Сварочный генератор гсо 300 схема
Обновлено: 20.09.2024
Основным недостатком коллекторных сварочных генераторов является их недостаточно высокая надежность в эксплуатации вследствие наличия в их конструкции скользящих электрических контактов между коллектором и щетками.
В начале 70-х годов ВНИИЭСО спроектировал серию однопостовых генераторов типа ГД - 311, ГД - 312 и ГД - 313 для электродуговой сварки и резки металлов на постоянно выпрямленном токе. Каждый генератор этой серии состоит из трехфазной одноименно-полюсной двухпакетной индукторной машины повышенной частоты от 200 до 400 Гц, выпрямительного блока и аппаратуры управления.
Явнополюсной ротор индукторного генератора (см. рис. 25) состоит из двух пакетов изготовленных из электротехнической стали, и расположенных на валу на некотором расстоянии один от другого. В пакетах сделаны впадины и выступы, которые образуют полюса. Полюсы одного пакета сдвинуты относительно полюсов другого на На неподвижном магнитопроводе статора, изготовленного также из электротехнической стали, размещены две секции рабочей обмотки статора ОС1 и ОС2 через ). При разомкнутых контактах выключателя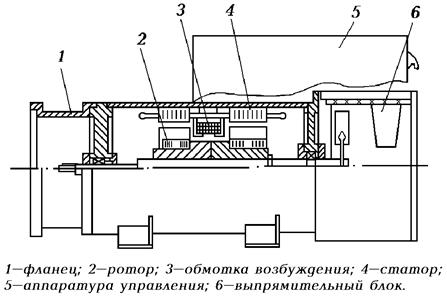
Рисунок 25 - Общий вид индукторного генератора
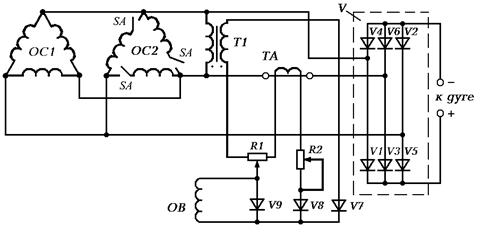
Рисунок 26 - Схема электрическая принципиальная генератора
Обмотка возбуждения закреплена в промежутке между пакетами ротора на статоре. По этой обмотке протекает постоянный ток, который образует магнитный поток, замыкающийся через вращающиеся пакеты ротора. При этом один пакет получает полярность .
Магнитный поток, пересекая рабочие обмотки статора, индуктирует в них синусоидальные ЭДС, сдвинутые на При пуске в обмотке статора индуктируется ЭДС 5 - 10 В остаточным магнитным потоком. Эта ЭДС трансформируется согласующим трансформатором через выпрямитель . При нагруженном генераторе питание обмотки возбуждения дополняется напряжением, поступающим с трансформатора . Плавное регулирование сварочного тока в пределах каждого диапазона токов обеспечивается переносным резистором Обмотка статора соединена с выпрямительным блокомАппаратура управления, трансформаторы системы возбуждения помещаются в надстройке. Пропеллерный вентилятор охлаждает силовой выпрямительный блок, а также вентилирует надстройку и генератор.
Падающая внешняя характеристика генератора получается за счет большого индуктивного сопротивления обмотки статора.
Следует иметь в виду, что в индукторных одноименнополюсных генераторах процесс восстановления напряжения на дуге длится сравнительно долго (Вследствие благоприятных переходных процессов статорные генераторы отличаются хорошими сварочными свойствами, в том числе небольшими потерями электродного металла на разбрызгивание, стабильным горением и эластичностью дуги, поэтому от этого генератора может легко варить сварщик с недостаточно большим опытом сварки.
Сварочные преобразователи
Сварочный преобразователь - это источник питания сварочной дуги постоянным током. Он представляет собой (см. рис. 27) электромагнитную установку, состоящую из приводного электродвигателя и сварочного генератора.
Рисунок 27 - Преобразователь сварочный ПД - 501 У2
Большинство преобразователей выпускаются в однокорпусном исполнении, поэтому якорь генератора и ротор электродвигателя изготавливаются на одном валу. В качестве привода генератора применены короткозамкнутые трехфазные асинхронные электродвигатели. Генератор преобразователя может быть как коллекторным, так и индукторным. Из коллекторных генераторов в преобразователях используются как генераторы с независимым возбуждением, так и с самовозбуждением. В зависимости от назначения преобразователя его генератор может быть как с падающий, так и с жесткой внешней характеристикой. В универсальных преобразователях используется универсальный генератор.
Электродвигатели преобразователей позволяют соединять их статорную обмотку "звездой" или "треугольником", что дает возможность включать преобразователь в сеть напряжением 220 или 380 В. Для этого начала и концы всех фаз статорной обмотки выведены в надстройку преобразователя, на специальную клеммную доску, где пересоединение их производится с помощью перемычек.
При подключении преобразователя к сети необходимо проверить совпадает ли сторона вращения якоря генератора с направлением стрелки, отлитой на корпусе генератора (против часовой стрелки). При вращении якоря генератора в другую сторону, в генераторах с независимым возбуждением, изменится направление магнитного потока независимой обмотки возбуждения, что приведет к изменению его внешней характеристики, а в генераторах с самовозбуждением изменится направление магнитных потоков и параллельной и последовательной обмоток возбуждения, поэтому его внешняя характеристика не изменится, но изменивший направление результирующий магнитный поток размагнитит полюса генератора, вследствие чего он перестанет самовозбуждаться. Если направление вращения якоря генератора противоположно направлению стрелки, необходимо на клеммой доске высокого напряжения (где генератор подключается к сети) поменять местами две любые фазы.
Включение и выключение преобразователя производится трех полюсным пакетным выключателем. В преобразователях с генераторами с независимым возбуждением одновременно с двигателем к сети подключается питание независимой обмотки возбуждения. Пакетный выключатель служит для прямого пуска и не защищает электродвигатель от сетевых перегрузок, поэтому подключать преобразователь к питающей сети необходимо через магнитный пускатель или автоматический выключатель.
Для предотвращения создания помех теле- и радиоприему при работе двигателя в преобразователях в каждую фазу двигателя включены конденсаторы КБГ емкостью 0,02 мкФ, на напряжение 600 В, которые размещены в надстройке преобразователя (распределительном устройстве).
Преобразователи имеют защищенное исполнение с само вентиляцией. Корпус преобразователя установлен на колеса для передвижения на небольшие расстояния.
Современные преобразователи предназначены для работы, как в закрытых помещениях, так и на открытом воздухе. При работе на открытом воздухе их необходимо помещать под навесом, для исключения попадания на них атмосферных осадков.
Таблица 1 - Технические характеристики преобразователей
Современные серийные сварочные преобразователи:
Преобразователь сварочный ПД – 3101 У2 предназначен для питания одного сварочного поста при ручной дуговой сварке, резке и наплавке металлов постоянным током. В качестве приводного двигателя используется электродвигатель АИРШ32В2 УЗ, 3000 об/мин 11 кВт, питающийся от сети на 380 В, 50 ГЦ, обеспечивая устойчивый режим сварки при колебании напряжения в сети.
Номинальный сварочный ток 315А при ПН 60% , пределы регулирования сварочного тока 30 - 375 А, номинальная потребляемая мощность 17,4 кВт, габаритыПреобразователь сварочный ПД - 4000 У2 предназначается для одного поста при ручной сварке, резке и наплавке постоянным током. В качестве электродвигателя используется электродвигатель 4АМВ 160 А, 300 об/мин, 17 кВт, питающийся от сети 380 В. Обеспечивается устойчивый режим сварки при колебаниях напряжения в сети.
Номинальный сварочной ток 400 А при ПН 60%, номинальная потребляемая мощность 24 кВт, габаритыСварочные агрегаты
Сварочные агрегаты относятся к категориям передвижных энергетических установок, приспособленных к работе в полевых условиях. На транспортном средстве передвижения они могут размещаться постоянно или временно. Агрегаты с временным размещением на транспортном средстве монтируются на рамах без колес и транспортируются в кузове автомобиля. Некоторые агрегаты монтируются на рамах с колесами и соединяются с транспортными средствами в виде прицепа. Агрегаты с постоянным размещением на транспортных средствах монтируются на шассе автомобиля, трактора трубоукладчика.
Сварочные агрегаты предназначены для ручной дуговой сварки и резки металлов штучными электродами и механизированной сварки под флюсом.
Сварочные агрегаты подразделяются:
по типу первичного двигателя - на агрегаты с бензиновыми и дизельными двигателями;
по способу охлаждения двигателя - с воздушным и жидкостным охлаждением;
по типу генератора - на коллекторные и индукторные;
по числу сварочных постов - на однопостовые и многопостовые;
Основными элементами сварочного агрегата являются:
двигатель внутреннего сгорания (бензиновый или дизельный); сварочный генератор, пульт управления с контрольно-измерительными приборами;
топливный бак, аккумуляторная батарея для электростартерного пуска двигателя;
выносной реостат для регулирования сварочного тока;
металлический капот для защиты от атмосферных осадков и пыли.
Корпус двигателя и генератора соединяются между собой жестко фланцевым сочленением. Двигательно-генераторный блок устанавливается на раму непосредственно или через резиновые амортизаторы. Валы двигателя и генератора соединяются между собой полужесткой муфтой.
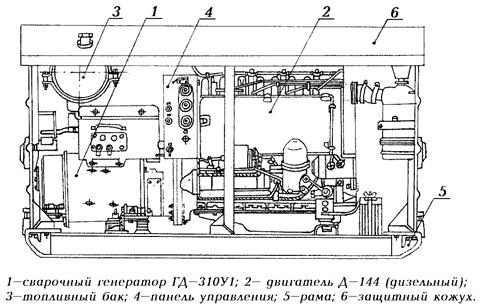
Рисунок 28 - Общий вид сварочного агрегата АДД - 305
В сварочных агрегатах используются генераторы с самовозбуждением. Коллекторные генераторы - с параллельной намагничивающей и последовательной размагничивающей (подающая внешняя характеристика) или подмагничивающей (жесткая внешняя характеристика) обмотками возбуждения. В агрегатах используются как коллекторные; так и индукторные генераторы. Следует иметь в виду, что сварочные агрегаты постоянно должны находиться в эксплуатации, т.к. в генераторах с самовозбуждением при их длительной не эксплуатации размагничиваются полюса, и они перестают возбуждаться.
Все агрегаты сходны по конструкции, но отличаются типами генераторов и двигателей. В агрегатах с коллекторными генераторами, в отличие от сварочных преобразователей имеется дополнительный способ плавного регулирования величины сварочного тока и напряжения - изменением скорости вращения двигателя, т.е. "газом".
Из коллекторных генераторов в агрегатах широко используется генераторы; ГСО-300-5; ГД-303; ГД-305; ГД-310; ГСО-300М; ГД-312; ГД-314
Из индукторных генераторов наиболее широко используются в агрегатах генераторы: ГД-304; ГД3121; ГД-316; ГД-4002; ГД-3122;
В агрегатах с бензиновыми двигателями широко применяются двигатели: ЗМЗ-320-01; АБ8М (Москвич-408) Зил-164. В качестве дизельных двигателей в агрегатах используются двигатели: 302-01; Д-1444; Д-21А1; Д-240Л; ЯАЗ-М204Г.
Технические характеристики некоторых сварочных агрегатов приведены в таблице 2.
Таблица 2 - Технические характеристики сварочных агрегатов
Конструкция генераторов с самовозбуждением
К этому типу генераторов относятся генераторы с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения марок: ГСО - 300, ГС - 500, ГД - 310, ГД - 307 и др.
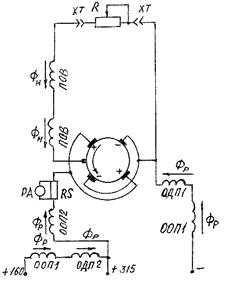
Рисунок 22 - Электромагнитная схема генератора ГД – 310
Сварочный генератор ГД - 310 (см. рис. 22) четырехполюсный с самовозбуждением и с последовательной размагничивающей обмоткой. На главных полюсах генератор имеет две обмотки: намагничивающую (шунтовую), расположенную на двух геометрических противоположенных одноименных полюсах ( ) так, что полюсы с намагничивающей и размагничивающей обмотками чередуются. Параллельная намагничивающая обмотка возбуждения изготавливается из провода марки ПСД, диаметром 1,88 мм, а последовательная обмотка - из провода марки AM размеромЭ.Д.С. и напряжение на этой половине обмотки якоря между щетками "минус" и дополнительной щеткой определяются результирующей величиной половины магнитного потока главных полюсов и половины поперечного потока реакции якоря в межжелезном пространстве.
Вследствие размагничивающего действия последовательной обмотки с увеличением тока нагрузки поток главных полюсов уменьшается, а поток поперечной реакции якоря увеличивается.
Генератор рассчитан так, что напряжение между щетками - дополнительной и отрицательной основной, от которых питается намагничивающая обмотка возбуждения, с изменением тока нагрузки изменяется в небольших пределах, следовательно в небольших пределах изменяется ток и в обмотке возбуждения. Таким образом, поддерживается постоянство напряжения возбуждения при изменении нагрузки.
Генератор имеет крутопадающую внешнюю характеристику, обеспечивающую хорошее зажигание и горение сварочной дуги. Падающая внешняя характеристика получается за счет размагничивающего действия последовательной обмотки.
Сварочный генератор имеет пределы регулирования сварочного тока от 60 до 350 А, при напряжении на дуге, определяемой по формуле:
Регулирование сварочного тока производится дистанционным реостатом, последовательно включенным в цепь намагничивающей обмотки возбуждения.
Чтобы при регулировании сварочного тока до наименьшей величины напряжения холостого хода не было слишком малым, генератор имеет три ступени регулирования и три диапазона сварочных токов: 200 - 350А; 90 - 230А; 60 - 100А.
Диапазон 60 - 100А получается за счет включения в цепь якоря балластных сопротивлений, смонтированных на корпусе генератора.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ АДБ-305-1
Электросварочный агрегат АДБ-305-1 (взамен АСБ-300-7) предназначен для электрической дуговой сварки постоянным током. Агрегат состоит из сварочного генератора ГД-303 с расширенными пределами регулирования сварочного тока и дистанционным регулированием величины тока. Агрегат спарен с двигателем внутреннего сгорания ГАЗ-320.
Агрегат смонтирован на одноосном автомобильном прицепе Ирбитского автоприцепного завода ИАПЗ-738. Вспомогательное оборудование (сварочные кабели длиной 25 м, провод дистанционного реостата, щиток сварщика, ширма, стол и стул сварщика, инструмент, заправочный инвентарь, шанцевый инструмент) уложено в двух ящиках и футляре прицепа и закреплено на раме прицепа и на крыше агрегата.
На агрегате установлен автоматический регулятор АРС-45 обо¬ротов двигателя для уменьшения расхода горючего и увеличения моторесурсов двигателя путем снижения оборотов на холостом ходу. Сварочный генератор ГД-303 — однопостовой четырехполюсный генератор постоянного тока с последовательной размагничивающей обмоткой и самовозбуждением.
Техническая характеристика
При Пр 100% Пр 60%
Мощность, квт 7,5 9,6
Напряжение, в 30 32
Номинальный ток, а 250 300
Число оборотов вала, об/мин 2000
Пределы регулирования сварочного тока, а . . 15—350
Общий вес агрегата, кг 1440
Габаритные размеры, мм:
длина 4000
ширина 2070
высота 2180
Дорожный просвет, мм 380
Угол съезда (задний), град 30
ЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ 6120
Электросварочный агрегат 6120 предназначен для электрической дуговой сварки постоянным током. Агрегат состоит из сварочного генератора ГД-303, спаренного с двигателем внутреннего сгорания ГАЗ-320Б.
Агрегат смонтирован на одноосном автомобильном прицепе ИАПЗ-738. Вспомогательное оборудование (сварочные кабели длиной 25 м, провод дистанционного реостата, щиток сварщика, ширма, стол и стул сварщика, инструмент, заправочный инвентарь, шанцевый инструмент) уложено в двух ящиках и футляре, закреплено на раме прицепа и на крыше агрегата.
На агрегате установлен автоматический регулятор оборотов двигателя АРС-45 для уменьшения расхода горючего и увеличения моторесурсов двигателя путем снижения оборотов на холостом ходу.
Сварочный генератор ГД-303 — однопостовый четырехполюсный генератор постоянного тока с последовательной размагничивающей обмоткой и самовозбуждением. Генератор имеет расширенные пределы регулирования сварочного тока и дистанционное регулирование величины тока.
Техническая характеристика
Мощность, кат:
при ПР 100% 7,5
при ПР 60% 9.6
Напряжение, в:
при ПР 100% 30
при ПР 60% 32
Номинальный ток, а:
при ПР 100% 250
при ПР 60% 300
Число оборотов вала, об/мин 2000
Пределы регулирования сварочного тока, а . 15—350
Общая масса агрегата, кг . 1580
Габаритные размеры, мм:
длина 4000
ширина . 2070
высота 2180
Дорожный просвет, мм 380
Угол съезда (задний), град 30
Агрегат смонтирован на одноосном прицепе ИАПЗ-738
В комплект станции входит
1 − Бензоэлектрический агрегат
2 − Одноосный прицеп ИАПЗ-738
3 − Ящик с оборудованием сварщика
Бензоэлектрический агрегат служит для преобразования механической энергии двигателя внутреннего сгорания в электрическую энергию сварочного тока. Состав:
1 − Двигатель внутреннего сгорания
2 − Генератор постоянного тока
3 − Щиток приборов контроля и управления работой двигателяв нутреннего сгорания
4 − Рама с кожухом и съемными боковинами
Двигатель внутреннего сгорания ГАЗ-322-01 – двигатель ЗМЗ-24 модифицированный
Тип – карбюраторный, четырехцилиндровый, четырехтактный
Мощность – 40 л.с.при 2000 оборотах коленчатого вала в минуту.
Охлаждение – водяное.
Топливо – бензин А-76.
Степень сжатия – 6,7.
Зажигание – батарейное.
Генератор – ГД-314У2.
Род сварочного тока – постоянный.
Пределы регулирования тока – 15-40А, 40-160А, 160-350А.
Рабочее напряжние – 32 В.
Напряжение холостого хода – 80 В.
В ящике уложено: сварочные кабели −
− щиток −
− инструмент сварщика
Однопостовые агрегаты с бензиновыми двигателями
Все бензиновые двигатели, примененные в сварочных агрегатах, созданы на базе автомобильных двигателей. Двигатель ЗМЗ-320-01, установленный на агрегатах нескольких типов, создан на базе двигателя ЗМЗ-24 автомашины ГАЗ-24. По сравнению с базовым двигателем в него внесены следующие изменения: усилена система охлаждения путем применения более мощного шестилопастного вентилятора прямого потока на двигатель; изменена конструкция карбюратора; установлен регулятор частоты вращения с клиноременной передачей от коленчатого вала двигателя. Двигатель АБ8М, установленный на некоторых агрегатах, создан на базе автомобиля «Москвич» модели 408. В нем усилена система охлаждения путем установки шестилопастного вентилятора обратного потока от двигателя, заключенного в специальный кожух. На место снятого зарядного генератора установлен регулятор частоты вращения с клинообразным приводом от коленчатого вала; усилена система охлаждения смазки путем установки масляного радиатора с кожухом, обеспечивающим направление на него охлаждающего воздуха; изменена конструкция карбюратора. Двигатель ЗИЛ-164, примененный для агрегата ПАС-400, также изменен: установлен регулятор частоты вращения, а под карбюратором размещена дополнительная дроссельная заслонка, управляемая регулятором; усилено охлаждение двигателя путем установки двух жидкостных радиаторов; установлен автоматический выключатель зажигания, выключающий зажигание при внезапном увеличении частоты вращения вала двигателя.

Агрегаты АСВ-300-7, АДБ-309, АДБ-311, АДБ-318, АДБ-3120 работают с приводным двигателем ЗМЗ-320-01. Генератор и бензиновый двигатель этих агрегатов соединены между собой с помощью специального фланца, к которому жестко закреплены корпус генератора и картер маховика двигателя; валы соединены полужесткой муфтой. Соединенные двигатель и генератор установлены через резиновые амортизаторы на раму агрегата и закреплены. К сварной раме, состоящей из коробчатых балок и швеллеров, крепят шесть вертикальных стоек капота, к которым присоединены его шторы. Между двигателем и генератором установлена поперечная перегородка, на которой в генераторной части укреплен пульт управления работой двигателей. В передней части агрегата установлена на амортизаторах рамка, несущая водяной и масляный радиаторы двигателя, а также диффузор вентилятора. Она укреплена горизонтальными растяжками. Горловина топливного бака выходит на крышу и закрывается винтовой крышкой, которая имеет топливомерную линейку. С левой стороны агрегата установлен инструментальный ящик и аккумулятор в специальном гнезде .
Сварочный агрегат АДБ-311
1 — генератор ГД-305, 2 — топливный бак, 3 — реостат и доска зажимов, 4 — пульт управления; 5 — двигатель; 5 — аккумулятор; 7 — рама

В агрегате АСБ-300-7 установлен генератор ГСО-ЗОО-5, в агрегате АДБ-309 — генератор ГД-303, в агрегате АДБ-311 — генератор ГД-305. Все эти генераторы одного типа, и явлются четырехполюсными коллекторными генераторами постоянного тока, работающими с самовозбуждением и имеющими последовательную размагничивающую обмотку. Сварочный ток регулируется реостатом, смонтированным на корпусе генератора ГСО-300-5, и является выносным для генераторов ГД-303 и ГД-305. Генератор ГСО-300-5 имеет два диапазона регулирования: диапазон «малых токов» и «больших токов».
Внешние вольт-ампериые характеристики генератора ГСО-300-5 (а) я генератора ГД-312 агрегата АДБ-318 (б)
1, 2 — диапазоны больших токов, 3, 4 — диапазоны малых токов
Генераторы ГД-303 и ГД-305 имеют еще по три дополнительных диапазона регулирования тока за счет включения в цепь якоря балластных сопротивлений, смонтированных на корпусе генераторов.
В агрегатах АДБ-318 и АДБ-3120 применены вентильные сварочные генераторы: ГД-312 в агрегате АДБ-318 и ЯГД-314 в агрегате АБД-3120. Блок выпрямительного устройства генераторов собран в изоляционной трубе по трехфазной мостовой схеме. Между блоком вентилей и корпусом индукторного генератора установлен вентилятор, прогоняющий воздух через вентили и обдувающий генератор. При появлении сварочного тока внешняя характеристика генератора приобретает крутопадающий характер (рис. 7.9,6). Дистанционное регулирование сварочного тока осуществляется реостатом, подключенным к коробке управления. В сварочном генератора ГД-314 в отличие от генератора ГД-312 имеются расширенные пределы регулировки сварочного тока, предусмотренные в его электрической схеме. Переход с одного на другой диапазон производится переключателем ступеней в диапазонах 15—40 А, 40—160 А и 160—350 А. Плавное регулирование осуществляется дистанционно реостатом. Агрегат может работать на двух скоростных режимах с целью экономии топлива. Это достигается с помощью винта регулятора оборотов, которым устанавливается частота вращения с 2000 до 1800 мин-1.
Агрегаты АСБ-300М и АБ-8АСБ-300МА состоят из бензинового двигателя А68М и генераторов ГСО-300М (для агрегата АСБ-300М) и ПГС-300А (для агрегата АБ-8АСБ-300МА).
Двигатель АБ8М установлен на резиновых амортизаторах на отдельной раме, которая крепится к раме агрегата. В агрегате АСБ-300М зарядка аккумуляторной батареи производится от дополнительного зарядного генератора, установленного на раме агрегата и приводимого в действие клиноременной передачей от двигателя. В агрегате АБ-8АСБ-300МА аккумуляторы заряжают от сварочного генератора с помощью специальной схемы.
Сварочные генераторы ГСО-ЗООМ агрегата АСБ-300М и ПГС-ЗООА агрегата АБ-8АСБМА аналогичны характеристикам генератора ГСО-ЗОО-5 агрегата АСБ-300-7.
Агрегаты ПАС-400-У1 и ПАС-400-УЗ, предназначенные для ручной дуговой сварки и резки токами до 600 А на воздухе и под водой, одинаковы по конструкции и различаются только комплектом поставки. В агрегатах применен генератор СГП-3-У1, который по принципу работы аналогичен генератору ГСО-300. Кроме плавной регулировки сварочного тока с помощью реостата генератор имеет два диапазона путем переключения секций последовательной обмотки возбуждения на панели зажимов специальной планкой. При этом на больших токах обеспечивается плавное регулирование от 350 до 600 А, а на малых от 400 А и ниже. При сварочных токах 250 А и выше напряжение холостого хода у генератора не ниже 85 В. Агрегат ПАС-400-У1 снабжен автоматом, снижающим напряжение сварочной цепи на холостом ходу до безопасной величины при подводной сварке или резке.
Агрегат ПАС-400УШ по своему назначению похож на агрегат ПАС-400У1, однако по конструкции он аналогичен агрегату АДБ-318, так как в нем применен вентильный генератор.
§ 10. Устройство и обслуживание сварочных преобразователей. Схема сварочного преобразователя ПСО-500.
Специфическая разновидность сварочного аппарата, применяемая в основном в промышленности, а также в некоторых видах строительно-монтажных работ – это и есть сварочный преобразователь.
Он называется так потому, что преобразовывает переменный ток от бытовой или промышленной сети в постоянный ток, оптимально подходящий для большинства видов сварки.

Принцип действия
Несмотря на суть конечного результата — постоянный ток — преобразователь действует по совершенно иному принципу, чем выпрямитель или инвертор.
Его конструкция предполагает удлиненную цепочку прохождения энергии. Сначала переменный ток переходит в механическую энергию, а она в свою очередь преобразуется обратно в электрическую, но уже постоянного характера.
Конструктивно преобразователь состоит из электродвигателя, как правило, асинхронного, и генератора постоянного тока, объединенных в одном корпусе. Поскольку генератор, использующий принцип электромагнитной индукции, также вырабатывает переменный ток, в схеме присутствует коллектор, преобразующий его в постоянный.
Особенности и техника безопасности
Сварочный преобразователь– это сложный в применении аппарат. Он требует соблюдения правил и учета всех его особенностей. Мы дадим несколько рекомендаций касаемо эффективного и безопасного применения преобразователя.
Перед тем, как включить преобразователь, убедитесь, что корпус заземлен. Также проверьте, в каком состоянии щетки коллектора. До упора поверните штурвал реостата против часовой стрелки. Не забудьте на доске зажимов установить перемычку с учетом силы сварочного тока.
Зачастую преобразователи требуют 380 Вольт для питания, а это напряжение может быть опасно для вашего здоровья. Даже стандартные 220 Вольт способны привести к печальным последствиям. Поэтому ничем не закрывайте клеммы двигателя.

Напряжение на клеммах генератора не должно превышать 12 Вольт, если вы работаете в условиях с повышенной влажностью или температурой, в пыльном помещении или на токопроводящем полу. Но на практике ситуация обстоит сложнее, поскольку при работе преобразователя напряжение может свободно повышаться вплоть до 80 Вольт. Будьте осторожны. Пользуйтесь резиновым ковриком специальной обувью и перчатками.
Остальные правила техники безопасности ничем не отличаются от трансформаторов или инверторов. В процессе работы глаза, руки и лицо могут пострадать от излучений дуги, брызг горячего металла и т.п., так что не пренебрегайте средствами индивидуальной защиты.
Пример оборудования

В качестве примера можно рассмотреть широко известный в профессиональных кругах сварочный преобразователь ПСО-500.
Он состоит из сигарообразного корпуса, на котором сверху закреплен блок с контрольной аппаратурой, управляющими элементами (пакетным выключателем и реостатным регулятором) и контактами для подключения электродов, а внутри на одном вращающемся валу смонтированы асинхронный двигатель и генератор, разделенные вентилятором охлаждения.
Прямая электрическая связь между генератором и двигателем отсутствует. Двигатель, запускаемый от питающей сети, начинает с высокой скоростью вращать вал, с которым связан его ротор.
На этот вал насажен и якорь генератора. В результате вращения якоря в его обмотках индуцируется переменный ток, который коллектором преобразуется в постоянный и подается на сварочные клеммы.
ПСО-500 относится к однопостовым сварочным преобразователям мобильного типа. Он смонтирован на трехколесной тележке. Величина сварного тока, выдаваемого ПСО-500, может достигать 300 или 500 А — в зависимости от перемычки, соединяющей одну из клемм с последовательной обмоткой генератора.
Выходной ток регулируется вручную, с помощью верньера, связанного с реостатом (устройством изменения сопротивления). Контроль тока производится по встроенному амперметру.
Числовой индекс в маркировке — 350, 500, 800, 1000 — означает максимальный постоянный ток, на работу с которым рассчитан данный преобразователь. Некоторые модели с помощью верньера могут быть настроены так, чтобы выдавать сварочный ток больше номинального, но работа в таком режиме чревато перегревом и быстрым выходом аппарата из строя.
Достоинства
Как и любое другое оборудование, сварочные преобразователи (которые исторически появились гораздо раньше инверторов) имеют определенные преимущества, и одновременно несут ряд определенных неудобств. К их достоинствам можно отнести:
- большой сварочный ток — у некоторых моделей, в частности, ПСО-500 и ПСГ-500, он доходит до 500 А, есть и более мощные устройства;
- неприхотливость в работе;
- нечувствительность к перепадам входного напряжения;
- сравнительно высокая надежность при квалифицированном обслуживании;
- хорошая ремонтопригодность, удобство сервисного обслуживания.
Током, который способны выдавать эти устройства, можно варить очень толстые швы, порядка 10-30 мм. Это еще одно важное преимущество, благодаря которому используют сварочные преобразователи.
Справка
Сварочные преобразователи
Устройство преобразователей
В настоящее время применяют преобразователи ПСО-315 и ПСО-300-2 на номинальный сварочный ток 315А. Они предназначены для питания постоянным током одного сварочного поста для ручной дуговой сварки, наплавки и резки металлов штучными электродами, а также для питания сварочным током установок механизированной сварки под флюсом. В этих преобразователях применены сварочные генераторы ГСО-300М и ГСО-300, которые представляют собой четырехполосные коллекторные машины постоянного тока с самовозбуждением, отличающиеся друг от друга только частотой вращения. Для работы на номинальном сварочном токе 500 А используется более мощный преобразователь ПД-502. В отличие от генератора ГСО-300 генератор ГД-502 преобразователя ПД-502 имеет независимое возбуждение. Обмотка независимого возбуждения питается от сети переменного тока трехфазного тока через специальный индуктивно- емкостный преобразователь напряжения, который одновременно служит стабилизатором тока при колебаниях напряжения в сети. Плавное регулирование сварочного тока в пределах каждого диапазона осуществляется реостатом обмотки возбуждения, смонтированным на выносном пульте дистанционного управления и подсоединенным штепсельным разъемом к доске зажимов генератора, на этой же доске переключаются диапазоны на 125, 300 и 500А.
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
| Тип | Приводной электродвигатель на напряжение сети 220/380В | Коэффициент | Габариты, мм | Масса, кг | Исполнение | ||||
| Преобразователя или агрегата | Генератора | Тип | Мощность кВт | Частота вращения, об/мин | Коэффициент полезного действия | Мощности | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| ПСО-120 | ГСО-120 | АВ-42-2 | 7,2 | 2900 | 0,55 | 0,83 | 1055х550х730 | 155 | Однокорпусный, передвижной на колесах |
| ПСО-300 | ГСО-300 | АВ2-62-4 | 14 | 1450 | 0,7 | 0,88 | 1015х590х980 | 400 | |
| ПСО-300-2 | — | 4АВ-160А4 | — | 1450 | — | — | 1069х620х822 | 435 | |
| ПСО-300-3 | ГСО-300/3 | АВ2-61-4 | 13 | 1450 | — | — | 1062х590х800 | 400 | |
| ПСО-300А | ГСО-300А | А-62/4 | 12,5 | 2890 | 0,6 | — | 1020х608х996 | 305 | |
| ПСО-300М | ГСО-300М | — | 14 | 2890 | 0,7 | — | 550х645х300 | 300 | |
| ПСО-500 | ГСО-500 | АВ2-71-2 | 30 | 2890 | 0,54 | 0,89 | 1075х650х1085 | 540 | |
| ПСГ-500 | ГСО-500 | АВ-71-2 | 28 | 2890 | 0,65 | 0,89 | 1055х580х920 | 500 | |
| ПСГ-500/1 | ГСО-500-1 | АВ-71-2 | 30 | 2830 | — | — | 1050х590х870 | 460 | |
| ПСМ-100-П | СГ-100 | АД-94/4 | 75 | 1450 | 0,74 | 0,89 | 1520х820х910 | 1600 | |
| ПСМ-100-П | СГ-100 | АД-91/4 | 75 | 1450 | 0,74 | 0,89 | 1520х820х910 | 1600 | Однокорпусный, передвижной на колесах |
| ПСМ-100-4 | ГСМ-1000-4 | А2-82/2 | 75 | 2925 | 0,73 | 0,9 | 1430х620х820 | 950 | |
| ПСУ-300 | ГСУ-300 | АВ-52-2 | 10 | 2890 | 0,63 | 0,83 | 1160х490х470 | 300 | |
| ПСУ-500-2 | ГСУ-500-2 | АВ2-71-2 | 30 | 2930 | 0,63 | 0,9 | 1075х1085х650 | 545 | |
Технические характеристики сварочных преобразователей и агрегатов с бензиновыми и дизельными двигателями
| Тип | Приводной двигатель | Габариты,мм | Масса, кг | Исполнение | |||
| агрегата | генератора | тип | Мощность кВт | Частота вращения об/мин | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| АБС-120 | ГСО-120-2 | УД-2 | 6,6 | 1900 | 1290х645х935 | 300 | Общая рама с крышкой |
| АСБ-300М | ГСО-300М | 408 | 14,7 | 3000 | 1660х1095х935 | 565 | Общая рама с крышкой, стенки съемные |
| АСБ-300-7 | ГСО-300-5 | ГАЗ-320 | 29,4 | 2000 | 1955х895х1250 | 640 | |
| АСБ-300 | ГСО-300-8 | ГАЗ-320 | 29,4 | 2000 | 1915х895х1250 | 640 | |
| АСБГ-300 | ГСО-300-5 | ГАЗ-320Ж | 18,4 | 2000 | 1915х895х1655 | 860 | |
| АСД-3-1 | СГП-3-VIII | ЯАЗ-М69-20 | 44 | 1500 | 2820х1100х2115 | 2500 | Общая рама с крышкой, стенки откидные |
| АСД-300 | ГСО-300 | 5П4-44-8,5/1 | 17,7 | 1500 | 1885х875х1470 | 980 | Общая рама с крышкой. Стенки съемные |
| АСД-300М | ГСО-300 | 5П4-44-8,5/1 | 17,7 | 1500 | 1885х875х1470 | 980 | |
| АСДП-500 | СГП-3-VIII | ЯАЗ-М20-4Г | 44 | 1500 | 5380х1930х2600 | 4400 | Общая рама с крышкой на четырехколесном прицепе. Стенки съемные |
| ПАС-400-VI | СГП-3-VI | ЗИЛ-164А | 48 | 1600 | 2950х1920х880 | 1900 | Общая рама с крышкой, стенки откидные |
| ПАС-400VIII | СГП-3-VI | ЗИЛ-164А | 48 | 1600 | 1900 | ||
Технические характеристики преобразователей с электродвигателем
| Показатель | ПСО-315М | ПСО-300-2 | ПД-502 | ПД-305 |
| Номинальный сварочный ток, А | 315 | 500 | 315 | |
| Пределы регулирования сварочного тока, А | 100-315 | 75-500 | 45-350 | |
| Напряжение холостого хода генератора, В, не более | 90 | |||
| Мощность генератора, кВт | 10,2 | 10,2 | 20 | 10,2 |
| Линейное напряжение трехфазной питающей сети, В | 380 | 220 или 380 | ||
| Мощность электродвигателя, кВТ | 17 | 15 | 30 | 10 |
| Габариты, мм | 1225х485х780 | 1030х590х830 | 1665х650х935 | 1200х537х845 |
| Масса, кг | 393 | 435 | 500 | 280 |
Многопостовые сварочные преобразователи предназначены для одновременного питания сварочным током нескольких постов ручной дуговой сварки. Применение их целесообразно в цехах металлоконструкций, где сосредоточено несколько рабочих мест (постов) сварщиков, а также при сооружении крупных металлоемких сварных объектов, расположенных компактно на строительной площадке, например доменной печи, резервуарного парка и др. Многопостовый преобразователь ПСМ-1000 состоит из генератора СГ-1000 и асинхронного двигателя.
В промышленных цехах еще можно встретить преобразователи старой конструкции ПСО-500, имеющие генераторы с независимым возбуждением, и ПСО- 300 с генераторами с самовозбуждением и размагничивающей последовательной обмоткой, но они постепенно заменяются преобразователями ПД-502, ПСО-315М и ПСО-300-2.
Промышленность выпускает однопостовый преобразователь ПД-305 для ручной дуговой сварки, имеющий вентильный генератор ГД-317, представляющий собой трехфазную индукторную электрическую машину, вырабатывающую переменный ток частотой 300 Гц. Машина оснащена выпрямительным устройством из кремниевых вентилей и дистанционным управлением.
Для питания одного поста дуговой автоматизированной и механизированной сварки в защитном газе плавящимся электродом предназначен преобразователь ПСГ-500-1, внешне похожий на преобразователь ПД-502. Сварочный генератор ГСГ-500 этого преобразователя представляет собой четырехполосную машину с самовозбуждением и обмоткой, расположенной на всех главных полюсах. Генератор не имеет размагничивающей последовательной обмотки, его внешние характеристики имеют пределы от 50 до 500 А с наклоном не более + 0,04 В/А, что обеспечивает стабильную механизированную сварку в защитном газе.
Недостатки
Однако конструктивные особенности определяют и основные недостатки сварочных преобразователей, из-за которых их, по крайней мере, в бытовой сфере (сварочные работы в мелком бизнесе, на даче, в гараже) вытеснили инверторы. В первую очередь это:
- большие габариты и масса (она может доходить до полутонны и выше);
- низкий КПД;
- повышенная электрическая опасность;
- шумность работы;
- необходимость в сервисном обслуживании.
Принцип их действия — переход электрической энергии в механическую и обратно — подразумевает большие энергетические затраты на вращение вала. Этим обусловлен очень высокий расход электроэнергии, делающий устройство невыгодным для «домашнего» применения.
Кроме того, наличие вращающихся с высокой скоростью деталей уменьшает степень надежности машины. Узким местом варочного преобразователя, как и самого электродвигателя, являются шарикоподшипники, на которых закреплен вал.
Они нуждаются в периодической проверке и замене масла 1-2 раза в год. Также необходимо контролировать состояние коллектора и щеток токосъемников.
Под повышенной электрической опасностью имеется в виду тот факт, что перед началом сварочных работ преобразователь обязательно должен быть заземлен, подключение его к сети по правилам должно проводиться только электриком.
Техника безопасности
При использовании преобразователей нужно соблюдать требования по технике безопасности для электроустановок:
- корпус обязательно должен быть заземлен; работы, связанные с подключением агрегата к электросети, должен производить исключительно профессиональный электрик;
- учитывая, что оборудование подключается к источнику питания с напряжением 220/380 В, двигательная клеммная коробка должна быть закрыта и надежно изолирована.
Несмотря на то что сварочные преобразователи расходуют больше электрической энергии из-за низкого КПД, наличия механических связей, сварочный ток всегда стабильный независимо от перепадов сетевого напряжения. Это предоставляет возможность выполнять сварные швы высокого качества.
Также необходимо соблюдать в процессе работы со сварочным преобразователем следующие требования:
Вентильные сварочные генераторы
Вентильный сварочный генератор (ВСГ) представляет собой электрическую машину переменного тока с выпрямителем. ВСГ чаще всего выполнены на базе трехфазной индукторной электрической машины, содержащей по два пакета статора и ротора из тонколистовой электротехнической стали (рис. 8.3).

Рис.8.3. Магнитная система двухпакетного индукторного генератора с аксиальным потоком возбуждения
1 – вал; 2 – массивная втулка на валу; 3, 8 – пакеты железа ротора; 4 – обмотка якоря; 5, 9 – пакеты железа статора; 6 – станина; 7 – обмотка возбуждения, прикрепленная к станине; Ф – основной магнитный поток.
Оба пакета железа статора запрессованы в стальную станину, с помощью которой они магнитно соединены. Пакеты железа ротора запрессованы на стальную втулку, расположенную на валу генератора, и также между собой соединены магнитно. На каждом пакете железа ротора имеются зубцы. Зубцы одного пакета сдвинуты по окружности относительно зубцов второго пакета на 180 электрических градусов.
Силовая обмотка уложена в пазы статора (общая для обоих пакетов), а тороидальная обмотка возбуждения размещена между пакетами железа ротора и жестко прикреплена к станине.
ВСГ не имеют обмоток, расположенных на роторе. Все обмотки – якоря и возбуждения – закреплены на статоре и при работе генератора неподвижны. Поэтому в генераторе нет скользящих контактных колец. Такое исполнение обеспечивает высокую надежность в эксплуатации.
На рис. 8.4. представлена принципиальная электрическая схема ВСГ.

Рис. 8.4. Принципиальная электрическая схема ВСГ.
Трехфазная обмотка своими выводами подключена к трехфазному выпрямительному мосту VD. Необходимые для ручной дуговой сварки крутопадающие внешние характеристики формируются в основном за счет внутренних индуктивных сопротивлений самой электрической машины. Фазное напряжение может быть определено в векторном виде:
Где E0 – ЭДС генератора при холостом ходе; I, Id, Ig – фазный ток, продольная и поперечная составляющие фазного тока; xd, xg – индуктивные сопротивления машины по продольной и поперечной осям; r – активное сопротивление фазы.
В режиме сварки продольная составляющая реакции якоря намного больше поперечной составляющей (jIdxd >> jIgxg). Эта продольно размагничивающая составляющая реакции якоря как бы создает магнитный поток, встречный основному, создаваемому обмоткой возбуждения.
Плавное регулирование крутизны внешней вольтамперной характеристики,
или плавное регулирование сварочного тока осуществляется изменением ЭДС холостого хода Е0, посредством изменения тока возбуждения генератора реостатом R. Ступенчатое регулирование сварочного тока производится переключением обмоток якоря.
Сварочный преобразователь представляет собой электромашинную установку, состоящую из приводного электродвигателя и сварочного генератора.
Преобразователи типов ПСО-315МУ2, ПСО-300-2У2 и ПД-502 предназначены для питания постоянным током одного сварочного поста при ручной дуговой сварке. Преобразователи работают по одному и тому же принципу и отличаются конструктивным исполнением. Сварочные генераторы ГСО-300 и ГСО-300М преобразователей ПСО представляют собой четырехполюсные коллекторные машины постоянного тока с самовозбуждением, имеющие последовательную размагничивающую обмотку. Регулирование сварочного тока производится реостатом проволочного типа (плавная настройка) и подключением кабеля к соответствующему зажиму клеммной доски.
Сварочный генератор преобразователя ПД-502У2 в отличие от рассмотренных имеет независимое возбуждение.
Преобразователь типа ПСГ-500-1У3 предназначен для питания постоянным током одного поста дуговой автоматической и полуавтоматической сварки в среде защитных газов плавящимся электродом с постоянной скоростью подачи при токе 60 – 500 А. Сварочный генератор преобразователя представляет собой четырехполюсную машину с самовозбуждением. Генератор имеет жесткие внешние характеристики с наклоном не более 0,04 В/А. Регулирование напряжения производится реостатом в цепи катушек возбуждения.
Сварочный преобразователь ПД-305У2 с вентильным генератором предназначен для питания одного сварочного поста при ручной электродуговой сварке.
Сварочный генератор преобразователя – трехфазная индукторная электрическая машина повышенной частоты с выпрямительным устройством.
Сварочные агрегаты относятся к категории передвижных энергетических установок, приспособленных для работы в полевых условиях. Они предназначены для ручной дуговой сварки штучными электродами и полуавтоматической и автоматической дуговой сварки. В настоящее время агрегаты выпускаются на номинальный ток 250; 315; 400; 500 А.
Основными элементами агрегатов являются: двигатель внутреннего сгорания (бензиновый или дизельный); сварочный генератор; пульт управления с контрольно—измерительными приборами; реостат регулирования сварочного тока; топливный бак; аккумуляторная батарея для электростартерного пуска двигателя агрегата или пускового двигателя др.
Двигатели внутреннего сгорания имеют автоматический регулятор, поддерживающий постоянную (в пределах 8 %) частоту вращения приводного двигателя независимо от значения сварочного тока. Это необходимо для обеспечения стабильного и качественного процесса сварки.
Сварочные агрегаты АСБ-300, АДБ-309, АДБ-311. В агрегатах применен бензиновый двигатель модели 320-01. Сварочные генераторы – однопостовые сварочные генераторы постоянного тока с последовательной размагничивающей обмоткой, с самовозбуждением.
Сварочные агрегаты АДД-303, АДД-305, АДД-312. Применен дизельный двигатель модели Д144. Сварочные генераторы агрегатов являются типичными представителями коллекторных генераторов серии ГСО-300.
Читайте также: