Сварочный аппарат сва 250в схема
Обновлено: 09.05.2024
Оборудование некоторых типов, например станки, изначально рассчитано на применение в промышленных условиях. Оно обеспечивает высокую точность, производительность и удобство работы — понятно, что многим хотелось бы иметь его в своей мастерской и использовать в личных или коммерческих целях. Вот только цена, как правило, неподъемна, так что многие находили выход, покупая списанное, а то и разукомплектованное оборудование, отслужившее свое на заводах. Сейчас появился и более простой способ обзавестись нужной техникой: ряд компаний, таких как «Калибр», предлагает в числе прочего «условно бытовые» модели. Их отличает доступная стоимость и полная функциональность. Есть, конечно, и упрощения, не слишком принципиальные для частника, зато в разы сбивающие цену. О таких станках «Калибр» мы уже рассказывали, теперь поговорим о новом направлении в ассортименте.
Сама марка существует с 2001 года и непрерывно развивается. Дошла очередь и до сварки. Уже в наличии полный набор популярных «раскрученных» моделей, без которых номенклатура выглядела бы ограниченной (типичный пример — «Калибр» СВА-250 В).
Есть выбор и более сложных аппаратов: для сварки постоянным током, для сварки проволокой (полуавтоматы), специальные модели для промышленного использования, а также некоторые типы мало распространенной на рынке «сварки», например «Калибр» СВА-1,5 АК — бытовой аппарат для точечной контактной сварки.

«Калибр» СВА-250 В
Портативный аппарат для сварки штучным электродом
ТИП: бытовой
ИСТОЧНИК ТОКА: тип преобразователя напряжения — трансформатор; род тока — переменный; питание — однофазное 220 или 380 В, 50 Гц (подключение к нулю и фазе или между двумя фазами); напряжение холостого хода — 48 В
РАБОЧИЕ ПАРАМЕТРЫ: рабочий диапазон тока — 65-250 А; диаметр электрода — 2,5-5 мм
ОСОБЕННОСТИ: регулировка тока — плавная магнитным шунтом; охлаждение — принудительное (постоянно включенным вентилятором); ручка для переноски; ручка и колеса для перекатывания
ЗАЩИТА: термоконтроль трансформатора — отключение с автоматическим перезапуском и контрольная лампа перегрева; защита входной цепи — плавкий предохранитель; класс защиты — IP 23; класс изоляции — H
ГАБАРИТЫ (ДхШхВ): 37x25x30 см
ВЕС: 26 кг
Мощный тяжеловес с двумя вариантами подключения (220 и 380 В). Наличие колес и транспортировочной ручки, значительно облегчающее перемещение, — производственная необходимость, а не предмет роскоши (вес 26 кг).
Как и большинство сварочных аппаратов этого класса, имеет автоматическую защиту от перегрева (термостат с автоматическим перезапуском) и вентилятор принудительного охлаждения. Если обмотка трансформатора достигает критической температуры, защита срабатывает и отключает аппарат от электросети. На передней панели зажигается желтый индикатор. После нескольких минут охлаждения индикатор гаснет, и аппарат снова готов к работе. Подключение к элетросети автоматическое.
Солидная мощность (потребление из сети может достигать 4,5 кВт) важна с двух точек зрения. Во-первых, в случае глубину, используя толстый электрод. Во-вторых, можно работать долгое время без остановок электродами среднего диаметра, при этом аппарат долго не потребует отдыха. Исходя из солидных энергозапросов, лучше подключать «Калибр» к трехфазной сети (между двумя фазами), так он меньше нагрузит проводку.
ПРИМЕНЕНИЕ: аппарат пригодится для сварки штучными электродами диаметром от 2,5 до 5,0 мм низкоуглеродистых, легированных и нержавеющих сталей. Производители не позиционируют его как профессиональную технику, но запас мощности позволяет использовать «сварочник» достаточно интенсивно.
ЦЕНА (Москва): розничная — 3780 руб.
РЕЗЮМЕ: если начистоту — машина в общем-то ничем не примечательна. Это самая отработанная и проверенная временем модель на рынке, так что ждать каких-то откровений или подвохов не стоит. Ключевое преимущество именно этого аппарата перед многочисленными аналогами — цена, значительно более низкая, чем у конкурентов.
«Калибр» СВА-250 В представляет собой «золотую середину» для тех, кому сварка нужна не в промышленных масштабах, но и любительские мощности уже не устраивают. Изысков нет, только то, что необходимо для работы. В комплект поставки входит защитная маска с запасным стеклом и щетка-молоток.

«Калибр» СВА-1,5 АК
Портативный аппарат контактной точечной сварки
ПИТАНИЕ: однофазная сеть 220 В, 50 Гц; потребляемая мощность — 2,4 кВт
НАПРЯЖЕНИЕ БЕЗ НАГРУЗКИ: 2,5 В
ГЛУБИНА/ ДИАМЕТР ПРОПЛАВЛЕНИЯ: 1,5/ 1,5 мм
ПРОИЗВОДИТЕЛЬНОСТЬ: до 3 точек в минуту
ВЕС: 15 кг
Сварочный аппарат-клещи для точечной контактной сварки — непривычное для мастера-любителя оборудование. В общем-то ничего удивительного в этом нет: долгое время контактная сварка оставалась «вотчиной» промышленных предприятий, занятых поточным выпуском серийной продукции. Причин успеха этого метода много: технологичность, простота, дешевизна (присадочные электроды и/или защитный газ не требуются), надежность соединения. Так что же мешало использовать такую сварку в быту? Попросту не было подходящего оборудования: высокопроизводительная и сверхнадежная промышленная техника стоит очень дорого, а бытовых аппаратов не выпускали. Сейчас этот пробел рынка стал потихоньку заполняться, в частности, «Калибр» предлагает недорогую и удобную в частном пользовании модель СВА-1,5 АК.
ПРИМЕНЕНИЕ: аппарат представляет собой полностью законченное изделие (это не модульная конструкция с источником тока и клещами), которое подключают к обычной розетке при помощи обычной вилки и начинают работать.
Заметим, умеренная потребляемая мощность (2,4 кВт) позволяет уверенно действовать даже в местах со слабой проводкой, где мощные потребители сразу «просаживают» напряжение.
Применяемый метод называется «одноточечной контактной сваркой», то есть ток пропускают в одном месте от одной стороны заготовки к другой. Для этого свариваемые детали очищают от загрязнения, ржавчины или краски, соединяют, сжимают электродами (хватом управляют при помощи рукоятки) и включают ток. При этом происходит окальный разогрев металла, и спустя некоторое время он проплавляется, надежно свариваясь. Поскольку клещи бытовые, не слишком мощные и не тяжелые, процесс занимает довольно долгое время: максимальная производительность 2-3 точки в минуту (промышленные машины работают с пулеметной скоростью). О том, что металл достаточно прогрет, узнают по бледно-красному свечению вокруг свариваемой области. Далее выключают ток и разжимают клещи.
Если говорить о листовых материалах, то мощности клещей достаточно для того, чтобы проварить область 1,5х1,5 мм (диаметр х глубина), если приваривают не лист, а, скажем, пруток (небольшую в сечении деталь), мощности хватит на большее: порядка трех миллиметров аппарат одолеет. Не стоит также забывать о том, что «Калибр» позволяет приваривать тонкие листы/ прутки к массивным деталям, толщина которых намного превосходит и 1,5, и 3 мм.
Еще раз повторимся: для работы требуются только клещи, розетка и детали — никаких электродов, проволоки или аргона, а сваривать можно хоть кузовные панели автомобиля! Точность, аккуратность, отсутствие прожогов или «непроваров». Там, где не требуется сплошного шва или соединения двух массивных деталей, СВА-1,5 АК будет очень удобен.
ЦЕНА (Москва): розничная — 4320 руб.
РЕЗЮМЕ: при весьма доступной цене аппарат способен значительно расширить возможности гаражного мастера, во многих случаях будет улучшено и качество работ. Очень удачное дополнение к обычному аппарату для сварки штучным электродом.
Сварочный аппарат сва 250в схема
Доброго всем.Есть сварочный аппарат СВА-250А:на нем имеется переключатель 220-380в,вилка(фаза ноль),хочу подключить его на 2 фазы.Каким образом это можно сделать?
_________________
Российские микросхемы - самые большие микросхемы в мире!
Подключают или на фаза-ноль, или на 3 фазы. При подключении к 2м фазам, в 3хфазной сети будет перекос, а древние 2хфазные сети сейчас уже не найдешь.
Или на две фазы. В зависимости от сварочника. Если он трёх фазный, то три фазы, если однофазный на 220, то фаза и ноль. Если однофазный на 380, то две фазы.
Для начала убедиться, что переключатель действительно переключает на 380 вольт (бывает так, что сам аппарат только на 220, но переключатель стоит, так как некоторые аппараты из этой серии бывают на 380 вольт, но сам переключатель ничего не переключает (мне попадалось такое). Убедиться, что ни один из выводов (точнее ноль) не соединён с корпусом аппарата. Заменить питающий кабель на трёх жильный (две фазы и ноль), ноль подключить к корпусу аппарата, а оставшиеся жилы подключить к выводам аппарата.
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
С одной фазы, по хорошему, больше 5 киловатт не снимают. В условиях большой(бытовой) сети это не создаст существенного перекоса. Если же снимать ~12квт в 2х фаз трехфазки - ну не знаю..
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Например ТДМ400 на 220 вольт. По паспорту потребление по первичке до 120 ампер. Это как бы побольше 5 киловатт
Например однофазные трансформаторы для точечной сварки легко могут иметь мощность под сотню киловатт. Да и других потребителей полно для двух фаз с большой мощностью.
Было и сейчас бывает. Просто заводят две фазы из трёх и всё. Электроснабжение отродясь было сделано по трёх фазной системе (двух фазная система вообще никакого смысла не имеет).
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
Я так понял:ноль сети соединяем с корпусом,переключаем на 380,а от трансформатора фаза ноль подключаем к 2 фазам.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
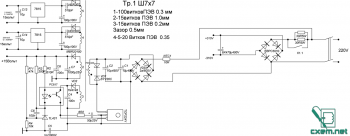
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Ремонт Сварочного Аппарата Сва 250В
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
Электронщик 31 постов
oleg1ma 5 постов
Badun812 31 постов
Roman_Sergeevich 20 постов
Популярные посты

oleg1ma
Обратитесь к знакомому электрику, у него это займет 5 минут времени.

Электронщик
Если четырёхполюсный то тогда используется две розекти на сварочнике для подключения сетевого кабеля, но тогда там комутация так: нижняя звезда (по рисунку 7 поста ссылки oleg1ma ) всё время соединена
Может, вообще можно разными способами комутировать, можно вообще релюшку или пускатель с катухой на 220В, и кнопка пуск и стоп( схема нереверсивного пускателя) и комутируй как хочешь, или реверсивную
Изображения в теме

@Vslz это ваше воображение так рисует? Это маломощные движки, там ключ даже не греется. А уменьшить время противоэдс можно включив резистор или стабилитрон последовательно с диодом. Это слегка улучшает стабилизацию. А где полка ЭДС?
режим DCM будет сопровождаться сильным свистом, большой амплитудой тока ключа. Так и коллектор подгореть может.

Собрал макет драйвера, чтоб поиграться с режимами, прежде чем идти дальше. Как я уже говорил, за основу взял схему аудионота, но номиналы решил подбирать сам Немного смущает в схеме цепочка R2 C1. Обычно конденсатором параллелится резистор большего номинала, а тут наоборот. Собственно я поставил в анод 68 килоом, в катод 680 ом. На вторую сетку влепил потенциометр и подогнал режим таким образом, чтоб на аноде было 70 вольт. На катоде при этом получилось 2.7 вольт. Думаю, попробовать уменьшить катодный резистор и подкрутить ещё напряжение на второй сетке, чтоб добиться смещения хотя бы 2 вольта. Почему именно 70 вольт. Дело в том, что я потенциал накала решил поднять на 80 вольт. Т.к. у 6п14 максимально домустимая разность потенциалов между катодом и накалом 100 вольт, то перестраховался. На катоде фазоинвертора будет примерно напряжение анода драйвера плюс смещение. Хотелось бы, чтоб потенциал подогревателя на нём был хотя бы чуть-чуть положительным. С другой стороны я не знаю, насколько это критично. Многие вообще сажают среднюю точку накала на землю и не заморачиваются. Тем более, что на ФИ амплитуда сигнала на сетке выше, чем в первом каскаде. В общем, люди знающие, люди опытные, подскажите плиз, стоит ли плясать с бубном или хрен с ним, если потенциал подогревателя в ФИ будет на пару десятков ниже потенциала катода ? P.S. Кстати усиление каскада получилось 67. Это без ёмкости вокруг катодного резистора. Учитывая, что 6п14п требует вольт 10 для раскачки, то при таком раскладе можно будет обеспечить вполне себе глубокую обратную связь. Даже не знаю, стоит ли заморачиваться с R2 C1
Инвертор на сварочный полуавтомат 250А
Купил я как то свой полуавтомат трансформаторный. Ну думал мне его хватит на долго, так как я планировал его для сварки и ремонта кузовов автомобиля. В итоге я был разочарован тем, что тонкий металл он просто сжигал в момент касания сварочной проволоки о свариваемую поверхность. А толстый металл примерно 4 мм толщины он просто не проваривал как следует.
В результате этого мне хотелось просто выкинуть его. Обратно в магазин его не понесешь, так как прошло много времени, да и работа у меня не одна. Вот и было решено собрать инвертор для моего девайса чтобы избавиться от трансформатора который работал не понятно как.
На рисунке собственно сама схема. Эта схема была взята с основы сварочного инвертора на 250 ампера, который разработал Евгений Родиков. За что ему спасибо.
Правда пришлось мне изрядно повозиться с этой схемой, чтобы обычный сварочный инвертор у которого мягкая ВАХ (вольтамперная характеристика) стала жесткой и чтобы была обратная связь по напряжению и можно было регулировать с 7 вольтах до 25 вольт. Так как на полуавтомате не нужно регулировать ток ему надо менять напряжение. Что мною и было выполнено.
Для начала нам надо собрать блок питания который будет питать шим генератор и драйвера ключей.
Вот собственно и схема блока питания, она не сложная и думаю не буду вдаваться в подробности и так все понятно.
Принцип работы инвертора
Работа инвертора заключается в следующем. Из сети 220 вольт поступает на диодный мост и выпрямляется потом происходит зарядка конденсаторов большой емкости через токоограничивающий резистор R11.Если бы не резистор то произошел бы сильный бах из за чего выйдет из строя диодный мост. Когда конденсаторы зарядились, таймер на VT1,C6,R9,VD7 включает реле К1 тем самым шунтирует токоограничительный резистор R11 и напряжение в это время на конденсаторах нарастает до 310 вольта. и в это же время включается реле К2 который размыкает цепь резистора R10, который блокирует работу ШИМ генератора собранного на микросхеме UC3845. Сигнал с 6 ноги ШИМ генератора поступает на оптроны через резисторы R12,R13. Далее проходя через оптроны HCPL3120 на драйвера управления силовыми IGBT транзисторами которые запускают силовой трансформатор. после трансформатора выходит большой ток высокой частоты и поступает на диоды тем самым выпрямляется. Контроль напряжения и тока выполнены на оптроне PC817 и токовом датчике построенный на ферритовом кольце через который пропущен провод силового трансформатора.
Начало сборки работы инвертора
Саму сборку можно начинать как угодно. Я лично начинал собирать с самого блока питания,который должен питать шим генератор и драйвера ключей. Проверив работоспособность блока питания она у меня заработала без каких либо доработок и настроек. Следующим этапом я собирал таймер который должен блокировать шим генератор и шунтировать токоограничительный резистор R11, убедившись в его работе, он должен включать реле К1 и К2 в течении времени от 5 секунд до 15 секунд. Если таймер срабатывает быстрее чем нужно то надо увеличить емкость конденсатора С6. После чего я начал сборку шим генератора и драйвера силовых ключей в шим генераторе есть один недочет с резисторами R7 он должен иметь сопротивление 680 Ома R8 1,8ома и конденсатор C5 510p C3 2200p также убедившийся в правильной сборке выставил первоначальную частоту в 50 кГц с помощью резистора R1. При этом сигнал формированный шим генератором должен быть строго прямоугольным 50/50 и ни каких всплесков и выбросов из краев прямоугольников показанные на осциллограмме осциллографа. После я собрал силовые ключи и подав напряжение минус 310 вольт на нижние силовые ключи. плюс верхних силовых ключей я подал питание плюс 310 вольт через лампочку 220 вольт 200 ватт на самой схеме не показано, но надо в питание силовых ключей плюс и минус 310 вольта добавить конденсаторы 0,15мкФ х 1000 вольт 14 штук. это нужно для того чтобы выбросы который будет создавать трансформатор уходили в цепь питания силовых ключей ликвидируя помехи в сети 220 вольта. После чего я начал собирать силовой трансформатор а начиналось у меня все так. Я не знаю какой материал феррита намотал пробную обмотку например 12 витков из медной проволоки 0,7 мм диаметром покрытый лаком включил его между плечами силовых ключей и запустил схему убедившийся что лампочка горит в пол накала чуть чуть подождав примерно 5 или 10 минут выключил схему из розетки дав разрядиться фильтрующим конденсаторам чтобы током не стукнуло проверил сам сердечник силового транса он не должен нагреваться. Если он нагрелся я увеличил число обмоток и таким образом я дошел до 18 витков. И так я намотал трансформатор с расчетом сечений которые написаны на схеме.
Настройка и первый запуск инвертора
Перед настройкой и первым пуском еще раз проверяем в правильной сборке. Убеждаемся в правильной фазировке силового трансформатора и датчика тока на маленьком кольце. Датчик тока обычно подбирается количество витков провода чем больше витков тем больше выходной ток, но не стоит пренебрегать из за того, что можно перегрузить силовые ключи и они запросто могут выйти из строя. В этом случае если не знать материал феррита лучше всего начать с 67 витков и постепенно увеличивать количество витков до достаточной жесткости дуги при сварке. Например у меня вышло 80 витков, при этом у меня не грузится сеть, не греются силовые ключи и естественно нет шума от силового трансформатора и дросселя на выходе.
Кнопку пуска полуавтомата который находится на рукаве горелки нужно сделать в разрыв термодатчика перегрева.И еще чуть не забыл на выходе силового трансформатора когда настраиваете всю систему без оптрона обратной связи конденсатор 220мкФ тоже должен быть временно снят, чтобы не превысить выходное напряжение и при этом на выходе при таком раскладе напряжение должно быть не больше 55 вольта если оно достигает 100 вольта или больше желательно уменьшить количество витков например отмотать 2 витка, чтобы получить нужное нам напряжение после того можно ставить конденсатор и оптрон обратной связи. Резистор R55 - это регулятор напряжения R56 резистор ограничения максимального напряжения его лучше припаивать в плате рядом где оптрон чтобы избежать скачка при обрыве регулятора и подбирать его в сторону увеличения сопротивления до нужного максимального тока я например сделал до 27 вольта. Резистор R57 подстроечный под отвертку для подстройки минимального напряжения например 7 вольт.
Читайте также: