Сварочный цех на автозаводе
Обновлено: 30.04.2024

От ручного труда на всех операциях к безлюдным автоматическим сварочным линиям.


Александр Климнов, фото автора и Группы ГАЗ
За 85 лет своей трудовой биографии Горьковский автомобильный завод прошел путь
от классической конвейерной сборки по-фордовски к современной системе Toyota Product System со шнуром андон. От ручного труда на всех операциях к безлюдным автоматическим сварочным линиям.
Сегодня АЗ ГАЗ на своих 650 гектарах объединяет не только автостроительные мощности с полным циклом производства: сварка, окраска и сборка, но и многочисленные производства автокомпонентов, включая металлургическое, кузнечное, инструментальное и прессово-рамное, кроме того, здесь же ведется производство арматуры, колес и рулевого управления, в отдельных корпусах располагается производство цветного литья, завод автомобильных агрегатов, а также собственный инженерный центр. Инвестиции в развитие и модернизацию технологической цепочки и обновление модельного ряда составили около $1 млрд. Начиная с 2011 года был создан настоящий парк автокомпонентов, нацеленный на дальнейшее импортозамещение. Производители заинтересованы не только в смежных поставках внутри Группы ГАЗ, но и в расширении номенклатуры и поставках на открытый рынок, что улучшает рентабельность производства.

Внедрение в 2003 году революционной производственной системы ГАЗ, разработанной на основе принципов Toyota Product System позволило за минувшее десятилетие в четыре раза повысить производительность труда, сократить издержки и повысить рентабельность бизнеса. Так вместо 250 человек на главном конвейере осталось всего 90 человек, которые собирают и больше и лучше, чем прежние рабочие, при этом длина конвейерного участка сокращена на 40 метров. Знаменитый шнур экстренной остановки конвейера «андон» также имеется и здесь и, если, работник не справляется с определенной проблемой, то он дергает такой шнур, после чего конвейер останавливается и в течение двух минут он может устранить проблему сам, затем к нему подключается старший мастер, ну, а если задержка превышает 20 минут (по нынешним временам что-то невероятное), то подключается уже сам главный инженер завода. Во всяком случае, качество теперь на ГАЗе в не меньшем почете, чем раньше было количество.
Экскурсия по заводу для журналистов позволила непосредственно взглянуть на важнейшие производства, хотя, из-за дефицита времени удалось посетить лишь важнейшие из них.
Сборочный цех
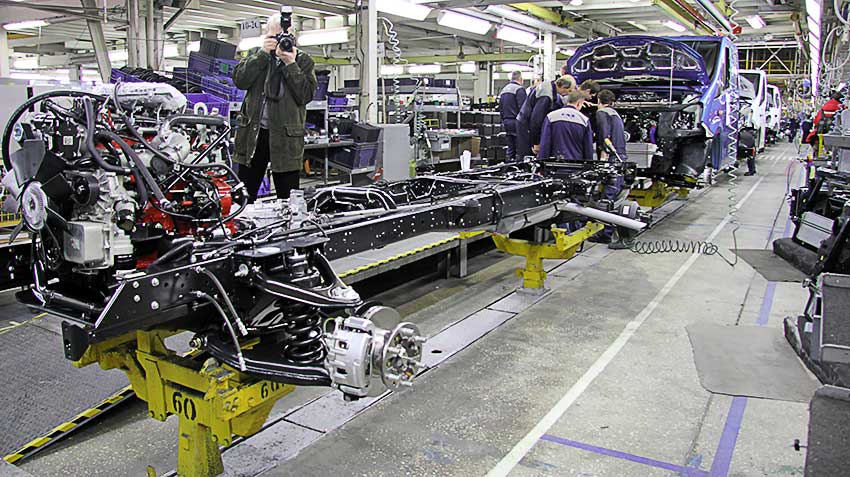
Начнем все же со сборочного цеха как самого знакового для любого автозавода. Главный конвейер находится именно в данном цехе. Окончательная сборка шасси и ЦМФ ведется на четырех нитках, одна из которых отдана сборке ЦМФ Mercedes-Benz Sprinter Classic (здесь нас попросили не снимать, так как права принадлежать Daimler AG). На одной нитке конвейера идут среднетоннажники (LDT) как старой (ГАЗ-33098 и ГАЗ-33088 «Садко» и ГАЗ-33086-74 «Земляк»), так и новые «ГАЗоны NEXT». Кроме того, есть «промежуточная» конвейерная линия сборки непосредственно кабин.

Практически вся линейка среднетоннажников оснащается теперь дизелями или газовыми моторами серии ЯМЗ-53443-10 класса Евро-5 (см. ч1).

По соседней нитке идут бортовые и шасси «ГАЗели» серий «БИЗНЕС» и NEXT. Модели ЦМФ обеих серий собирают на отдельной нитке конвейера.

Большую часть «ГАЗелей» оснащают бензиновыми моторами EvoTech, но есть и дизели Cummins ISF2.8L, преимущественно на NEXTах. Соотношение между «бортовыми» сериями «БИЗНЕС» и NEXT
в течение 2017-го изменилось с 60:40 до 40:60, а в следующем году будет уже 20:80. По ЦМФ соотношение примерно 55:45.
Около 20% процентов грузовиков на конвейере ГАЗа оснащается газобаллонной аппаратурой.

Размерность баллонов под LPG самая разнообразная.

Мосты и выпускную систему удобнее всего устанавливать на перевернутой «на спину» раме.

Кабины из окрасочного цеха перевозят на линию сборки кабин попарно.

Кабинный модуль для «Урал NEXT» после сварки и окраски проходит сборочный конвейер для кабин на ГАЗе и далее отправляется в Миасс на АЗ Урал.

Шасси в комплектации для автобуса Vector NEXT с увеличенной базой и расположением места водителя над передней осью.

На участке Аудита со специальным дневным освещением проходит дефектовка качества лакокрасочного покрытия и прочих явных и скрытых дефектов, после чего автомобили отправляются на 80-километровый пробег по заводскому испытательному полигону и отправляются к заказчикам.
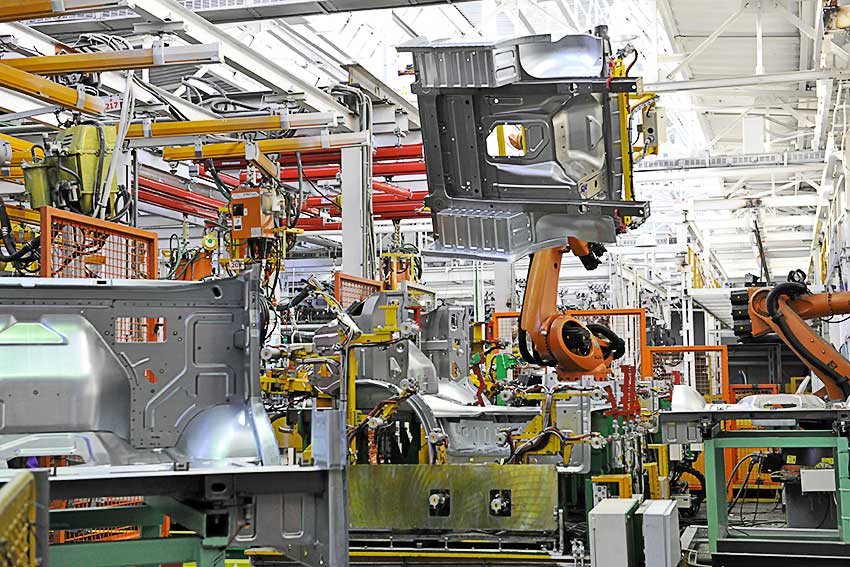
Цех сварки кузовов ЦМФ
В цехе сварки кузовов фургонов и микроавтобусов «ГАЗель NEXT в составе автоматических сварочных линий работают 98 японских роботов Fanuc, причем грузоподъемность самого мощного робота достигает 700 кг.

Роботы делают на кузове фургона «ГАЗель NEXT» 6000 сварочных точек, при этом максимально допустимое отклонение в каждой точке – не более 0,2 мм.

Интеллектуальная управляющая система непрерывно контролирует все основные параметры сварки: силу тока, а также силу и время сжатия сварочных клещей и при необходимости моментально вносит коррективы. Максимальная годовая мощность комплекса составляет до 50 000 кузовов ЦМФ в год.

Качество сварки проверяется в финале по заданным параметрам кузова на координатно-измерительной машине.
Цех сварки грузовых кабин
Хотя непосредственно посетить цех сварки кабин грузовых автомобилей не далось, не упомянуть одно без преувеличения знаковых производств «Группы ГАЗ» невозможно. Кабины здесь делают
как для местных серий «ГАЗель БИЗНЕС», «ГАЗель NEXT», «ГАЗон NEXT», так и кабинный модуль
для миасского «Урал NEXT» – всего 8 типов кабин различных моделей и модификаций проходят сварку на единой поточной линии.
Сварочная линия максимально автоматизирована. Еще при установке основания кабины на линию электроника самостоятельно определяет, какая именно это модель и, соответственно, меняет программу сварки. Отсюда ошибки, связанные с человеческим фактором, просто исключены. Сварку на линии кабин осуществляют 100 роботов немецкого производителя Kuka, на которых возложены 85 % операций. Точность движения «щупальцев» роботов рассчитана с точностью до 1 мм.

Окрасочный комплекс
В окрасочном цехе, оснащенном оборудованием фирмы Eisenmann производится окраска автомобилей «ГАЗель NEXT», «ГАЗон NEXT» и Mercedes-Benz Sprinter. Было интересно сравнить масштаб оцинковки у MB Sprinter Classic и «ГАЗели NEXT».

На отечественной модели оцинкован весь кузов до крыши и значительный объем наиболее подверженных коррозии деталей заменен пластиковыми элементами.

Самый современный в России окрасочный комплекс с 13-ю этапами очистки, промывки
и грунтования поверхностей перед окраской обеспечивает высокое качество подготовки поверхности, грунтования и нанесения лакокрасочного покрытия. Он включает 22 системы кондиционирования, в итоге, позволяющие добиться степени очистки воздуха до 1 микрона.

Внутри рабочей зоны создано повышенное давление воздуха, которое «выдувает» из окрасочных камер даже мельчайшие частички пыли.

Каждый кузов проходит катафорезное грунтование в специальной ванне с полным погружением.
В результате электролитической обработки образуется защитное покрытие, которое более чем
в 15 раз увеличивает устойчивость металла к коррозии.

Шестиосевые роботы французской компании Sames обеспечивают автоматизированную окраску внутренних и внешних полостей. На выходе из цеха производится осмотр кузова и проверка соответствия качества окраски эталонным образцам.

Вручную осуществляется окраска только сложных внутренних поверхностей кузова. Внедрение здесь роботов пока еще экономически нецелесообразно.

Прессово-рамное производство
В штамповочном цехе производятся детали кузовов цельнометаллических фургонов
и микроавтобусов серий «ГАЗель NEXT» и Mercedes-Benz Sprinter Classic.
Автоматизированная линия штамповки класса «А» оборудована многофункциональными шестиосевыми роботами Kuka и прессами со штамповой оснасткой LG. Линия обеспечивает максимальную точность изготовления деталей и высокую производительность. Здесь производятся крупногабаритные детали, в том числе – лицевые панели боковин, основания, сдвижные
и распашные двери.

Основная часть штамповочных панелей произведена на японских автоматических линиях Komatsu и на входящем в периметр ГАЗа заводе штампов и пресс-форм. Математическое моделирование, отработка технологии и разработка конструкции штампов выполнена специалистами ГАЗа совместно с одним из мировых лидеров в сфере инжиниринга производственной оснастки – компанией V-EnS, дочерним подразделением корпорации LG. В цехе установлены 7 прессов
с усилием по 800 тонн. Линия способна выдавать по 6-8 деталей в минуту, а общий вес штамповой оснастки для производства моделей семейства NEXT составляет 9900 тонн.

Объединенный инженерный центр «Группы ГАЗ»
Такой промышленный гигант как «Группа ГАЗ», естественно, создал и крупнейший в России инженерно-конструкторский комплекс, который осуществляет полный цикл работ по созданию автомобилей: разработку концепции, стиля, планирование, прототипирование, моделирование
и испытания, формирование процессов производства, инжиниринг, сертификацию. Центр создан
на базе инженерной службы ГАЗа и объединяет конструкторские службы предприятий «Группы ГАЗ».
В содружестве с ним работает и заводская гоночная команда, участвующая в ралли-рейдах, например, «Шелковый путь».

Обучение и развитие
Конечно, для работы на самом современном оборудовании необходимы и высокопрофессиональные кадры. Так, для освоения современных технологий производства
и профессионального развития работников на Горьковском автозаводе создан Корпоративный университет, на базе которого действует более 400 уникальных учебных программ для повышения квалификации как руководителей и специалистов, так и рабочих по наиболее востребованным специальностям.

Совместные производства комплектующих
Мы также посетили совместное производство BOSAL-ГАЗ, занимающееся выпуском выхлопных систем, включая каталитические нейтрализаторы. СП делает продукцию не только для модельного ряда ГАЗ, но и для компании Volkswagen, причем, последний вполне доволен качеством
и продолжает расширять номенклатуру локализованных изделий. С переходом на стандарт Евро-5 СП ГАЗ-BOSAL осваивает выхлопные системы из нержавеющей стали.

Станок по завальцовке корпусов глушителей.


Стенд по контрольной проверге геометрии выпускной системы

В лаборатории СП проверяется качество наполнителя каталитического нейтрализатора.

Стенд по проверка рабочих качеств нейтрализатора.

Лозунги в поддержку качества впечатляют не меньше самого производства.

С такой номенклатуры СП ГАЗ-BOSAL начинало свою деятельность в конце 2011 года.
Организация работы сварочного цеха
Любой сварочный цех – объект непростой. Чтобы его организовать, придется провести согласования с пожарной охраной и санэпидстанцией, потому что в первую очередь здесь будет присутствовать энергия в чистом открытом виде, а это электричество или огонь от газовой горелки.
Во вторую очередь, все по тем же причинам, здесь будут сложные условия работы. Поэтому очень важно изучить правила организации цеха, строго соблюдать их в процессе всего срока эксплуатации сварочного участка.
С чего начать

Главенствующее значение имеет проектирование сварочных цехов. В чем оно заключается? Здесь несколько позиций, которые будут определять технологический процесс, касающийся сварочных работ, а также сборки узлов и деталей.
В первую очередь надо разобраться с комплектацией. Понятно, что основное оборудование для сварочного цеха – сварочные аппараты (газовые, электрические). Их стоимость определяется объемами проводимых работ.
Если объемы большие, то лучше приобретать профессиональные приборы. Если сварочный цех небольшой, то можно обойтись бытовыми аналогами. Цех для сварки должен быть разноплановым, чтобы собрать как можно больше работы, поэтому стоит подумать о приобретении контактной сварки.
Нельзя забывать о простых на первый взгляд приспособлениях, которые в сварочном цеху будут занимать определенное место. К примеру, верстак или стол для сварки.
Он должен быть правильно организован не только в плане удобства проведения сварочных операций, но и в плане быстрого доступа к дополнительным инструментам, расходным материалам. Тем более, рабочее место сварщика – единый комплекс приспособлений, которыми ежедневно пользуются.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Система вентиляции
Вентиляция сварочного цеха – наиважнейшая составляющая и одно из главных требований организации сварочных цехов. С ее помощью из пространства рабочего места сварщика удаляются тяжелые газы от расплавления металлов и сгорания покрытий электродных стержней.

Многие делают ошибку, устанавливая над верстаком больших размеров зонд, который трубами или гофрами подсоединяется к общей системе вентиляции. Оптимальный и эффективный вариант – установить боковой отвод газов, чтобы они не поднимались выше уровня свариваемых заготовок.
Очень важно сделать точный расчет вентиляционной системы, чтобы обеспечить максимальный отсос воздуха из каждого рабочего места. Вентилятор лучше установить за пределами цеха. Особенно это будет актуально, если сварной цех организуется в гараже.
Небольшое помещение без вентиляции станет местом, где невозможно будет находиться без респиратора или противогаза. Да и СЭС разрешение на эксплуатацию такого плохо оборудованного цеха не даст. Поэтому очень важно не только установить систему вентиляции, но и грамотно рассчитать характеристики вентилятора, особенно мощность прибора.
Плюс правильно распределить воздуховоды, чтобы они не мешали при перемещении крупногабаритных деталей. А значит, придется сделать чертеж с условием грамотного расположения всех элементов системы.
Требования к помещению
Кроме всех вышеописанных требований, которые в основном касаются техники безопасности, есть дополнительные правила и нормы. Одно из основных – прочность и твердость пола в сварочном цеху. Он должен быть отделан нескользящим огнестойким материалом.
У каждого сварщика должно быть свое рабочее место площадью не менее 2 м 2 . Работать в нем двух сварщикам запрещается.
Хотя если сварочный цех небольшой, то можно верстак поделить и на двоих с одним условием – между сварщиками надо установить перегородку из негорючего материала. Обычно ее делают из листового металла.

Очень важна цветовая отделка сварочного цеха, особенно когда процессы проводят электросваркой. Блики и отсветы могут помешать рабочим. Основной цвет окраски – желтый, белый или серый. Что касается краски, то лучше использовать белила из цинка или титана.
Структурные элементы
Очень важно правильно подходить к структуре сборочно-сварочного цеха. Это производственное помещение, в котором проводятся различные операции с использованием широкого ряда разноплановых материалов.
Кроме основного цеха в структуру производства должны входить складские помещения: для металла, для расходных материалов.
В заготовительном отделе металл подготавливают к работе: проводят резку под заданные размеры, зачистку, шлифовку и прочее. Далее продукция поступает на промежуточный склад, где собираются заготовки по позициям.
Затем идет основной цех, где производится сборка, сварка деталей и узлов в единую конструкцию. Последний отдел в структуре – склад готовой продукции.

По понятным причинам в небольших сварочных цехах такое не организовать, но этого и не надо. К примеру, промежуточный склад здесь ни к чему, то же самое касается заготовительного цеха.
Как показывает практика, все операции проводятся обычно в одном помещении. А готовую продукцию хранят или на улице под навесом, или выдают тут же на руки заказчику.
Описание структуры со складами – достаточно большой комплекс, который может располагаться под одной крышей или в разных зданиях. В таких условиях не обойтись без продуманной организации логистики, позволяющей сэкономить на транспортных средствах.
В новых производствах стараются сварочные цеха расположить по блочному или модульному принципу. Вся структурная цепочка располагается на одной линии с необходимой последовательностью перемещения, начиная от исходных материалов, заканчивая готовой продукцией.
Отношение потребителей к сварочным цехам практически однозначное – это пыльное помещение, в котором работают люди в запачканных спецовках. Но не стоит думать так обо всех цехах.
Новые требования и правила представляют собой новый подход к грамотной организации труда, где в первую очередь ставка делается на человека, на его профессионализм, на то, в каких условиях он работает. От этого во многом зависит результат.
Сварочное производство
Производство сварочных работ необходимо практически на любом предприятии. Человек, выбравший такую нелегкую специальность, должен быть готов к тому, что ему придется овладевать необходимыми для этого знаниями и подкреплять их практическими навыками. Это вознаградит его хорошим заработком и постоянной востребованностью.
Организация и планирование сварочного производства являются целой наукой, которую надо изучать внимательно и с уважением.

Обучение профессии сварщика
Сварщик - это профессия, предполагающая усиленное мышление при исполнении работ, умение принимать нестандартные решения. Тем не менее, главную роль играют именно рабочие специальности. Необходимым является обучение основам сварочного производства на этом уровне.
Специальность знатока сварочного производства можно получить, окончив предназначенные для этого курсы. На них преподаются основы сварочного производства, включая теорию и практические занятия. Такую профессию можно также приобрести в колледже или техникуме, где имеются соответствующие факультеты.
Программы на курсах включают в себя:
- Обучение оборудованию и технологии сварочного производства.
- Принципы электродуговой сварки.
- Сварку полуавтоматом.
- Газовую сварку и резку металлов.
- TIG сварку.
- Сварку аргоном.
- Виды дефектов, их контроль и методы исправления.
- Правила безопасности и оказание первой медицинской помощи.
После прослушивания лекций происходит практическое обучение под руководством опытных мастеров-преподавателей. Занятия являются групповыми. Для поступления на курсы необходимо иметь минимальное образование в объеме 9 классов. На курсах также можно повысить уже имеющийся разряд. Возможна переподготовка. Например, мастер по газовой сварке может приобрести более престижную профессию сварщика-аргонщика.
После окончания занятий наступает время экзамена, где комиссия оценивает полученные знания. При положительном решении ученику выдается удостоверение, в котором указывается присвоенный разряд. Техник сварочного производства может иметь разряд от 1 до 6.
Для получения высшего образования по сварке придется закончить высшее учебное заведение соответствующего профиля. Инженер-сварщик должен обладать более глубокими познаниями в этой области. Кроме этого в его обязанности входит общее руководство процесса на всех этапах, поэтому он должен обладать организаторскими способностями. В программу его обучения входят различные дисциплины, дающие знания и расширяющие его кругозор.
Высшее образование по сварочному производству дает право выполнять следующие работы:
- Осуществлять собственные разработки и внедрять их в производство.
- Активно участвовать в подготовительных работах. Производить закупку необходимых расходных материалов и оборудования.
- Осуществлять контроль над ходом технологического процесса и выполнением существующих правил.
- Контролировать экономичность расходного материала.
- Следить за выполнением правил безопасности.
- Правильно выбирать оборудование и обеспечивать правильность его эксплуации.
- Выбирать необходимые режимы для конкретного вида сварочной работы.
- Участвовать в контроле качества получившегося сварного шва.
После получения профессии, связанной с оборудованием и технологией сварочного производства кем работать - имеется широкий выбор. В высшем учебном заведении можно получить профессии инженера и технолога-сварщика. Инженеры и технологи обязаны выполнять обязанности, указанные в их должностных инструкциях.
Если сварщику предстоит выполнение новых для себя работ, то необходима его дополнительная подготовка в плане обучения. Поскольку конкуренция в этой области не является слишком большой со временем можно сделать карьеру и вырасти до более высокой и хорошо оплачиваемой должности.
Список учебных заведений, обучающих этой профессии достаточно велик. Они находятся во многих крупных городах России.
Организация сварочного производства
Грамотная организация сварочного производства является залогом успеха. При ее неправильном проведении могут пропасть все усилия и материальные затраты.
Имеются разные виды объектов, на которых осуществляются сварочные работы. Это может быть специальный цех на предприятии, который обслуживает все другие отделы, или обособленно стоящий завод, куда привозят детали для их сварки. Если необходимо произвести сварку на открытом воздухе, например, трубопроводов, то осуществляется выезд на место со всем необходимым оборудованием. Такой вариант является более сложным и зависит от погодных условий.
Сварка в цеховых условиях является более универсальной. Имеется возможность выполнения работ любой сложности. Более того, тем же оборудованием можно выполнять не только сварке, но резку металла. Правильная организация сварочного участка является необходимой ступенькой, позволяющей получить необходимый результат при сварочных работах.
Существуют требования, которые предъявляются ко всем перечисленным вариантам, включая безопасность и экологичность.
При организации необходимо выполнение всех правил производства сварочных работ. В первую очередь это касается оборудования и технологии сварочного производства. Современное техническое оснащение, механизация и автоматизация, правильное составление технической документации являются неотъемлемой частью современного производства.
Грамотная организация и привлечение квалифицированных специалистов всех уровней являются основой, на которой будут успешно осуществлены эти востребованные во всех областях работы.
Функции сварочного производства
Основные функции сварочного производства состоят в следующем:
- Технологическая подготовка производства. Организация сварочного производства и управление процессом.
- Приобретение необходимого оборудования для сварки и его ремонт при выходе из строя.
- Проведение заготовительных операций сварочного производства.
- Приобретение необходимых расходных материалов в нужном количестве.
- Контроль за соблюдением установленных сроков обеспечения всем необходимым для производства.
- Учет материальных ресурсов.
К основным задачам сварочной службы относятся:
- Участие в проектировании узлов и деталей конструкций с точки зрения технологичности их выполнения. Если чертежи выполняются сторонней организацией, то необходимо их согласование.
- Разработка технологических процессов.
- Выпуск технических заданий на проектирование и изготовление технологической оснастки.
- Составление графиков проводимых работ.
- Контрольные испытания.
- Осуществление входного контроля приобретенных материалов и оборудования.
- Обучение сварщиков и их периодическая аттестация.
- Освоение прогрессивных методов и их внедрение в производство.
- Поэтапный контроль за выполнением сварочных процессов.
- Обеспечение качества получаемых результатов.
- Снижение себестоимости производимых работ и повышения производительности труда.
К основным задачам можно отнести также общее повышение культуры сварочного производства и улучшение условий труда сварщиков.
Разработка технологического процесса
Разрабатывать технологический процесс имеют право работники, обладающие специальностью по оборудованию и технологии сварочного производства. Оно должно соответствовать правилам нормативного документа ЕСТД. При этом необходим учет типовой документации.
Техпроцесс является отдельным документом. Также он может входить как составная часть в общий техпроцесс всей конструкции, включающий также сборочные и монтажные работы.
Содержание документа, представляющего собой технологический процесс:
- требования к сборке перед сваркой;
- требования к материалам, подлежащим сварке;
- наличие соответствующей квалификации сварщиков, инженеров и технологов;
- режимы сварки;
- обеспечение безопасности;
- вид оборудования для осуществления сварки;
- необходимая технологическая оснастка;
- необходимость термообработки, ее режимы и необходимое для этого оборудование;
- количество исполнителей;
- массу металла для наплавки;
- методы контроля качества сварных швов.
При разработке технологического процесса необходимо учитывать материальные возможности предприятия, осуществляющего такие работы.
Правильно оформленный технологический процесс, имеющий все необходимые подписи, является официальным документом, требования которого подлежат обязательному выполнению. Место хранения этого документа на предприятии - отдел главного технолога.
Проект производства сварочных работ
К числу необходимых для сварки документов относится проект производства сварочных работ (ППСР). Он разрабатывается на основе имеющихся нормативных документов.

Документу присваивается идентификационный номер.
Такое задание могут выполнить за определенную плату сторонние организации при условии предоставления им всех необходимых для этого сведений. В этом случае привлекаются специалисты этого дела, имеющие 3-й или 4-й уровень квалификации, а также аттестацию НАКС.
Назначением ППСР является описание следующих моментов:
- порядок, в котором происходит организация сварочного участка;
- количество необходимых постов и их комплектация;
- предполагаемые сроки, в которые должны уложиться сварочные работы;
- графики дат поставки необходимых материалов;
- требования к экологической безопасности проводимых работ;
- требования охраны труда и безопасности.
В документе указываются выбранные технологии. Также указываются методы контроля качества сварных соединений.
Составление ППСР на конкретную работу необходимо, поскольку существующие нормативные материалы не могут охватить все многообразие существующих вариантов сварочных работ. Создание индивидуального плана облегчит осуществление этого рода деятельности. Тем не менее, необходимо придерживаться основных требований официальных нормативных документов.
Образец проекта производства сварочных работ поможет правильному его оформлению. В состав ППСР должны входить обязательные разделы, начинающиеся с введения и заканчивающиеся требованиями к безопасности, как пожарной, так и экологической. Помимо этого в документе в различных разделах должно иметься описание конструкции, методы входного контроля, необходимая квалификация сварщиков, методы контроля результатов, применяемое оборудование, выбор расходных материалов, последовательность проведения операций, методы исправления обнаруженных дефектов.
Пример проекта производства сварочных работ:

Оформление происходит на чертежных листах установленного размера. Необходимо правильное заполнение имеющегося внизу штампа. В текстовой части перечисляются требования, предъявляемые к сварным работам.
Сварочная разводка
Как правило, сварочное производство развивается постепенно. Начинается с одного или нескольких сварочных постов, состоящих из сварочного аппарата и одного баллона с газом под давлением. Через некоторое время количество таких сварочных постов может увеличиться, что начинает вызывать определенные проблемы.

Решением этих проблем является сварочная разводка на предприятии. Она представляет собой централизованную подачу газа для сварочных работ. Баллоны отменяются, их заменяет трубопровод, по которому течет газ для сварки. Он имеет ответвления на каждый сварочный пост. Это дает большие преимущества:
- отпадает необходимость в постоянной проверке наполненности каждого баллона в отдельности благодаря автоматическому переключению;
- наличие ротаметров на каждом посту дает возможность регулировать поток газа;
- благодаря выносу тары с газом за пределы зоны, где происходят сварочные работы, увеличивается их безопасность;
- при установке газового смесителя появляется возможность регулировать состав в смеси газов;
- отпадает необходимость возвращать не до конца израсходованные баллоны, когда в них отпадает необходимость;
- решается вопрос о заказе новых баллонов, их подсоединении и хранении.
Имеется ограничение - давление сжиженного газа не должно превышать 150 кПа. Иначе появляется необходимость в установке сетевого редуктора, который снижает давление газа при подаче его на сварочный пост.
Механизация производства
Механизация сварочного производства является современным методом улучшения сварочного процесса. Это позволяет высвобождать лишних исполнителей и обходиться их минимальным количеством. Механизация сварочных работ уменьшает ошибки, которые могут допускать даже весьма квалифицированные сварщики. Немаловажным фактором является значительное повышение производительности труда.
Один из основных способов механизации - использование в качестве сварочного оборудования инверторов. Это не требует неоправданно высоких затрат, зато значительно повышает качество результатов сварки. Обучение, как правильно пользоваться этим аппаратом, много времени не занимает.
При механизации дуговой сварки новшество может заключаться в механической подаче в рабочую зону присадочных материалов, защитных газов. К преимуществам относится своевременная подача, повышается возможность непрерывной сварки. Для обеспечения непрерывности горения дуги можно использовать механизмы для перемещения сварочного оборудования. Это особенно важно при большой длине наложения шва.
Механизации подлежат и вспомогательные работы. К ним относятся подвоз деталей, обладающих большой массой, и вынесение сварного изделия из зоны работ. Механизации полежит и перемещение оборудования вдоль сварного в необходимое место. К механизации можно отнести организацию надежных креплений для фиксации свариваемых деталей.
Механизировать можно, как все производство в целом, так и его отдельные участки. Частичная механизация затрагивает отдельные моменты производственного процесса. При комплексном подходе механизмы устанавливают последовательно согласно технологическому маршруту.
Механизация сборочных работ заключается в установке специальных стендов для сварки крупногабаритных деталей, а также решения вопроса об их перемещении. К оборудованию для помещения деталей в удобное для сварки положение служат манипуляторы, позиционеры, кантователи, вращатели, роликовые стенды.
Сварочный вращатель

Сварочный позиционер

Сварочный робот

Механизация делает труд сварщика более легким и привлекательным.
Автоматизация производства
Для повышения производительности труда применяется автоматизация сварочного производства. Затраты на ее внедрение тем быстрее окупятся, чем более многосерийным является производство.
Главным преимуществом автоматизации процесса сварки является повышение качества получаемых результатов. Это происходит за счет того, что при автоматизации руководство на себя принимают алгоритмы вычислительных комплексов. Соответственно, брак уменьшается, а качество повышается. Швы получаются одинаковыми, приближенные к существующим стандартам. Появляется возможность сваривать конструкции, имеющие повышенную ответственность.
Помимо этого к достоинствам относится снижение материальных затрат и уменьшение количества исполнителей. Они могут иметь более низкую квалификацию и, соответственно, происходит экономия на выплате им заработной платы. Механизация и автоматизация сварочного производства позволяют оптимизировать все этапы сварочного процесса.
Интересное видео
Сварочный бизнес
Профессия сварщика является более чем востребованной. Спрос на сварочные работы никогда не заканчивается. Намерение получать заработок на сварке является хорошей идеей. Это принесет не только высокий, но и стабильный доход.
Достоинство бизнеса на сварке состоит в том, что он может быть любого масштаба - от специалиста-одиночки до солидной организации. Можно также стать индивидуальным предпринимателем, создав ИП-сварочные работы, и наняв на работу опытных и надежных сварщиков. Для того, чтобы организовать бизнес на сварочных работах, необходимо иметь начальный стартовый капитал.

Оценка возможностей
Перед действиями находится раздумье - что варить при сварочном бизнесе. Поскольку вы находитесь в самом начале пути и реального опыта еще не имеете, следует реально оценить свои силы и знания. При желании стать руководителем, но отсутствии образования в этой области, имеет смысл окончить курсы сварщиков, чтобы иметь пока еще общие представления о процессе. После раскрутки бизнеса придут более полноценные знания.
Многое зависит от места, в котором вы хотите развернуть свою деятельность. Если вы проживаете в небольшом населенном пункте или рядом имеется садоводство, то целесообразно сделать упор на небольшие бизнес сварочные работы. При проживании в большом промышленном городе можно ориентироваться на заказы от предприятий и заводов. Сварочный бизнес в этом случае будет наиболее успешным, если в них имеется серийное производство, и заказы будут осуществляться на постоянной основе.
Открытие ИП
На начальном этапе разумным решением будет открытие ИП. Для этого необходимо выполнить многие организационные дела. Необходимо зарегистрировать свою небольшую фирму и сделать это, соблюдая все правила.
Статус индивидуального предпринимателя может быть присвоен гражданину РФ, являющемуся совершеннолетним. При письменном разрешении родителей это можно сделать и раньше - в 16 лет и в некоторых случаях даже в 14. Индивидуальными предпринимателями могут стать и поданные других государств при условии наличия вида на жительство или разрешения проживать на территории России временно.
Необходима регистрация в налоговом органе. Плюсом является то, что отсутствует необходимость образования юридического лица.
Прежде всего, необходимо заплатить государственную пошлину в размере 800 рублей. Удобно это сделать на официальном сайте налоговой службы.

Пройдя все необходимые этапы, получаем платежный документ в виде квитанции.

Ее можно оплатить различными способами.
Затем необходимо выбрать систему налогообложения. Необходимо подумать, какой ОКВЭД на сварочные работы должен быть. ОКВЭД - это общероссийский классификатор экономической деятельности. Он представляет собой реестр числовых кодов. Каждому из них соответствует особый вид деятельности. Для сварочных работ самым популярным кодом ОКВЭД является 45.25.4. Он относится к монтажу металлических строительных конструкций. Помимо основного кода может быть выбрано несколько дополнительных.
Для открытия ИП необходимо написать заявление по форме Р21001.

Это является главным регистрационным документом для открытия ИП. При заполнении бланка заявления вручную необходимо использовать ручку с черной пастой. Также его можно заполнить с помощью компьютера. При обнаружении ошибок исправления не допускаются.
Следует знать, что со стороны государства может быть оказана финансовая поддержка. Чтобы получить субсидию необходимо соответствовать определенным требованиям. Для получения материальной помощи следует составить бизнес-план, собрать необходимые документы и написать заявление.
Помимо ИП можно сразу зарегистрировать такую форму собственности как ООО.
Составление бизнес-плана
Составляя бизнес план на сварочные работы просчитываются все нюансы тактики и стратегии деятельности, которая должна принести доход. В нем кратко описывается сама идея, в чем состоит ее ценность, необходимые расходы и прогноз на получение доходов. Следует учитывать, что сварка как бизнес относится к сфере услуг. В бизнес плане надо указать код ОКВЭД на сварочные работы.

Если планируется осуществлять деятельность не в отдельном помещении, а арендуя цех на предприятии, то составляется бизнес план сварочного цеха.
Также просчитываются и учитываются возможные риски. Они навряд ли будут слишком высокими в этом виде деятельности. Однако при расчетах, как заработать на сварке, стоит рядом с тем, как ничего не потерять. К факторам, которые могут отрицательно повлиять на развитие этого бизнеса, относятся:
- Непрофессионализм работников.
- Уменьшение спроса на сварочные работы. Этому может способствовать общее ухудшение экономической ситуации.
- Увеличение себестоимости из-за увеличения цен на коммунальные услуги, в частности на электроэнергию.
- Поломка оборудования и затраты на ремонт и покупку нового.
На некоторые из них можно повлиять. Приобретать оборудование и сопутствующие материалы следует высокого качества. Такие затраты компенсируют себя с лихвой. Наемные работники должны обладать высокими профессиональными качествами. Это относится не только к сварщикам, но и, например, к бухгалтеру.
Бизнес план должен включать в себя смету расходов: начальных, текущих, непредвиденных. Необходимо установить график работ, составить список необходимого количества работников и их ориентировочную заработную плату.
Одним из основных моментов, с чего начать сварочный бизнес, является нахождение подходящего помещения. Не стоит экономить и арендовать помещение, находящееся в аварийном состоянии.

Оптимальный вариант - производственное помещение, имеющее площадь размером до 60 м 2 . Оно обойдется дешевле, если будет расположено не в самом центре города. Также можно арендовать цех на заводе или любом другом предприятии. Рассчитывать только на одни выездные сварочные работы не стоит. Стабильность даст только наличие постоянного места для сварочных работ.
Независимо от размера и месторасположения к помещению предъявляются особые требования:
- электропроводка и водоснабжение должны быть надлежащего качества;
- необходимо наличие санузлов и раздевалок для рабочих;
- стены помещения должны быть покрыты материалом, не склонным к возгоранию;
- пол должен быть бетонным;
- должно быть обеспечено хорошее естественное и искусственное освещение;
- помещение должно быть обеспечено хорошей вентиляцией и надежной вытяжной системой;
- необходимо наличие противопожарной сигнализации;
- должно иметься достаточно свободного места для того, чтобы баллоны с газом находились на достаточном расстоянии от места сварки.
Необходимо учитывать, что сварочные работы обладают повышенной опасностью возникновения пожара.
Помимо производственного помещения следует позаботиться о небольшом офисе. Там могут оформляться заявки, вестись расчеты, должен находиться компьютер. Необходимо наличие телефона, по которому можно будет общаться с заказчиками.
Подбор сотрудников
К работникам для осуществления успешного проведения сварочных работ как бизнеса предъявляются строгие требования. Отдел кадров, где опытные сотрудники тестируют претендентов, пока отсутствует. Поэтому обязанности психолога придется взять на себя.
Необходимо тщательно проверять предъявляемые документы о полученном образовании в этой области. Удостоверения об окончании курсов должны быть оформлены по всем правилам, иметь необходимые подписи и печати. Конечно, чем выше разряд, тем лучше, но необходимо помнить, что пока достойную оплату вы предложить еще не можете.
Помимо наличия бумаги об образовании следует убедиться в наличии практического опыта. Поскольку коллектив пока будет небольшой, то наставников не всех не хватит. Необходимо также позаботиться о психологическом комфорте. Неуживчивость может служить серьезным препятствием для получения достойного дохода.

Если работу будут выполнять профессионалы, то можно будет увеличить расценки на выполняемые работы, что будет приносить неплохой доход. Хорошо, если работники обладают навыками в различных видах сварки - дуговой, газовой, аргоновой. Они должны разбираться в том, как правильно настраивать оборудование для сварочных работ. Будет неплохо, если сварщики смогут осуществлять мелкий ремонт.
Поскольку пока нет возможности нанимать специальных грузчиков, то следует обращать внимание на физическое состояние претендентов.
Приобретение оборудования
Даже минимальный набор для осуществления бизнес сварки потребует некоторых материальных вложений. Для начала необходимо приобрести следующий комплект:
- трансформатор;
- установку для плазменной резки и стол под нее;
- сварочный аппарат;
- специальные сварочные кабели;
- установку для сварки аргонно-дуговым способом;
- сварочные инверторы;
- горелки для сварки полуавтоматом;
- паяльную лампу;
- газовые баллоны;
- тележку для перемещения газовых баллонов, поскольку в целях безопасности их запрещено переносить на руках или плечах;
- редуктор газовый;
- устройства для фиксации свариваемых деталей;
- столы, на которых будет производиться сварка.
Помимо оборудования необходимо позаботиться о приобретении огнетушителей и средств индивидуальной защиты сварщиков. В комплект должны входить костюм из огнеупорного материала, рукавицы, специальная крепкая обувь и защитная маска.
Все приобретения должны быть качественными, а приборы должны иметь сопроводительную документацию в виде инструкции по эксплуатации и паспорта.
Также потребуется заключить договора с поставщиками расходных материалов, в частности электродов, газовых баллонов, сварочной проволоки, флюсов.
Маркетинговые операции
К таким методам относятся:
- реклама в средствах массовой информации;
- объявления по радио и на местном телевидении;
- расклейка объявлений на досках для информации;
- распространение листовок по почтовым ящикам.
Современным методом является реклама в интернете. Отличной идеей является создание собственного сайта с указанием производимых работ, их приблизительной стоимости и информации о контактах.
Варианты для сварного бизнеса
К идеям для организации сварочного бизнеса относятся:
- сварочные работы для автомобилей;
- сварка труб различных диаметров;
- изготовление уличных металлоконструкций в виде заборов, оград, навесов и козырьков над входом, металлических скамеек, каркасов для теплиц, ворот для гаражей;
- монтаж готовых металлоконструкций;
- сварка мангалов;
- замена металлических труб, стояков, батарей;
- демонтаж коммуникаций.
После первого завоевания рынка станет возможным оказание сварочных услуг для предприятий разного профиля.
Автозавод изнутри. Рассказ рядового инженера

В один прекрасный день я решил идти работать на автозавод. Зачем? Да только за одним — стабильностью. Сейчас проработал уже четыре года и мне есть что рассказать о том, как организовано автомобильное производство! Все карты раскрыть не могу — если меня вычислят, сразу увольнение. Но о чем могу — расскажу.
Да, в моей жизни были и офисные сокращения после кризисов, и работа грузчиком, таксистом. До прихода на автозавод даже «перекупом» был и неплохие деньги поднимал (20 000–60 000 рублей с одного автомобиля). После продажи одного измученного экземпляра (из-за которого ко мне приезжали разбираться крепкие парни) решил заняться поиском стабильной работы — благо было образование и опыт работы. В итоге после пары месяцев активных поисков пришел на собеседование на один крупный автозавод. Поначалу, почитав требования, засомневался, что возьмут на искомую должность. Но в итоге все сложилось.
Первым потрясением стала проходная — с жесткой и даже наглой охраной. Зону и тюрьму я только в кино видел, но здесь «шмонают», мне кажется, столь же грубо. Досмотр сумок в обе стороны (на вход и выход), проверка металлодетектором.
С алкоголем также все очень строго. Пьяному на завод не попасть, алкоголь не пронести. Хотя пусть и редко, но встречал людей «с остаточными явлениями». А возможно, это был и парфюм 😊

Проходная позади, вот мы и на территории огромного завода. Это самый настоящий город за забором! Множество вытянутых цехов, собственная сеть дорог — хоть маршрутку запускай. В отделе кадров приняла приветливая девушка. Тут же в переговорную пришел мой будущий руководитель и началось «собеседование». В общем, все было благопристойно.
У каждого, кто хочет работать в заводоуправлении («в офисе»), должно быть высшее образование и знание английского языка. А вот от рабочих этого, конечно же, не требуют. После успешного прохождения собеседования тебя пробивают по разным каналам. Проверка может занимать от трех дней до недели. Особенность этого завода (не знаю, как на других) — в принципе не рассматривают резюме людей, которые имели какие-то проблемы с законом.


Никогда не привлекались? Тогда смотрим, что со здоровьем! Медосмотр не для галочки — в медцентре проверяют серьезно, нужно сдать кучу анализов. На работу берут, только если состояние здоровья близко к идеальному. Собственно, тут все понятно — никто не хочет убытков, которые может принести больной человек.
Все препоны преодолены — руководитель закрепляет за тобой наставника, который и вводит в курс дела. Все прочие квалификационные обучения идут уже в процессе, после испытательного срока.
На территории завода есть учебный центр, куда часто приглашают и сторонних преподавателей.

На заводе работает штатный персонал. На аутсорсинг могут привлечь только туда, где не столь прямая ответственность за конечный результат. Например, в клининг.

В один из первых дней на мой вопрос — почему такой жесткий контроль на КПП — мне рассказали жуткую историю, произошедшую буквально накануне.
Работал в одном из цехов мужчина средних лет. И закрутился у него роман с коллегой, который продлился больше года. И все бы ничего, вот только он был женат. Дальше никто толком правды не знает. То ли он приревновал любовницу к начальнику, то ли она начала угрожать, что все расскажет его жене. Но по факту — он ее зарезал прямо на заводе. А заодно еще двоих своих коллег, которые пытались ему помешать. Ловили его по территории завода не один час, даже ранили, когда он бросился на полицейских. Отвезли на скорой в больницу, экспертиза признала его невменяемым. Срочником воевал в Чечне, да, видимо, там и повредился рассудком.


С такой жесткой охраной может показаться, что украсть здесь ничего невозможно. Но подобные факты время от времени всплывают. Однажды двое рабочих хотели вывезти запчасти (на продажу, видимо) в аккумуляторном отсеке служебного автомобиля. Благополучно вынесли из цеха, аккуратно спрятали. Но вот на проходной их взяли, а потом даже судили — чтобы другие задумались.
Слышал, что службе безопасности удалось вычислить группировку, которая переправляла запчасти по канализационной системе. Прямо сюжет для детектива. Тогда широкой огласке по какой-то причине это не предали и под суд эти люди не попали. Так на уровне слухов и осталось.

Изнанка завода, о которой мало кто знает — периодические серьезные проблемы на всех этапах (от сварки до сборки готовых кузовов).
Как-то раз сломался один из четырех окрасочных роботов. Запчасти ждать неделю, а то и две. Что делать? Простой завода? Нет! Работа программиста в ночную смену (который изменил алгоритм — замедлил скорость прохождения кузова, изменил траектории) — и с утра производство может красить кузова тремя роботами без какой-либо потери качества! Вот такой бывает творческий подход.

Цех окраски на всех автозаводах — закрытая для посторонних территория. В лучшем случае можно наблюдать происходящее через монитор
И такое происходит сплошь и рядом. Часто бывает так, что не хватает какого-то молдинга, решетки, крышки — их запросто могут установить уже на готовом автомобиле (с минимальным демонтажем других деталей). Бывает целый склад некомплектных автомобилей создается, но конвейер не останавливается. Тем не менее возникают и такие критические ситуации, когда конвейер встает, рабочих распускают и выплачивают 70 процентов среднего заработка. Но такое случается редко — ведь это огромные убытки, топ-менеджеры и логисты костьми ложатся, чтобы такого не допустить.

К примеру, такое может произойти из-за нехватки чипов, из-за которых простаивают конвейеры по всему миру. И наш завод не исключение. Такие чипы применяются во многих электронных системах автомобиля — от блока управления двигателем до магнитолы. Производят их в Китае. Перебои с поставками в последнее время случаются часто (с начала этого года в общей сложности уже было порядка десяти дней простоя). Приходят чипы — начинаем догонять, конвейер работает и в выходные. Но люди все понимают, не ропщут. Если по графику это был выходной день — работа оплачивается по двойному тарифу.
Нечасто, но бывает, что случается брак со сваркой, который вскрывается на последнем этапе сборки, и кузов приходится утилизировать. Это происходит очень редко, примерно раз в месяц, максимум два. Каждый такой случай — предмет тщательного разбирательства. За повторный брак можно и работы лишиться.

Перед выпуском кузовов в сборочный цех они подвергаются серьезному аудиту (в сварке — контроль геометрии и прочности сварных точек). Помимо конечного аудита существует контроль после операций внутри цеха. Сварили часть кузова — также проверяют на геометрию. В окраске сотрудники отдела качества проверяют кузова на разных этапах и выборочно, делают полный аудит кузова. Ну и перед отправкой покупателю автомобиль проходит тотальный контроль качества.

Мне есть с чем сравнивать — на другом заводе, в 2008 году, видел совершенно другое отношение. Собирают какой-нибудь узел, провернулась резьба — подложили шкурку. Кое-как завернули болт — все равно, что там дальше будет. Собственно, этого никто не скрывал. А ничего, что этот узел идет в двигатель? В испытательном цехе доходит до того, что половина моторов не проходят испытания с первого раза. Завод тот впоследствии почти разорился, сейчас лишь малая часть осталась.
Если ты не ученик, то за первый случай халтуры тебя лишат премии, и если это возможно, заставят исправлять (например, не нанес ты герметик там, где нужно, или не приклеил шумоизоляцию). За второй случай последует выговор, ну а за последующий могут и уволить (все зависит от сложности исправления недочетов и на каком ты счету). А на улицу идти никто не хочет, рабочий зарабатывает 40 000 руб, приличные деньги для нашего города. Другую работу можно и не найти.

У основного производства двухсменный график работы. Опоздания караются лишением премии, но если ты не злостный нарушитель, всегда можно договориться об отработке. Премии, бонусы — как и везде. Есть персональные поощрения (зависят от качества твоей работы) и коллективные (от показателей производства в целом). В принципе, размер вознаграждений — неплохой, точные цифры раскрывать не буду, есть обязательства по неразглашению.
Качество пищи в столовых на заводе — вполне сносное. Чтобы плотно поесть, достаточно 150–200 рублей. Не ресторан, конечно, и порой случаются казусы с грязной посудой и испорченными салатами — но это скорее исключение из правил. Периодически бывают ревизии, после чего все становится намного лучше. Но все равно — это столовая с «хлебными котлетами». Бывали и отравления, но доказательств, что это от еды в столовой, нет.


Двухнедельный отпуск бывает общезаводской плюс две недели по согласованию с руководством. Во время корпоративного отпуска проводятся какие-то интеграции, монтаж, запуск нового оборудования, а также генеральные уборки. Но в этом задействовано не так много людей, с ними выходят руководители, и они не беспокоят других коллег звонками. Есть и минусы того, что много людей уходят в отпуск одновременно. Если ты захотел слетать на море, то лучше планировать и бронировать билеты/отель сильно заранее: когда весь завод полетит в Сочи, можно запросто остаться без «путевки».
Карьера идет тяжело — все на своих местах. За четыре года работы я никак не продвинулся по карьерной лестнице. Как и все вокруг. В топ-менеджеры выбиваются единицы! И дело не только в профессиональных качествах. Чаще всего на руководящие должности приходят люди из других отделов или филиалов завода.

В основном рядовой специалист так им и остается на протяжении десятков лет. И это очень напрягает. Многим хочется развития, роста. Знаю нескольких людей, для которых это было критично, они уходили с завода, не выдержав и пятилетку. Обидно, знаете ли, когда ты знаешь свою работу от и до и чувствуешь, что мог бы стать руководителем, но на это место приезжает человек извне. В моем случае спасает многозадачность и то, что каждый раз при запуске новых моделей много творческих и незаурядных решений.
Тем не менее один из частых вопросов, которые задают — хотел бы я еще задержаться на заводе?
Скорее да, чем нет (если только не предложат должность руководителя с бóльшим окладом на другом предприятии). С ипотекой в ползарплаты и двумя детьми особо не разгуляешься. А уходить в свободное плавание не позволяет недостаток авантюризма (ну или ответственность, как вам удобнее).


Здесь есть свои минусы и плюсы. Меня устраивают отношения в коллективе, политика завода, цели и приоритеты. С такими взглядами я вижу его будущее (если только внешние факторы критически не повлияют на его работу). Единственное, хотелось бы продвижения внутри завода. Ведь порядка 90% сотрудников не имеют возможности развиваться и двигаться по карьерной лестнице. А движение — это жизнь, застой — зло 😊
Другие статьи из раздела «Заводы России»





Лучшие комментарии
Логично что не хотят работать руками, особенно молодежь, поколение тик-токеров. Потому они видят и знают что ручным трудом много не заработаешь, есть конечно исключения, мастера и т.д. Тем более они смотрят.
Вы так говорите, будто это плохо.
Ручной труд изживает себя. Он был самоцелью в XX веке, потому что еще не изобрели компьютеры и роботов достаточной степени надежности. Сейчас же условный робот Пёдор красит кузов куда качественнее, чем пять вась с краскопультами и зарплатой в 40К в месяц. Это называется постиндустриальной экономикой или экономикой услуг, когда мастер бровей получает больше крутильщика гаек на конвейере - просто крутильщика можно заменить роботом Пёдором, а мастера ногтей - нельзя. Пора уже оставить эти дедовские замашки "хватит фигнёй страдать, иди на завод работать" - всё, уже не надо. Потому и зарплата там неконкурентная, потому и учиться нужно что-то делать, а не как раньше - закончил школу, закончил ПТУ, сиди, крути гайки или вари уголки. Уголки сварит робот Пёдор. А вам придется переквалифицироваться в условного мастера бровей. Ну или охранником в Шестерочку - потому что охранять шестерочки роботами всё еще слишком дорого. В постиндустриальном обществе сложно жить пролетариату - работы для него нет. Потому необходим безусловный базовый доход. То есть, если ты тупой или ленивый - ладно уж, сиди на вэлфэре, с голоду не помрешь, но и Айфон не купишь, а если мозги есть и амбиции - учись и создавай что-то. Тогда всё у тебя будет. и Фйфон и тесла, и мировое признание как у изобретателя всем нужной штуки. Просто в РФ пытаются срекрестить ежа с ужом - и постиндустриальную экономику услуг поощрять, и одновременно не давать пособий тем, кто в неё по тем или иным причинам не вписывается. Отсюда и проблемы.
Плюс еще консервативные родители детям внушают парадигму о том, что работать на заводе - это почетно. А это уже лет 50 не так.
Мой отец в советское время, работал на крупном заводе, я периодически туда захаживал, столовка там была классная, спортзал , сауна, бассейн, и это все в советское время! Но! Работать там, я никогда не хотел! Это филиал ада! Грохот, искры со всех сторон. гарь, копоть! Я с детства знал что не буду работать в таких условиях! Сейчас, тем более. Чувствовать себя винтиком за 40 тыр? Пойти на такой крайний шаг только от безысходности и . ипотеки,кредитов.
Можно подумать, что ты на моём месте поступил бы иначе. Зачем покупать, если есть возможность так взять?
по-моему, Касперский как то сказал:
"люди делятся на три категории по принципу действий, когда находят на улице брошенный кошелек:
1. поднимают его как свой и идут дальше
2. проходят мимо
3. поднимают и начинают спрашивать у прохожих "Кто потерял кошелек?"
"
дальше думайте сами
охранник в детский сад на 10 тыс. по блату. Дальше даже продолжать не буду. Сейчас отношение к работе, скорее, как в комментарии "У меня автозавод в 3 минутах ходьбы и вакансии для меня.
Да потому что сейчас производительность ручного труда всё ниже и ниже. Сейчас робот такую же работу делает. Естественно, заменяемый роботом труд продолжит дешеветь. При всём уважении к рабочим конвейеера, я рекомендовал бы повысить квалификацию и уйти на инженера. Просто потому что чем дальше, тем эффективнее и дешевле производство, и тем меньше людей на нём нужны.
Комментарии
Ок, ясно-понятно. На автомобильный завод посмотрели. Теперь давайте про автоваз.
"В отделе кадров приняла приветливая девушка. Тут же в переговорную пришел мой будущий руководитель и началось «собеседование»." Почему-то сразу возникла ассоциация с "желтым ютубом" ;)
Читайте также: