Сварочный инвертор слабый ток на выходе
Обновлено: 20.09.2024
Диагностика поломок инверторных сварочных аппаратов. Профессиональные советы по ремонту и устранению неисправностей.

Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.

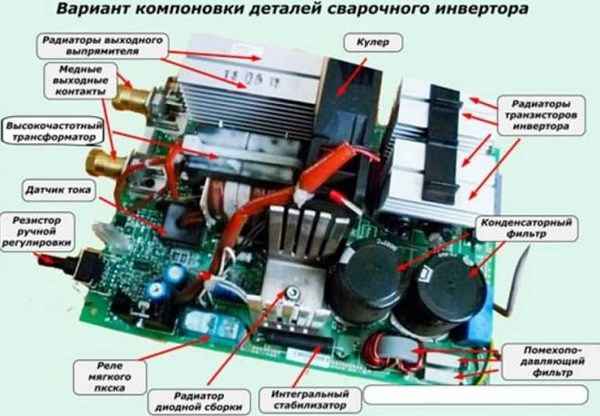
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
Отключите аппарат от сети
Выкрутите винты боковой крышки
Осмотрите платы, конденсаторы, транзисторы, клеммы
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
Обезжирьте место соединения канифолью
Вставьте новый элемент в отверстия печатной платы
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования "крокодила" пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда "крутилка" случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах "чувствует" момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую "крутилку" и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Если лампочка "Сеть" горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Если на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, - аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
Подбирайте правильные режимы сварки
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
При пониженном напряжении используйте аппараты, рассчитанные на просадку
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию "профессиональные" и "полупрофессиональные", где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Почему инвертор плохо варит

Почему инвертор плохо варит и что можно сделать?
В процессе работы со сварочным инвертором возникают различного рода непредвиденные проблемы. Наиболее частыми из них являются искажения в силе выдаваемого тока, в перегреве или неустойчивом горении сварочной дуги.
В любом случае сварщик должен знать из-за чего прилипает сварочный электрод или отсутствует реакция инвертора на включение. В этой статье будут перечислены всевозможные проблемы в работе инверторов и причины их возникновения.
Проблемы инверторов
Если речь идёт о современном сварочном инверторе, то при его эксплуатации возникает ряд следующих типичных проблем и неисправностей:
- Сварочная дуга горит нестабильно, а металл сильно разбрызгивается;
- Электрод все время прилипает к поверхности металла;
- Включённый в сеть инвертор не варит;
- Инвертор не реагирует на включение;
- Аппарат всё время уходит в защиту.

Давайте подробнее ознакомимся с каждой из вышеперечисленных проблем и постараемся найти причину возникновения неисправностей.
Прилипание сварочного электрода
Такая неисправность характерна в виду снижения напряжения в сети. Если напряжение упало ниже 200 вольт, то сварочный инвертор не сможет выдать требуемый ток для сварки, хотя уже есть модели аппаратов, которые способны работать при пониженном напряжении в 140-160 вольт.

Также электрод может прилипать к металлу из-за кабелей слишком маленького сечения, или в виду плохого контакта с металлом. В таком случае нужно почистить поверхность свариваемого металла от ржавчины и загрязнений.
Неустойчивое горение сварочной дуги, разбрызгивание металла
Нестабильная сварочная дуга чаще всего появляется из-за неправильно выбранных настроек тока. Параметры тока для сварки определяются многими факторами, такими как, толщина металла и диаметр электрода, скорость сварки и т. д. Чем меньше скорость сварки, тем ниже должен быть выставлен ток на инверторе.
Включённый инвертор в сеть не варит металл
В большинстве случаев проблема связанна с отсутствием массы на свариваемой детали.

Возможно, кабель массы инвертора повреждён, так что совсем нелишним будет проверить надёжность его соединения. Частым явлением является и повреждение кабеля вследствие падения на него тяжёлой детали, которая сваривается.
Сварочный инвертор не реагирует на включение
Если после включения сварочного инвертора ничего не происходит, то начать искать проблему нужно в электрической сети. Возможно, причиной этому является низкое напряжение, а возможно и «слабый» автомат, который сразу же сработал после включения инвертора в сеть.

Кроме того, причинами могут быть срабатывание защиты в самом инверторе, например из-за перегрузки. Существует определённое время для сварки инвертором без перерыва. Для каждой модели указывается свое время, например, ПВ 75%.
Это значение говорит о том, что инвертором можно варить без остановки 7,5 минут, после чего аппарату обязательно нужно время на охлаждение (перерыв).
Как повысить выходное напряжение сварочного инвертора

Как повысить выходное напряжение сварочного инвертора
Некоторые электроды требуют повышенного напряжения холостого хода. Например, таким электродами как МР-3 нужно не менее 70 Вольт на выходе. Но, как оказывается, не все сварочные инверторы способны выдать столь большое напряжение.
Вследствие этого и возникают различные проблемы при сварке: электроды прилипают к металлу и намного хуже зажигаются. Какие способы повышения выходного напряжения сварочного инвертора существуют? Можно ли как-то самому поднять напряжение холостого хода?
Большинство инверторов для сварки выдают по разным результатам, напряжение от 30 до 80 Вольт. Хорошо если есть аппарат, который выдаёт нужное напряжение, тогда и такие капризные электроды, как МР-3 варят хорошо и без проблем.
Однако, как это часто и бывает, инвертор не выдаёт нужное напряжение, что связано со многими причинами. Чаще всего это заниженное напряжение в сети, из-за чего собственно и страдает качество розжига электродов.
Чтобы избавиться от проблемы, которая связанна с плохим розжигом электродов, можно попробовать следующее:
- Увеличить сварочный ток. В действительности, те значения тока для сварки, которые прописаны на крутилке аппарата, не всегда соответствуют действительности;
- Попробовать использование других электродов на том же самом сварочном инверторе.
Увеличить холостой ход инвертора очень сложно, для этого придётся лезть в электронную схему аппарата или добавлять блок. Изменению необходимо подвергать вторичную обмотку трансформатора, что чревато выходом из строя всего инвертора.
Дополнительный блок для увеличения напряжения холостого хода
Также возможна установка дополнительного блока, который все-таки требует определённой модернизации инвертора. Данный блок напрямую связывается с тороидальным трансформатором, который, как раз и призван для того, чтобы поднимать напряжение холостого хода на сварочном инверторе.

Данный метод называется «Удвоение напряжения». Способ действительно рабочий, а напряжение холостого хода сварочного инвертора увеличивается почти что вдвое. Вследствие этого электрод намного лучше загорается.
При этом в разы возникает риск поражения током от сварки. Поэтому данный метод достаточно рискован в осуществлении. Не зря же производители сварочных инверторов выбрали именно такое напряжение холостого хода, а не 100 Вольт и выше.
Итак, кто хочет заморочиться, устройство так и называется «Удвоитель». Однако прежде чем это сделать, я бы порекомендовал поэкспериментировать, используя другие электроды. Возможно дело именно в их качестве, а также в том, что электродная обмазка отсырела со временем.

Неисправности сварочных инверторов

Неисправности сварочных инверторов и способы их устранения
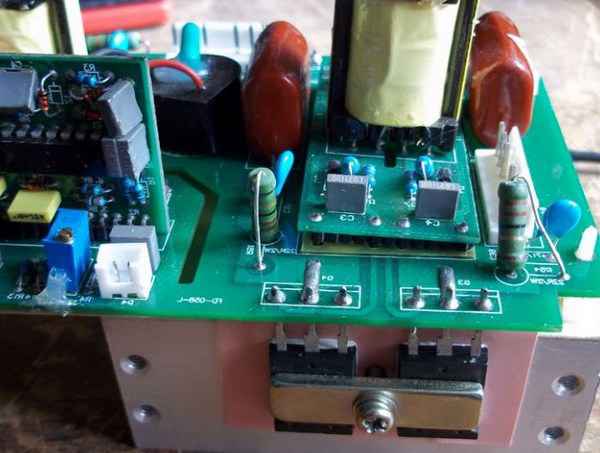
Сварочный инвертор состоит из нескольких модулей и платы управления, поэтому в нем есть чему ломаться в отличие от простого трансформатора. Основные элемента инвертора, это первичный выпрямительный блок, конденсаторный фильтр, сам инвертор, высокочастотный трансформатор и плата управления.
К слову, все данные элементы способны сильно нагреваться. Поэтому в инверторах имеется вентилятор для охлаждения и радиаторы, к которым крепятся сильно нагреваемые детали. И, тем не менее, данных мер по охлаждению инвертора порой недостаточно, особенно в дешевых моделях. Вот почему так важно строго придерживаться правил эксплуатации инвертора, которые рекомендовал производитель.
Какие неисправности сварочных инверторов самые распространённые? Можно ли их устранить самостоятельным путём? Что делать, если инвертор не регулирует сварочный ток — читайте в этой статье.
Основные неисправности сварочных инверторов
К основным неисправностям сварочных инверторов относятся:
- Инвертор не включается, при подаче напряжения ничего не происходит: вентилятор не крутится, индикация не горит;
- Сварочная дуга нестабильная, металл все время разбрызгивается при сварке;
- Не регулируется сварочный ток;
- Инвертор потребляет слишком много электроэнергии;
- На инверторе часто загорается индикатор перегрева.
Итак, рассмотрим, можно ли как то осуществить ремонт сварочного инвертора при всех вышеперечисленных проблемах в работе.
Инвертор не включается
Наиболее частой причиной тому, что сварочный инвертор не включается, является повреждение сетевого кабеля. Поэтому прежде чем нести инвертор в ремонт, убедитесь в том, что сетевой шнур в порядке. Сделать это можно обычный тестером, установив прибор на прозвон кабелей.

Сварочная дуга нестабильная (разбрызгивание металла)
Чаще всего данная проблема кроется не в том, что инвертор неисправен, а в неправильно подобранной силе тока для сварки. Если вы не нашли на упаковке с электродами рекомендуемую силу тока, то сварочный ток можно рассчитать по следующей схеме: на 1 мм, диаметра электрода должно приходиться порядка 20-40 ампер сварочного тока.
Не регулируется ток на инверторе
Причиной этому может стать вышедший из строя регулятор тока или провода, которые к нему подведены. Также причиной нередко является замыкание в дросселе, поломка вторичного трансформатора.

В любом случае, прежде чем нести сварочный инвертор на ремонт, снимите с него кожух и проверьте целостность проводов внутри, а также надёжность их соединения.
Большое потребление электроэнергии
Часто причина большого энергопотребления кроется в межвитковом замыкании трансформатора.

Ремонт сварочного инвертора в данном случае должен осуществляться только квалифицированным специалистом.
На инверторе горит перегрев
Если на инверторе загорается индикатор перегрева, то, значит, сработала термозащита. Это означает одно — внутренние элементы инвертора сильно перегреваются и им нужно охлаждение. Нельзя ничем закрывать вентиляционные отверстия в корпусе инвертора. Также нужно обязательно соблюдать продолжительность работы сварочным аппаратом, для каждой модели «ПВ» рассчитывается отдельно.

Так, например, если в характеристиках инвертора указан режим продолжительности работы 70%, то инвертором можно варить без остановки 7 минут. Далее, чтобы индикатор перегрева не загорался, нужно дать остыть инвертору не менее 3 минут.
Также причиной частого перегрева инвертора может стать засорившийся вентилятор. Необходимо осуществить чистку инвертора, чтобы улучшить систему охлаждения.
Ремонт и диагностика неисправностей сварочного аппарата
Читайте также: