Сварочный инвертор с отключаемым горячим стартом
Обновлено: 17.05.2024
Я уже писал тут в ветке про инверторы Hitachi, но решил создать отдельную тему. Мне ужас как мешает этот горячий старт, мешает это мягко сказано.
Знающие люди, подскажите каким образом в данных инверторах (у меня кстати ew4400) происходит включение\отключение горячего старта, как то аналогово или там ПО какое.
Купил инвертор совсем недавно, и понимаю что любые модификации лишают меня гарантии.
Завтра постараюсь перечислить микросхемы на плате управления если это конечно пригодится.
продай его пока новый и купи с регулируемым ГС
Не думаю, что найдутся тут у нас любители дорогого инструмента, большинство реснту здесь покупают. Таких дорогих и в магазинах нет, я его через интернет покупал. Хотя недавно форсаж 200 завезли но там тоже этот несчастный горячий старт.
Мысль такая была, но 16500
есть аппараты и гораздо дешевле,с регулируемым горячим стартом.
К сожалению, до покупки этого аппарата, я и знать не знал, что такое горячий старт. Да, сейчас я уже знаю, что есть инверторы с отключаемым и регулируемым ГС.
А такие деньги я потратил не от не хер делать, а из-за того, что не хотел покупать "китай" или "латвию" в лице ресанты.
Denis.F , А где сделана ваша Хитачи?
Klez , Ваш вопрос поможет убрать ГС?
На итальянской сборке убирается, а на китайской нет? )
Вообще очень надеюсь что Итальянец, написано "made in italy".
Denis.F написал :
Хотя недавно форсаж 200 завезли но там тоже этот несчастный горячий старт.
Спросите и я скажу как.
Рома, там же, где и Buddy.
Если он сделан в Китае, зачем им в Китай привозить сетевой провод и сварочные кабеля из Италии? Зачем кулачковый переключатель от итальянской компании ставить (BREMAS)?
Возможно платы и комплектующие из Китая, но собирают их всё таки в Италии .
Да и зачем весь этот цирк им, делать в Китае а писать, что в Италии сделано. Если шуруповёрты, к примеру, они делают в Китае, то они и пишут, что сделано в Китае!
Мне очень надо убрать на моём зелёном аппаратике, неужели это невозможно?
Denis.F написал :
Мне очень надо убрать на моём зелёном аппаратике,
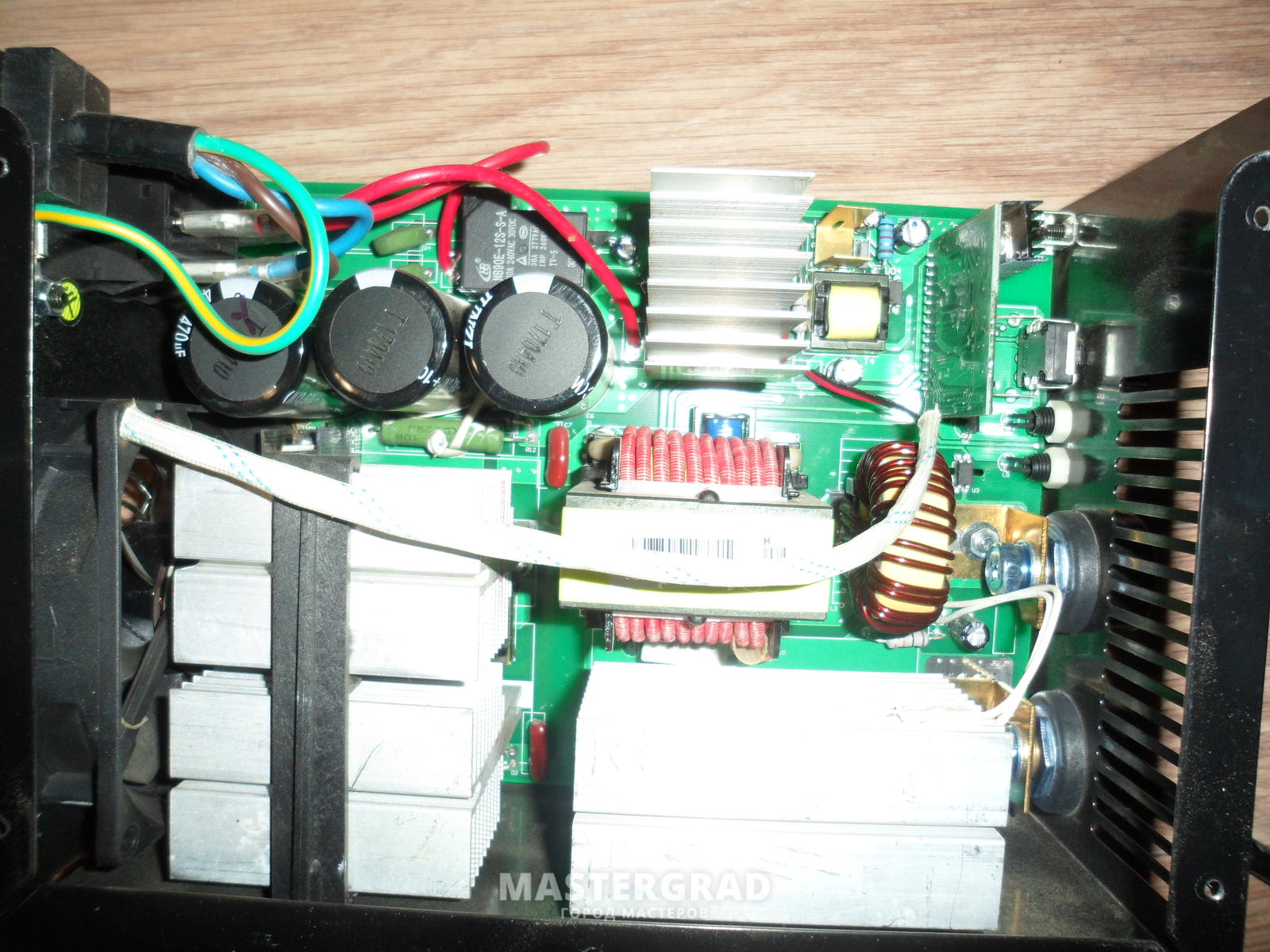
Фотки "внутрянки" возможно бы помогли, местным кулибинам помочь вам.
А зачем вам его отключать,варите жестянку? Не проще это сделать ПА?
Можно взять электрод потолще. немного должно помочь.
Я понял, поэтому и уточнил про "мой зелёный", а не про мой красный, к примеру. )
Сергей, подскажите как на форсаже его убирают. Может у них принцип схожий.
Klez написал :
А зачем вам его отключать,варите жестянку? Не проще это сделать ПА?
Да, тонкий метал проблемно варить, вертикал в отрыв неудобно очень. ПА - полуавтомат?
Klez написал :
Фотки "внутрянки" возможно бы помогли, местным кулибинам помочь вам.
Фотографии сделаю. Ещё схема есть, завтра выложу.
Denis.F написал :
Да, тонкий метал проблемно варить, вертикал в отрыв неудобно очень. ПА - полуавтомат?
Фотографии сделаю. Ещё схема есть, завтра выложу.
ПА-полуавтомат.
Сам сталкиваюсь со сваркой 1-0.8мм сваркой металла электродом и ГС если он существенный,очень мешает.но я его отключаю и нет проблем.К тому же есть лифтарк на ТИГе.и электродом тоже в этом режиме не плохо варит,(дуга правда короче) зато удобнее.
Вертикал можно без отрыва,если металл не тонкий и правильно подобрана величина сварочного тока.
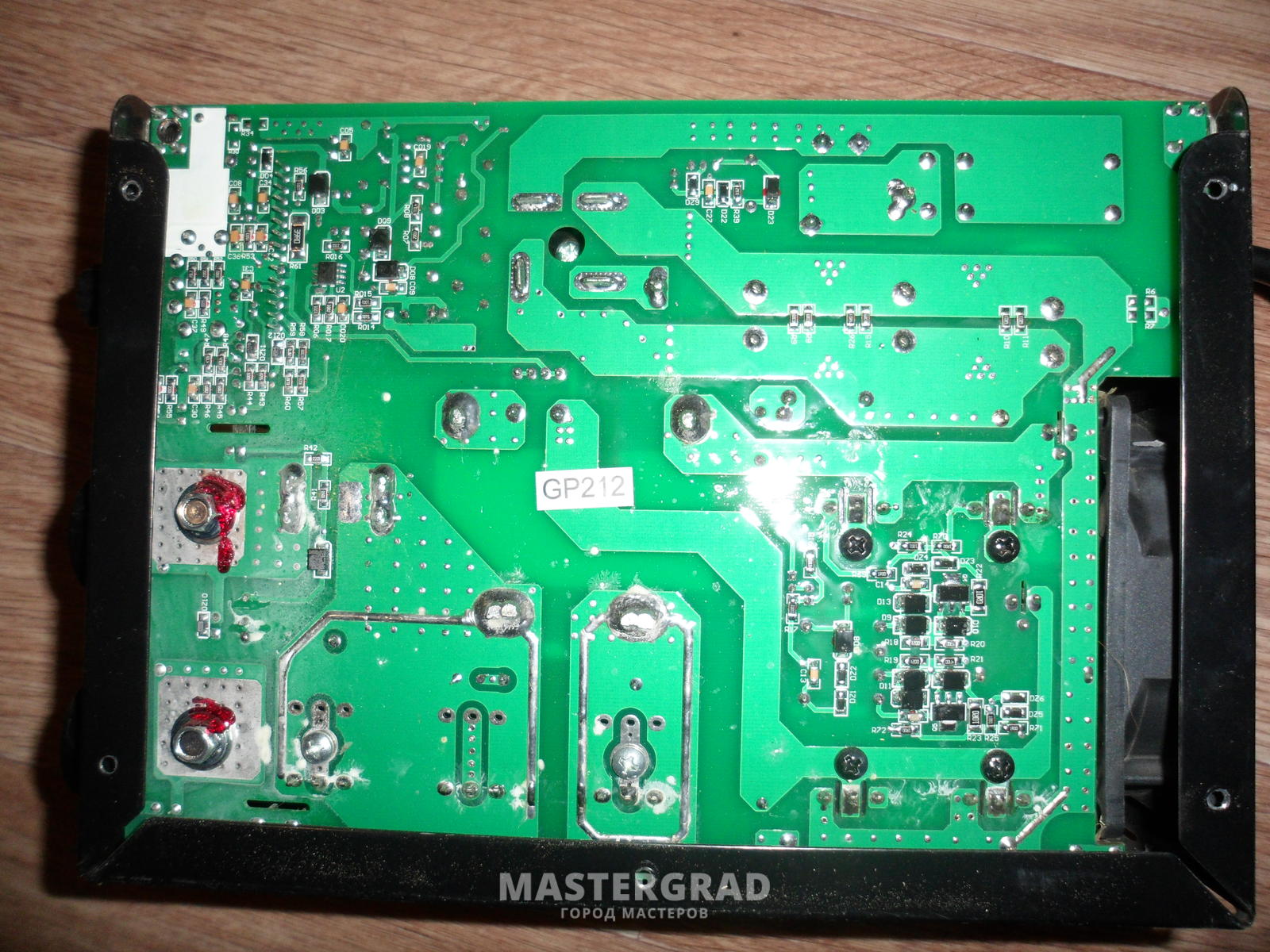
Тут схема платы управления, схема главной платы и внешний вид платы управления.
Я там красным обвёл подстроечные резисторы, может какой то из них регулирует силу ГС или продолжительность. Товарищи электронщики подскажите что регулируют эти резисторы?
Может по схеме можно понять что завышает ток при зажигании дуги.

такой же аппарат и Турция делает
Denis.F написал :
Купил инвертор совсем недавно, и понимаю что любые модификации лишают меня гарантии.
сносить в сервисный центр пусть сделают, а самому и не знамши , да ещё в дорогом аппарате
bvale написал :
такой же аппарат и Турция делает
Как странно. Такой же аппарат и Термадинмикс (США) делает, Эсаб Бадди, Сигвелд (Австралия), Пегас (Чехия), ещё куча таких же других и негодные китайцы - подделку WTL.
в ветке про ресанту глянь, там кондёр отсоединили.
Свистунов Л. написал :
в ветке про ресанту глянь, там кондёр отсоединили.
Да видел где то. А в форсаже просто перемычку надо впаять. Но кажется здесь такой номер не прокатит.
Хотя уже начинаю привыкать к этому злосчастному ГС.
Denis.F написал :
Хотя уже начинаю привыкать к этому злосчастному ГС.
канешно привыкаешь со временем и приспосабливаешся-всё ОК будет.
Нет всё-таки мешает мне этот горячий старт, и стал замечать, что форсаж иногда в ненужный момент врубается. И купил я себе Запорожский Атом, где все эти бяки регулируются (отключаются).
Denis.F , Мой совет,продай хитачи,возьми Форсаж 161 или 180.
Тем более у тебя атом 250 есть.
Klez написал :
Мой совет,продай хитачи,возьми Форсаж 161 или 180.
Тем более у тебя атом 250 есть.
Ну кому я его продам, если только тысяч за пять. А так будет подопытный, со стоимостью моего знакомства с горячим стартом я уже смирился.
Насчёт "форсажа", я тут форума начитался, и так получилось, что директор попросил купить инвертор для нашего цеха, сам я сварщиком работаю. Увидел в магазине "форсажи", на 200-й лимита не хватило, купили 161-й. Вот с отпуска выйду, буду тестировать. )
Ну всё, продал я свой хитачик, даже как то жалко
Denis.F написал :
Ну всё, продал я свой хитачик, даже как то жалко
Если не секрет,за сколько?
Лучше сожалеть о сделаном-чем жалеть о том што не сделал а могбы..
10000, директору своему, думал он нам в цех покупает а он себе домой забрал )
Я всё подробно описал, что мне в нём не нравится, он посчитал это не критичным, а может цена понравилась )).
Denis.F , горячий старт убрать в самом аппарате я незнаю .но есть способ как от него избавиться другим способом ..для этого нужно в цепь массы включить последовательно дроссель и горячий старт исчезнит а дугу он будет зажигать замечательно ..берёш старый трансформатор от советского цветного телевизора .разбераеш его на две подковы мотаеш сварочный кабель или толстый провод а можно и шину и собераеш обратно . один конец дросселя цепляеш к детали а на другой конец дроселя цепляеш крокодил с проводом минус ..и вари себе тонкий метал без прожогов
Функция горячего старта (Hot Start) в инверторах
Hot Start, Anti Stick, Arc Force, Stand by, Smart Fan – это названия нужных и полезных опций, которыми оснащаются современные инверторные сварочные аппараты. Наличие этих функций упрощает эксплуатацию оборудования, делает его применение более продуктивным, удобным и безопасным. Сегодня поговорим о том, что такое горячий старт (Hot Start).
Hot Start – что это?
Горячий старт - это опция, которая обеспечивает увеличение показателей тока в момент поджига сварочной дуги, когда электрод касается металла. Электрическая дуга возбуждается быстрее, начать процесс сварки можно всего за несколько секунд после запуска аппарата. Благодаря данной опции торцы электрода разогреваются быстрее, ускоряется образование сварочной ванны. Как результат, начальный участок шва получается аккуратным, ровным. Польза функции Hot Start заключается в следующем:
- формируется правильный шов без излишней выпуклости;
- увеличивается глубина проплавления металла;
- капли от расплавленного электрода измельчаются.
Если, например, в сварочном аппарате настроен ток 150 А, то при касании электрода металлической детали он сразу же после запуска оборудования увеличивается на определенную величину, затем достигает нормальных показателей. Рабочий ток может увеличиваться на 5-100%. Это зависит от технических характеристик модели.
Виды горячего старта
Повышенный сварочный ток обеспечивает эффективное расплавление электрода, а также гарантирует отличное качество шва в начале работы аппарата. Функция горячего старта помогает избежать образования плохо проваренных участков, уменьшается высота шва. В разных моделях время действия опции Hot Start может быть разным. Как правило, временной показатель колеблется в диапазоне от 0,5 до 3 секунд.
Hot Start бывает двух типов: фиксированный и регулируемый. Рассмотрим преимущества и недостатки и того, и другого.
- Регулируемый. Увеличение сварочного тока можно настраивать при помощи специального регулятора. Диапазон: от 0 до 100%. Очень удобно, ведь можно выставлять начальный ток в зависимости от режима эксплуатации и особенностей материала, из которого изготовлены заготовки.
- Фиксированный. Здесь есть два варианта. Первый – в конструкции оборудования есть кнопка, которая отвечает за включение и выключение опции горячего старта. Второй – функция активирована по умолчанию, горячий старт предустановлен производителем.
Конечно, лучше, если Hot Start можно регулировать, включать и выключать при необходимости. Но модели в таком исполнении стоят дороже.
Функция горячего старта особенно полезна, если приходится работать с деталями, на поверхности которых остались следы краски, ржавчины. Пригодится опция при применении электродов не самого высокого качества. Активировать Hot Start следует и в тех случаях, если в сети часто бывают перепады напряжения.
Как отключить функцию горячего старта?
Если приходится работать чистыми, гладкими заготовками или сваривать тонкий листовой металл, функцию горячего старта лучше отключать. Как это сделать? Существует несколько способов деактивации опции Hot Start.
- В некоторых моделях на корпусе есть кнопка включения/выключения горячего старта. Достаточно нажать её, чтобы отключить функцию.
- В аппаратах с регулируемым горячим стартом для отключения данной опции достаточно выставить регулятор на 0 .
- Если и кнопка, и регулятор на панели управления сварочного аппарата отсутствуют, начинайте работать на минимальном токе, постепенно его увеличивая. Такие агрегаты лучше не использовать для работы с тонкими металлическими листами, рекомендуется приобрести для таких целей полуавтомат или модель, в которой горячий старт отключается.
Некоторые мастера совершают очень серьёзную ошибку, пытаясь внести изменения в программное обеспечение или конструкцию инверторного аппарата. Этого делать категорически нельзя. Как минимум, вы потеряете гарантию на оборудование. В худшем случае агрегат может вовсе выйти из строя, после чего потребуется дорогостоящее восстановление или покупка нового аппарата.
Популярные модели с функцией горячего старта
К наиболее востребованным инверторным аппаратам, оснащенным функцией горячего старта, относят модель Ресанта САИ-250 65/6. Этот агрегат предназначен для профессионального использования, может работать с электродами до 6 мм толщиной. Внедрена защита от перегрева. Сварочный ток регулируется в диапазоне от 10 до 250 А. Несмотря на отличные функциональные возможности, весит сварка всего 5 кг. Купить модель можно по цене до 11 000 рублей.
FoxWeld Мастер 202 – сварочный аппарат профессионального класса, стоимость которого не превышает 14 500 рублей. Это надёжный помощник на небольшом предприятии, строительной площадке, в мастерской или гараже. Модель нередко выбирают для эксплуатации в домашних хозяйствах. Здесь внедрены такие полезные опции, как горячий старт, антизалипание, форсаж дуги. Вес устройства: 6,3 кг. Аппарат оснащается дисплеем, на котором отображаются рабочие параметры. Качество сборки на высоте.
В списке популярных моделей и Fubag IR 180. При изготовлении сварочного аппарата производитель использовал самые современные технологии, укомплектовал устройство высокоточной электроникой. Цена вполне демократична – 9 000 рублей. Модель с воздушной системой охлаждения и защитой по стандарту IP21S отлично справляется с поставленными задачами. Максимальный ток – 180 А. Весит агрегат всего 5 кг. Модель оснащается дисплеем. Кроме горячего старта есть ещё форсаж дуги, антиприлипание.
Заключение
Hot Start – полезная и нужная функция сварочного аппарата, благодаря которой повышается качество шва, упрощается работа с оборудованием. Удобно, если её можно регулировать или хотя бы отключать при необходимости. Инверторы с опцией горячего старта имеют широкую сферу применения, сваривают металл качественно, быстро, без дефектов.
как убрать «Hot Start» (горячий старт) на сварочном Ресанта САИ 190
Как убрать «Hot Start» (горячий старт) на сварочном Ресанта САИ 190, для дальнейшей переделки на полуавтомат.
Покажите фотку платы управления, что бы определиться с нумерацией выводов
Надо было не общий вид, а платы управления,
Вот этот конденсатор или резистор убрать и ГС по времени сократиться до 0,1мс, т е в общем как будто его и не будет
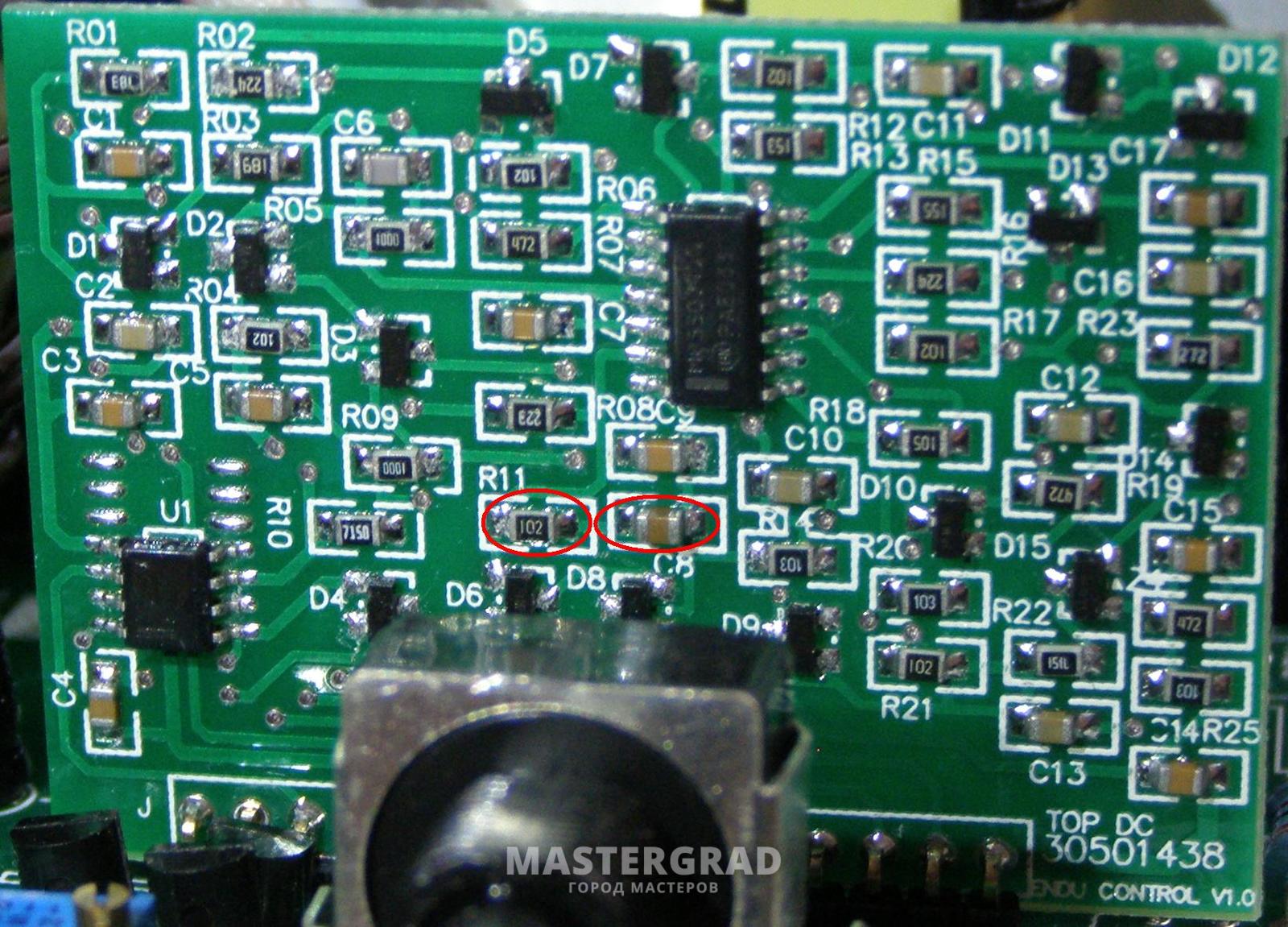
Можно конечно и С9 убрать, но возможно будет неустойчиво работать ОУ
Спасибо, будем пробовать!
Ресанта- САИ 190- ,
Подскажите, получилось?
Тоже хочу убрать на 250пн.
Плата управления такая же, как Joha указал, только номер заканчивается на . 1317.
В ПН версии GP плата на 16 выводов, добавлен просто один вывод, а в остальном тоже самое, даже расположение деталей, может только нумерация элементов изменена
joha написал:
В ПН версии GP плата на 16 выводов, добавлен просто один вывод, а в остальном тоже самое, даже расположение деталей, может только нумерация элементов изменена
joha ,
Joha, спасибо за идею. Сегодня убрал резистор,попробовал 2-ой - разница заметна.
Добрый день. Подскажите пожалуйста, как убрать форсаж дуги на этой же плате управления
А это уже более глобальная переделка с последующей настройкой по амперметру по выходному току,
Там как такового форсажа нету, там наклон ВАХ с увеличением тока при уменьшении длинны дуги
joha , Я понял, спасибо
Точно?
Точнее ничего)))
Для тонкого металла нужен ПА.
А если хотите "ляктродом",есть аппараты с регулируемыми ф-циями.
И не надо "колхоза"!
Женя свою реску всю перелопатил давно.
Klez , Вот под полуавтомат и переделал. Донор трансформаторный полуавтомат, просаживающий сеть и инвестор Титан Бис2000. Антистик убрал, горячий старт убрал, спасибо Johanna. Обратная связь по напряжение, 1я и 5я нога 3845 микросхема. Тонкий мечтал варит, а тройку не прогревает. Остался только форсаж дуги)))) на него и грешу
Не, тонкий это 1мм и тоньше, тройка это уже обычный,
Думается мне что пиковый ток на ПА выше чем максимальный на ММА, а с учётом импульсной составляющей на ПА средний выходит как максимальный на ММА
joha , Спасибо за ответ, у меня тоже были такие догадки, но все же хотелось верить, что получится сделать полноценный полуавтомат с этого добра )))
Для ПА ещё важна скорость нарастания тока, т е индуктивность в выходной цепи или регулировка нарастания электронным способом, Тоже пробовал сделать ПА из ММА, Штатного дросселя в Ресанте мало, ставил дополнительный на 20-30мкГн, При выставленных на ММА 120А 0,8мм флюсовая проволока уже загорается более менее, но лучше на максималке 190А, Пробовал на флюсовой проволоке, Она сама по себе немного по другому горит и к ней видимо немного другое управление надо, Пока заморозил проект
joha ,Я понял, буду побовать.Спасибо за направление, куда копать
Для 0,8 проволоки нарастание тока по разным источникам должно быть в пределах 50-100А/мсек, что обеспечивает индуктивность или регулировка электронным образом
Вот тут кусочки высказываний с разных форумов про ПА разных людей как они видят логику правильной работы
joha , Большое спасибо за информацию
просто ток приподняли
То что предусмотрено заводом изготовителем совершенствовать не надо! А если дюже хочется, то можно, в плату сверлом на 8мм.
Беда не в том что кругом много "умных", а в том что они непременно хотят этим поделиться
Добрый день,хочу переделать ресанту 160А в па,подскажите приципляясь к 1ноге uc3845 и добовлением оптопары,в шиме ни каких изменений делать больше не надо,на 1ноге шимки я так понял висит диодна bav99.Для отключения Hot Start я так понимаю мне нужно сделать как описанно выше в этом посте.
Возможно этого и хватит,
Слабовата она для ПА
joha написал:
Возможно этого и хватит,
Слабовата она для ПА
joha , да думаю хватит для всякой мелочевки ну для кузовшины может,а так больше интересна суть переделки,чтоб было понимание что и как работает.
Ток на максимум и контроль по напряжению на выходе,
Проволока скорее всего только 0,6, т к 160А скорее всего нет в аппарате, Но если поднастроить
joha , спасибо joha,сообшение удолил потому что сам додумался (вашего сообшения на тот момент не было еще) попробовал уменьшить номинал резисторов(R3,R5)6,2ком,регулировка стала от 12v,но при этих номиналах в режиме обычной сварки х.х стал 75V(был 80V),а если ставлю переменник 47Ком то х.х в режиме сварки стает 81V,а регулировка в режиме па стоет от под нагрузкой 13V до 48v.В качестве нагрузки лампа 220 95Вт.
Только шас обратил внимание,что в режиме обычной сварки при врашение переменника R4 меняется напряжиние от 75v до 81v почему так пока не пойму какое влияние оказывает эта схема.


Нижний резистор увеличить надо было
joha написал:
Нижний резистор увеличить надо было
joha , то есть только R5? Хочу еше вольтметр прикрутить но так понима,что для точного измерения надо баласт на выход прикручивать.
Без нагрузки на выходе будут импульсы, а нагрузку надо приличную вешать, т к дросселя не хватит для малых токов, по этому можно кондёр попробовать на несколько мкф на выход повесить,
Я вот такой вешал, там 14мкф вышло

joha написал:
Без нагрузки на выходе будут импульсы, а нагрузку надо приличную вешать, т к дросселя не хватит для малых токов, по этому можно кондёр попробовать на несколько мкф на выход повесить,
Я вот такой вешал, там 14мкф вышло
joha ,Кандеры у вас на какой вольтаж?
joha , попробывал резистор R3 оставил 10Ком R5,20Ком,под нагрузкой(лампа 95Вт) стало регулировка от 19v до 40V,a в режиме обычной сварки при повороте потенциометра серовно меняется х.х от 75 до 77,отключаеш эту схему стает 80v.
Подозреваю что конденсаторы эти всего на 63в, а на них на ХХ получается по максимому 90-100в и ничего держат, Это плёночные советские К73-17 кондёры, Кстати в режиме ММА они мешают
joha написал:
Подозреваю что конденсаторы эти всего на 63в, а на них на ХХ получается по максимому 90-100в и ничего держат, Это плёночные советские К73-17 кондёры, Кстати в режиме ММА они мешают
joha , ну с кондерами вроде все ясно отключить их можно через реле придумать.
joha,хотел совета по поводу дросселя,надо что то менять для режима па.И еше вопрос по поводу (hot-start) резистор R11 или кондер C8 можно совсем исключить из схемы или в разрыв им поставить например тоже реле,чтоб инвертор в режиме обычной сварки работал полноценно.

можно реле, можно оптрон для переменки (пара встречных полевиков),
у меня они выпаяны, приноровился без ГС
joha написал:
можно реле, можно оптрон для переменки (пара встречных полевиков),
у меня они выпаяны, приноровился без ГС
joha , выпаивать надо R11 и C8 оба,или что то одно только.
я выпаял всё что было не нужно
joha , я наверно попробую разорвать дорожку между R11иC8,а реле или оптрон будет собирать эту цепь надеюсь так пойдет.
Всем здравствуйте,подскажите кто переделывал свой инвертор в полуавтомат,кто какой дроссель делал.Я свою ресанту (160А)после дороботки в па испытал (правда без газа)вроде варит ну как будто что то не хватает,регулировка напряжения от 19 до 45 вольт,2,5 металл 0.8 проволокой вроде прогревает.И еще один момент в инверторе стоит родной дроссель по минусу его надо уберать из схемы при намотке другого дросселя или можно последовательно подключить оба.
ничего убирать не надо, разницы нет на каком проводе дроссель, не плохо добавить дросселёк на примерно 20-40мкГн
joha написал:
ничего убирать не надо, разницы нет на каком проводе дроссель, не плохо добавить дросселёк на примерно 20-40мкГн
joha , Спасибо большое за совет,подскажите еше из феррита что лутше подобрать,а то не хочется городить опять из тяжеленного железа,мой старый трансворматорный самодельный аппарат около 25-30кг весит шас избовляюсь от этого,хочется как можно легче и компактней сделать.
Забыл еше спросить на выходе инвертора в режиме па есть смысл добовлять кондеры.
Дроссель определяет нарастание тока, Можно его заменить электроникой, Накрутить схему которая будет видеть касание проволоки детали и будет начинать повышать ток с определённой скоростью, которую можно будет регулировать,
Дроссель на железе тоже не плохо, понадобится железо от трансформатора ватт на 25, это не большой вес, Не думаю что из феррита или распылённого железа будет меньше или легче, Можно попробовать конденсатор мкф на 1000-2000 и лучше его набрать из нескольких, возможно лучше будет регулироваться напряжение, а после большого конденсатора придётся ставить приличный дроссель, т к будет слишком большая скорость нарастания тока,
Вот дроссель в полуавтомате Ресанта

Вот выдержка из обсуждения самоделки с одного форума:
. скорость нарастания тока, которая соответствует проволоке 0,6-0,8мм. 100 ампер в миллисекунду, При возрастании диаметра проволоки скорость нарастания должна уменьшаться. Для единички 75кА/с, для 1.2мм 60кА/c, и так далее.
На классических (ТРАНСФОРМАТОРНЫХ) аппаратах для регулировки скорости нарастания используется дроссель с отводом.
Если скорость нарастания уменьшить, то ухудшится начальное зажигание дуги. Если увеличить, то получим фейерверк из металлических брызг. Последний эффект можно легко получить, если включить параллельно выходу источника конденсатор большой ёмкости.
Эффекта не будет, если после конденсатора включит дроссель. Конденсатор придаст жёсткость характеристике источника, а дросселем ограничить скорость нарастания тока.
В трансформаторных дроссель после конденсатора имеет приличную индуктивность и размер,
Тот же размер будет и в инверторном если поставить большой конденсатор как в трансформаторном
joha написал:
Дроссель определяет нарастание тока, Можно его заменить электроникой, Накрутить схему которая будет видеть касание проволоки детали и будет начинать повышать ток с определённой скоростью, которую можно будет регулировать,
Дроссель на железе тоже не плохо, понадобится железо от трансформатора ватт на 25, это не большой вес, Не думаю что из феррита или распылённого железа будет меньше или легче, Можно попробовать конденсатор мкф на 1000-2000 и лучше его набрать из нескольких, возможно лучше будет регулироваться напряжение, а после большого конденсатора придётся ставить приличный дроссель, т к будет слишком большая скорость нарастания тока,
Вот дроссель в полуавтомате Ресанта
Вот выдержка из обсуждения самоделки с одного форума:
. скорость нарастания тока, которая соответствует проволоке 0,6-0,8мм. 100 ампер в миллисекунду, При возрастании диаметра проволоки скорость нарастания должна уменьшаться. Для единички 75кА/с, для 1.2мм 60кА/c, и так далее.
На классических (ТРАНСФОРМАТОРНЫХ) аппаратах для регулировки скорости нарастания используется дроссель с отводом.
Если скорость нарастания уменьшить, то ухудшится начальное зажигание дуги. Если увеличить, то получим фейерверк из металлических брызг. Последний эффект можно легко получить, если включить параллельно выходу источника конденсатор большой ёмкости.Эффекта не будет, если после конденсатора включит дроссель. Конденсатор придаст жёсткость характеристике источника, а дросселем ограничить скорость нарастания тока.
В трансформаторных дроссель после конденсатора имеет приличную индуктивность и размер,
Тот же размер будет и в инверторном если поставить большой конденсатор как в трансформаторном
joha , Спасибо за совет,с дросселем конечно проще,но с электронным упровлением тоже очень интересная идея я бы с удовольствием занялся но думаю пока не потяну ни настолько у меня большой опыт в познание инверторов,ну так грубо говоря я понимаю чтоб упровлять наростом тока надо с 3 ногой uc3845 что то мутить схему,я правильно понимаю.
Что такое форсаж дуги простыми словами и так ли он полезен для новичка
Форсаж дуги очень полезная функция которой оснащаются современные инверторы. Из статьи Вы узнаете для чего нужна функция форсажа дуги, антиприлипания и горячего старта. Наши эксперты подобрали полезные тематические видео и подробно описали принципы настройки и работы с этими функциями.
Что такое форсаж дуги (Arc Force) на сварочном инверторе
Итак, инвертор – электронное устройство для преобразования входного напряжения, обычно переменного, в необходимое выходное напряжение. Причем с заданными параметрами: напряжением, силой тока, видом – переменный, постоянный.

Кроме того инвертор обладает возможностью автоматизации этих параметров для режима сварки. Одним из них является форсаж дуги – автоматическое изменение тока сварки при работе.
При работе, особенно неопытных сварщиков, начальный ток устанавливается минимальным, чтобы не допустить прожога деталей. Но, это не дает возможности начать процесс сварки – зажечь дугу, поддерживать стабильность ее во время всего сварочного периода.
Для этого необходимо подбирать режим, следить за стабильностью дуги, чтобы исключить прилипание. Даже профессиональному, опытному сварщику бывает сложно одновременно все это делать, не говоря уже о новичке.
Работа Arc force заключается в автоматическом увеличении тока при начальном моменте – это режим розжига электрода и возвращении параметра к начальному, номинальному значению режима сварки.
Инвертор обеспечивает следующее:
- возрастание, мгновенное, силы тока при снижении ниже критического уровня, позволяет получить стабильную дугу;
- уменьшение тока, при мощной дуге, позволяет избежать прожогов;
- автоматическое поддержание силы тока обеспечивает стабильную работу.
Применяется автоматический форсаж, а также настраиваемый. Первый применяется обычно новичками. Второй, с большим количеством настроек – для профессионалов.
Для чего нужен

Этот режим служит для получения качественных сварных швов. Данный вид аппаратов применяется для выполнения сварочных работ различного назначения. Стоимость их выше, чем у обычных трансформаторных аппаратов.
При повышенных требованиях к свариваемым деталям желательно применять инвертор с форсажем дуги. Это позволит, выполнить работу безукоризненно даже новичком работая с тонкими деталями, к тому же без залипания, которое возможно даже у профессиональных сварщиков.
Хорошо себя зарекомендовала продукция фирмы Resanta (Ресанта) – марка компании S.I.A Resanta (Латвия) и HÜTER Elektrische Technik GmbH(Германия).
Это объединение выпускает качественную электротехническую продукцию, включая инверторы.
Официальное обозначение аппарата форсажа дуги выглядит так – Arcforce. По этой надписи можно убедиться, что перед вами необходимый сварочный агрегат.
Необходимо отметить, что режим форсажа необходимо использовать только в определенных случаях, а не постоянно. Для этого режима имеются определенные настройки, которые для этого рассчитаны.
Увеличение количества настроек позволяет использовать инвертор для большего количества вариантов сварки, различными электродами.
Но, все-таки используется он преимущественно при тонких работах, на которых
сварочные работы затруднительны или даже невыполнимы.
Как настроить
Инверторы с функцией форсаж дуги существую в нескольких видах: имеющих регулятор Arc force либо отсутствующим. Для профессиональной работы необходимы модели с регулировкой. Они являются универсальным оборудованием, которым пользоваться намного удобнее, чем без регулировки.
Градуировочная шкала устройства выполнена в процентах, более редко – в относительных единицах. Необходимое значение определяется опытным путем.
Ручкой настройки на панели регулятора аппарата производим установку необходимого параметра. Толстый металл требует установки 100%, затем, после набора опытных данных производят корректировку.
Первоначально устанавливают форсаж на 50% и по результатам полученного сварного шва производят корректировке этого параметра. Оптимальное значение этого параметра определяется экспериментально.
Если электрод липнет, то необходимо добавить значение на шкале примерно на 30%. При прожигании – необходимо уменьшить величину тока форсажа.
Ручкой настройки в зависимости от применяемого электрода выбирается процент форсажа:
- принимаем и устанавливаем 10 – 30 % для рутиловых электродов;
- установка значения в 50% будет наилучшей для стандартного электрода;
- форсаж в 100% применяется для целлюлозного покрытия.
Для бытовой сферы имеются модели инверторов с фиксированным или автоматическим регулируемым режимом форсажа. На заводе изготовители часто выставляется параметр добавочного тока, на это значение он увеличивается при режиме форсажа. Эта величина составляет примерно 20 А.
При сварке средних, тонких деталей электродом в 2 мм этого будет достаточно. Учитывая, что сварочные аппараты, применяемые в бытовых условиях, питаются от обычных розеток, на значительные токи они не рассчитаны.
Как пользоваться
Применение режима arc force рекомендуется исключительно для тонких листов металла. Использование режима для работы с толстыми деталями становится менее эффективной.
Используя устройство, в котором отсутствует регулировка, начинать работу необходимо с включения определенного режима (arc force либо без него). Аппарат не всегда может поддерживать режим форсажа, особенно при сваривании деталей разной толщины и различными электродами.
Итак, при работе с аппаратом, имеющим режим форсаж дуги необходимо учитывать толщину свариваемых пластин, деталей, а также тип электродов при выставлении заданных параметров.
Перед началом работы необходимо протестировать электроды и детали, с которыми придется работать. При использовании определенного электрода необходимо выставить на регуляторе ток равный половине рабочего по инструкции.
Первоначально форсаж выключаем полностью. Начинаем процесс сварки. Дуга, должна гореть непрерывно, возможны единичные прерывания.

После этого оставив значение тока сварки в прежнем состоянии, устанавливаем форсаж на 50% по шкале аппарата. Проводим сварку по новому режиму.
Убеждаемся, что дуга горит не прерываясь, шов получается более качественным. И в третьем опыте устанавливаем форсаж на 100 %. Сварка получается практически такой же, как и при 50% форсаже.
Такое тестирование позволит выбрать оптимальные значения тока сварки и величину форсажа для применяемого электрода и толщины свариваемых пластин, деталей. После определения этих параметров переходим к настройке аппарата и к началу работы.
Первое – включается сварочный аппарат в питающую сеть с необходимым напряжением. По загоревшимся индикаторам убеждаемся, что схема включена. Переходим к настройке выбранных параметров:
- значение тока сварки;
- величину форсажа.
Если агрегат снабжен функцией горячий старт, то необходимо установить процентное значение от номинального тока. Лучшее значение уточняется в рабочем процессе.
Это касается и функции антиприлипания (anti stick). При этом производится установка параметра необходимого для снижения тока в момент залипания.
При применении определенных электродов, которые повышают непрерывность горения дуги или в случаях сварки относительно толстых пластин, деталей металла этот режим можно отключить или просто установить форсаж на 0%.
После выставления всех необходимых параметров можно приступать непосредственно к сварке деталей. По мере получения новых опытных данных возможна корректировка некоторых параметров: тока сварки, величины форсажа.
Эти действия необходимы для получения желаемых результатов сварочного шва и исключения прожогов металла.
Как проверить работает или нет
При использовании arc force нет видимых изменений процесса сварки. Внешне процесс выглядит одинаково, по крайней мере, визуально не заметны отличия при работе с форсажем или без него. Но, как же определить работает эта функция или же нет?
Существует несколько способов проверке работы этого режима.

Одним из методов, наиболее простым, является проверка по индикации на самом инверторе. Если индикатор включен, то можно предположить, что этот режим также имеется при сварке.
Кроме того можно определить по положению переключателя режима, он будет указывать на включение или отключение форсажа. Также можно посмотреть по шкале, служащей для установки требуемого режима.
Способ применим только тогда, когда инвертор находится в работоспособном состоянии, все функции готовы к эксплуатации. При выходе из строя узла, отвечающего за форсаж этот способ не достоверен.
Что же делать в таком случае?
Определить работу форсажа можно экспериментально, то есть опытным путем. Необходимо сравнить количество залипаний до включения этого режима и после.
Если количество залипаний уменьшилось, то режим выполняется и обеспечивает лучшее качество сварки. Для такой проверки обычно используют, какой-либо образец, для проведения экспериментов.
Разница будет заметной, в другом случае, разница не замечается, причина в неверно установленных параметрах или режим просто не работает.
Читайте также: