Сварочный инвертор к полуавтомату
Обновлено: 17.05.2024
Полуавтоматический сварочный аппарат является усовершенствованием стандартного сварочного оборудования. Благодаря особой конструкции агрегата значительно ускоряется рабочий процесс. Полуавтоматы широко используются не только на заводах, но и в небольших мастерских.
Преимущества и недостатки полуавтоматов
Полуавтоматические аппараты для сварки пользуются популярностью не только у профессионалов, но и у домашних мастеров, так как имеют ряд преимуществ перед обычными сварочными аппаратами. К основным плюсам полуавтоматов можно отнести следующее:
- возможность варить алюминий, чугун, конструкционные стали и другие металлы;
- аппаратом можно варить как тонкую листовую сталь (не менее 0,5 мм), так и толстую;
- не требуется зачищать кромки до блеска;
- аппарат легко настраивается под разные режимы работы;
- высокая скорость работы;
- доступная цена;
- малая токсичность образуемого дыма, если сравнивать с работой обычными электродами;
- можно заполнять металлом широкие зазоры;
- при работе хорошо видно сварочную ванну, которая не заполняется шлаковыми массами;
- швы отличаются своей герметичностью, что важно для соединений под газы и жидкости;
- при работе методом MIG/MAG создается малое количество брызг;
- шов требует незначительной обработки;
- простота в изучении всех параметров и настроек для начинающих.

Также полуавтоматы имеют и некоторые недостатки.
- Плохая работа на открытом пространстве (на улице). Необходимо закрывать место работы от ветра, так как он сдувает защитный газ из-под горелки.
- При работе методами MIG/MAG требуется наличие баллона с газом, который имеет немалую массу и неудобен в транспортировке. К тому же, его нужно периодически отвозить на заправку.
- При работе без защитного газа повышается излучение от электрической дуги и увеличивается разбрызгивание раскаленного металла.
Что лучше — инвертор или полуавтомат
Если сравнивать два вида аппаратов, то становится очевидным, что инвертор работает с электродами, а полуавтомат — с электродной проволокой, как с порошковым покрытием, так и омедненной. В последнем случае требуется использовать защитный газ для обдува места горения электрода, благодаря чему создается более качественный и эстетичный шов, чем при сварке обычным электродом. Полуавтоматы больше подходят для работы с нержавеющей сталью, алюминием и другими “трудными” металлами.
К тому же, полуавтоматом можно сращивать тонкие металлические детали, например, при кузовном ремонте автомобилей, чего нельзя делать обычным инвертором. Особенно удобно работать полуавтоматом в труднодоступных местах, поскольку длина электродной проволоки не мешает при работе. При работе инвертором порой сложно добраться до какого-либо места соединения из-за длины электрода. В таких случаях его приходится укорачивать, на что уходит время. Необходимость постоянной замены электрода сильно снижает производительность труда.
Но инверторы имеют огромное преимущество перед полуавтоматами – это мобильность и компактные размеры. Аппарат без проблем перемещается с одного места работы на другое, к примеру, при установке длинного забора или монтаже рекламных щитов. Поэтому инвертор можно считать более универсальным прибором. Полуавтомат же скорее относится к стационарному оборудованию, которое используется в пределах участка цеха или мастерской, поскольку он имеет большую массу, чем инвертор, и его неудобно постоянно перемещать вместе с баллоном и шлангами.
Подводя итог, можно сказать, что полуавтомат больше подходит для профессионального использования, когда требуется регулярно проводить сварочные работы. Для выполнения различных соединений на бытовом уровне достаточно будет инвертора, особенно, если предполагается его использовать от случая к случаю.
Полуавтоматы инверторного типа
Не так давно в продаже появились агрегаты, представляющие собой комбинацию инвертора и полуавтомата. Инверторный полуавтоматический сварочный аппарат, как видно из названия, использует в качестве источника тока инверторный преобразователь.
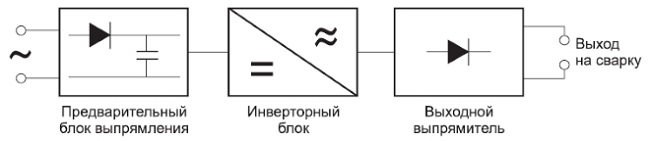
Для справки! Инвертор работает по следующему принципу. Поступающий из электросети переменный ток, проходя через диодный мост, выпрямляется. Далее, уже постоянный ток проходит через транзисторы, преобразующие его снова в переменный, но высокочастотный ток. Ток высокой частоты понижается с помощью трансформатора, при этом напряжение снижается, а сила тока возрастает. Этот ток поступает в выходной выпрямитель, где он снова преобразуется в постоянный.
Благодаря такой технологии значительно уменьшаются габариты агрегата, а высокочастотные характеристики тока положительным образом влияют на стабильность горения сварочной дуги. К тому же, главное отличие инверторов — это высокий КПД, поскольку энергия не тратится впустую на нагрев железа большого трансформатора.
Применяются инверторные полуавтоматы на крупных и мелких предприятиях, в строительных и автомобильных мастерских. С помощью данных аппаратов выполняют сварку любых металлов, как однородных, так и разнородных; соединение деталей большой толщины и сварку тонких листовых металлов; непрерывные швы большой длины и т.д.
Инверторный сварочный аппарат полуавтомат имеет свои преимущества перед обычным полуавтоматом:
- сварные швы имеют высочайшее качество;
- отличная эргономика;
- низкое потребление электроэнергии;
- малый вес;
- плавная регулировка сварочного тока;
- компактные размеры;
- имеется защита от залипания электрода;
- функция “горячий старт”;
- режимы Pulse/Superpulse (применяются для работы по тонким листовым сталям);
- форсаж дуги;
- высокий КПД;
- встроенная система охлаждения;
- имеется защита от перегрева;
- благодаря микропроцессорному управлению аппарат может проводить самодиагностику, запускать подходящие программы сварки, распознавать горелки и т.д.
Также на инверторных полуавтоматах могут иметься дополнительные режимы, например, смена полярности или сварка методом ММА, то есть штучными электродами, что значительно расширяет возможности агрегата.
Технические параметры для выбора полуавтомата
Прежде всего, выбирая полуавтоматы, нужно иметь представление, с какой интенсивностью они будут использоваться, поскольку агрегаты выпускаются в 3-х категориях
- Бытовые. Могут подключаться к бытовой электросети с напряжением 220 В и не рассчитаны на продолжительное использование. Через короткие промежутки времени (указано в инструкции) аппарату нужно давать время на остывание. Бытовые модели сварочников вырабатывают ток в пределах 200 А и могут работать как с применением защитных газов, так и без них, то есть порошковыми проволочными электродами;
- Полупрофессиональные. Могут вырабатывать сварочный ток до 300 А. На аппаратах используются электродная проволока в паре с защитными газами. Сварка может проводиться методом MIG/MAG, а также электродной проволокой с порошковым покрытием (метод ММА).
- Профессиональные. Агрегаты работают от сети 380 В и рассчитаны на продолжительный режим работы. Величина тока в них может достигать значения 400 А. Полуавтоматы могут производить сварку методами ММА, MIG и MAG, а также варить в импульсном режиме и работать с вольфрамовыми электродами, методом аргонодуговой сварки (TIG).
Совет! Выбирая полуавтомат, не стоит сразу ориентироваться на его стоимость. Сначала следует изучить важные технические характеристики агрегатов, от которых будет зависеть качество выполняемых работ.
Напряжение сети
Поскольку полуавтоматы работают от электричества, то необходимо правильно подбирать аппарат под напряжение сети:
- для бытового использования требуется, чтобы аппарат подключался к сети 220 В, то есть к обычной розетке;
- на предприятиях и в небольших мастерских, где есть трехфазная сеть, лучше использовать профессиональное оборудование, способное работать от 380 В;
- существуют агрегаты, имеющие комбинированный тип подключения, которые могут работать как от трехфазной сети, так и от однофазной.
Также следует учитывать способность сети выдерживать нагрузку. Если при подключении к ней аппарата с нагрузкой 2-3 кВт напряжение падает ниже 200 В, то правильнее будет выбрать инверторный полуавтомат, который более стабильно работает в просаженных сетях (диапазоны напряжений, с которыми может работать оборудование, указываются в инструкции к нему).
Если при нагрузке напряжение в сети снижается до 150 В, то никакой полуавтомат при таких условиях работать не будет. В таких случаях для питания аппарата потребуется использовать бензиновый генератор или приобрести обычный инверторный агрегат (не полуавтомат). К тому же, на инверторе должна быть регулировка коэффициента мощности PFC, благодаря которой устройство может работать даже при напряжении до 100 В.
Сила тока
Этот параметр является основным для любого сварочного аппарата. Номинальный ток зависит от толщины металла, который требуется сваривать, и от диаметра электродной проволоки.
Выбирая полуавтомат по силе тока, нужно учитывать следующие условия.
- При толщине металла не более 5 мм достаточно сварочного тока в пределах 150-200 А. При этом диаметр электродной проволоки должен быть от 0,8 до 1,0 мм.
- Для металла толщиной больше 5 мм потребуется сварочный ток до 250 А, а в некоторых случаях и выше. При этом толщина проволоки уже должна быть 1,2-1,6 мм.
В таблице, приведенной ниже, указаны данные, которые можно применять для сварки низколегированных и углеродистых сталей в среде углекислого газа.

Выбирая аппарат, желательно, чтобы был небольшой запас силы тока, приблизительно в 50 А. Это даст возможность использовать оборудование без предельных значений тока и перегрева агрегата. Кроме всего, в просаженной сети или при использовании длинных кабелей сила тока имеет меньшее значение, чем расчетное. Нередко в рекламных целях производитель специально завышает цифры в паспортных данных на оборудование, которые в реальности не соответствуют заявленным.
Продолжительность нагрузки
Этот параметр необходимо учитывать для того, чтобы не допускать перегрева оборудования. Продолжительность рабочего цикла выражается в процентах и равняется 10 мин (10 мин = 100%). Этот показатель означает, на протяжении какого времени аппарат сможет работать на максимальных нагрузках до самоотключения. На следующем рисунке показано, где на аппарате указывается значение продолжительности нагрузки (ПН).
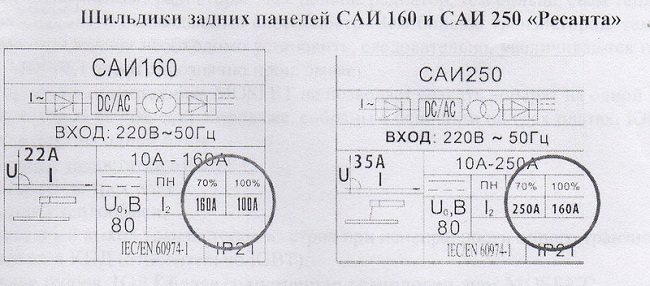
Также на рисунке видно, с какой силой тока аппарат может работать определенное время при максимальной нагрузке. К примеру, при значении ПН 50% аппарату после каждых 5 мин работы требуется давать 5 мин на отдых, то есть цикл работы можно обозначить как 50/50. Но если ПН = 60% и выше (что характерно для оборудования класса профи), при температуре окружающей среды 20 градусов оборудование отработает на максимуме 6 мин, после чего ему требуется отдых в течение 4 минут.
Как показывает практика, работать в режиме, когда ПН = 100%, нет необходимости. В среднем ПН у сварщика, работающего на полуавтомате, равняется 60% — это объясняется неизбежными технологическими остановками. Поэтому имея аппарат с ПН = 60%, можно и не делать специальных остановок в работе для его охлаждения.
Методы сварки и дополнительные функции
Все полуавтоматы имеют режимы сварки с использованием защитных газов MIG/MAG. Но инверторные полуавтоматы могут работать и в режиме ММА.
- MIG (Metal Inert Gas) – при этом методе используются инертные газы, например, аргон или смесь его с углекислым газом.
- MAG (Metal Active Gas) – метод сварки с использованием активных газов. Самым распространенным и экономным газом для этих целей является углекислый газ.
- ММА – метод обычной дуговой сварки с использованием электродов (электродной проволоки), имеющих защитное покрытие.
Кроме методов сварки, желательно, чтобы оборудование имело и дополнительные функции, облегчающие работу.
- Hot Start – функция горячего старта, помогает в розжиге дуги, например, при падении напряжения в сети или при сварке ржавого металла.
- Arc-Force – это функция стабилизации дуги. Если по каким-либо причинам дуга начинает гаснуть, то аппарат увеличивает силу тока, чем стабилизирует ее горение.
- Anti Stick – наличие данной функции исключает прилипание электрода к металлу во время работы.
Также немаловажно наличие режима TIG, позволяющего использовать вольфрамовые электроды в среде защитного газа аргона. Благодаря данному режиму появляется возможность сваривать практически любые металлы.
Обзор популярных моделей полуавтоматов
На рынке сварочного оборудования свою продукцию выставляют множество производителей, и новичку достаточно сложно из всего многообразия выбрать подходящий сварочный полуавтомат. Рынок захлестнули аппараты китайского производства, которые имеют невысокую стоимость, но не отличаются хорошим качеством, а тем более надежностью. С другой стороны, известные бренды от европейских и американских производителей стоят достаточно дорого, и для бытового использования купить их решается не каждый домашний мастер.
Совет! Если вы не хотите все время заниматься ремонтом данного оборудования и постоянно разочаровываться результатами работы, то лучше один раз потратиться, но приобрести качественный полуавтомат, который прослужит долгие годы.
Европейские производители
Wester MIG 180. Данный инверторный полуавтомат разработан в Германии, но выпускается на китайских заводах. Но несмотря на это, полуавтомат имеет хорошее качество сборки и высокую надежность. Производитель дает на него 3 года гарантии, что тоже подтверждает хорошее качество продукции.

Аппарат является бытовым, потребляет 7,5 кВт электроэнергии и способен вырабатывать ток силой до 180 А. Минимальный диаметр проволоки, который можно на нем использовать, равняется 0,6 мм. Если посмотреть на отзывы в интернете, оставленные в отношении полуавтомата Wester MIG 180, то среди них практически нет отрицательных.
Telwin BIMAX 152 TURBO. Это полуавтомат от итальянского производителя, который является лидером в производстве сварочного оборудования.

Аппарат на выходе выдает постоянный ток в пределах от 30 до 145 А, потребляет 3,7 кВт, может работать в режимах сварки MIG/MAG. Устройство подачи проволоки встроено в агрегат.
FUBAG IRMIG 200. Это полуавтоматический инвертор от немецкого производителя, зарекомендовавший себя высокой надежностью. Данный аппарат приобретают для небольших производств, автомастерских и для строительства. При цене около 20 тыс. рублей полуавтомат интересен следующими особенностями:
- плавная регулировка тока;
- подающее устройство для инвертора встроено в корпус и работает в автоматическом режиме;
- аппарат может работать не только в режиме полуавтоматической сварки (MIG/MAG), но и в ручном методом ММА;
- благодаря принудительной системе охлаждения предотвращается перегрев основных модулей устройства, которое может работать при температурах от -10 до +40°С;
- полуавтомат имеет евроразъем для подключения к нему горелки.
Данная модель имеет массу 15,4 кг и компактные размеры, благодаря чему ее удобно брать на различные объекты, переносить в пределах двора и т.д.
Американские производители
LINCOLN Handy Mig – довольно качественный трансформаторный полуавтомат от американского производителя.
Аппарат можно применять для сварки большинства металлов. Но основное его предназначение – это сварка тонколистовых металлов методом MIG/MAG. LINCOLN Handy Mig имеет максимальную силу сварочного тока 80 А, 4 уровня регулировки напряжения и плавную регулировку подачи электродной проволоки.
Российские производители
Интерскол ИСП-200/7 от российского производителя является инверторным полуавтоматом.

Аппарат способен работать как методом MIG/MAG, так и с применением штучных электродов (ММА). Разработчики позаботились, чтобы полуавтомат мог работать при значительных перепадах напряжения в диапазоне от 160 до 240 В.
Кроме всего, модель привлекает отечественного покупателя следующими характеристиками:
- эффективная система вентиляции исключает перегрев;
- компактные размеры и малый вес (12,6 кг);
- широкий диапазон настройки сварочного тока, от 20 А (для тонкостенных металлов) до 200 А;
- невысокая стоимость, в пределах 18 тыс. руб.
Форсаж 200 ПА. Данный сварочный инвертор может работать как полуавтомат, выполняя традиционные типы сварки MIG/MAG, так и в качестве обычного сварочного аппарата, использующего штучные электроды (метод ММА). Также оборудование позволяет использовать еще и метод аргонодуговой сварки (TIG).

Полуавтомат может генерировать сварочный ток в пределах от 15 до 200 А для всех типов сварки. С устройством можно использовать проволоку толщиной до 1,6 мм и электроды диаметром до 5 мм.
Подводя итог, можно сделать вывод, что отечественное сварочное оборудование ничем не отличается от зарубежных аналогов, а по некоторым параметрам и превосходит их. К тому же, цены на российские полуавтоматы являются более доступными, что немаловажно для большинства потребителей.
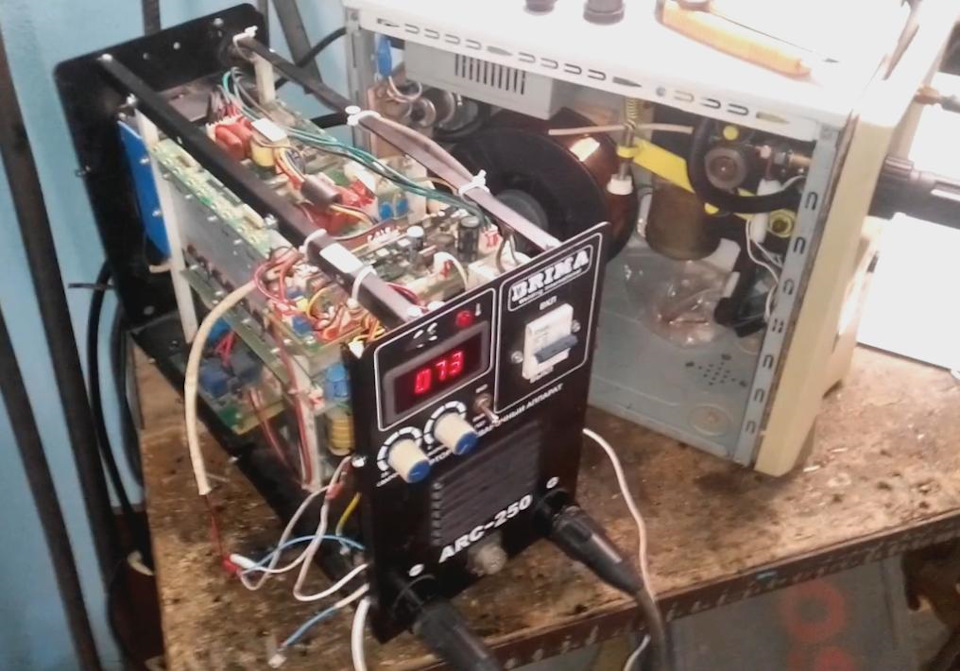
Обзор сварочного полуавтомата Своими руками. Финал.

Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
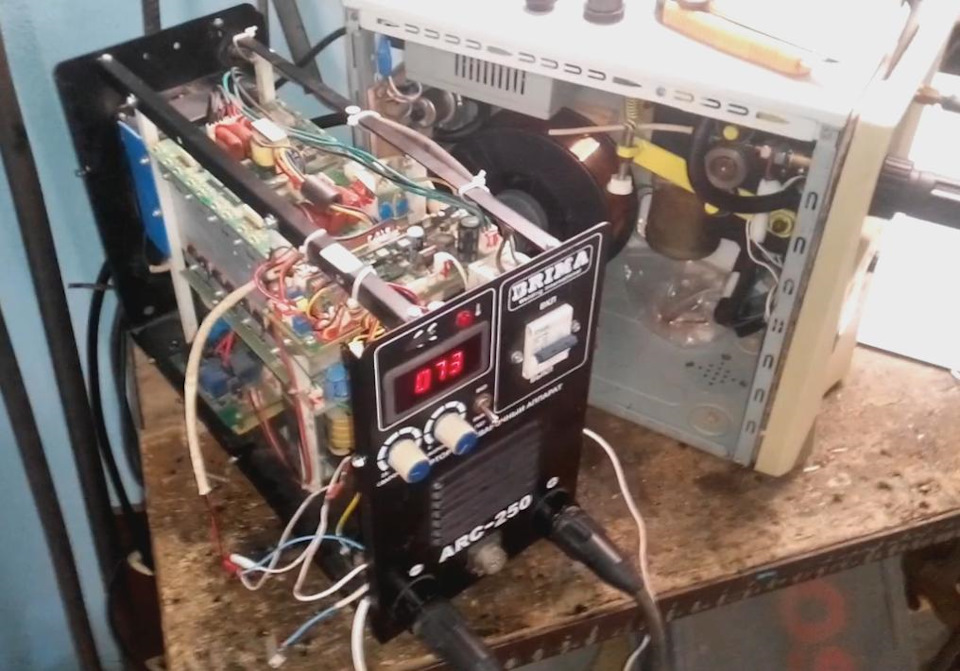
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Cварочный полуавтомат Своими руками










Переделка сварочного инвертора в полуавтомат
Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом: а можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник? Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая.
Способы переделки
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.

Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Механизм подачи электродной проволоки
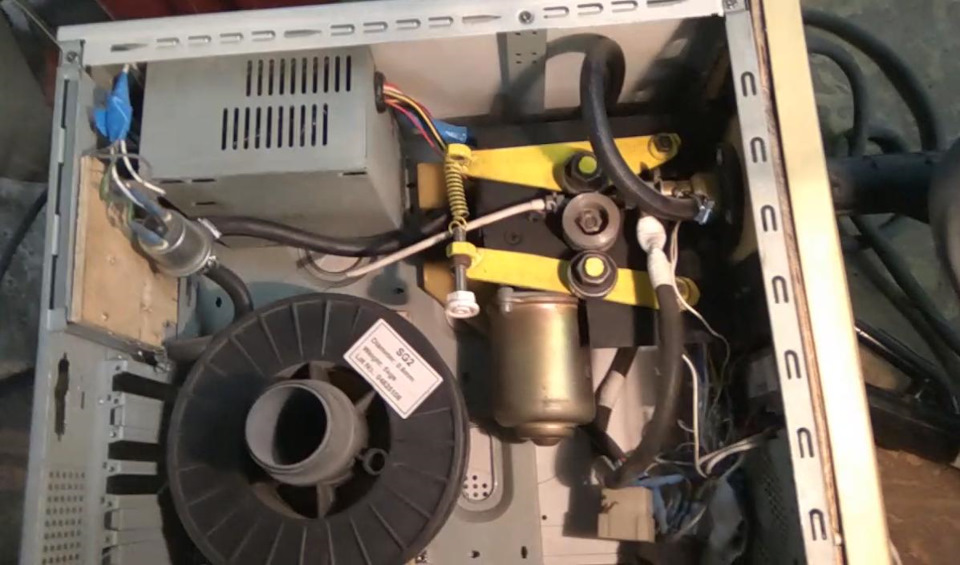
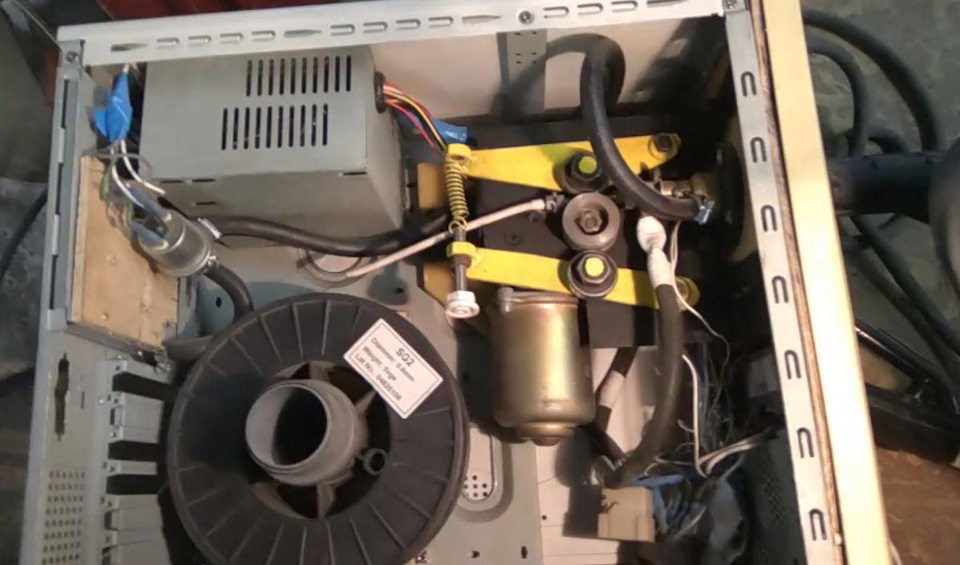
Поскольку подающий механизм будет размещаться в отдельном коробе, то для этой цели идеально подойдет корпус от системника компьютера. К тому же, не нужно выбрасывать блок питания. Его можно приспособить под работу механизма протяжки.
Для начала, нужно измерить диаметр катушки с проволокой или, обрисовав ее на бумаге, вырезать окружность и вставить ее в корпус. Вокруг бобины должно быть достаточно места для размещения других узлов (блока питания, шлангов и механизма протяжки проволоки).

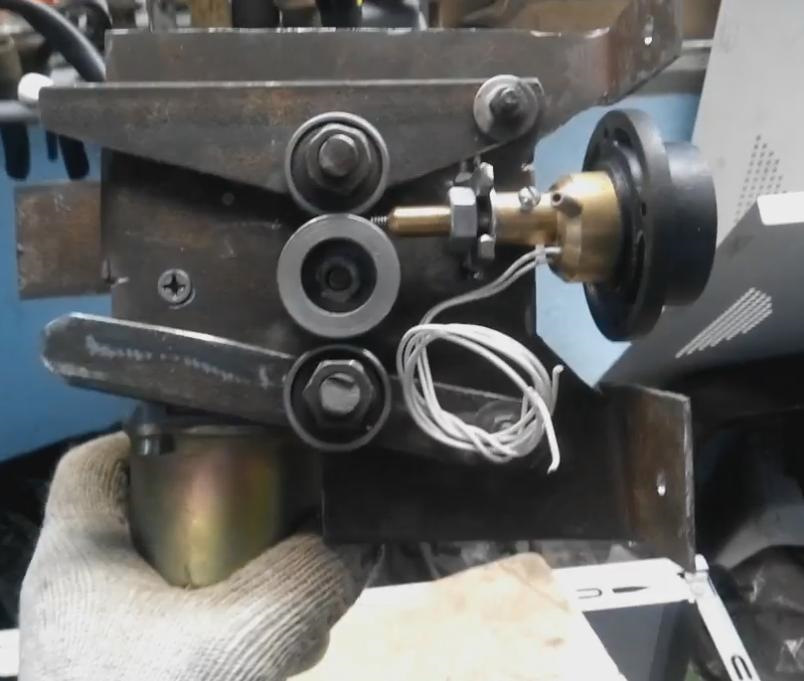
Устройство протяжки проволоки изготавливается из механизма стеклоочистителя от автомобиля. Под него необходимо спроектировать раму, которая также будет удерживать прижимные ролики. Макет необходимо нарисовать на плотной бумаге в реальном масштабе.

Совет! Разъем для подключения шланга горелки и сам шланг с горелкой можно изготовить своими руками. Но правильнее будет купить готовый комплект, который имеет доступную цену.
Устройство подачи должно быть установлено в корпусе так, чтобы разъем располагался в удобном месте.

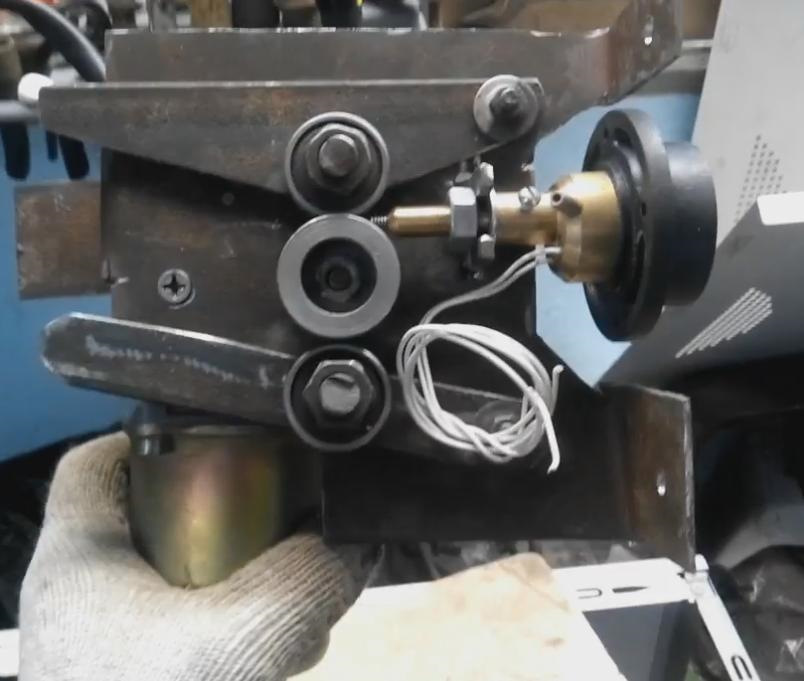
Чтобы проволока подавалась равномерно, все составляющие должны закрепляться точно друг напротив друга. Ролики необходимо отцентрировать относительно отверстия для входного штуцера, который находится в разъеме для подключения шланга.

В качестве роликовых направляющих можно использовать подходящего диаметра подшипники. На них с помощью токарного станка протачивается небольшая канавка, по которой будет двигаться электродная проволока. Для корпуса механизма можно использовать фанеру толщиной 6 мм, текстолит или прочный листовой пластик. Все элементы закрепляются на основе, как показано на следующем фото.

В качестве первичной направляющей для проволоки используется просверленный вдоль оси болт. В результате получится подобие экструдера для проволоки. На входе штуцера одевается кембрик, усиленный пружиной (для жесткости).

Штанги, на которых закреплены ролики, также подпружиниваются. Сила прижима устанавливается с помощью болта, расположенного снизу, к которому крепится пружина.

Совет! Если у вас по каким-либо причинам нет возможности изготовить механизм для протяжки проволоки своими руками, то его можно купить в Китае. В продаже имеются механизмы на 12 В и на 24 В. Данном случае, поскольку используется БП от компьютера, потребуется устройство с питанием от 12 В.

Основу для закрепления бобины можно изготовить из небольшого куска фанеры или текстолита и обрезка пластиковой трубы подходящего диаметра.

Далее, все компоненты нужно аккуратно разместить в корпусе.

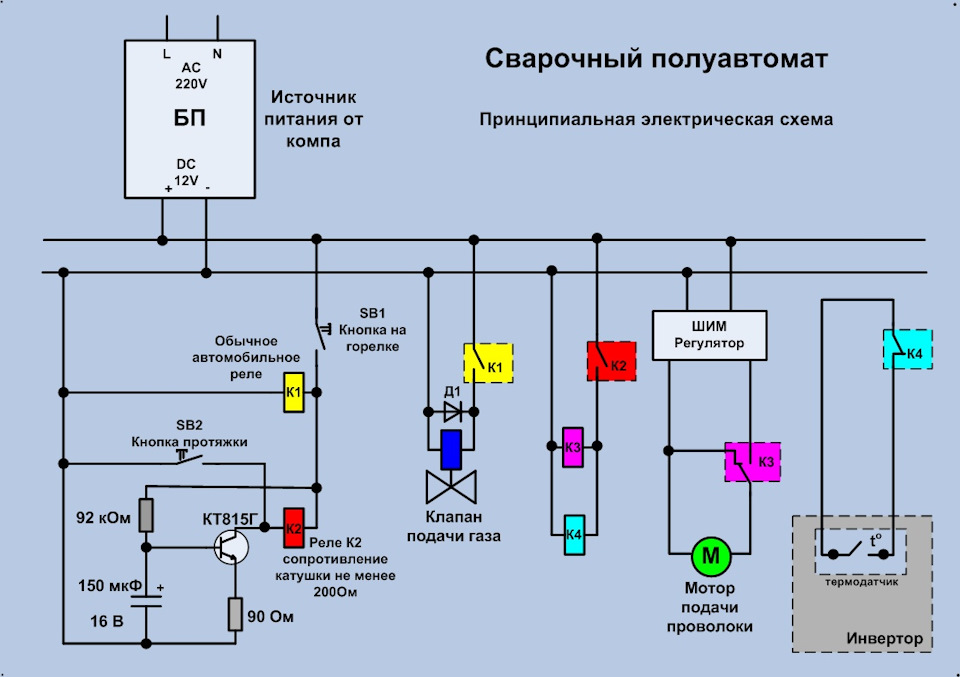
Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.

Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;

- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;

- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.

Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.

В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
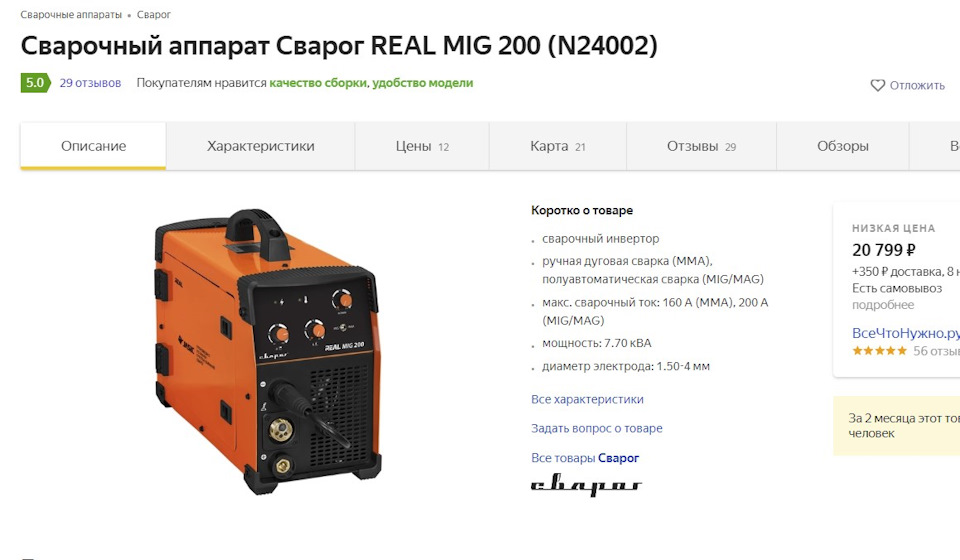
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
Читайте также: