Удар" делали много воды утекло
Короче с бородатых шестидесяты, когда "Удар" делали много воды утекло
Согласен, много, и технологии новые появились. Потому и варю сейчас современными апаратами. А старенькая самоделка, полный комплект, все равно в целости и сохранности стоит на почетном месте.
Что за тип конденсаторов в наборе? Они на ток 10А расчитаны? Это ведь не фильтр в выпрямителе для сглаживания пульсаций.
Согласен, много, и технологии новые появились. Потому и варю сейчас современными апаратами. А старенькая самоделка, полный комплект, все равно в целости и сохранности стоит на почетном месте. Что за тип конденсаторов в наборе? Они на ток 10А расчитаны? Это ведь не фильтр в выпрямителе для сглаживания пульсаций.
Ну вот совсем другое дело
Это батарея конденсаторов для фильтрации постоянной составляющей. Батарея включена последовательно в сврочную цепь.
Конденсаторы эти 10 Ампер держат нормально - проблем не замечено. Я собирал и с меньшим количеством пар. Сегодня много хороших конденсаторов делают. Конкретно эти на снимке К50 - старые советские "с гайкой". Но можно применить любые. В общем делают.
сам не варил, но люди на форумах пишут, что варят.
Конденсаторы эти 10 Ампер держат нормально - проблем не замечено. Я собирал и с меньшим количеством пар. Конкретно эти на снимке К50 - старые советские "с гайкой". Но можно применить любые. В общем делают.
Несколько противоречиво.
К50, а дальше какие цыфры? Их емкость и напряжение?
Эти конденсаторы делались на Армянском радиозаводе, даже в те времена у них емкость была занижена от номинала. Берут меня сомнения что они живые. Даташит на них не выложиш здесь? Хотелось бы взглянуть на график Imax-F
что-то диалог в сторону отошёл я уже запутался что и зачем переделывать ?
я хочу приобрести сварочный аппарат для сварки алюминия и нержавейки и чтобы был дистанционный поджег , и чтоб цена не кусалась вот и обратил внимание на Русич .
кто знает! аппарат отвечает этим требованием?
Я аллюминий "Русичем" не варил. А через конднсаторную батарею - конечно варил - я их и собрал уже море - она и для корекции х-к сварочного тр-ра хороша - через такую батарею китайский сварочник, который отроду еле двойку тянет - начинает нормально варить тройкой - часть индуктивности рассеяния резонирует, х-ка становится жостче транс начинает давать заявленный ток.
Эти конденсаторы делались на Армянском радиозаводе, даже в те времена у них емкость была занижена от номинала. Берут меня сомнения что они живые. Даташит на них не выложиш здесь? Хотелось бы взглянуть на график Imax-F
"Русич",трансформатор с осциллятором
Сварочный аппарат русич с 400
САМОДЕЛЬНЫЙ СВАРОЧНЫЙ АППАРАТ
КАКИМ ЕМУ БЫТЬ
На этой странице будут собираться интерсные технологические и схемотехнические решения заводских и самодельных сварочных аппаратов.
Для разминки возьмем сварочный инвертор РЕСАНТА САИ 250 ПРОФ:

Выходные диоды ККМ STTH12R06D - 12 ампер, 600 вольт, корпус ТО-220 с металлическим фланцем, но у них время восстановления 12 nS, они реально быстрые, как раз подстать микросхеме, поскольку в даташнике на микросхему указывается минимальная рекомендуемая частота переключения 50 кГц, а типовая 120. 150 кГц. Это довольно приличные частоты и при проектировании печатной платы нужно уделить максимальное внимание влиянию соседних проводников друг на друга
Так же следует обратить внимание на выпрямительные диоды первичного напряжения. Используются диодные мосты работающие параллельно, но в паралель работают диоды именно из одной сборки, что гарантрует максимальную похожеть параметров диодов, следовательно через параллельные диоды будет протекать одинаковый ток, поскольку падение напряжения не N-P переходе будет тоже одинаковым.
Следующим довольно интересным было схемотехническое решение в сварочном аппарате ВД-160И У2 (ВД-200И У2)

Первое, что бросилось в глаза, так это то, что ребята реально хорошо знают транзисторную схемотехнику. Полноценной схемы найти не удалось, однако лично мне понравилось то, что было увидено. Сначала я увидел ЭТОТ файлик, затем порывшись в интернете нашел вот ЭТОТ файлик.
Первое, что бросилось в газа - ограничение тока на управляющем трансформаторе - использовать диоды для подавления выбросов это довольно оригинально (обведена голубым):
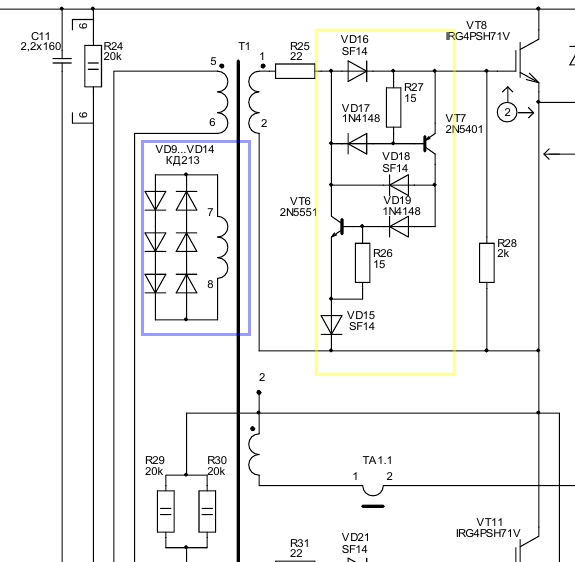
Так же используется довольно редкий способ удержания дуги при снижении тока, а именно добавлена дополнительная высоковольтная обмотка для облегчения поджига и удержания дуги. Я уже видел подобные решения, но в них использовались токоограничивающие резисторы на кучу ватт. Здесь же в качестве ограничителя тока выступает реактивное сопротивление L2, которе при слабых тока созадет маленькое падение напряжение на себе, а при больших ограничивает ток на столько, что диоды КД213 остаются целыми, т.е меньше 10 А. Таким образом значительно снижается выделяемое внутри сварочного аппратата тепло.
Для самодельного сварочного аппарата , работающего с аргоном нужен осцилятор. Впрочем осцилятор нужен и для плазмореза. Разумеется, что дугу можно поджечь и без него, касаясь электродом заготовки, но в момент касания односначно заточка электрода из вольфрама потеряет свою форму.
В сварочном аппарате РУСИЧ С-400 в качестве генератора высокого напряжения выспутает самовозбуждающийся электронный трансформатор и схема довольно знакома - подавляющее большинство электронных трансформаторов для низковольтных галогеновых ламп собраны именно по этой схеме:
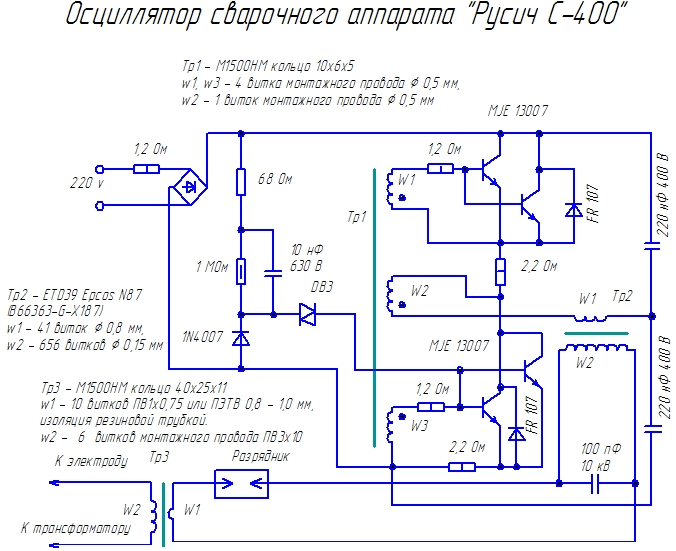
В данном варианте используется по два параллельных транзистора для увеличения выходного тока. Тут сразу оговорюсь - у самого зачесалиь руки купить готовый трансформатор и перемотать под осцилятор, но я удержался. Для подобного трансформатора нужно довольно приличное окно, поскольку вторичная обмотка должна иметь межслойную изоляцию - выходное напряжение подобного трансформатора должно быть порядка 4-6 кВ, а это требует межслойной изоляции не только между первичкой и вторичкой, но и между слоями первички. Даже используя фторопластовую ленту толщина изоляции займет не мало места, а с учетом того, что слои вторичной обмотки не должны добигать то краев каркаса хотя бы 2-3 мм, то и толщина самой обмотки увеличивается. Следовательно использовать сердечники от электронного трансформатора для ламп весьма затруднительно - размер окна расчитан строго под то количество обмоток и их толщину, которая используетсяв данном трансформаторе - при серийном производстве использование сердечников с "запасом" довольно убыточно.
Зарядить конденсаторы первичного питания сварочного инвертора не так просто - напряжение приличное, емкость конденсаторов тоже, следовательно ток во время зарядки будет возникать огромный. Чаще всего для зарядки этих конденсаторов в сварочных инветорах используют токоограничивающие резисторы и термисторы. Я не не буду утверждать, что это схема заводского сварочного аппарата (СХЕМА ЗДЕСЬ), но автор не стал заморачитваться с резисторами, а просто поставил обычную лампу накаливания на 150 Вт. Тут же оговорка - обычная лампа довольно габаритна, поэтому желащим повторить подобное рекомендую использовать галогенку - она значительно меньше, да и трубку гораздо проще защитить от ударов, чем колбу обычной лампы:
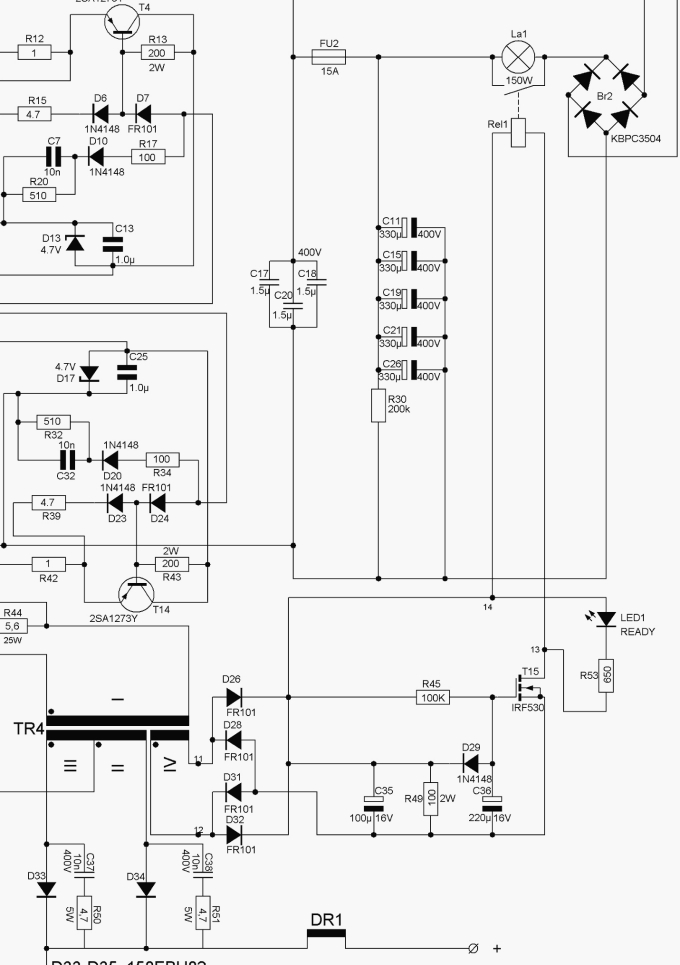
Тут следует отметить, что реле софтстарта включается только тогда, когда на выходе инвертора появляется напряжение.
СТРАНИЦА БУДЕТ ДОПОЛНЯТЬСЯ ПО МЕРЕ ОБНАРУЖЕНИЯ
ИНТЕРЕСНЫХ РЕШЕНИЙ СВАРОЧНЫХ ИНВЕРТОРОВ
Ремонт, модернизация осциллятора RE165D
![]()
Интерес вызывает способ стабилизации дуги, чем меньше напряжение на входе синхронизации Осциллятора-стабилизатора RE165D, относительно необходимого напряжения холостого хода, тем выше по синусоиде получается смещён высоковольтный импульс.
Ещё одна особенность, симистор ку503А (MBS4991, MBS4992, MBS4993, 2N2991, 2N2992, 2N2993 - двунаправленный ключ), в цепи синхронизации включен без управляющего электрода и работает, в режиме пробоя, при среднем напряжении 8 Вольт, как фазовый регулятор при значительной разнице изменений напряжения синхронизации.
МЯГКАЯ стабилизация сварочной дуги - это когда положение ВВ импульса на синусоиде, зависит от напряжения на входе синхронизации, т.е. напряжения сварочной дуги.
При 27-ми Вольтах на входе синхронизации, наложение ВВ импульсов соответствует 90 градусам
Реально на аппарате УДГ-180 АС выходное напряжение ХХ - 65 Вольт, если ставить RE-165D Итальянский, вольтодобавка должна составлять 80-65=15 Вольт, а если ставить RE-165D Винницкий, вольтодобавка должна составлять 70-65=5 Вольт.
На УДГУ-351 АС/DС выходное напряжение ХХ - 70 Вольт, соответственно, для Итальянского 10 Вольт, а Винницкий в вольтодобавки не нуждается, хотя на практике, иногда приходиться добавлять сопротивление и настраивать по осциллоскопу (чтобы убрать искажение сигнала, иногда попадаются экземпляры настроенные на входное напряжение не 70В, а 65 и 60В), отсюда, на некоторых аппаратах вроде поджиг нормальный, а дуга как-то гуляет (со слов профессиональных сварщиков).
После вольтодобавки, или установки дополнительного сопротивления на входе синхронизации осциллятора, картина резко меняется, становиться более уверенный поджиг и дуга горит стабильно.
Из выше изложенного, могу только сделать свой вывод, что Винницкие Осцилляторы - стабилизаторы настраивают на заводе под конкретную модель сварочного аппарата, в зависимости от выходного напряжения источника, именно для этого и ввели подстроечники на входе синхронизации, поэтому RE165D от УДГ-180 будет плохо работать на УДГУ- 351, так как разница в выходном напряжении источников 5 Вольт.
Все манипуляции с RE165D должны контролироваться с помощью осциллоскопа, в противном случае на "ГЛАЗОК" будет, либо чуть лучше, либо чуть хуже, но не так как должно работать в идеале.
Попробуйте сами и оцените!
есть собственные схемы и разработки под габаритные размеры и разъём RE165D с плавной и жёсткой стабилизацией горения дуги, с контролем напряжения, как по первичке, так и по вторичке, с отдельным-выносным ВВ трансформатором (можно применить широко доступную ВВ 4-выводную катушку от атомобиля или, как временный вариант любой 50 Вт трансформатор 220В/5-10В)
А какая Вас инфа конкретно интересует?
[quote name='DmitriyMon' date='24.7.2010, 3:30' post='14345
А какая Вас инфа конкретно интересует?
[/quote]
RE165D это законченный автономный блок, который можно тулить к любому инвертору? если да, то нужна инфа для повторения
Имею опыт ремонта и модернизации осцилляторов фирмы Селма, Итальянских RE165D и Винницких,
Если можете, выложите, пожалуйста, полную схему и данные трансформаторов для 2 варианта винницкого осциллятора.
RE165D это законченный автономный блок, который можно тулить к любому инвертору? если да, то нужна инфа для повторения
RE165D запускается сетевой частотой, и соответственно, имеет на выходе, частоту переменного импульса 50 Гц, и при установке на другие сварочные аппараты, не Селма, необходимо ставить дроссельный фильтр, чтобы не спалить диоды и не пробить вторичку транса.
На инвертор ставить не рекомендую, там схемотехника должна быть немного другой, да и вряд-ли Вам это удастся, чисто технически.
Если Ваш инвнртор плохо стал поджигать электрод, так это не повод ставить на него осциллятор, логичнее предположить, что проблема с самим инвертором.
А тип сварки, какой используете?
На промышленных инверторах, предназначенных для сварки в среде защитного газа, уже стоят осцилляторы, да и ещё есть режим плавного поджига, то есть, включаем аппарат, коротим кончик электрода на металл и отводим электрод на нужное расстояние уже с дугой (при замыкании ток относительно, плавно возрастает от минимума до установленного номинального). А для сварки штучным электродом, на самодельный инвертор, для уверенного поджига, достаточно поставить умножитель напряжения, такими схемами кишит Инет.
Для максимальной эффективности работы осциллятора RE165D напряжение на его контрольном входе должно быть именно такое как указано на шильдике Итальянской модели (корпус белого цвета, шильдик жёлтого), или 80 или 42 Вольта.
Чем меньше напряжение на его контрольном входе, тем выше по синусоиде получается смещён высоковольтный импульс, и тем менее эффектино зажигается и стабилизируется дуга (норма 15-20 град).
Реально на аппарате УДГ-180 АС выходное напряжение ХХ 65 Вольт, на УДГУ-351 АС/ДС - 70 Вольт, а надо 80, отсюда, на некоторых аппаратах вроде поджиг нормальный, а дуга как-то гуляет (со слов профессиональных сварщиков). После вольтодобавки (до 80 Вольт) для осциллятора, картина меняется, становиться более уверенный поджиг и дуга горит стабильно. Попробуйте сами и оцените!
Более профессиональными схемами снабжены аппараты например КЕМППИ и Фрониус. Например тот же осциллятор LHF-500 лишен этих недостатков, но правда он более габаритный. Зато работает качественно. Сам делал на них штук пять установок. Может кто здесь может привести хоть фото или какую то инфу о современных конструкциях этих фирм, какие сейчас в них стоят осцилляторы??
Вопрос к автору темы: Вы пишете что у Вас есть схемы RE165 и винницкого осциллятора, а также Ваша доработка их. Опубликуйте их здесь, если это не коммерческая тайна.
А то сначала уведомили народ, что сделал классную штуковину, а потом плавно уходим в сторону, что она вам не подойдет или например нет времени здесь публиковать.
Читайте также: