Сварочный инвертор своими руками на uc3845
Обновлено: 04.10.2024
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Сварочный инвертор своими руками на uc3845
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ
СБОРКА МОЩНОГО БЛОКА ПИТАНИЯ ПО СХЕМОТЕХНИКЕ СВАРОЧНОГО АППАРАТА
Откровенно говоря сразу убивать не дешевые силовые транзисторы не захотелось, поэтому было принято решение собрать некий примежуточный вариант, в котором используется тот же принцип работы, но более дешевая элементная база. Ну а чтобы сохранить вероятность дальнейшего использования данного вариант было решено собрать блок питания, но ввести в него некоторые функции, которые позволят его использовать как пуско-зарядное устройство для автомоблиля.
Принципиальная схема данного пуско-зарядного устройства приведена ниже:
В качестве донора моточных деталей и блока питания будет использоваться блок питания от тюнера Триколор. Основных видов данного блока питания два - с вертикальным и горизонтальным расположением трансформатора. В обоих случаях используется микросхема FSDM0365RN, маркируется как DM0365.
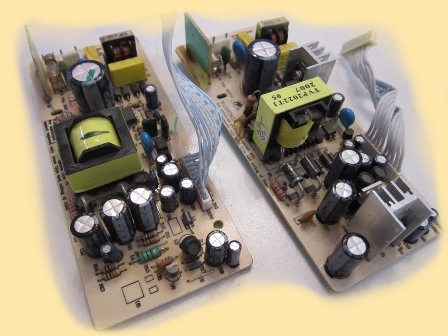
У меня с горизонатльным трансформатором больше, поэтому буду использовать их. Прежде всего блок питания будет выступать в роли блока питания для схемы управления, поскольку данный БП оснащен всем необходимым для надежной долгосрочной работы. Единственно, что нужно сделать это проверить исправность электролитов, а еще лучше поменять их на новые. Ну и разумеется перемотать трансформатор. Я решил намотать две обмотки - одна для питания UC3845, вторая - для питания вентилятора принудительного охлаждения.
Более подробно об этом блок питания можно посмотреть здесь:
Архив с печатной платой и схемой можно взять ЗДЕСЬ.
Кроме самого БП использую еще два таких же трансформатора. Первый пойдет на изготовление трансформатора управления, второй - трансформатор тока. Кстати сказать, по ходу подготовки сердечников к намотке решил проверить один вопрос, который частенько видел в интернете и которым сам задавался не единожды - ЧТО ПРОИСХОДИТ С ФЕРРИТОМ ВО ВРЕМЯ НАГРЕВА.
Ответ на этот вопрос в видео ниже:
По поводу управляющего трансформатора тоже есть некоторые не состыковки с оригинальной схемой - он значительно больше. Я намеренно взял такой "огромный" трансформатор. Ну во первых у меня их много, во вторых найти их не составит труда даже Вам, в третьих - запас по габаритной мощности должен позволить избавится от драйверных транзисторов - на затворы и MOSFET и IGBT можно подавать отрицательное напряжение для ускорения закрытия. Вот этой особенностью я и хочу воспользоваться.
В оригинальном блоке питания на DM0365 для стабилизации 15 вольт выходного напряжения требуется 18 витков, трансформатор работает на частоте 67 кГц, выходное напряжение сохранятеся вплоть до 150 вольт входного, следовательно трансформатор намотан с ОГОРОМНЫМ запасом. Можно конечно воспользоваться программой Динисенко, но решил намотать "на галазок" 4 обмотки по 30 вольт.
Намотка первичной осуществлялась сразу двойным проводом 0,35 мм виток к витку, затем было вызвонены начало-конец обмоток и они соединялись последовательно. Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано - момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
СБОРКА БЛОКА ПИТАНИЯ ДЛЯ БЛОКА ПИТАНИЯ.
Монтаж элементов на плату лучше осуществлять в 2 этапа. На первом этапе устанавливаются все элементы, относящиеся к блоку питания контроллера. Блок питания проверяется до того, как у него появится "потребитель".
Сразу следует отметить, что однотактыне преобразователи напряжения ОЧЕНЬ не любят оставаться без нагрузки и выходное напряжение может быть не очень то стабильным. И колебания эти могут достигать 0,2..0,4 вольта.
Это вызвано тем, что выходное напряжение успевает поднятся до такой величины, что влияние ОС буквально останавливает микросхему и на трансформатор перестает подаваться напряжение. На фото ниже показаны осциллограммы на выходе трансформатора блока питания с очень маленькой нагрузкой:
Тут следует поделится опытом - при намотке трансформатора я попутал начало-конец вспомогательной обмотки вторичного питания. На схеме эта обмотка не обозначена, но на плате она есть и предназначена она для питания вентилятора принудительного охлаждения. Я ее на всякий случай решил внести в схему, если вдруг внутри корпуса будет жарковато. Как следствие такой не внимательности пока я соображал почему блок питания стартует и тутже уходит в защиту от перегрузки у меня стрельнул конденсатор на 25 вольт. Именно тогда меня и посетила мысль о том, что я что то перемудрил с обмотками. "Крокодил" ослиллографа установил на минусовой вывод, а шупом стал на вывод трансформатора до диода. Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
Но в любом случае стабилизация выходного напряжения будет осуществляться не линейно, а пакетами импульсов. Именно поэтому на выходе блоков питания с использованием этой микросхемы обязательно должен стоять дроссель и довольно большой емкости электролит.
Удержаться от опыта имея уже запаянную плату конечно же довольно трудно. Поэтому к выводу 1 был подпаян переменный резистор на 1 кОм и в результате на выходе микросхемы получились вот такие осциллограммы:
В принципе, если использовать вариант стабилизации, предложенный на схеме выше, то конечно же он работать будет, причем выходное напряжение будет гораздо стабильней, чем при стабилизации пакетами импульсов, но лично меня все равно смущает то, что на выход услителя в наглую подается "земля". Я оставлял это добро во включенном состоянии на 30 минут - ни чего не нагрелось, не слетело, т.е. как бы это можно использовать. Но осадок не понимания остался.
ПРОВЕРКА УПРАВЛЯЮЩЕГО ТРАНСФОРМАТОРА
При работающем контроллере на затвор управляющего транзистора приходит напряжение следующей формы:
На управляющем трансформаторе, на первичной обмотке амплитуда напряжения достигает 30 вольт, поскольку после закрытия транзистора накопленная в сердечнике энергия меняет полярность напряжение и приложенные пятнадцать вольт во время открытия транзистора теперь добавляются к имеющимся пятнадцати вольтам напряжения питания, поскольку полярность напряжения самоиндукции обратно приложенному напряжению. Здесь стоит обратить внимание на то, что в конце этого вольтодобавочного скачка имеется ниспадающий участок, который как раз и говорит о том, что энергии в сердечнике больше нет - он полностью размагнитился. Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии:
Тоже самое можно наблюдать и на вторичной обмотке, только напряжение теперь будет иметь переменное значение. В этом месте необходимо отметить, что на затвор силового транзистора как раз должно приходить напряжение прямоугольной формы, находящеяся в положительном полупериоде, т.е. тот вывод трансформатора к которому подключен щуп осциллографа. Вывод трансформатора к которому подключен "крокодил" должен идти на исток силового транзистора. В этом случае фазировка управляющего трансформатора правильная.
Тому, что дочитал до этих слов, но все равно мало что понял предлагаю видеовариант данной статьи:
Итак, подводим итоги проделанной работы:
UC3845 - контроллер, предназначенный для стабилизации тока широтно-импулсьной модуляцией, стабилизацию напряжения он может осуществлять только в преривисто-импульсном режиме, либо имитацией ШИМ. Данную имитацию можно организовать подавая "землю" на первый вывод микросхемы.
При перемотке трансформатора однотактного блока питания следует особое внимание уделять фазировке - даже приличный опыт в электронике не является гарантией ошибки.
Управляющий трансформатор на основе сердечника от Триколоровского БП работает замечательно и держит довольно приличную нагрузку. В паузах полностью успевает размагнитится, что говорит о возможности его использования как для можных блоков питания, так и для сварочных аппаратов.
Приступаем к подготовке моточных деталей к монтажу и проверяем на работоспососбность уже весь блок питания, но это уже в следующей серии, описание которой будет в
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.




Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.


Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать - то делайте полноразмерный инвертор и не скупитесь на охлаждении.
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.


Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате


В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.


Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.


Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.


После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.




Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.


Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.


Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.


Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.


Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.

Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.


Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.

Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих

Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.

Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.

В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.

Сборки установлены на общий радиатор, подложки не изолированы, т.к. катоды общие, выходной плюс снимается с радиатора.

Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.


Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.

После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.

Выходные клеммы от мощного преобразователя 12-220 Вольт.


Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.




На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
СВАРОЧНЫЙ АППАРАТ ИНВЕРТОРНОГО ТИПА
Исповедь моей работы со сварочными аппаратами инверторного типа. Я телемастер имеющий 20 лет стажа, собрать любую схему не проблема, и вот появилось огромное желание поработать с инверторами. Схему начал с "бармалея". Собрал, заработало. На испытаниях выдал 40 А на нагрузке 8 спиралей, но без резонанса и трансформатор намотан на 6 ферритах от телевизора результат – пшик. Обмотка ф2 в стеклоткани. Тут начало собственно, занялся изучением силовой электроники. Делал разные схемы резонансные, мостовые, полумостовые с драйверами на трансформаторе, на IR2110, на NSPL3120. И везде изучение + ошибки и… результат один – могила для силовиков, после исправления поминок по погибшим транзисторам опять за работу… А вот результат: два готовых аппарата. Один – сварка 160 А, другой – пускозаряд авто. Принципиальные схемы одинаковые, разница схем в трансформаторе, то есть количестве витков на вторичке.


Даю рекомендации для опытных мастеров, но без понятия в силовой электронике. И не желающих заниматься изучением и расчетами. Кстати, если вы собрали любую схему, все точно и правильно и сразу в сеть – гарантия убой, могила 100%. Поэтому без небольшой теории не обойтись. Начнём все по порядку, за основу взята схема "бармалея" генератор на uc3845 один к одному без переделки + стандартная схема драйверов на ир2110 + ключи irg4pc50ud, лучше 2х2 парами, на ваших испытаниях пары выдержат большие токи. Измененная схема пары транзисторов верна. Диоды 15тб60 рекомендую заменить на 25тв60. Эту схему рекомендую потому что она самая надежная. Пожгете ведро транзисторов, но сама схема будет целой. Диоды 150ebu02 тоже желательно ставить по 2 – это дороже, но расходов будет меньше на эксперименты. Ко всем рекомендациям, которые написаны у "бармалея", их надо обязательно изучить. Во время изучения кое-что у вас сразу прояснится. Добавляю свои, то есть те же самые, но более понятные. Каждый мастер в конце строит свою технологию сваркостроения, а по сути принцип у всех одинаковый. Подробнее о доработке схем смотрите на форуме. Там же задавайте вопросы, если что не ясно.

Если вы не можете сделать простой импульсный блок питания на 15 В 2 А, за сварочный аппарата инверторного типа вам не стоит браться. Лично я на это потратил 3 мес. и 2000 руб. Самое важное – это тщательное изготовление силового трансформатора. Вначале мотал любым проводом, что под рукой, с изоляцией бумажным скотчем на ферритах строчных, Ш20х28, Ш16х20 – везде пшик, пробой, даже лакоткань не спасает. Теперь рассказываю, как сделать его гарантированно рабочим. Обязательно брать эмаль-провод новый, осторожно обращаться, наматывая не царапать, лучше брать ф1,5 или ф2. Наматывать на катушках. Делал катушки из гетинакса 0,5 на деревянных оправках. Каждый слой обмотки обжимается деревянными колодками в тисках, затем пропитывается эпоксидкой.

Когда эпоксидка начнет твердеть, обмотать лакотканью один слой, потом прижимаю пластинами из гетинакса, зажимаю в тисках и оставляю твердеть до конца. Гетинакс тонкий, но эпоксидка дает нужную прочность. Тонкая катушка дает разместить больше обмотки. Катушки делать обязательно. Без катушки – пробой обмотки на железо, ни какая изоляция не спасает – проверено.

Потом пластины гетинакса снимаю внутри катушки, оставляю только там, где выводы выходят – там толщина катушки не страшно. Расчет количества витков беру готовый, спецы этим занимаются, а уже потом, с опытом, сам чувствуешь сколько мотать. Но в основном расчет – сколько входит.

Так на Ш20х28 окно 44х12 катушка окно 42х12 провод ф2 18 витков в два слоя по 9 витков с щелями меж витков. Мотал 24 витка, но такой трансформатор получается не насыщен и выдает мало тока – около 80 А. Рекомендации по "бармалею" – увеличить зазор феррита. Мне кажется лучше уменьшить число витков катушки, наматываются не в упор. Но опять вследствие малого числа витков имеем увеличение частоты резонанса, что хуже сказывается на транзисторах.
В сварочном инверторе РЕСАНТА трансформатор намотан на ЕПКОСЕ, первичка 12 витков ф1,6 в две жилы, вторичка – 4 витка в 4 жилы тем же проводом. Дроссель на кольце таким-же проводом в 4 жилы, такой трансформатор выдает 190 А по паспорту. Проверить не мог – амперметра нет. Трансформатор склеен похоже без зазора. Даже в окне остается место! Вроде как соответствует. Он намотан без пропитки с изоляцией лакотканью, но на хорошей катушке. На долго ли хватает – не знаю.
Свой мотал почти также 2 жилы ф1,5 18 витков, катушка была не проклеена, изоляция – лакоткань. Гетинакса половина, только внутри катушки и без пропитки. Вторичка – 6 жил ф1,5 6 витков в два слоя. Зазор 0.1 мм. Такой трансформатор выдал 150 ампер. При испытаниях сгорел один элетрод ф3 на максимальном токе и… пробило. После этого делаю катушки только с пропиткой. Можно даже провод без эмали, но тогда с промежутками между витками. У нас эмаль провод в розницу не найти, беру жилу в пвх изоляции в магазине, обрезаю и вперед. Кто-то делал промежутки тонкими шнурками между витков – тоже выход. Но у меня и так получилось.
В общем мотаю лучший для меня вариант. Первичка 18 витков в 3 жилы ф1,5 сечением 5,29 в два слоя эмаль проводом без промежутков впритык на двух ш20х28 зазор 0.1 мм, потом оказалось, что этот трансформатор тоже не насыщен. Если он проклеен, не разобрать, то нужно увеличить зазор. Подбирается экспериментально по осциллограммам (загиб плавный, без ступеньки).
Вторичка 6витков 9жил в три слоя провод ф1,5 по 3 жилы в слое, сечение 15,84. Такой трансформатор выдает 100 ампер, не греется, но без пропитки, боюсь что пробьет. Разобрал. Да и мощности маловато. Второй вариант на шести ферритах от твс110пц15, если у кого остались от деревянных телевизоров. Покупать на базаре дорого.
Окно 30 на 20. Мотаю 3 жилы ф1,5 15 витков по 5 витков в 3 слоя, намотка в одну сторону, пропитка эпоксидка, затвердевание каждого слоя в лакоткани с зажимом в тисках в деревянных колодках. Потом витки соединяются последовательно снаружи трансформатора.
Вторичка 5 витков 9 жил в 3 провода в 3 слоя соединение параллельно, все мотаются в одну сторону, пропитывать не стал – работает и так. Зазор 0,15 мм, один слой лакоткани. Такой трансформатор выдал 150 А и еще был не насыщен. Можно было увеличить зазор, но делать так не стал, у меня была одна пара транзисторов. Эксперименты оканчиваются дорого.
Для пускозарядника делаю трансформатор такой: один ш20х28, катушка из гетинакса 0,5. Первичка ф2 18 витков в 2 слоя проводом без эмали с промежутками с заливкой эпоксидкой с затвердеванием в лакоткани каждого слоя. Затем приклеивается гетинакс пластины 0,5 и наматывается вторичка такая: В автомобильном магазине взял трубу медную для газа ф6х1,5 пол метра, расплющил, получилось сечение 2,5х8=20 мм2, намотал три витка. Сделать это можно в тисках с плоскогубцами, с подкладыванием на углах гетинакса. Так сказать формирование катушки. Воздушный зазор между витков можно не замазывать – работает нормально, но конечно лучше лаком, только у меня лака нет. Такой трансформатор выдает 15 вольт, ток больше 150 ампер, поэтому на выходе ставится по два диода 150ebu02.

Дроссели: Один на трех строчниках, двадцать витков провода в стеклоткани сечением 7х2, намотка интересная. Мотается 5 витков на себя соединение снаружи катушки с такими же витками, но они мотаются в другую сторону, потом соединение внутри катушки с третьими витками, снаружи и т д. Получается катушка 20 витков с намоткой в одну сторону. Катушку обмазал лаком.
Другой такой точно, провод – эмаль ф0,35, жил около 100, скручены в жгут 16 витков на железе размером, как силовой трансформатор. Жгут обмотан бумажным скотчем, лакоткани тогда не было, переделывать не стал. Зазор на железе – оргстекло 2мм. Обмотка в трансформатор не вошла, сжал в тисках и склеил. Сюда подходит петля размагничивания от телевизоров.


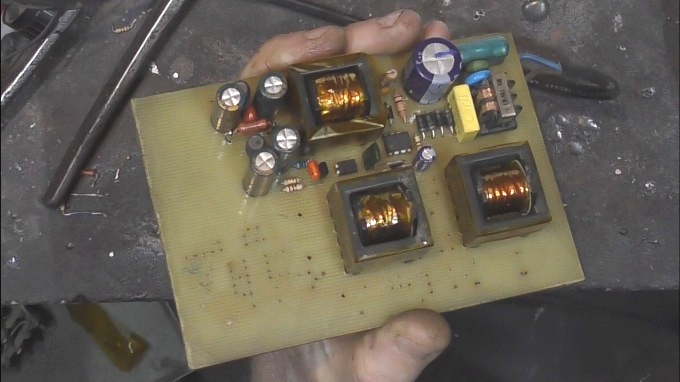
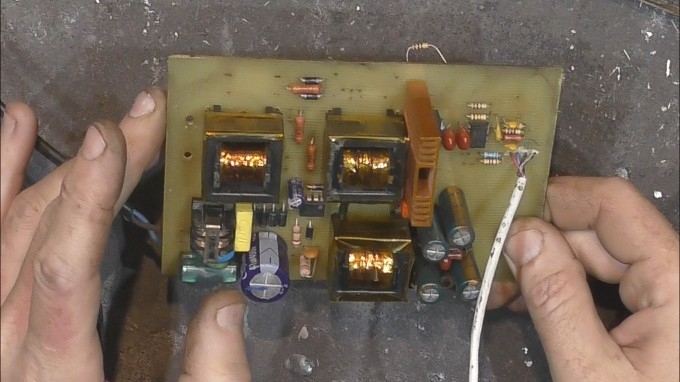
На этой схеме питание процессора от крен12, красным – перемычки, цифры 1,2 две микрухи 555 – схема задержки питания, все по бармалею. Схема "бармалея" без изменений, только драйверы на IR2110. Боковинки катушки сделаны не правильно – отрезал, катушка не развалилась, эпоксидка склеила намертво зазор 0,15 1 слой лакоткани. В углу фото катушка с изоляцией лакотканью – пробило после 5 электродов ф2,5. Видно тут около обмоток рядом первичка, соединение последовательно резистор токового трансформатора 4,6 ома, видимо из-за наводок от трансформатора. Плата генератора замазана лаком простым, мебельным. Лак предохраняет от атмосферной влаги и пыли – вентиляторы все гонят внутрь.


Конденсаторов в сумме 2000 мкф. Дроссель 16 витков провод 0,35. Реле какое то из запасов. Сверху трансформатора первичка – 18 витков в 2 слоя в 3 жилы ф1.5, вторичка 3 слоя по 3 жилы ф1,5 по 6 витков параллельно, намотка в одну сторону, зазор 0,1 трансформатор не насыщен, ток 80 А – буду переделывать когда нибудь. Ключи резисторы 2 вт х 7 шт 300 ом, всего 42 ома. Ключи на медных пластинах с диодами под прокладками, генератор драйвер на IR2110 не убиваемый, выдержал сгорание 12-ти транзисторов. Дроссель – 20 витков сечения 2х7 на трех ферритах от строчников. Конденсаторы от русского телевизора, 12 по 100 мкф 350 вольт.

Многооборотный резистор на 10 к – резонанс. Резистор 2к2 – регулятор тока. Холостой ход, плавный спуск со ступенькой – не насыщен трансформатор, надо или уменьшить витки, или увеличить зазор. Резонанс на 40 вольтах, при превышении напряжения синусоида искажается – причина в ненасыщеном трансформаторе. Если схема у вас собрана без ошибок, приступаем к настройке. Сеть должна быть включена через ЛАТР, осциллограф включаем на резонанс. Подключаем на дроссель, как на токовый трансформатор. Через дроссель пропущен провод – плюс силового трансформатора. Осциллограммы и более подробное описание шагов вы можете посмотреть на форуме.
Напряжение поднимаем до 20 вольт – появляется рваная синусоида. Многооборотным резистором синусоиду делаем красивой – это сделать важно, без резонанса – сгорит. Можно поднять напряжение до 40 вольт, если у вас включена нагрузка – на амперметре появляется ток. Подправляем синусоиду. При дальнейшем увеличении напряжения синусоида исказится – это говорит о ненасыщенном силовом трансформаторе, что не страшно, аппарат будет работать.

Еще важный момент – регулятор тока на минимум, поднимаем напряжение примерно на 40, а рост тока должен остановиться, поднимаем напряжение на максимум. А ток все равно 40 А. Если этого нет, надо подобрать ограничивающий резистор 1,6-2,2 ома, как расчет по "бармалею", 100 витков токового трансформатора делим на 50 А – максимальный ток транзистора, и получаем 2 ома резистора. Но у каждого в своей схеме будет отличие. В моей последней, резистор был 4,6 ома.
Регулятором тока добавляем ток до 60 А – это уже сварка, на выходе замыкаем электроды, токовый импульс должен сузиться по горизонтали по осциллографу, если нет, то опять подбираем этот резистор. Этот момент тоже важен. Если этого не сделать, при замыкании электрода ток будет максимальным – транзисторы сгорят сразу. Интересно, что если транзисторы стоят по два в паре, то вылетает только 2 из 4-х, остальные целы, можно продолжить эксперименты. Но для работы лучше поставить всё равно четыре.

Ну все, выходим на улицу и приступим к сварке. Аппарат без корпуса, держак, железка, маска. Включили. Зеленый светодиод показал – все в норме. Регулятор тока на минимум. Пробовали зажечь дугу – не получилось, только искры – это нормально. Выключили, пощупали радиаторы, резисторы, понюхали – все холодное. Добавляем ток, варим, выключили пощупали – ОК. Ставим в корпус и можно обмывать:) Примерно такая моя технология самостоятельного изготовления сварочного инвертора, и она работает! Автор статьи: гнекуцй.
Принципиальная схема сварочного инвертора: разбираемся в деталях
Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.

Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.

Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.

Мобильность – одно из преимуществ инверторных аппаратов
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.

Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.

Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)

Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)

Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.

Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.

Блок питания инвертора
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.

Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.

Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Читайте также: