Сварочный инвертор горят транзисторы
Обновлено: 19.05.2024

Оборудование
Инверторные сварочные аппараты за непродолжительное время завоевали небывалую популярность среди специалистов. Несмотря на надежность блока питания ремонт сварочного инвертора иногда все же может понадобиться.
Диагностика неисправности и замена вышедшей из строя детали при наличии определенной сноровки может производится в домашних условиях. Для осуществления ремонта необходимо предварительно ознакомиться с конструкцией устройства и лишь потом приступать к ремонту.
Распространенные причины поломок
- Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. - Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. - Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. - Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. - Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. - Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Ремонт силового блока инвертора

Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.

Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Заключение
Ремонт сварочных инверторов своими руками – это достаточно тривиальная задача, требующая небольших знаний и навыков в области электротехники. Большинство неисправностей инверторых блоков питания можно отремонтировать после простейшей диагностики ключевых силовых узлов.
При самостоятельном восстановлении работоспособности инвертора важно обзавестись паяльником, флюсом, мультиметром и осциллографом. При осмотре и ремонте важно полностью обесточивать электронный прибор, дабы не подвергать себя риску поражения электрическим током.
Основные неисправности сварочных инверторов и методы их устранения

Множество домашних мастерских укомплектовано сварочным оборудованием на основе инверторного блока питания. Такие изделия обладают множеством преимуществ. Однако, время от времени любая техника ломается и может потребоваться ремонт сварочных инверторов.
Подобная операция легко выполнима в домашних условиях, поскольку внутренняя компоновка инверторной установки для розжига дуги хорошо поддается диагностике и обслуживанию. Успешность исправления неисправностей инверторной сварки зависит, прежде всего, от навыков и знаний мастера-ремонтника.
Особенности сварочных инверторов и их ремонт
Большинство пользователей подобных сварочных устройств отмечают:
- высокую мощность установки;
- мобильность аппарата;
- простоту обслуживания;
- надежность конструкции инвертора;
- минимальное потребление электрической энергии при выполнении работ по свариванию металлических изделий.
Характерной особенностью инверторных устройств для сварки служит более сложная электротехническая схема, по сравнению с трансформаторными или выпрямительными сварками.

Инвертор для сварочных работ.
Ремонт инверторных сварочных аппаратов следует начинать с проверки следующих элементов:
- транзисторы;
- диодный мост;
- система охлаждения.
Перед тем, как отремонтировать сварочные аппараты своими руками необходимо провести диагностику основных компонентов. Как правило, неисправные детали, например, транзисторы или диоды, можно легко определить по существенном изменении геометрии.
Если такие детали удается выявить визуально, то восстановление аппарата для сварки своими руками сведется к банальной замене неисправных электротехнических элементов при помощи паяльника и припоя.
Ремонт сварочных полуавтоматов своими руками должен производится мастерами, имеющими хотя бы базовые познания в электронике и умеющими пользоваться такими устройствами, как мультиметр, вольтметр и осциллограф.
Большинство моделей инверторных аппаратов для сварки комплектуются инструкциями. Проводить обслуживание данных устройств проще по схемам, имеющимся в соответствующем разделе документации.
Диагностика неисправностей инверторов
Непосредственно перед выполнением восстановления работоспособности инверторного оборудования для сварки следует ознакомиться с типовыми неисправностями и наиболее эффективными методами диагностики.
В большинстве случаев, ремонт полуавтоматов для сварки следует производить по такому алгоритму:
- Визуальный осмотр всех узлов инвертора.
- Зачистка окислившихся контактов при помощи растворителя и щетки.
- Изучение конструкции инвертора по идущей в комплекте документации.
- Диагностика неисправности.
- Замена нерабочих электронных компонентов.
- Пробный запуск.
Все неисправности, при которых может потребоваться ремонт своими руками сварочных аппаратов делятся на три вида:
- возникшие из-за неправильного выбора режима сварки;
- возникшие из-за нарушения в работе одного из элементов электронной схемы прибора;
- возникшие из-за попадания пыли или сторонних предметов в корпус инверторного блока питания.
Перед тем, как проверить сварочный аппарат на предмет неисправных радиодеталей, следует провести полную чистку от пыли и грязи. Засорение элементов охлаждения системы поддержания дуги может пагубно сказаться на работоспособности многих электронных компонентов.
Если при предварительной визуальной проверке не выявлены неисправности, то следует переходить к более глубокой диагностике.
Типичные причины выхода из строя инвертора представлены:
- попаданием жидкости внутрь корпуса инвертора, повлекшим за собой окисление токопроводящих дорожек и коррозию основных радиоэлементов;
- обилием пыли и грязи внутри корпуса, вследствие которых существенно ухудшилось охлаждение и произошел перегрев силовых микросхем;
- перегревом работы инвертора из-за выбора неправильного режима работы, вследствие которого может потребоваться ремонт сварочных выпрямителей.
Ремонт сварочного трансформатора, в отличие от инвертора, может выполняться без существенных навыков и умений. В трансформаторных сборках используются радиоэлементы, которые обладают невероятно длительным жизненным циклом.
Методика ремонта преобразователя и других ключевых узлов инверторного источника тока будут показаны в следующем разделе.
Основные виды поломок и их устранение
Прежде чем рассмотреть основные виды неисправностей инверторных устройств следует ознакомиться с устройством инвертора.

Электрическая схема сварочного инвертора.
Большинство популярных моделей состоит из:
- блока питания;
- блока управления;
- силового блока.
Неисправности и ремонт сварочных аппаратов в большинстве случаев связаны с поломкой силового блока, состоящего из:
- Первичного и вторичного выпрямителей.
В состав блока входят два диодных моста различной мощности. Первый мост способен выдерживать до 40 ампер ток и до 250 вольт напряжение. Второй диодный мост собран из более мощных элементов и способен поддерживать силу тока 250 ампер при напряжении порядка 100 вольт. Возможные ошибки данного модуля связаны с аварией диодов первичного или вторичного моста. - Инверторного преобразователя.
Поломка силового транзистора инверторного преобразователя часто является ответом на вопрос почему сварочный аппарат не варит. Ремонт инвертора можно произвести путем замены транзистора на аналог с параметрами силы тока 32 ампера и напряжением 400 вольт. - Высокочастотного трансформатора.
Как правило, трансформатор состоит из нескольких обмоток, повышающих силу тока до 250 ампер при напряжении до 40 вольт. Большинство инверторного оборудования имеет две обмотки, выполненные при помощи медной проволоки или ленты.
Перед тем, как отремонтировать сварочные аппараты своими руками следует внимательно продиагностировать прибор и четко определить, какой из элементов неисправен.
Не стоит даже пытаться самостоятельно отремонтировать инвертор из корпуса которого повалил плотный белый дым. В таких случаях самым правильным решением будет обращение в квалифицированный ремонтный центр.

Компоновка деталей сварочного инвертора.
Ремонт сварочного полуавтомата с инверторным источником может понадобиться при возникновении следующих неисправностей:
- Нестабильное горение раскаленной дуги или сильное разбрызгивание материала электрода.
Неисправность в большинстве случаев связана с неправильным выбором рабочего тока. В инструкции по эксплуатации сказано, что на 1 миллиметр диаметра электрода должна приходится сила тока от 20 до 40 ампер. - Прилипания сварки к металлу.
Такое поведение характерно для устройств, работающих при недостаточном напряжении. Подобные неисправности и способы их устранения четко описаны в сопроводительной документации. При прилипании электрода к свариваемому материалу следует очистить контакты клемм, к которым подключаются модули инверторного устройства. Кроме этого, не лишним будет замерить напряжение в электрической сети. - Отсутствие дуги при включении аппаратуры.
Дефект зачастую связан с банальным перегревом устройства или повреждением силовых кабелей кабелей в процессе длительной эксплуатации при повышенных температурах. - Аварийное отключение инвертора.
Если в процессе проведения работ аппарат внезапно отключился, то наверняка сработала защита от короткого замыкания между проводами и корпусом. Ремонт устройства в случае возникновения подобного дефекта состоит в нахождении и замене поврежденных элементов силовой цепи инвертора. - Огромное потребление электрического тока при холостой работе.
Типичная неисправность, возникающая вследствие замыкания витков на токопроводящих катушках. Восстановление работоспособности устройства после такой неисправности состоит в полной перемотке катушек и наложении слоя дополнительной изоляции. - Отключение сварочного оборудования через определенный промежуток времени.
Подобное поведение характерно для перегревающихся инверторных электроприборов. Если сварка внезапно выключилась, то нужно дать ей остыть и через 30-40 минут можно продолжить работу. - Посторонние звуки при работе блока питания.
Устранение дефекта заключается в затягивании болтов, стягивающих элементы магниторовода. Помимо этого, неисправность может быть связана с дефектом в крепеже сердечника или замыканием между кабелями.
Важно отметить, что большинство видов работ следует выполнять с использованием паяльника, укомплектованного специальным отсосом. Такой инструмент существенно облегчает работу по нанесению и удалению припоя на посадочные места радиотехнических элементов.
Рекомендации по самостоятельному ремонту

Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
- Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. - Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. - После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. - По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. - Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. - Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Самостоятельный ремонт может производится в домашних условиях. Основные неисправности инверторов связаны с выбором неправильного режима работы или выходом из строя радиоэлементов.
Некоторые неисправности сварочного полуавтомата можно определить визуально. Существует всего несколько причин из-за которых не включается сварочный инвертор. Большинство причин поломки работающего инвертора связаны с сгоревшими конденсаторами или пробитыми сварочными транзисторами.
Ремонт сварочника ИСМ-160

Итак полгода назад в результати экспериментов над сварочником ему поплохело ) выбило два транзистора FGH40N60 и раскололся цементированный ограничивающий ток заряда конденсаторов 15-и ватный резистор. Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене.
Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета (несмотря на то что два были живыми). И о чудо все заработало. Вентилятор крутится, на выходных клеммах 60 Вольт. Вот вроде бы оно счастье, но при попытке чиркнуть электродом произошол БАБАХ и снова выгорело тоже плечо…После чего стало понятно что халявы не будет.
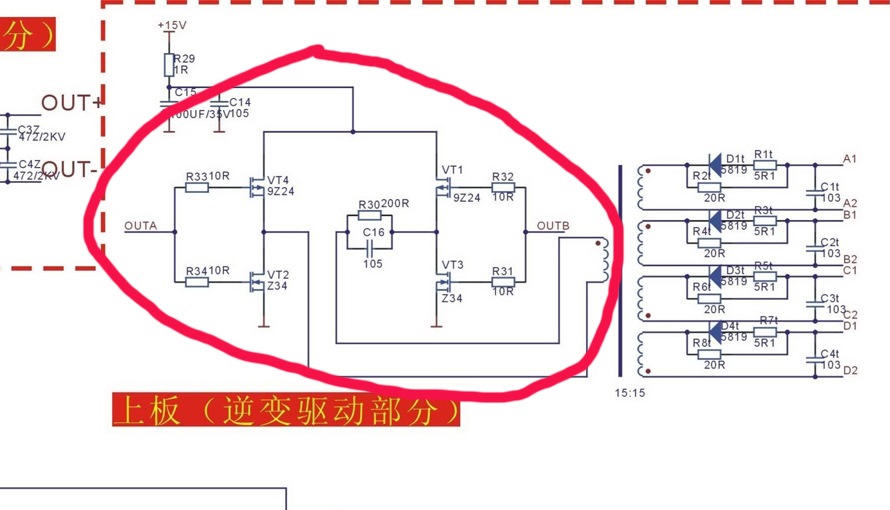
Далее по профильным форумам были начаты поиски схемы. Ближайший аналог оказался некий Китайский MMA ZX7-225. Вот его схемка:
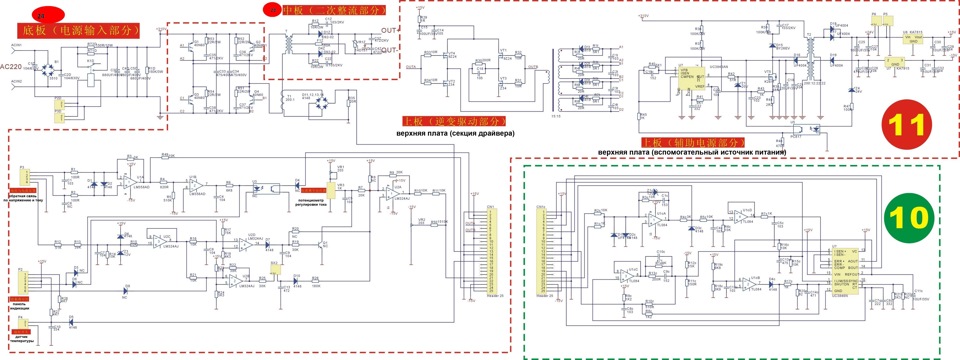
вот ссылка на полноразмерную картинку перевод китайских надписей примерный гугловский, ну и позиционные обозначения элементов не совпадают, а так по схемотехнике практически один в один.
Вместо сгоревшего плеча, были впаяны два оставшихся в живых родных транзюка. Далее решил вместо управляющей микросхемы которая завязана на обратные связи и всякие ограничения сделать временную свою схемку выдающую импульсы несмотря ни на что )) (насколько это правильное или неправильное решение я не могу сказать, но мне так удобней)
была набросана вот такая схемка
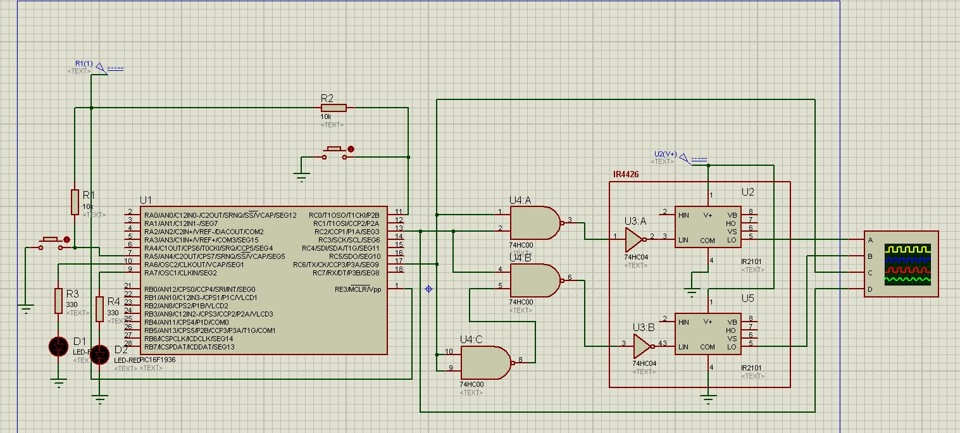
решено было сделать два режима, один статическая выдача высокого по одному каналу и низкого по другому, с преключением каналов, и второй с выдачей импульсов на частоте 40 кГц на которой работает родная микросхема. Для этого решено было использовать два канала ШИМ, один на частоте 80 кГц выдает импульсы изменяемой ширины (меняется кнопками), а второй выдает 40 кГц меандр, при этом этот 40 кГц меандр с помощью несложной логики подключает 80 кГц импульсы то к одному каналу драйвера мосфет/игбт IR4426 то к другому ( в протеусе кстати IR4426 нету, поэтому она съимитирована с помощью двух IR2101 и двух инверторов)
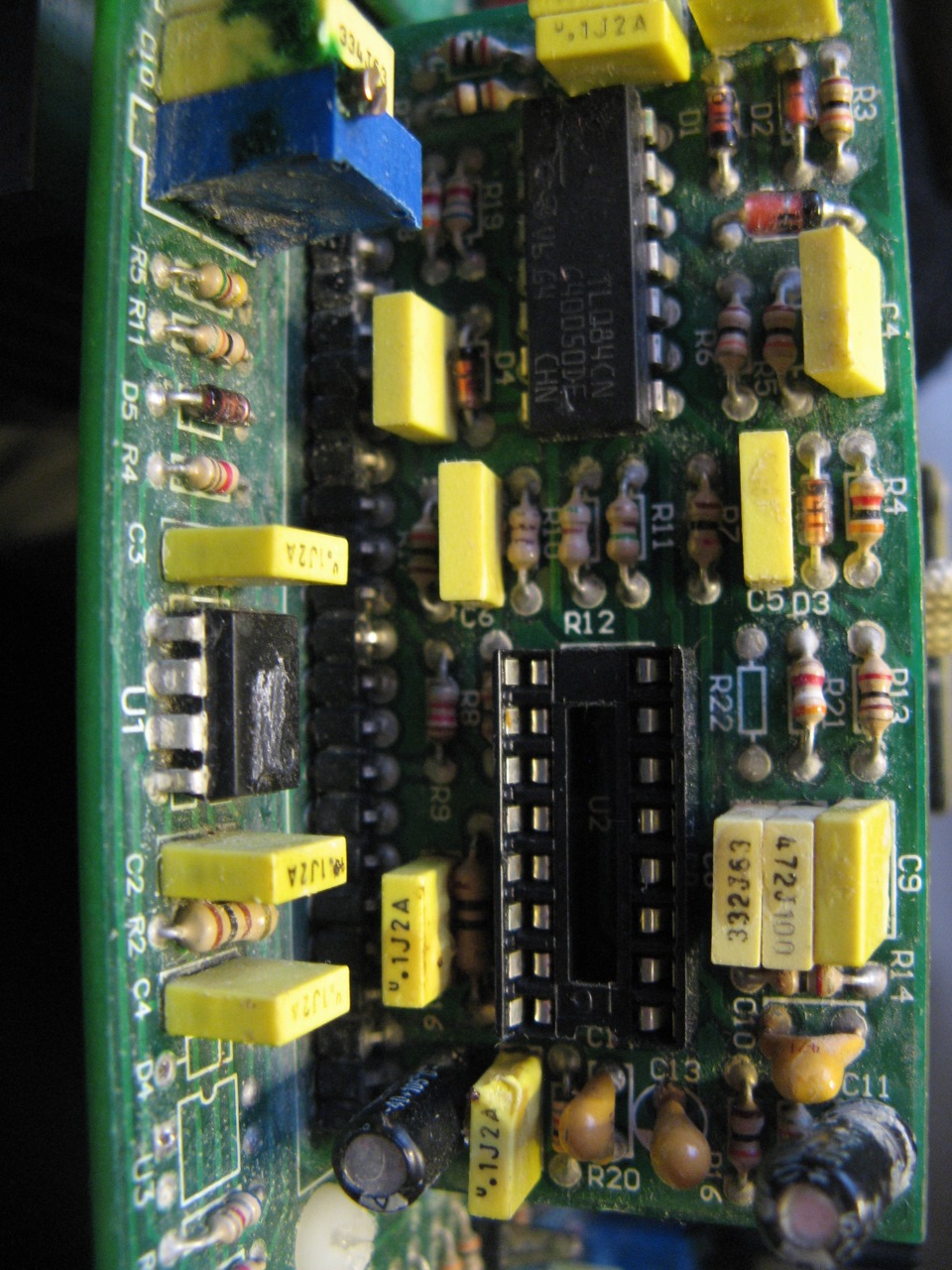
далее все было реализовано в железе:
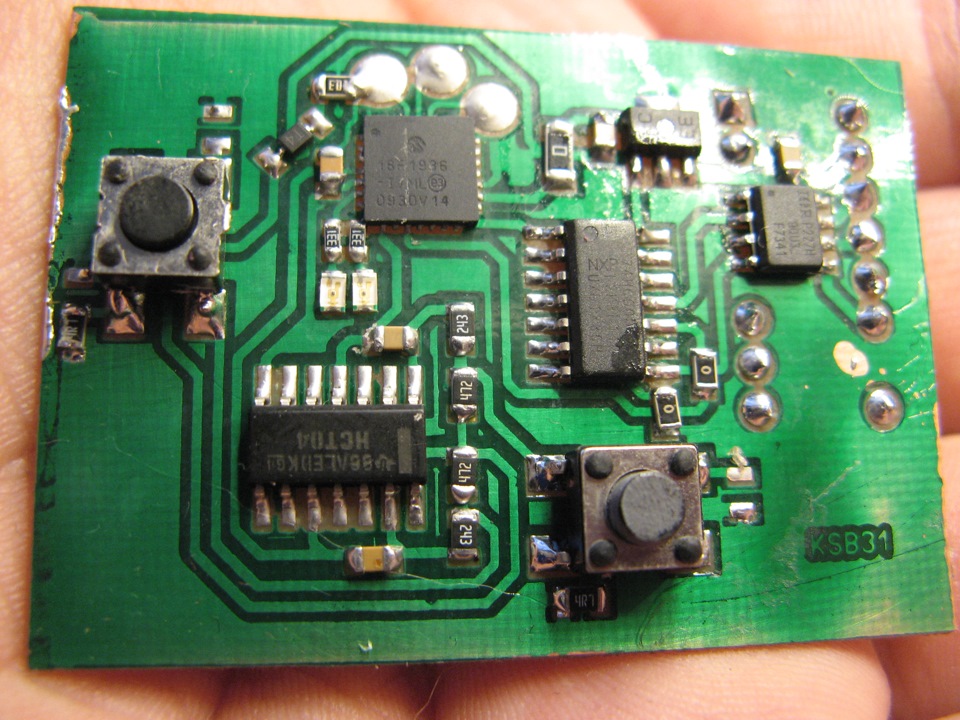
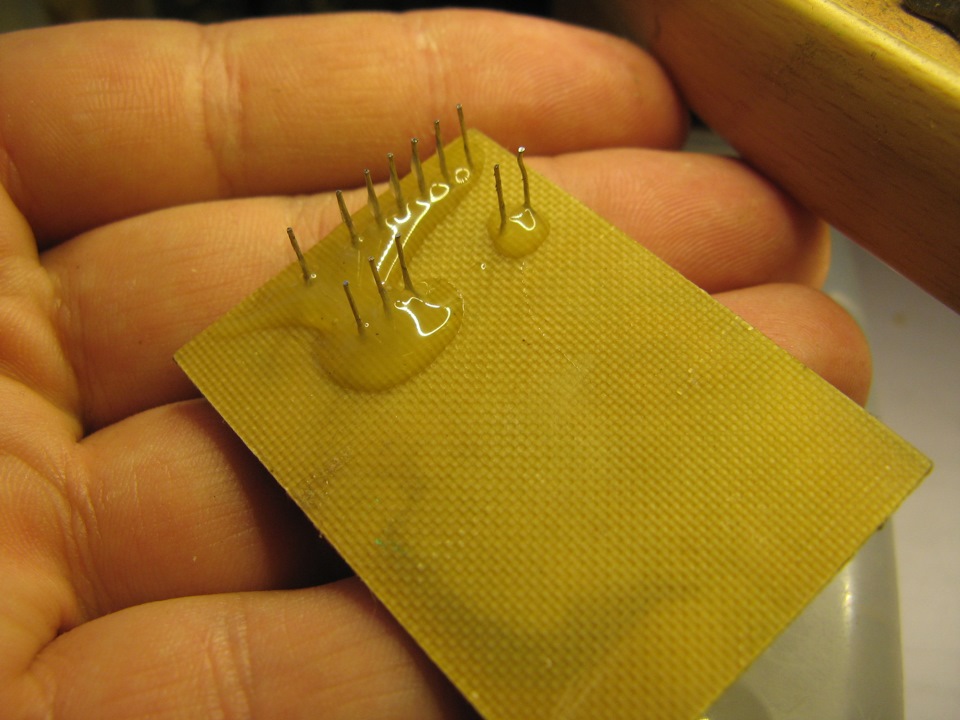
вместо родной микросхемы KA3846 была впаяна кроватка
и в нее установлена моя приблуда
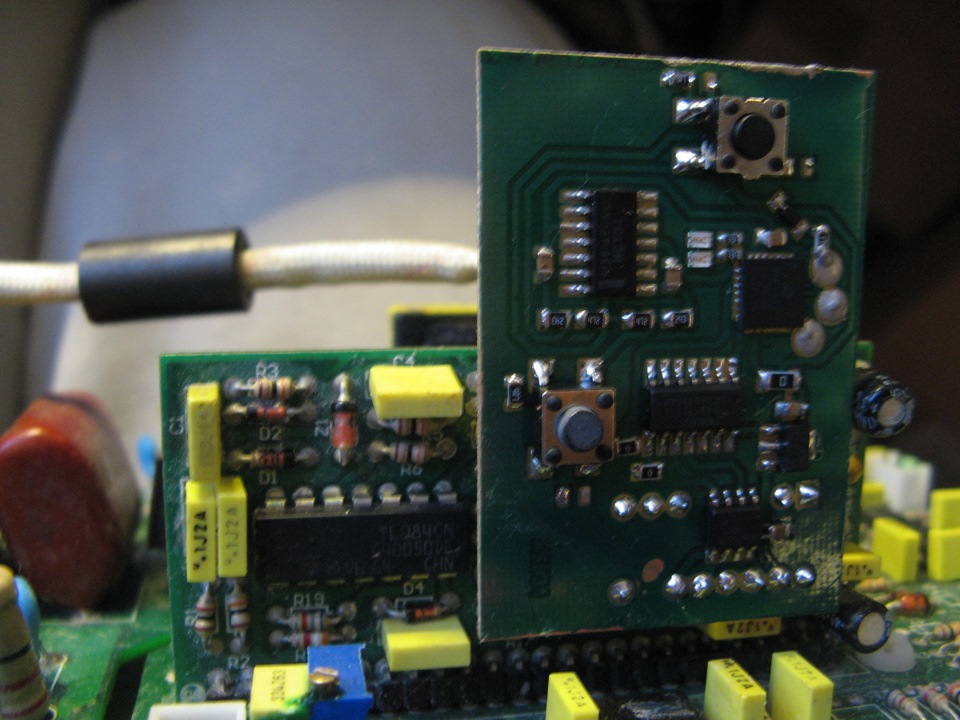
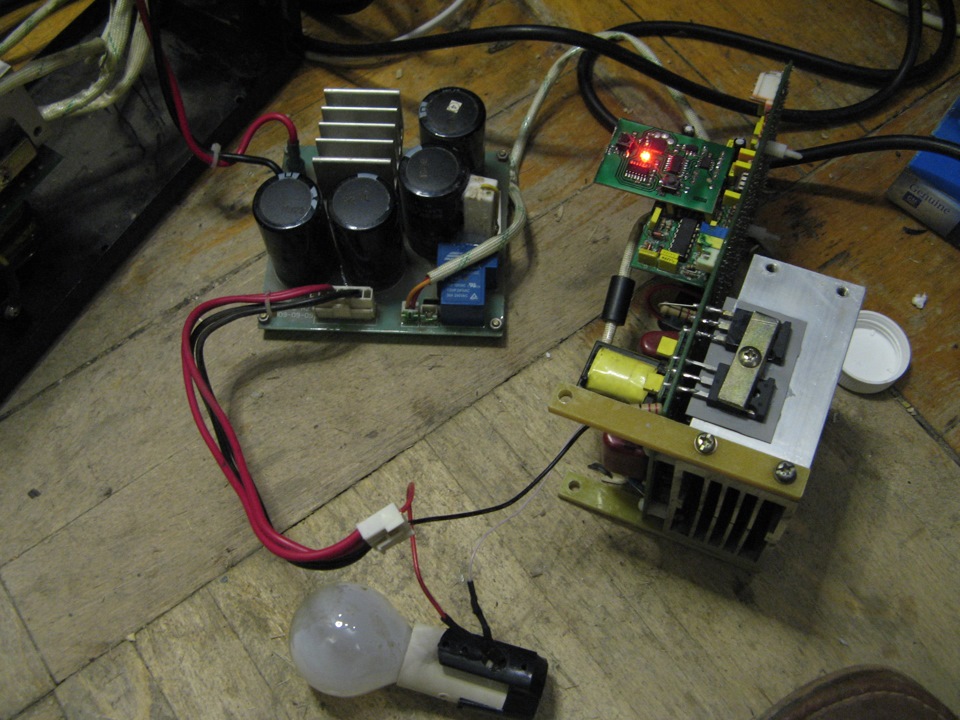
В разрыв 310 вольт была установлена лампа на 60 Вт, чтобы в случае сквозных токов мосфеты не умерли.
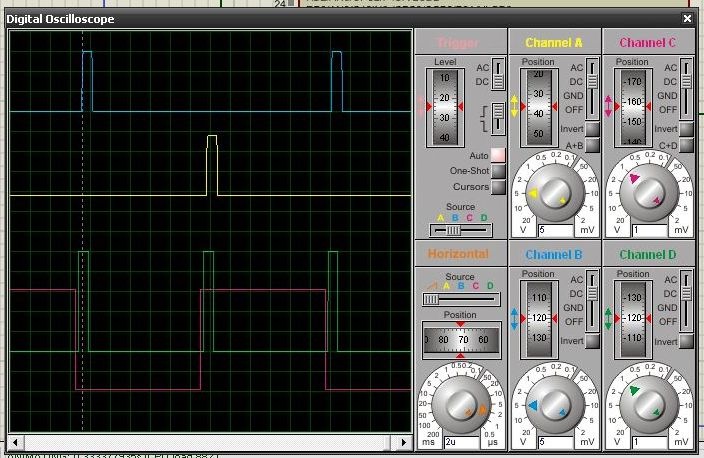
Итак после статической проверки вот этого участка
был включен режим импульсов. Вот такие осциллограммы получились на затворах IGBT транзисторов:
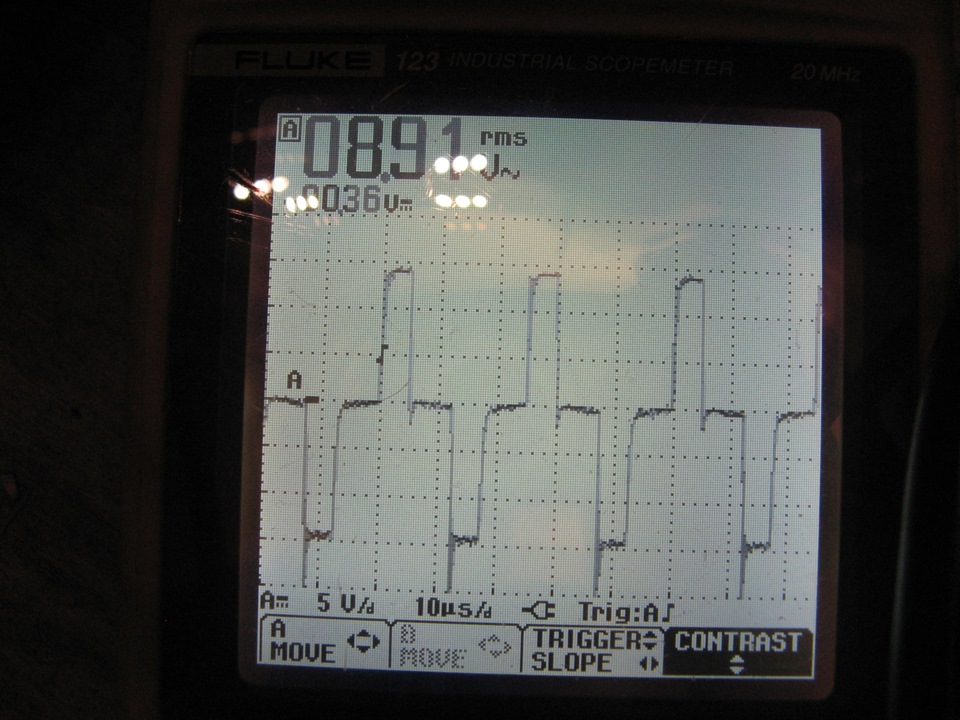
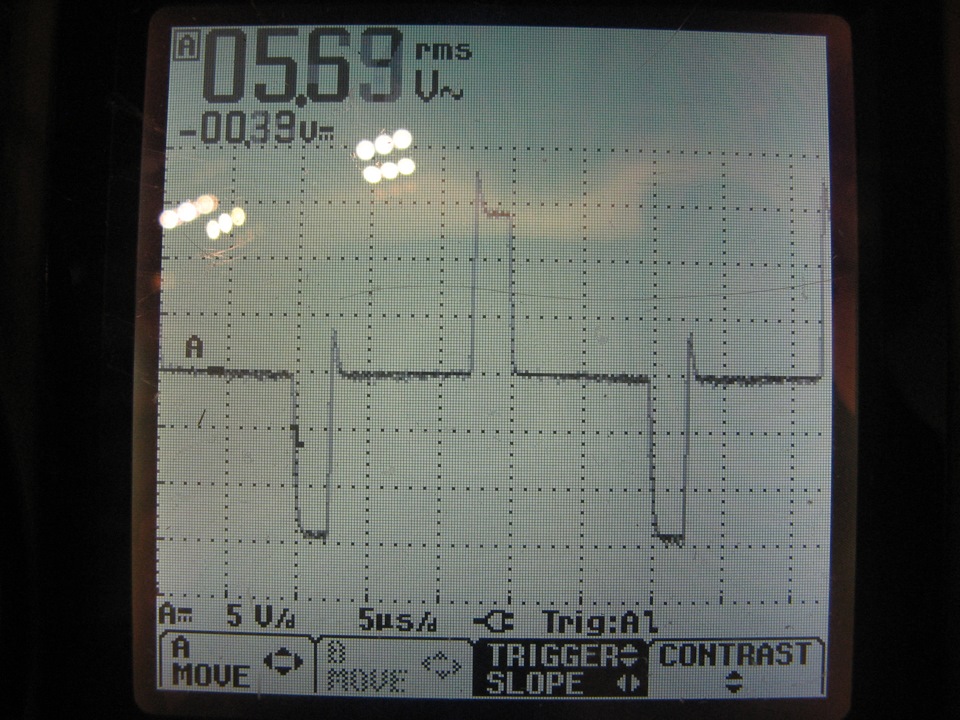
Вроде как все ок. Далее нагрузил выход 12-и омным 35 ваттным резистором, ток получился 3 А. Ничего нигде не выбило, така резистор в один момент разогрелся и пожег малость пол ).
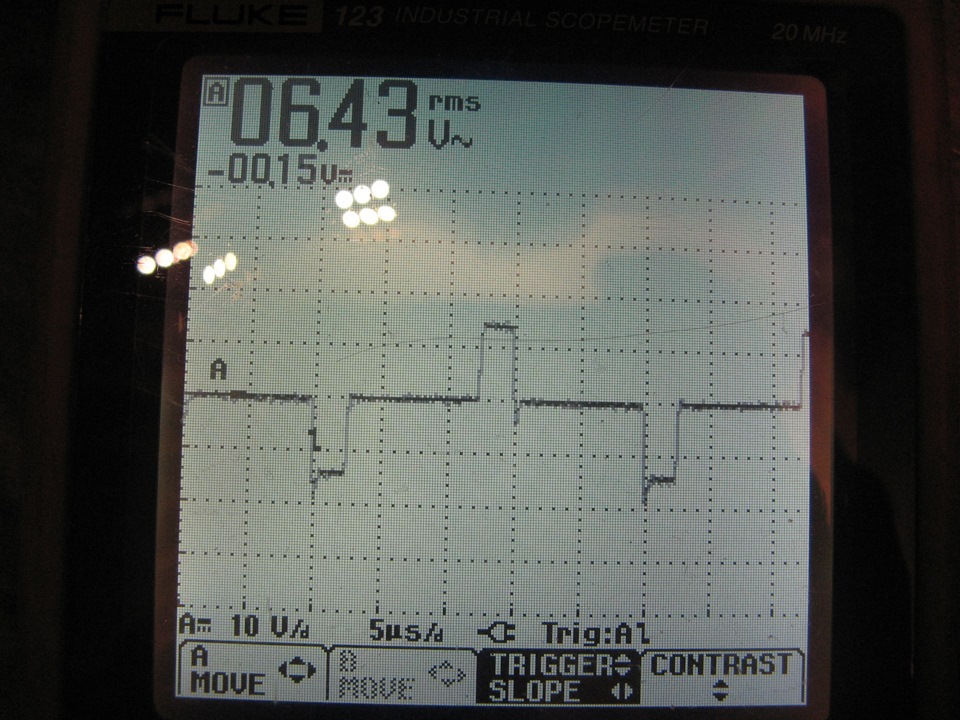
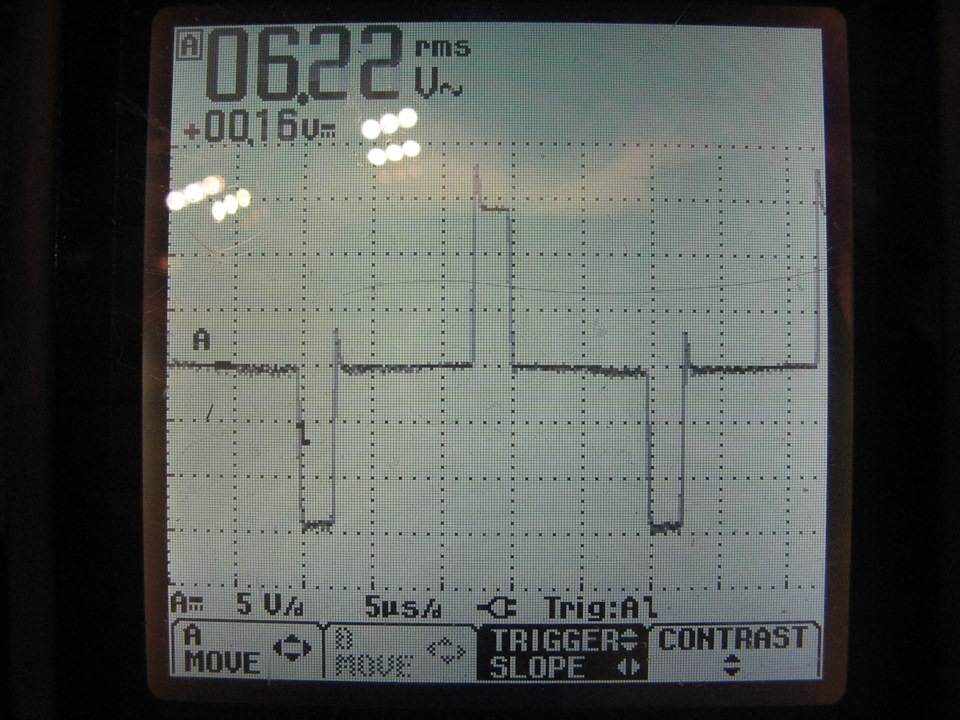
Тогда на пробу поставил уже родную микросхему. На ХХ импульсы такие:
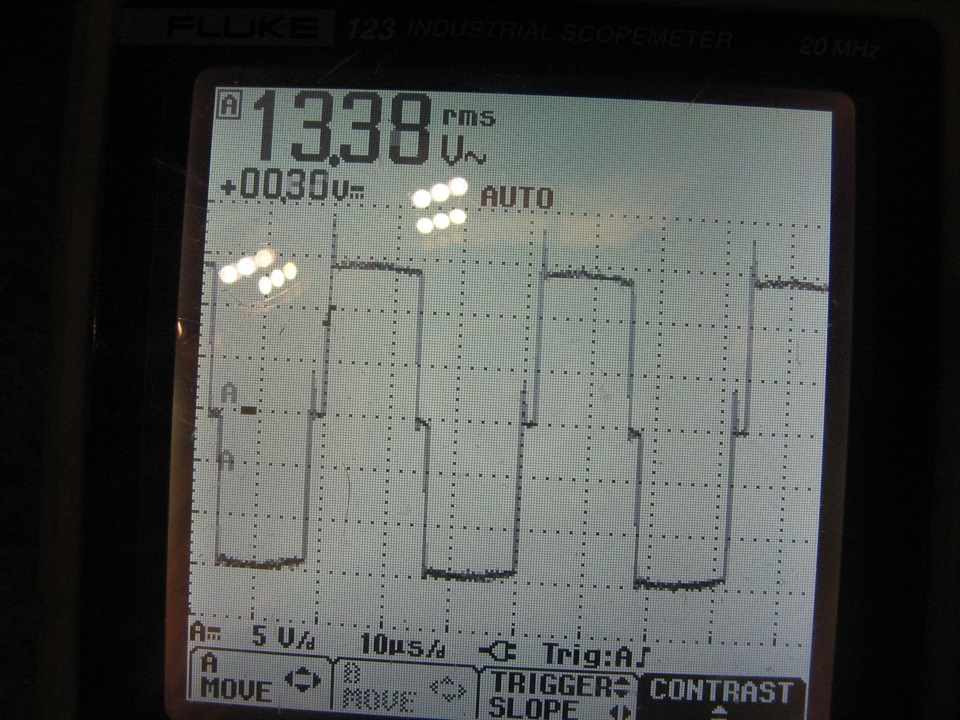
Далее заменил лампочку 60 Вт на одлну галогенку 500Вт, выставил ток 20 А, закоротил отверткой выводы — импульсы на хзатворах стали минимальными, но ничего не сгорело. Собрал без ламп — то бишь штатно все, отвез в грараж сжег одн элекрот 1,6 мм на токе 40 А и одну тройку на 100А.
Вроде все тьфу тьфу тьфу работает. Но возникает вопрос почему выгорели транзисторы во второй раз? после этого ни один из элементов заменен не был (ну кроме сгоревших транзюков), ведь потренировавшись со своей платой вернулся ко всему штатному.
Единственное объяснение которое я вижу это то что когда выпаивал родную микросхему феном (так как она была запаяна с двух сторон платы) попутно прогрел все, что рядом и возможно избавился от какой-нибудь "холодной пайки", например резисторов и кондеров задающих dead time. Но с другой стороны сварочнику уже лет 10, почему это не вылезло раньше? Второй это то, что всё отмыл от просто гигантского слоя пыли, часть из которой вполне ведь могла быть металлизированной, ибо сварочник всегда сосед болгарки.
Хотелось бы услышать мнение специалиста по сварочникам Dominys (поэтому упомяну его тут чтобы он заглянул в эту тему ))
Транзисторы в Ресанту.

Всем здрасте. Прошу вашей помощи. Сгорел сварочное Ресанта 190а. Сгорел второй раз . Первый раз когда сгорел, отдал мастеру починить, починил за 2500 р. Прошло полгода, начал активно пользоваться, опять сгорел. При-вскрытии обнаружил что при первом ремонте были заменены только IGBT транзисторы в количестве 4 штук и все. Теперь все те же самые симптомы. Вопрос: Где купить транзисторы по надежнее? На Али или по России кто высылает? Или все же лезть на специализированные форумы и разбираться что их заставляет вылетать? Спасибо.
Комментарии 128
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Ввел в заблуждение. Проверил его на плате, мультик показал что он в обрыве. Выпаял его, показал 10 Ом, через некоторое время показал 80 Ом. Полез смотреть в инете, оказалось что это термистор. Заменю все равно.

если на корпусе нописано 101 это и есть 10 ом.первые 2 цифры ЧИСЛО 3я МНОЖИТЕЛЬ =10 ом
Парни, в городе нашел у себя транзисторы 60n60. Я его пощупал, посмотрел, надпись не стираеться, она как бы выдавлена на поверхности, и буковка, , f, , рядом пристутствует. Сделано аккуратно, ножки не напаяны, цена вопроса 300 р штучка. Как думаете, стоит связываться?
маркировка означает: 60 А ток и 600V напряжение.а у родного 40А и 600V/
Да это я знаю, хочу взять с небольшим запасом. Вот думаю, попутно ничего не отгорит? Вчера ковырял аппарат, вылетели. 2 транзистора и два сопротивления на входе, мощностью около 10 ватт. Они при включении грелись. Настораживает тот факт, что при первой неисправности они тоже грелись, но мастер их не поменял. Вот наверное это и есть то что из за этого они по второму разу отвалились.
сопротивления не причём.нужно смотреть сам трансформатор (на коротыш) выпрямитель (диоды на входе и выходе), и цепи обратной связи.силовые транзисторы горят от перегрузки.

значит конструкция такая у нее
Он сам по себе немного отличается, внутренности немного другие, я заглядывал внутрь через вентиляционные отверстия. А вскрыть крышку и посмотреть что там внутри, не дает(((
режим работы какой сварочника на шильдике что написано
Режим работы, более чем щадящий. Болгаркой профиль 20*40,20*20, отрезал, приварил, Потои замер, подгонка болгаркой., приварил. Пока все замеры и подгонки производяться, сварочник работает в вхолостую. Брал у родственника Ресанту, 190 а, но она немного другая, у нее автомат вместо выключателя стоит, вот ее имел и в хвост и в гриву. Хоть бы фиг. От перегрева даже не отключалась, и варит по сей день.
случайц со сварочником сжег его один товарич варил четверкой на большом токе а у сварочного ток маленький и режим ПВ то же ни какой я ему говорю что этим сварочным только тройкой варить по его характеристикам так он мне ответил я тройку сам делаю беру электрод 4и режу пополам вот и получается у меня тройка
Только электроды 2 и 3, больше не работаю никакими.

Ещё часто несут, мол ломается часто.
Начинаешь спрашивать, а оказывается берут удлинитель метров на 50, со скруткам и режут им металл. Это бытовая техника, ее не желательно перегружать

У меня удлинитель 100 метров, свариваю и ни о чем не думаю.Что дальше?
Если хорошее сечения и нет "скруток", то дальше вы варите в свое удовольствие. Я думаю это очевидно))
Цепи управления можете и не увидеть, они под радиоторм стоят. Смд резисторы на 15, например.
А я чет дёшево беру, 1800 за такую работу :)

От домашней сети 220 В работает, от генератора вытекает конденсатор, ПОЧЕМУ?
на всех сварочниках есть шильдик и там написан режим работы его
ПВ 40№ ИЛИ ПВ 60% при определенном токе так его надо соблюдать
Да да да. А то он работал своим аппаратом полгода после ремонта и все было норм. А потом бац . . . И снова на деньги попал.Пока не установите причину поломок, так и будете гадать и рассуждать о ПВ. Так и будет попадать на них, а причину, а причину так и не устранили.

Может поискать причину почему горят?
Большое время работы без перерыва, бытовой расчитан на небольшие промежутки работы и продолжительное остывание, тем более вы говорите об активном использовании, сварка на почти максимальном токе, что никогда не следует делать, питание инвертора от бензогенератора не соответствующей мощности, сварка в морозы или влажную погоду на улице, удлиненные силовые провода, подгоревшие разьёмы силовых проводов в месте соединения с инвертором, сварка при пониженном напряжении в сети или длинным удлинителем недостаточного сечения и тем более с не до конца размотанной катушкой, отключение сразу после сварки не дожидаясь остывания вентилятором. И схемотехника здесь на самом последнем месте.
Как видите причин может быть много и одна из них причина вашей беды.
Попробую этот сам реанимировать. А там наверное другой возьму.

Ресанта + 2500 первый раз, еще раз 2500 и однако это уже немножко по приличней сварочник? Я к тому, что раз уж такое дело, может стоит задуматься о другом аппарате. Помнится, когда выбирал себе сварочник "для дачи", погядел обзоры на ютубе. Так вот там мужик весьма убедительно рассказывал и показывал элементную базу у бытовых сварочных инверторов.
Принцип прост — чем мощней начинка, крупнее радиаторы и лучше охлаждение, тем дольше все это проживет.

Проработайте вариант установки дополнительных (параллельно)
на кой?
А получится так, что будет ставить мощнее и мощнее и баян из транзисторов прикручивать, а они все сгорают и сгорают. Искать причину надо, а причина не в ключах.
если вылетают, значит в перегрузе
что-нибудь слышал при импульсный режим и линейный, отличие знаешь, не?
Прежде чем советовать, надо сперва знать, а не догадываться. Мастер тоже догадывался, когда с ТС слупил 2500, а потом ТС после нескольких недель счастья пошел за советами догадливых сюда и догадливые стали дальше раздавать советы.
умник, я написал проработайте вариант, ты овощ читать научись, шары выпучит и долбит по клаве.
я не пробовал, и точно не советую, а только дал мысль.
Я умник, а ты дурак. Вот и вся разница.Иди книжки читай, прежде чем дурацкие советы раздавать и сажать на ненужные расходы человека. Лох ламерский.
если ты уверен в своей правоте, напиши технически грамотно почему так делать нельзя, а не вспоминай выдуманные истории.
Уверен и знаю, поэтому дал единственно правильный совет-найти человека специализирующегося на СИА для ремонта. Всё. Читай комментарии ниже.Что еще надо?
П.С а жечь транзиля и складывать их в мусорное ведро ни к чему толковому не приведет.
До свидос!

Совершенно не убедительно вы отстаиваете свою точку зрения.
Посмотрите на фото, это тот самый аппарат и непосредственно его силовые ключи.
Если вы хоть немного разбираетесь в схемотехнике подобных приборов то сожмите рассмотреть, то что ключи на заводе установили параллельно по два штуки на плечо.
Теперь скажите что вы мне доказать пытаетесь?
Я предполагаю! что на заводе после ключей в цепях эмиттеров не установлены уравнивающие сопротивления, это и служит причиной поломки, также не исключено что контроллер измерения тока на определенных уровнях моросит.
И при желании на этот аппарат можно добавить хотя бы по одному транзистору на плечо, но делать это должен не такой квалификации человек какой обладаете вы, а выше на порядок, так как нужно учитывать допустимые значения схемы управления этими силовыми ключами.
Читайте также: