Сварочный аппарат тир 315 схема
Обновлено: 19.09.2024
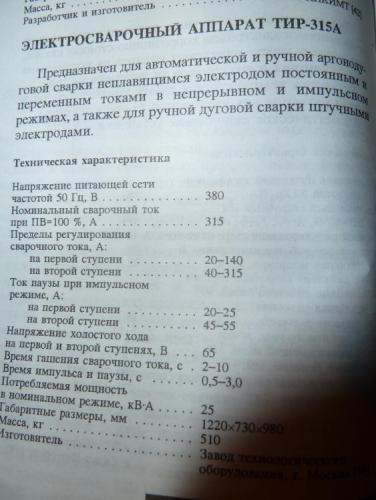
Источник питания предназначен для аргонодуговой сварки неплавящимся электродом на постоянном токе прямой полярности, для сварки алюминия и его сплавов на переменном токе прямоугольной формы и для сварки штучными
электродами на постоянном и переменном токе. Все виды сварки могут выполняться как в непрерывном, так и в импульсном режиме.
Источник (рис.5.20) является устройством питания параметрического типа, и не имеет внешних обратных связей. В состав источника входят: силовой блок тиристоров (V1-V4), силовой трансформатор Тр1 с малым магнитным рассеянием, имеющий жесткую внешнюю характеристику; регулятор тока, представляющий собой дроссель насыщения Др1, работающий в режиме вынужденного намагничивания и имеющий раздельные рабочие обмотки, коммутируемые тиристорами; импульсный стабилизатор горения дуги переменного тока; осциллятор Рр, регулятор снижения сварочного тока в конце сварки; элементы управления, индикации и охлаждения. Источник снабжен двумя переключателями, предназначенными для переключения диапазонов тока (S3), и режимов работы (S4), выключателя (S5) для включения и отключения осциллятора, автоматическим выключателем (QF), тумблером (S6) выбора режима "импульсный" - "непрерывный", устройством управления длительностью импульса и паузы. Силовая цепь источники снабжена автоматической защитой и коммутирующей аппаратурой (QF и KI).

Рис.5.20. Упрощенная принципиальная схема ТИР – 300ДМ1
Регулирование сварочного тока ступенчато-плавное. Источник питания обеспечивает высокую стабильность горения дуги как в установившемся, так и переходном режимах. Источник поддерживает заданное значение сварочного тока в пределах рабочего участка внешней характеристики с точностью, определяемой крутизной характеристики, при относительно медленно изменяющихся возмущениях, как со стороны дуги, так и со стороны питающей сети. При возбуждении дуги как контактным, так и бесконтактным методами (осциллятором) ток дуги плавно увеличивается с 5 А до заданной величины за время, около 0,4 с. Спадание тока при гашении дуги происходит по линейному закону, что позволяет более равномерно снижать тепловложение в сварочный шов. В источнике это реализовано достаточно простым путем из-за малой мощности, затрачиваемой на управление сварочным током в дросселе с раздельными рабочими обмотками, благодаря тому, что коэффициент усиления по мощности у примененного дросселя равен 2000.
Порядок работы схемы следующий: при включении автоматического выключателя QF и при закрытой дверке источника (конечный выключатель SK замкнут) подается питание на первичные обмотки трансформатора управления Тр2 и вспомогательного Тр6. При нажатии кнопки "Пуск" (S2) включается реле К2 и своими замыкающими контактами K2.1 шунтирует кнопку S2, К2.2 включает реле К3, которое в свою очередь замыкающими контактами K3.I включает контактор K1. Контактор подает питание на силовой трансформатор Тр1 и одновременно запитывает систему управления источником. На выходных клеммах источника появляется напряжение холостого хода. При включенном тумблере S5 подается питание на трансформатор Тр4 осциллятора. Происходит колебательный разряд конденсатора CI5 на импульсный трансформатор Тр3, через разрядник FV. Возбуждается электрическая дуга. Ток сварки задается блоком задания и регулирования тока и положением переключателя ступеней S3. При возбуждении дуги резко увеличивается переменная составляющая на дросселе Др1, срабатывает реле дуги K4, которое своими размыкающими контактами К4.1 отключает питание от трансформатора осциллятора. Одновременно К4.2 подает питание на импульсный стабилизатор горения дуги переменного тока.
В режиме непрерывной сварки блок задания и регулирования тока источника задает опорное стабилизированное напряжение и подает в цепь: R16, дроссель Др2, обмотку управления насыщения ДрН2 и ДрН1. Величина тока в этой цепи определяет величину тока дуги при работе на первой ступени до 150 А, а при работе на второй ступени −до 300 А. При окончании сварки, т.е. при нажатии на кнопку S1 "Стоп", система управления осуществляет плавное снижение сварочного тока для заварки кратера.
При сварке на переменном токе в полупериоды обратной полярности в сварочный контур вводятся импульсы стабилизации посредством импульсного трансформатора Тр3 для устойчивого возбуждения дуги. На трансформаторе ТрЗ имеется обмотка смещения (к2,н2), в которую через резистор R11 и дроссель ДрЗ подается ток смешения. Величина тока устанавливается резистором R11. Обмотка смещения необходима для перемагничивания сердечника импульсного трансформатора ТрЗ после трансформации импульса стабилизации, подаваемого на обмотку н3, к3. Импульс стабилизации получают путём разряда конденсатора С11 через L1, обмотку ТрЗ (н3, к3) и тиристор V26. Тиристор V26 включается при смене знака напряжения на выходе источника. Элементы токоограничения и знакоразделения тока управления тиристора: R12, V24, V25. Дроссель насыщения ДрН3 шунтирует цепь запуска во избежание ложного срабатывания тиристора. Разряд и заряд конденсатора С11 происходит в разные полупериоды сетевого напряжения. При работе в импульсном режиме с блока задания времени импульса и паузы в блок задания и регулирования тока поступают команды, которые изменяют ток в дросселе Др2 и обмотках насыщения н3, к3 ДрН2 и ДрН1, изменяя угол поджигания силовых тиристоров V1- V4.
Стабилизация и регулирование величины тока дуги осуществляется дросселем насыщения с раздельными рабочими обмотками в режиме вынужденного намагничивания (V1- V4; ДрН1, ДрН2, Др2).
Стабилизатор тока на базе дросселя насыщения с раздельными рабочими обмотками универсален и используется при сварке как на постоянном, так и переменном токах. Выбор режима осуществляется введением нагрузки (дуги) в цепь переменного или в цепь постоянного тока тиристорного моста (V1- V4) посредством переключателя S2.
При работе источника на переменном токе в диапазоне токов до 150 А переключатели S3 и S4 занимают положения, которые указаны на схеме (см. рис. 43). В полупериоды положительной полярности ток проходит по следующей цепи: начало вторичной обмотки н2 Tp1-V2-Др1(н1,к1)-S3-Др1(н2,к2)-S4-V3-ДрН1(н4,к4)-ДрН2(к4,н4)-ДрН1(н5,к5)-ДрН2(к5,н5)-S3-S4-дуга-Тр3(к1,н1)-4-Тр1(к2). В полупериоды отрицательной полярности -Тр1(к2)-S4-Тр3(н1,к1)-дуга-S4-S3-ДрН2(н5,к5)-ДрН1(к5,н5)-ДрН2(н4,к4)-ДрН1(к4,н4)-V4-Др1(н1,к1)-S3-Др1(н2,к2)-S4-V1-Тр1(н2). При сварке в диапазоне токов от 150 А до 300 А переключатель S3 устанавливается в положение II.
При сварке на постоянном токе переключатель S4 устанавливается в положение II. В положительную полуволну переменного тока сварочный ток проходит по следующей цепи: Тр1(н2)-V2-Др1(н1,к1)-S3-Др1(н2,к2)-S4-дуга- Тр3(к1,н1)-S3-V3-ДрН1(н1,к1)-ДрН2(к4,н4)-S3-S4-Тр1(к2). В отрицательную полуволну сварочный ток проходит — Тр1(к2)-S4-S3-ДрН2(н4,к4)-ДрН1(к4,н4)-V4-Др1(н1,к1)-S3-Др1(н2,к2)-S4-дуга-Тр3(к1,н1)-S4-V1-Тр1(н2).
Схема дросселя насыщения c раздельными рабочими обмотками состоит как бы из двух, связанных функционально, частей: силового выпрямителя, выполненного по мостовой схеме на тиристорах V1-V4, в цепь постоянного тока которого включена линейная индуктивность Др1; маломощного дросселя насыщения, (ДрН1, ДрН2), рабочие обмотки, которого разделены на токовые н4, к4; н5, к5 и напряжения н1, к1; н2, к2.
Насыщенному (под действием тока управления в обмотках н3,к3) состоянию сердечников дросселей соответствует режим поочередного включения плеч выпрямительного моста V1-V4 в начале каждого полупериода сетевого напряжения. При этом происходит увеличение тока, проходящего через дугу и реактор Др1. При достижении значения тока нагрузки, соответствующей равенству ампервитков обмотки токовой и обмотки управления, которые в данный момент времени направлены встречно, сердечник выходит из состояния насыщения.
Дроссель насыщения характеризуется теперь режимом трансформатора тока, одна из вторичных обмоток (н3.к3) нагружена на индуктивность Др2. Переменная составляющая тока трансформируется и выделяется на Др2 в форме напряжения второй гармоники, совпадая с напряжением на индуктивности Др1, отличаясь только по величине. Такие же по форме напряжения наводятся и на обмотках напряжения н1, к1, ДрН1, н2, к2 ДрН2. При насыщении соответствующего сердечника трансформация исключается, напряжение становится равным нулю, что соответствует включению очередной пары тиристорного моста.
Функционально параметрическое регулирование возложено на маломощный дроссель насыщения ДрН1, ДрН2, работающий как синхронный коммутатор переменного напряжения. Тиристоры синхронно и синфазно повторяют режим работы дросселя насыщения, переключают основную индуктивность Др1 в цепи нагрузки и контролируют режим набора и отдачи энергии индуктивности в сеть, сохраняя ток в индуктивности на заданном, по цепи управления дросселя насыщения, уровне. Тиристоры снабжены защитными RC цепями (CI-C4, R5-R8).
помогите найти схему тир315а
Впрочем у меня осталась фото схемы но "портянка" схемы очень велика по размерам и на нем мелко получилось.




Скажите,какое фото из предоставленных Валерием Вас интересует,я его постараюсь отсканировать.
Скажите,какое фото из предоставленных Валерием Вас интересует,я его постараюсь отсканировать.
Хорошо,попрошу человека.Я в командировку скоропостижно умчался.
Удовольствие от высокого качества длится дольше чем радость от
Вы попробуйте на ПК сохранить фотки и потом их можно увеличить частями и изучать . Оригинал фотки позволяют это делать , не знаю как на форум они ужимаются или нет.
Вы попробуйте на ПК сохранить фотки и потом их можно увеличить частями и изучать . Оригинал фотки позволяют это делать , не знаю как на форум они ужимаются или нет.
такто так но мне распечатать надо на работе пк нет а электрик без схемы отказывается чинить этот музейный экспонат
Но я не знаю , наверное на флешку сохраните и сходите если есть где печатают рекламу или что то подобное я думаю они увеличат формат и все получиться. Фотки схемы делал на полу и плитка на нем 300х300мм , и на фото видно что "толмут" примерно размещается на трех плитках и это равно 900х900мм примерно и есть оригинал формат схемы.
Но я не знаю , наверное на флешку сохраните и сходите если есть где печатают рекламу или что то подобное я думаю они увеличат формат и все получиться. Фотки схемы делал на полу и плитка на нем 300х300мм , и на фото видно что "толмут" примерно размещается на трех плитках и это равно 900х900мм примерно и есть оригинал формат схемы.
распечатать я и дома могу и увиличить только там качество фоток неочень на бумаге непонятно получается
. распечатать я и дома могу и увиличить только там качество фоток неочень на бумаге непонятно получается
Тогда подождите Олега , и я думаю он вам частями снимет с более высоким разрешением и распечатаете . Или сканирует может быть на большой машине и вышлет , в общем с ним решите это .
Сварочное оборудование
Симферопольский электромашиностроительный завод
Регулятор цикла сварки типа РЦС-301, РЦС-301УХЛ4
Паспорт 2ДЯ.389.167 ПС
Функциональная схема
Схема электрическая принципиальная
г. Симферополь, 1980 г.
Формат djvu
Регулятор цикла сварки типа РЦС-301 предназначен для регулирования времени и управления последовательностью действий машин контактной точечной сварки, имеющих тиристорный контактор и пневматический клапан постоянного тока
1 304 раза скачали
Обновлено 04.08.2011 18:17
УДАР-300, УДАР-500 - установки для дуговой сварки в среде защитных газов. Паспорт (djvu)
В одном файле:
1. Установки электросварочные для дуговой сварки в средезащитных газов типа УДАР-300, УДАР-300 -1, УДАР-300 -2 и УДАР-500, УДАР-500-1
Описание и Инструкция по обслуживанию
Москва, 1963 год
Электросварочные установки типа УДАР предназначаются для ручной дуговой сварки переменным током алюминия и его сплавов неплавящимся (вольфрамовым) электродом в защитной среде инертных газов (аргона).
2. Паспорт на горелку "Звездочка" VI
Московский экспериментальный завод гелиевого машиностроения
Горелка «Звездочка» VI предназначена для ручной ацетилено-кислородной сварки, лайки и нагрева изделий из черных и цветных металлов малых толщин. Горелка «Звездочка» VI по основным параметрам соответствует типу Г2 ГОСТ 1077—69 и ГОСТ 5.1919—73 на горелку со Знаком Качества.
3. Тиратрон ТГИ1-400/3,5
Тиратрон ТГИ1-400/3,5 с оксидным катодом косвенного накала, наполненный водородом, предназначен для работы в импульсном режиме в различных радиотехнических специальных устройствах.
4. Тиратрон прямого накала типа ТГ1-2,5/4 ГОСТ 7952-68
Тиратрон прямого накала типа ТГ1-2,5/4 предназначен для использования в релейных и выпрямительных режимах различных электротехнических и радиотехнических устройств
1 280 раз скачали
Обновлено 30.07.2011 06:20
МТ-604, МТ-604У4 - машина точечная пневматическая для контактной точечной сварки деталей из низкоуглеродистой стали. Паспорт, 1984 (djvu)
Машина точечная пневматическая типа МТ-604, МТ-604У4
Паспорт, 1984 год
Формат djvu
Машина точечная пневматическая типа МТ-604У4 предназначена для контактной точечной сварки деталей из низкоуглеродистой стали.
1 918 раз скачали
Обновлено 28.07.2011 14:47
Полуавтомат сварочный А-1197Ф типа ПДФ-501У3, А-1197Г типа ПДГ-513У3
Полуавтомат сварочный А-1197Ф типа ПДФ-501У3, А-1197Г типа ПДГ-513У3
ПАСПОРТ
скан страниц в архиве RAR. Скажите мысленно "спасибо".
611 раз скачали
Akai TE-7162GA - сварочный аппарат инверторного типа. Руководство по эксплуатации (pdf)
107 раз скачали
Обновлено 02.07.2011 20:34
ВДУЧ-16 - выпрямитель дуговой универсальный частотный (схема)
Выпрямитель дуговой универсальный частотный ВДУЧ-16 (один из первых советских инверторных сварочных аппаратов на тиристорах Харьковского обьединения "Комунар").
1фазный на 220 вольт.
1.Схема в формате PDF (выполнена уже в графической компьютерной программе).
2.Схема и спецификаций в формате и djvu ( сканированная версия заводского паспорта).
3. Фото платы управления с настройками.
4. Паспорт.
5. Схема по которой выпускалась часть аппаратов ( много изменений и упрощений).
Ремонт ТИР-315
Пришла нам заявка на тестирование и ремонт советского сварочника ТИР-315. Но завод находится в городе Сергиев Посад. Нам из Питера ехать не с руки. Если кто есть поблизости от Сергиева Посада и сможет взяться за ремонт, то мы можем скинуть координаты и контакты.
Мы производим маски сварщика, поставляем и ремонтируем сварочное оборудование.
Запчасти и расходники для инверторного сварочного оборудования ведущих мировых производителей.
Хороший аппарат, только устарел он всё же морально. Хотя для завода - неубиваем почти.
Но далековато. Да и отпуск завтра.
Хороший аппарат, только устарел он всё же морально. Хотя для завода - неубиваем почти.
Но далековато. Да и отпуск завтра
Зачем тогда писать если и далеко, и нет возможности? Просто прокомментировать аппарат?
Это удалось. И настроение, и увидят
Старенький он уже, время затраченное на поиск беды + стоимость запчастей = китайскому аппарату. Проще уж в самом городе искать, точнее там должны быть мастерские.
Для завода это экономически выгодно будет.
А лучше взять аппарат новый и получать удовольствие от работы и место дополнительное высвободится - цветмет -чермет в 500 кг это круто. Пара таких и уже тонна.
Это как ламповый телевизор ремонтировать. не интересно, не перспективно, а выкинуть жалко.
зарабатываем и получаем удовольствие от процесса.
Это конечно так, но у завода свои резоны раз хотят ремонтировать. Если б кто мог из местных, то нам бы не писали заявку на ремонт. Помочь хоцца. Посему и тему эту открыли. Может найдется кулибин поблизости и заводу поможет и денюжку заработает.
Это как ламповый телевизор ремонтировать. не интересно, не перспективно, а выкинуть жалко.
Этот "ламповый телевизор" по надежности даст фору многим "новеньким" , но бывают и они ломаются но как правило после десятилетий интенсивной работы. Да и не совсем он устарел, импульс есть и не плохой , вот бы баланс добавить на переменку и вполне современный будет.
Был у меня адресок человека из Щербинки, он в нем как у себя дома копался, но утерял адресок а ехать к нему (по памяти помню где живет) нет времени
Дам ссылку на завод где делали их, а может и сейчас делают, кстати я свой и покупал прямо с завода в середине девяностых.
ТИР-300 и ТИР-315
Доброго всем дня! Хочу приобрести установку(как написано на "Авито") ТИР-300, технического описания никак не найти, попадается ТИР-315, там хоть написаны пределы регулирования сварочного тока. Так вот, какие различия между этими установками? На одном сайте вычитал, что у ТИР-300 нижний предел от 100А, а у 315-го от 20-ти, так ли это?
У тир 300 регулировка от малых токов (точно не скажу, но где то 20А)
Насколько я понимаю, это вообще аппараты идентичные, просто я как то консультировался насчет 315-го, все нахваливали, минус-только габариты, а тут подвернулся ТИР-300, так вот, я в смятении)
Не смотрел на бирки, возможно работал на обеих моделях--машина знатная конечно.
Я аргоном еще ни разу не варил, но хочется взять сразу что то стоящее и, почему то, уперся в этот "ТИР", кстати, УДГУ-302 хуже, лучше? Просто есть возможность взять вообще за копейки, но хочу, все таки, "ТИР")
На УДГУ не работал (ребята подскажут), но ТИР, это огромная гробина--место в мастерской найдётся ?
Да втромбую, как нибудь) А так, у меня что то наподобие автомастерской под домом, лезет два авто, но тесно,+ подсобка, но с машинами собираюсь подзавязать, хочу просто с железками работать, сварок всяких уже куча, два станка, вот теперь еще "аргон" собирается появиться.
blazen79 Спасибо за ответ! Мои сомнения в приобретении данного аппарата развеяны)!
Тогда спрошу в догонку--почему ТИР ? Функционал у него простенький.
Отзываются о нем хорошо, а такие аппараты как УДГУ, особенно Украинской сборки, "Селма", нуждаются во всякого рода доработках, доделках, капризный, а я-не электрик, в нашем городке нормальных спецов по электротехнике практически нет, а "ТИР" простой и надежный, варит неплохо, у кого интересовался, никто плохого слова не сказал про эту установку, ну разве что габариты и масса. А иностранная техника представлена в основном Китаем. Ну это в двух словах вся информация, что я нарыл и мое мнение(может неверное), да и к тому же собираюсь брать его за 20-25 тыс(почти договорились), импорт, в нормальном состоянии и с нормальными характеристиками не возьмеш-точно.
Тогда лучше ТИР чем китаец за те же 25-30.
Сомневаюсь, что для проведения одной и той же работы на разных аппаратах будет очень большая разница в энергопотреблении, к тому же, думаю, врят ли аппарат будет постоянно работать на полную мощность.
ТИР-300, технического описания никак не найти, попадается ТИР-315,
Похожие и очень надежные аппараты, выпускались и может быть и сейчас выпускаются (точно не знаю) в Москве, но разными заводами. Имеют импульсный режим на AC и DC токах, пульт ДУ, а также могут управляться педалью или с горелки, минус нет газового клапана и вес, но по бетонному полу катаются и разворачивается практически на месте, одним человеком. Мой 315й работает без единой поломки с 1995 года.




Мчится ко мне из Вологды установка))), есть у кого паспорт, схемы? Всю сеть перекопал, безуспешно. Из моих "исследований" понял, разница в 300-ом и 315-ым в "лишних" 15-ти амперах, у 315-го пульт компактнее и имеет какую то) дополнительную кнопку "гашение"(?) и третью "крутилку", который регулирует время затухания дуги, у 300-го-стабильно, автоматом-5сек. Если где неправ-поправте, подкинте документацию.
Схема и перечень деталей к ней. Фото на моем ПК увеличиваются и все видно по детально, но не знаю возможно ли это будет после загрузки на сайт, тогда подсказывайте мне каким образом можно передать без потерь . В паспорте нечего интересного нет, номер аппарата, приемка ОТК, ежегодное осведетельствование.
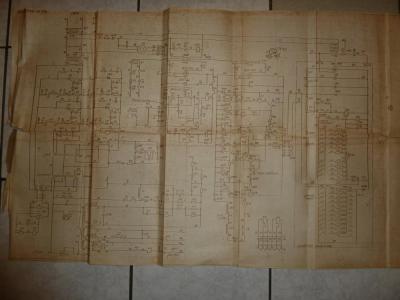
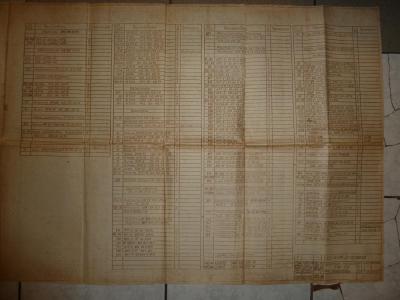
Скопировал, видно все, но маркировка деталей плывет конкретно. схему видно, составлящих-нет. Спасибо и на этом, думаю, грамотный радиотехник должен разобратся, список в придачу.ТИР, все таки, не электронный, с микросхемами. Хотелось бы еще и описание работы с ним, газом, ручной-дуговой, полуавтоматом-варил, про аргон слышал-почти газ, а так, понятия не имею.
А, еще, пишите в личку, может через другой ресурс инфу перекинете(прошу прощения, может чего нарушаю, в плане контактов? я из-за каких то правил с "чипмейкера" вылетел)
Ну вот, сбылась мечта идиота)))!, притащил позавчера аппарат.



Почему идиота? Очень классная вещь. Этот монстр многим современным даст фору. Каков только звук у него при сварке, больше нет такого звука не у кого, неспешный величественный рык тигра, который чувствует свою мощь. А импульс , просто повернул ручку базового и основного тока ( по времени можно в разных положениях) и все готово и продуманный спад подъем тока , так чтобы у сварного не вылетали глаза от мельтишения этого импульса, и не надо не какие % вычеслять . Умели делать однако.
Читайте также: