Сварочный полуавтомат 3 в 1 mig 200
Обновлено: 18.05.2024
Небольшой обзор многофункциональной модели сварочного автомата Сварог REAL SMART MIG 200 Black (N2A5) — достаточно недорогого аппарата профессионального уровня для работ в среде защитных газов Версия «Black» продается комплектом (горелки, маска и т.д.) для работы «из коробки». Подойдет для сварки в защитной углекислотной среде или сварочной смеси, для аргонодуговой сварки неплавящимся электродом, а также для сварки обычными электродами. Фактически, это устройство «все-в-одном», которое позволяет настроить широкий набор функций под конкретную задачу.

Инверторный сварочный аппарат REAL SMART MIG 200 (N2A5) предназначен для полуавтоматической сварки в среде защитных газов (MIG/MAG), сварки порошковой проволокой (FCAW), ручной дуговой сварки покрытым электродом (ММА), а также
аргонодуговой сварки неплавящимся электродом (TIG). С таким аппаратом можно смело варить низко и высокоуглеродистые стали и сплавы, нержавеющие стали, а также алюминий, титан, медь, бронзу, латунь и их сплавы. Для режима ММА сварки предусмотрены регулировка тока и напряжения дуги, форсаж, отключаемый VRD, функция антиприлипания, горячий старт. Для режима MIG сварки предусмотрены регулировка тока, продувка газом, режим сварки 2Т/4Т, дожиг, а также холостая подача проволоки.

Характеристики:
Бренд: Сварог
Модель: REAL SMART MIG 200 Black ( N2A5)
Тип: сварочный полуавтоматически аппарат
Вид сварки: MIG/MAG/MMA/TIG
Мощность: до 7кВт
Cварочный ток: 30. 200 А
Подача проволоки: встроенный механизм
Катушки: стандартные до 5кг
Диаметр сварочной проволоки: от 0,6 до 1.0 мм

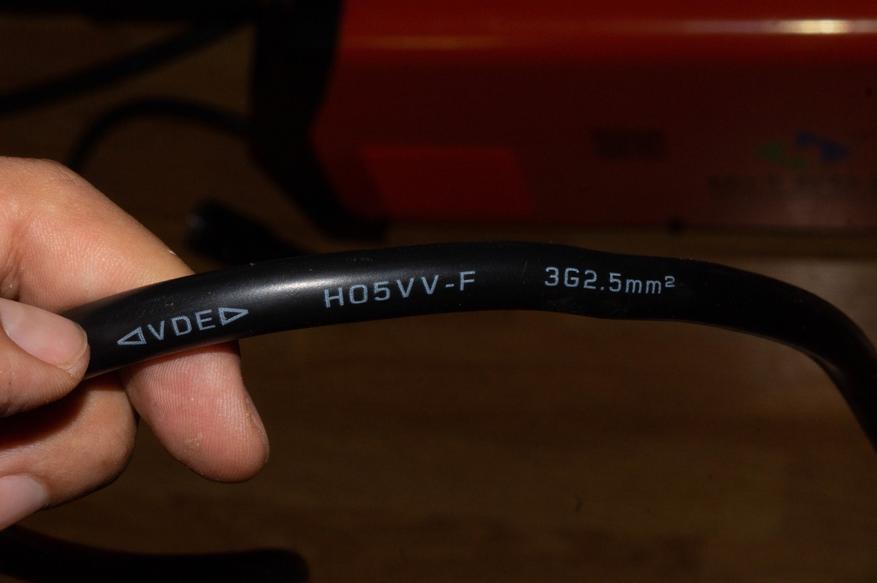
Шнур питания длиной 1,8 метра, не съемный. На тыльной стороне расположен фитинг для подачи защитного газа (углекислота, аргон или сварочная смесь). Также рядом распложен выключатель и вентилятор внутреннего объема. На верхней части корпуса расположена ручка для переноски.


Обратите внимание на маркировку, нанесенную на боковой крышке. «JASIC» — означает, что данный аппарат изготовлен для профессионалов. На мой взгляд, это один из вариантов профессиональной модели JASIC MIG 200, несколько улучшенный в плане эргономики и удобства.

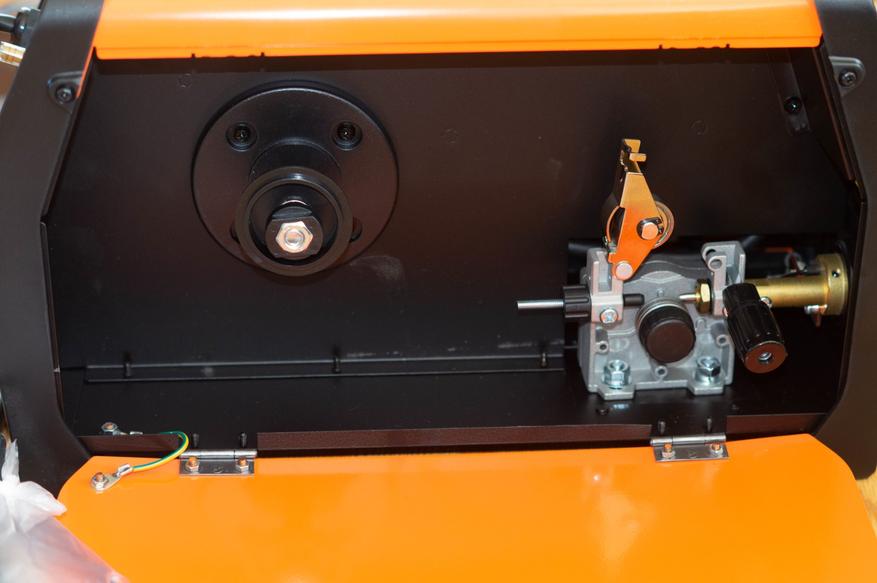
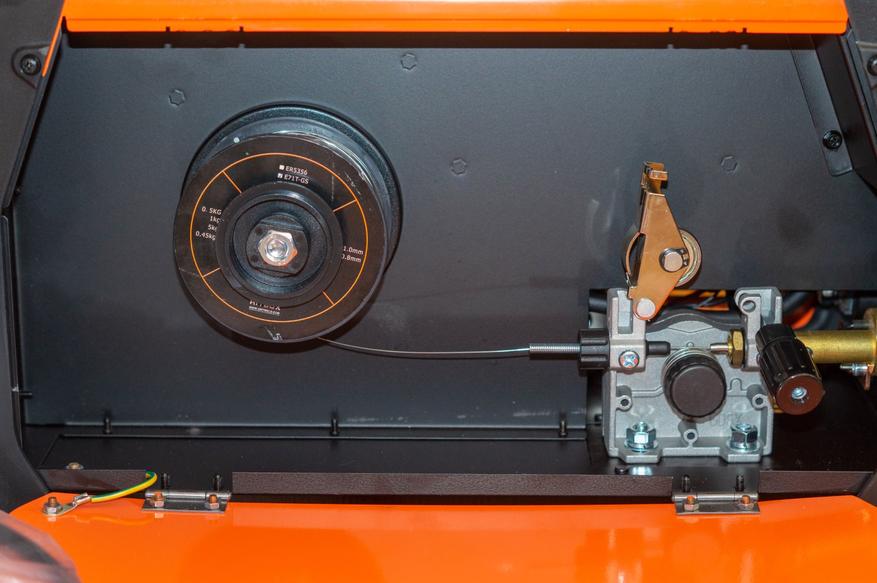
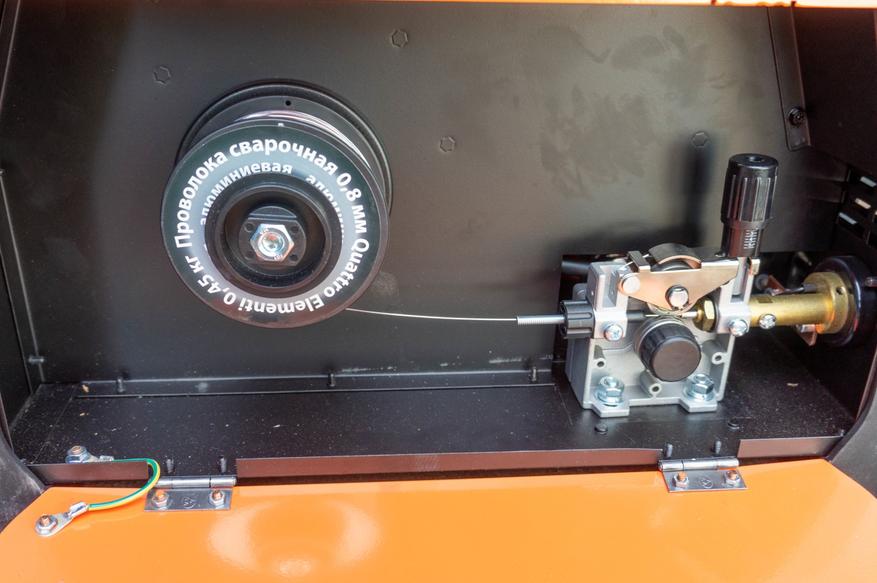
Внутри под крышкой расположена ось для установки катушки с проволокой. Можно использовать катушки весом 0,5, 1 и 5 кг. Расходные материалы стандартные, не дефицитные. Есть даже проволоки для сварки нержавеющих сталей, алюминиевые проволоки, а также самозащищаемая проволока для сварки без газа.

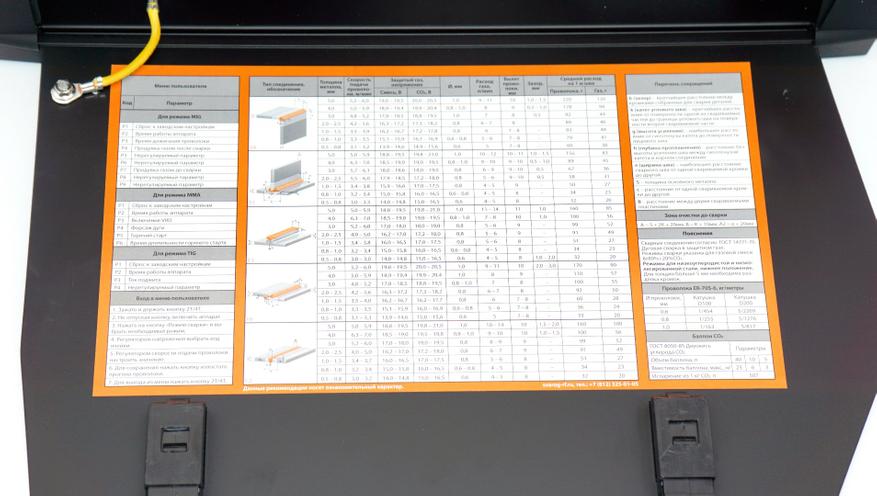
На крышке приводится достаточно подробная таблица с описанием типов сварки, требованиям к расходным материалам и необходимым режимам сварки. Весьма и весьма полезно, особенно если у вас нет необходимого опыта.
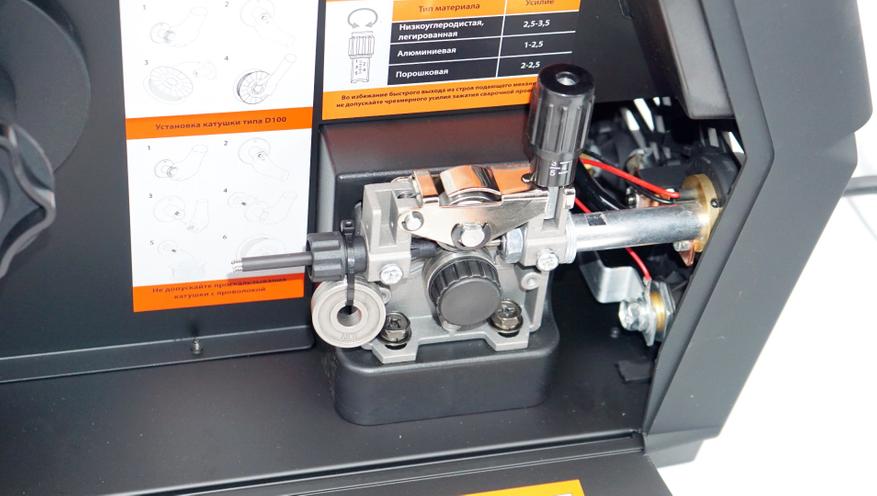
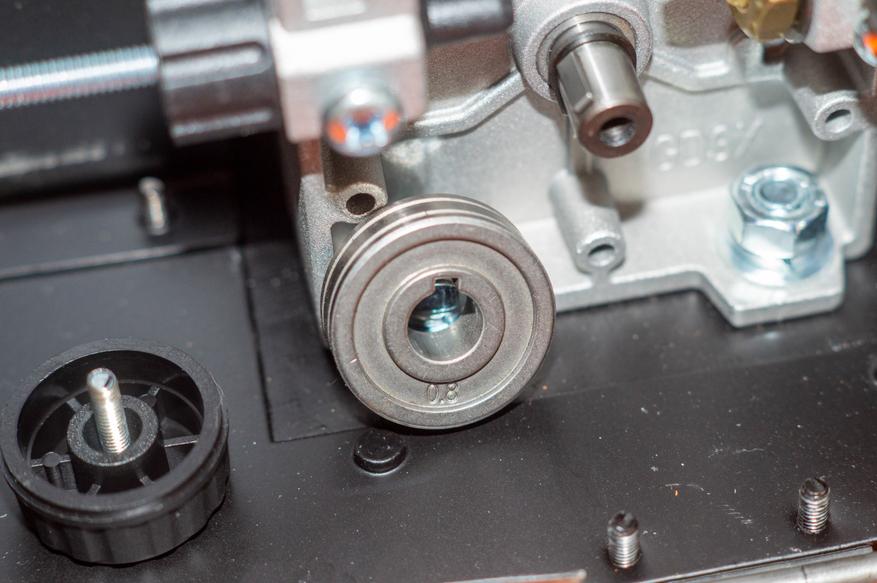
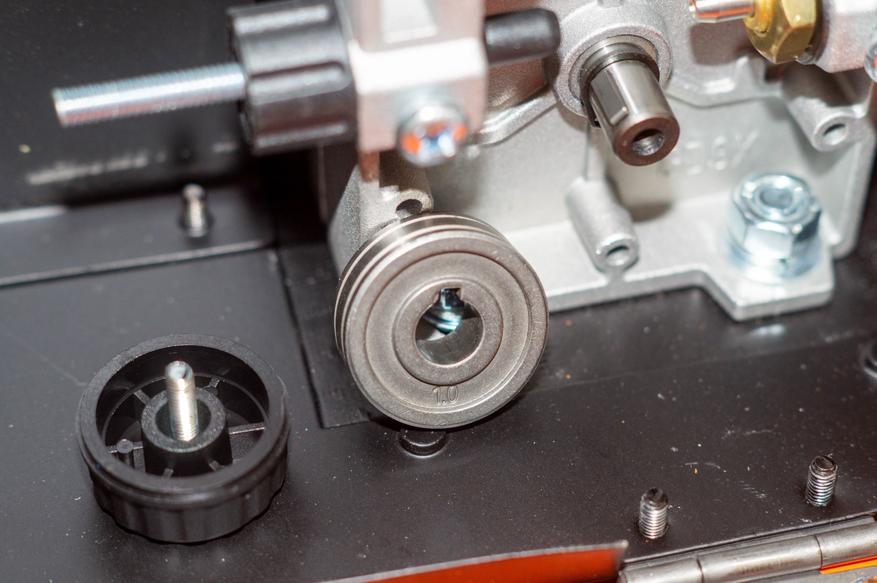
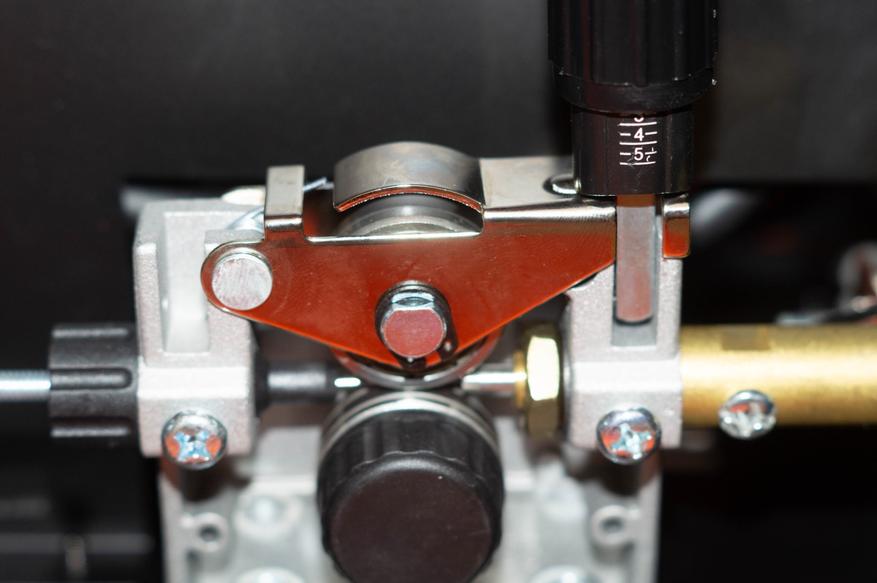
Механизм подачи проволоки встроен в корпус, полностью металлический. Сильная пружина обеспечивает прижим проволоки для протяжки в горелку. В комплекте имеется сменный ролик для другого диаметра проволоки. Под диаметр проволоки нужно также подбирать и сопла в горелке. По умолчанию установлено для 0,8 мм.
В отличие от младшей модели REAL MIG 200 (N24002N), в обозреваемой REAL SMART MIG (N2A5) предусмотрен дисплей для индикации режимов (MIG/MAG/MMA/TIG). Под дисплеем расположены ручки для регулировки силы тока, скорости подачи проволоки и т.д. Внизу на панели расположены плюсовая и минусовая силовые клеммы, а также интерфейс для MIG-горелки.


Комплектация MIG 200 Black интересна тем, что в поставке сразу идет хорошая маска-хамелеон. Стекла имеют транспортные наклейки, которые нужно удалить перед началом работы. Также есть смысл изучить инструкцию и отрегулировать маску (время и степень затемнения).


Работает маска от двух мизинчиковых батареек (есть в комплекте), достаточно четко срабатывает, но можно «поиграть» настройками переключателей. Крепление на голову пластиковое, достаточно простое.


Также в комплекте поставляются защитные огнестойкие перчатки (краги) с фирменной символикой «Сварог», руководства пользователя на сам аппарат, на маску, паспорт на изделие, а также комплект сменных и запасных насадок для горелки.

Сопла имеют различный диаметр для проволоки диаметром от 0,5 до 1,0 мм. Имеется и инструмент для их замены. Также в комплекте поставляется достаточно длинный шланг для подачи газа от баллона до аппарата.

Так как аппарат универсальный, то в комплекте идут сразу два вида горелок — для MMA сварки (обычной), и для MIG сварки (в среде защитных газов с подачей проволоки). На фотографии комплект проводов для сварки электродом (Общий провод с крокодилом и держак для электрода).


Горелка для MIG-сварки оснащена кнопкой для управления подачей защитного газа и проволоки. Аппарат умеет работать как в режиме автоматической непрерывной подачи, так и в ручном режиме по нажатию кнопки. Скорость подачи регулируется на панели. Перед работой есть смысл обработать горелку специальным антипригарным спреем для сварки. Таким образом, вы сохраните работоспособность горелки и ее внешний вид гораздо дольше.

Внутри установлены специальные сопла, которые подбираются по диаметру используемой проволоки. Сопла имеют свойство изнашиваться, так что следите и вовремя меняйте. Что касается материалов в целом — то тут довольно все качественно. Придраться не к чему. Например, держак для электродов может похвастать массивным медным фиксатором.


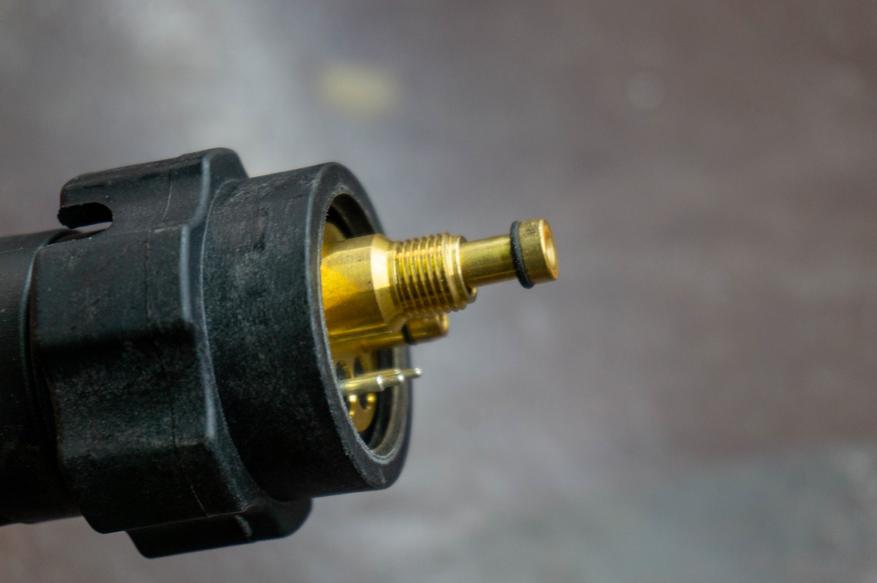
Ответная часто провода «массы» имеет стандартный хвостовик. А ответная часть горелки MIG достаточно сложно устроена — тут и газовод, и трубка-фидер для проволоки, и управляющие контакты для подачи.


Дополнительно потребуется баллон с газом и регулятор-редуктор газовый (углекислотный или для сварочной смеси), который служит для понижения давления газа, поступающего из баллона до уровня рабочего давления аппарата. Я брал модель Сварог УР-6-6М(есть аналоги). Важно смотреть соответствие фитингов для подключения редуктора к баллону. В моем случае, это G3/4. Главное правильно установить, протянуть и выставить нужное давление. Первый манометр показывает давление в баллоне, второй — рабочее.

Баллон брал на Яндекс.Маркете с бесплатной доставкой, есть варианты на 5 литров, 10 литров, 20 литров и 40 литров. Самые портативные — на 5 и 10 литров. Продаются баллоны пустые, то есть нужно еще найти услугу по заправке углекислотой или сварочной смесью. По сумме стоимости заправки выгоднее взять один раз на 40 литров и установить стационарно в гараже. Заправленный баллон 40 литров весит около 80 кг, баллон 10 кг — менее 20 кг.


Таким образом, буквально за 40 т.р. я обеспечил себя приличным комплектом для полуавтоматической сварки с газом или без газа для широкого спектра задач. Расходные материалы можно приобрести онлайн, в крупных строительных магазинах или в профильных магазинах с аксессуарами для сварки. Обращаю внимание, что можно приобрести расходники как для сварки различных сталей, в том числе и тонкостенных, так и для сварки алюминиевых сплавов, нержавеющей стали и т.д. Можно опционально докупить баллон с аргоном и специальную горелку с вольфрамовым электродом (недорого). Запасные части, расходники горелок можно приобрести на Алиэкспресс. Да и сам аппарат я покупал в магазине Svarog Shop Store на AliExpress, так как с купонами было дешевле.
Каюсь, аппарат успел только проверить на работоспособность после покупки, а вот ничего серьезного опробовать не успел. В любом случае, выбором доволен. Периодически попадаются варианты комплектов для сварки MIG как дороже (но не лучше), так и дешевле (но такое себе), так что сделал вывод о том, что Сварог REAL SMART MIG 200 (N2A5) –это золотая середина для сварки MIG/MAG/MMA/TIG, которая подойдет как для любителя, так и для профессионала.
Если аппарат вам интересен, то посмотрите доступное руководство по этой модели, в электронном виде. Достаточно грамотная инструкция, а скорее — целый учебник по сварочным работам в целом.
С другими тестами и обзорами инструментов, умных-часов, смартфонов, а также подборками гаджетов и техники вы можете ознакомиться по ссылкам ниже и в моем профиле.
Обзор сварочного аппарата Hitbox MIG 200II (3 в 1)
Данную модель я абсолютно искренне могу назвать самой любимой в этом ценовом диапазоне. Имеется куча настроек для каждого режима работы, которых тут три: MMA, MIG и TIG и каждый из них работает отлично. Для MIG есть режим Synergic, который значительно упрощает настройку новичкам, а так же точечная сварка со временем импульса 0.1-5с и режим работы с алюминиевой проволокой.

Поставляется в картонной коробке со скромным принтом, сам аппарат укрыт поролоновой вставкой, а допы помещены в отдельную коробочку



В комплекте провода ММА длиной 3 метра, трубка подачи газа, рукав MIG, дополнительный ролик подачи, ключ, тефлоновый боуден и катушка флюсовой проволоки весом 1кг

На лицевой стороне корпуса расположены элементы управления, чуть ниже коннекторы для подключения проводов



Сзади массивная кнопка включения с пыле/влагозащитой, бумажка с основными характеристиками, фитинг подачи газа и 80мм вентилятор. Сбоку откидная крышка, в отсек влазит 5кг катушка проволоки, механизм подачи металлический, дополнительно усилен толстой пластиной снизу


Тефлоновый боуден необходим для работы с алюминием, в горелку уже вставлен обычный для стали


Так же докинули ролик подачи для 1 и 1.2мм проволоки, комплектный для 0.8 и 1мм


Кабели массивные, но гибкие в питании три провода по 2.5 квадрата, масса и рукоять ММА по 16 квадратов. А вот рукав ММА жестковат, но это необходимая мера из-за возможности использовать алюминиевую проволоку, чтобы её не закусывало на сгибах



Подготовка к работе не занимает много времени, нужно только закрутить на место коннектор ММА, поставить катушку, протянуть кончик проволоки в боуден, прижать её роликом и нажать на кнопку подачи. Несколько секунд скорость протяжки будет низкой, но после ускорится до максимума, что ускоряет "заправку"

От обилия элементов управления разбегаются глаза, но на самом деле это удобнее, чем перебирать часто используемые параметры по очереди в меню. Да и логично всё, основные настройки корректируются по центру, тут можно выбрать тип сварки, 2Т, 4Т и режим Spot. Если активен Synergic, появляется выбор диаметра проволоки и её типа. Внизу расположили два энкодера для регулировки напряжения и скорости подачи/тока(если активен Synergic), а так же потенциометр индуктивности

Левая верхняя кнопка позволяет войти в память устройства, в которой хранится 10 ячеек данных. Удобно, когда часто приходится работать с определенным типом и толщиной металла, можно в несколько кликов быстро подстроить все параметры
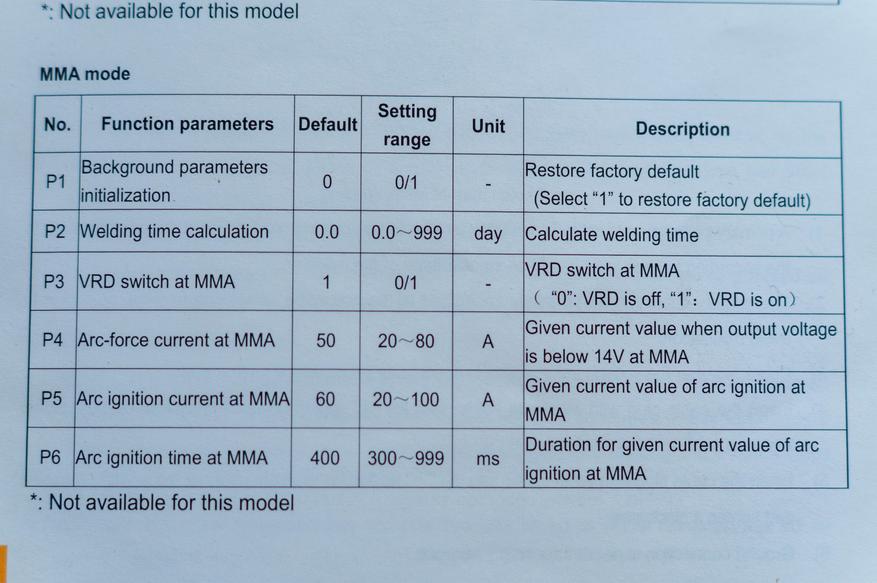
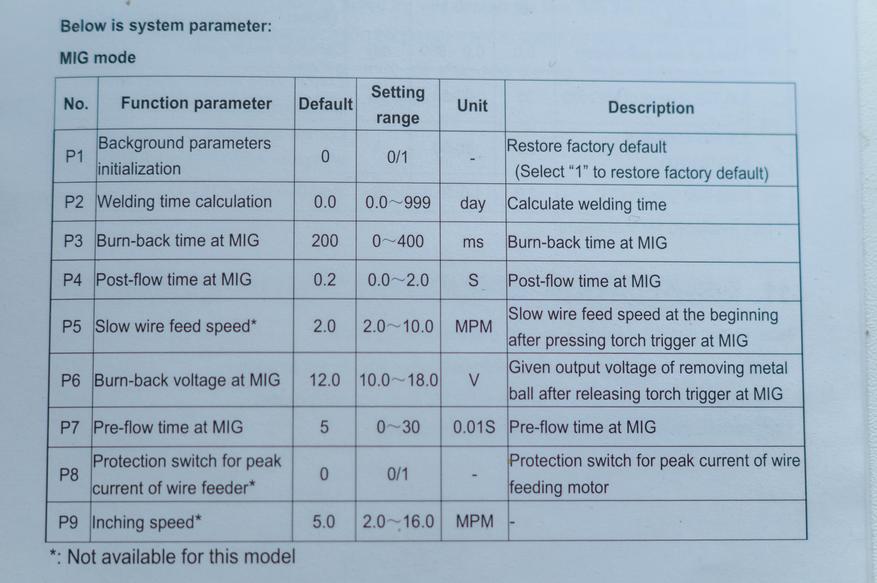
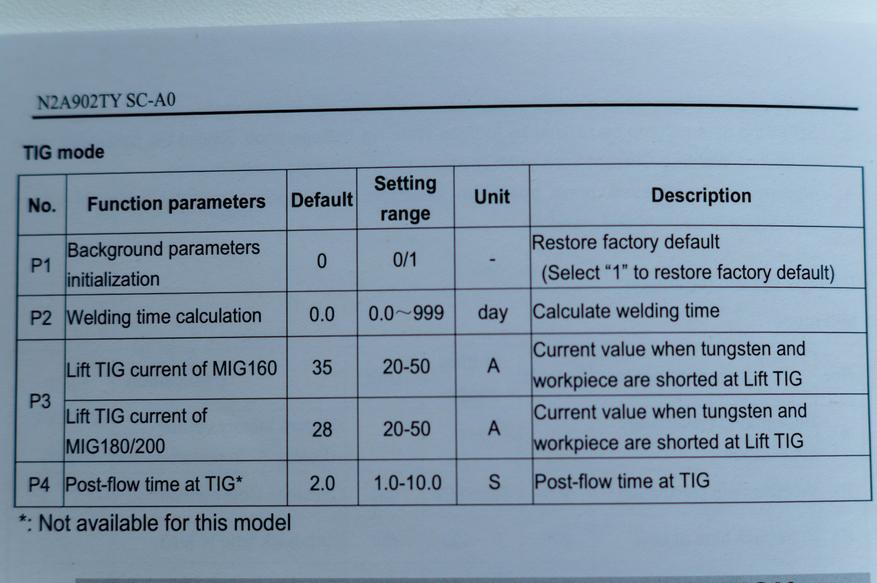
Если включить питание, удерживая кнопку выбора режима, можно попасть в меню тонкой настройки
Для каждого типа сварки можно отрегулировать множество параметров, такие как форсирование, горячую дугу, пост/препродувку, burn-back и т.д.
Тестирование
Минимальны ток, который может выдать HITBOX MIG 200II, всего 20А, даже для 1.6мм рекомендуемый 35-60А. А у меня еще и тоньше 2мм не было. Оставил стоковые параметры: force 50, hot start 60 на 400мс, благодаря чему дуга бодренько разгоралась и сварочная ванна даже формировалась, а еще практически не было звука разряда, только потрескивание обмазки электрода. Необычно )
При 50А стало намного лучше, даже при окунании электрода в ванну дуга не затухала
3мм электрод при 50А как ни странно, не залипает, да и дуга держится как у 2мм при 20А, так что можно медленно работать если вдруг "двойки" внезапно закончились
Поднял ток до 90А, процесс пошел замечательно, ванна широкая, горячая
При 120А нужно тянуть шов очень быстро, иначе будет прожигать
Ну и на максимальных 160А электрод превращается в резак
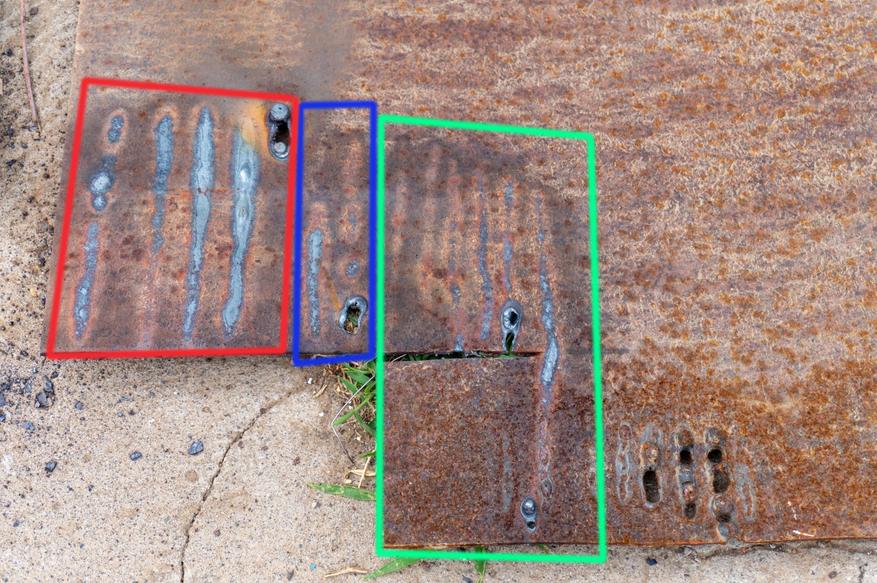
Вот что получилось, смотреть справа налево. Даже при 20А прогрев оказался достаточным, но это потому что очень медленно вёл электрод, а вот 3мм при 50А(второй шов) внизу уже плохо проварил, тут поторопился. 90 без нареканий, 120А на грани проплавления, 160 сразу прожег отверстие



Для MIG не буду закидывать кучу анимаций для небольших промежутков напряжения и подачи, иначе их будет слишком много, только покажу как аппарат ведет себя на неправильно и правильно настроенных параметрах.
При минимальной мощности напряжение составляет 11В, а подача 1.5м/мин, двухмиллиметровую пластину не прогревает совсем
Если просто увеличить напряжение, ничего хорошего так же не получится, дуга будет ярче, горячее, но нестабильной из-за того, что проволока успевает сгореть быстрее, чем расплавится ванна
Увеличиваем подачу вдвое до и уже получаем сносный результат, валик наращивается нормально
Если выкрутить напряжение до 26В, а подачу до 14м/мин, пластину прожигает
Освоиться не сложно, есть таблицы напряжения/подачи в зависимости от используемой проволоки и толщины заготовки, так же со временем приходит опыт и уже по памяти начинают выставляться идеальные значения.
Но есть тут и режим для ленивых, который называется Synergic. При его включении нужно будет выбрать тип и толщину проволоки, вместо подачи вторым энкодером настраивается нужный ток, электроника сама подбирает оптимальные значения напряжения и скорости подачи проволоки. Но при необходимости можно левым энкодером откорректировать напряжение в пределах +/- 3В
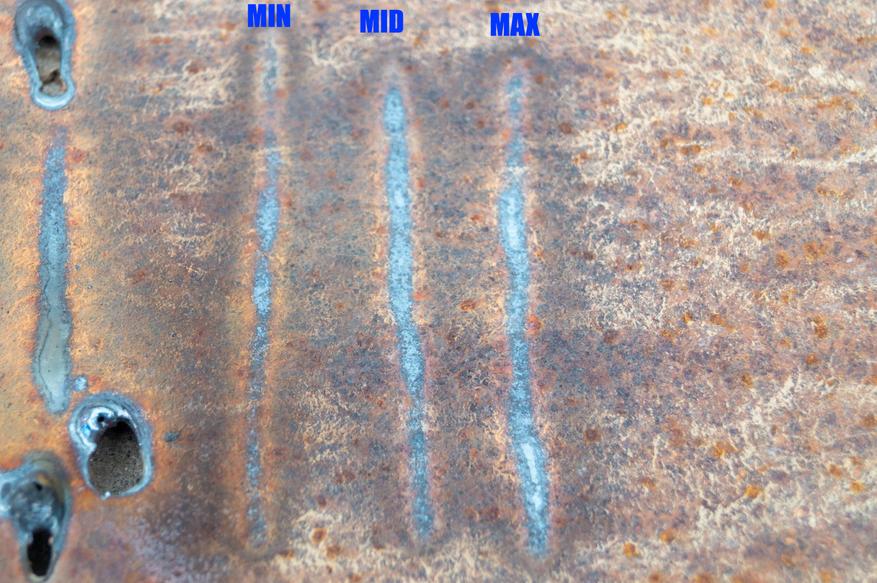
Выкрутил ток в минимум, для моей проволоки получилось 45А при 12.7В, заготовку конечно не прогревает, дуга хоть и небольшая, но стабильная, так что для какой-нибудь жестянки пойдёт
Поднял до 80А(ближе к току ММА для этой же заготовки), уже неплохо, пластину проварило на всю глубину
При 140А выставляется напряжение 18.5В, горелку вести приходится быстро, иначе пластину прожигает
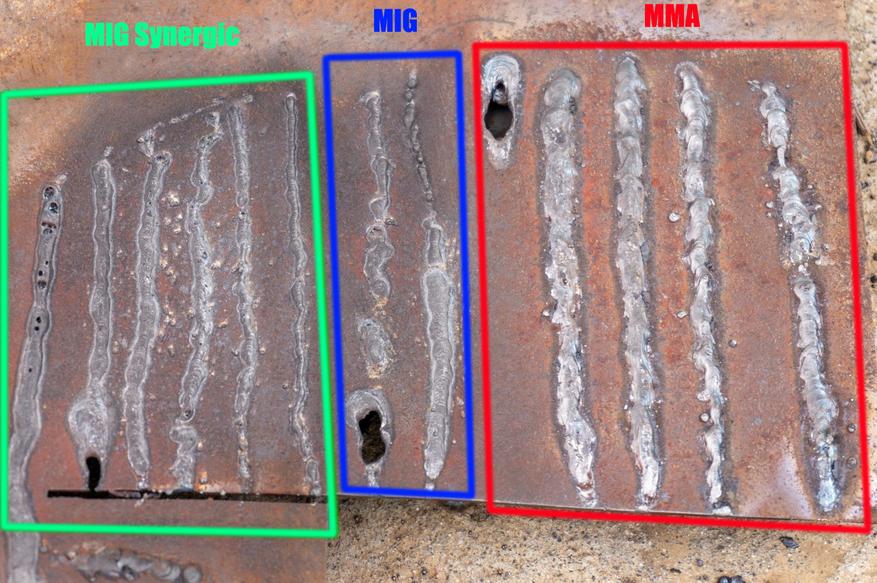
Вот что вышло, заплевало конечно пластинку знатно, но после щетки выглядит не так плохо. На всякий случай подписал где какой режим использовался

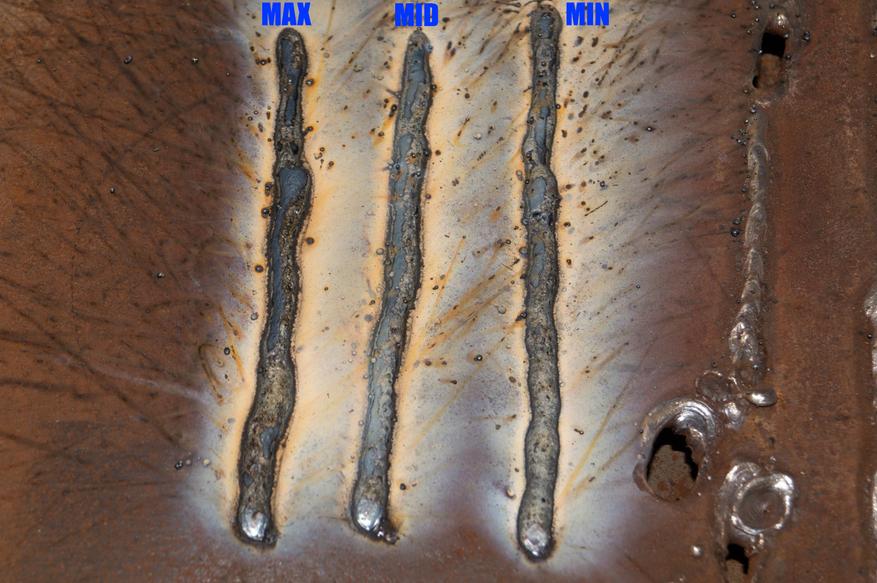
А что же индуктивность, влияет ли правый потенциометр на результаты или его установили чтобы аппарат выглядел солиднее? Давайте проверим на практике.
Первый шов с минимальной индуктивностью, время 14 секунд
Второй шов со средним значением, старался выдерживать одинаковую температуру, как показало видео, время прохода сократилось до 13 секунд, а значит нагрев увеличился
Ну в крайнем правом положении проход был еще на секунду быстрее и составил 12 секунд
Несмотря на то, что при максимальном значении протяжка была быстрее, провар получился глубже и валик растёкся сильнее, а значит индуктивность действительно работает и может быть использоваться по ситуации

2Т и 4Т режимы есть во многих аппаратах, первый это классика, нужно держать кнопку для подачи проволоки, во втором достаточно нажать её один раз и дуга будет поддерживаться либо до повторного нажатия, либо до отнесения горелки от детали. Но в этой модели имеется еще и Spot, он ограничивает время импульса до определенного значения.
Вот, к примеру, 1/10 секунда, очень удобно прихватывать таким образом заготовки из тонкого металла
Из коробки оно составляет 0.5с
Можно накрутить импульс до 5 секунд, подойдет для создания равномерных прихваток для толстого металла
На первом фото много грязи, но после щетки видно, что точки получились довольно аккуратные, импульсом 0.5с при 15В и 75А даже проварило 2мм пластину


За время тестирования сопло испачкалось не очень сильно, я не использую спреи, просто протираю тряпочкой



С обычной проволокой результат получается гораздо чище, ведь шов защищает газ, который в отличии от флюса не оставляет следов. Главное не забыть изменить полярность

А еще неплохо было бы проверять подачу газа, ведь без него результат получается не очень

Потом понял в чем был косяк и со второй попытки получил неплохой шов
Не идеально конечно, я только учусь, но заметно лучше того, что слева. Никаких щеток, сразу получается чисто

Если есть необходимость варить алюминий, придется заменить боуден на тефлоновый, иначе мягкую проволоку может заминать. Для этого нужно открутить гайку подачи в коннекторе, извлечь стоковый, обрезать тефлоновый на такую же длину, вставить его на место, и затянуть гайку, процесс занимает меньше минуты


Само собой, нужно заменить и проволоку, так же носик в рукояти должен быть на размер больше её диаметра, т.к. алюминий больше стали расширяется при нагреве и будет заклинивать в носике аналогичного размера. При диаметре проволоки 0.8мм, я использовал носик 1мм, который шел в комплекте. Тоже приемлемо, хоть и не желательно
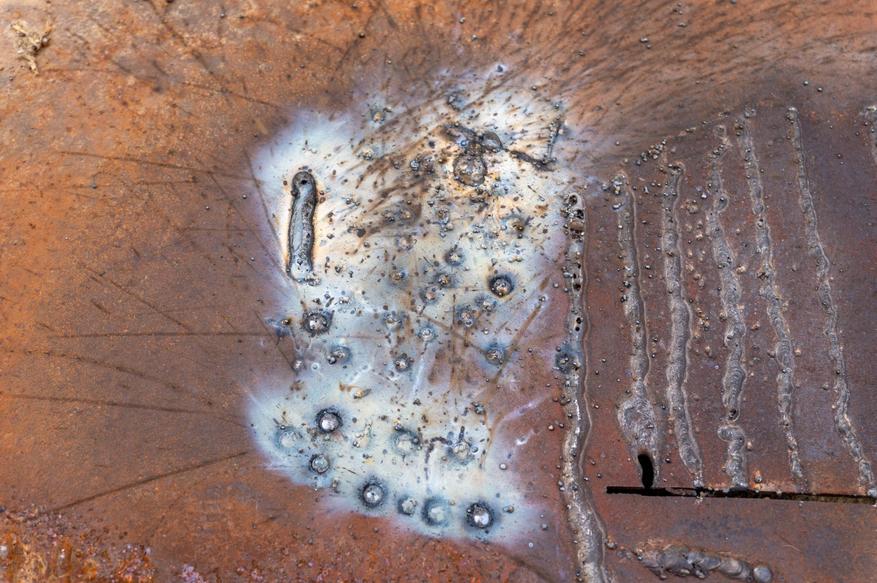
При переключении в режим работы с алюминием, синергик не дает выбрать диаметр проволоки ниже 0.9мм, так что поверхность толком не прогрелась и на неё просто наляпывало проволоки
Но видно, что оксидная плёнка снимается, а значит надежда есть

Так что левым энкодером добавил напряжение +3В и получил более-менее нормальный результат
Не идеально конечно, но я с алюминием никогда не работал раньше и вполне можно сделать лучше, но аргона было мало и мне не удалось нормально потренироваться. Оксидная плёнка дугой обратной полярности снимается нормально, обратите внимание на блестящий ореол внутри нагара


Кому больше нравится видео, а не анимации, вот нарезка с тестирования
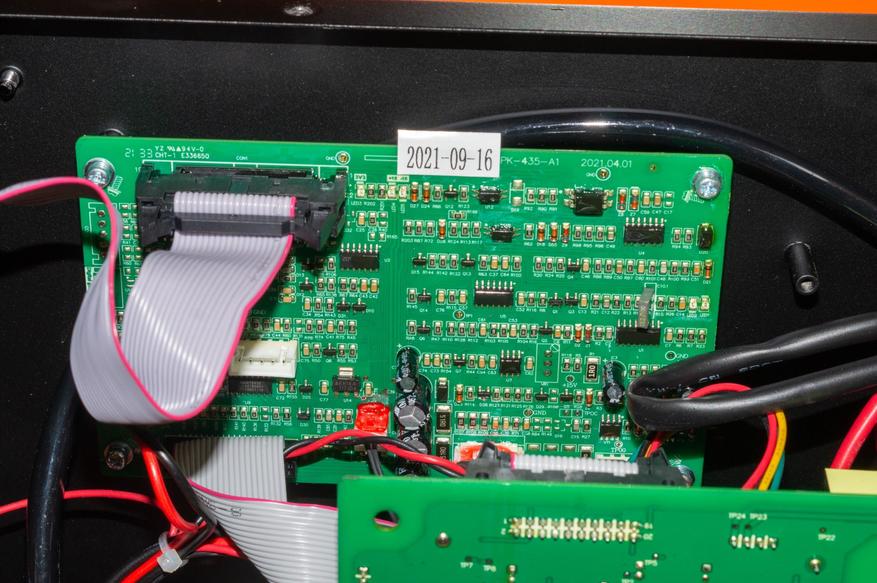
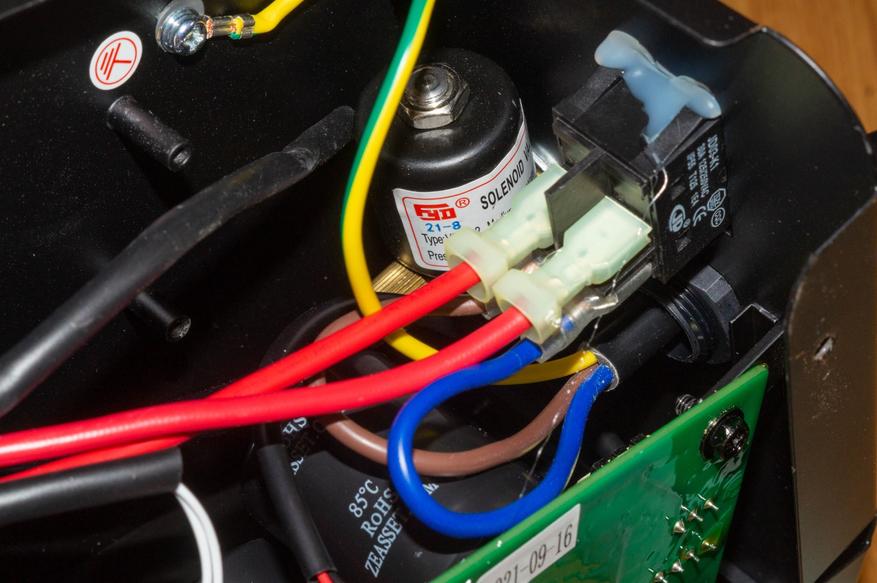
Платы аккуратные, сборка модульная на коннекторах, кнопка выключения четырехконтактная, рассчитана на ток 30А
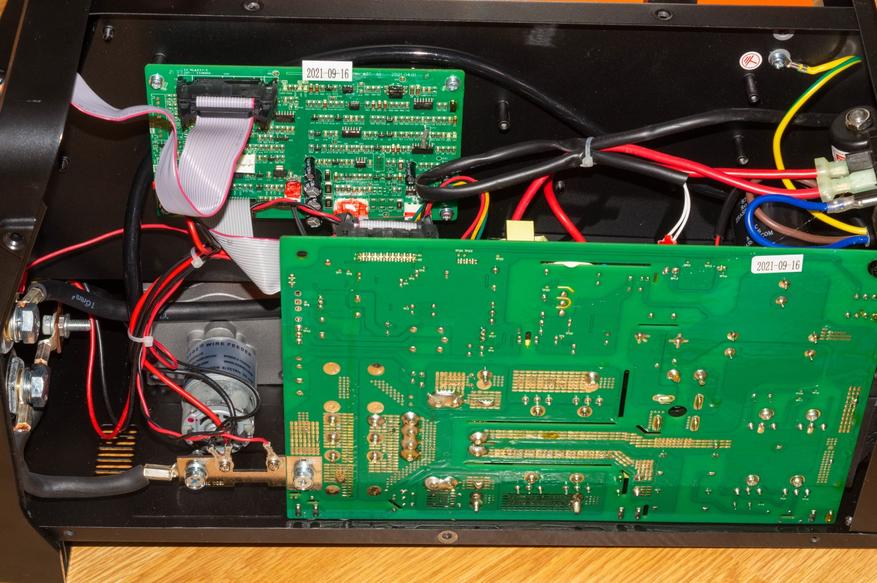
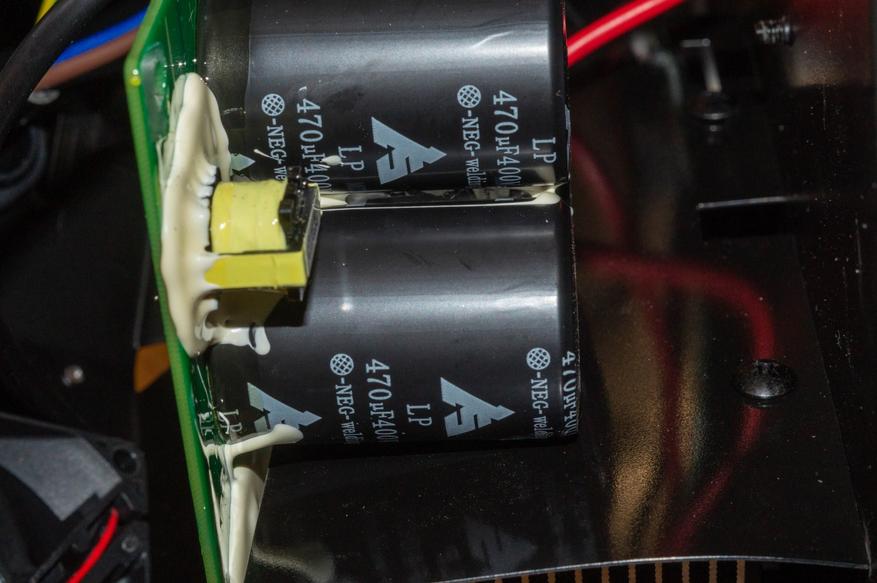
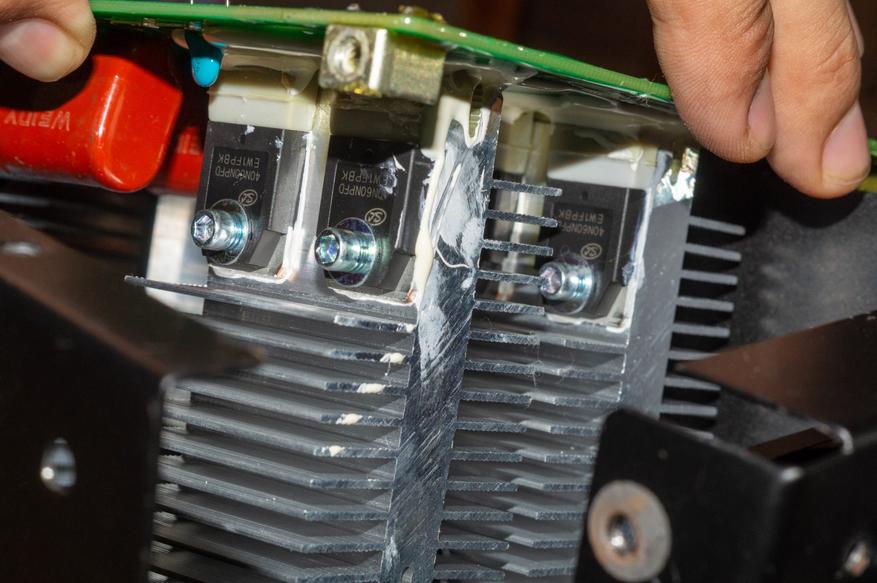
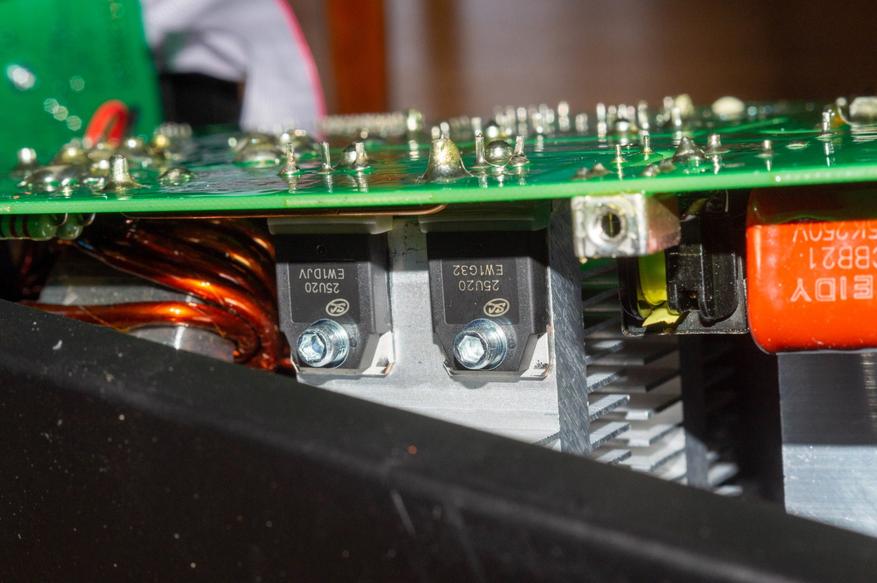
Конденсатора 3 штуки, номиналом 400В 470мкФ, на радиаторах 4 транзистора 40N60 и диоды 25U20
Мне аппарат очень понравился, в любом из тестируемых режимов получается отличный результат, в режиме Synergic с настройкой справится даже новичок. Spot стал для меня приятным открытием, оказывается очень удобно ограничивать время импульса, получая равномерные пятна провара. Недавно приваривал тонкую пластинку к толстой трубе, по всей длине точками прошелся, в итоге руками оторвать не смог, так что думал даже не заваривать полностью и оставить как есть.
Выбрал комплектацию без TIG рукава, т.к. без полноценной циклограммы скептически к нему отношусь, в этом случае проще взять чего-нибудь бюджетное для начинающих, например, модель из этого обзора
Купон HITBOXMTBGLW дает скидку $10 проверить наличие и цену MIG 200II
Небольшой бюджетный сварочный аппарат 3 в 1 MIG-200 (MIG / TIG / MMA)
Всем привет! Данный аппарат я взял потестить как первую MIG сварку, которую не жалко будет «убить» по неопытности. Публикация будет от лица новичка в этом деле для таких же новичков, так что попрошу более опытных мастеров сильно не кидать в меня тапками, а поддержать рекомендациями )

Характеристики
Распаковка и внешний вид
Коробку с местного склада привезли DPD довольно оперативно, аппарат расположен в пенопластовых вставках, так что должен пережить небольшие падения во время доставки. В комплекте сам аппарат, провод «массы», запасной коннектор, полкило проволоки с флюсом и макулатурка. На лицевой стороне расположен дисплей, отображающий выставленный и текущий ампераж, чуть ниже два потенциометра, регулирующие напряжение и силу тока и в самом низу разъемы для подключения «массы» и ручки для сварки MMA. Сзади имеется наклейка с основными характеристиками, а так же кнопка выключения и вытяжной вентилятор




Пистолет MIG не съемный, длина кабеля около полутора метра, «масса» около метра, выглядит добротно


Коробка с проволокой. Сама катушка в вакуумной упаковке, дополнительно промаркирована и обмотана бумагой, а кончик завернут в прорезь, чтобы случайно не размоталось ничего


По бокам корпуса расположили фиксаторы для быстрого доступа к механизму подачи проволоки. Отстегиваем два штуки и откидываем крышку как кабину у КАМАЗа. Владельцы 3Д принтеров смогут сделать всё с закрытыми глазами, т.к. процедура «заправки» очень похожа. Стягиваем фиксатор, продеваем проволоку в направляющие трубки. Я по привычке пропихнул ее вручную до самого сопла и это было ошибкой, т.к. при ручной подаче проволока слегка деформируется пальцами при каждом сдавливании и в итоге идет довольно туго к концу, а потом еще и на ролике начинает проскальзывать. Так что лучше немного протянуть конец, накинуть обратно прижимной механизм и доверить протяжку устройству



Так же не забудьте прикрутить на место фиксатор катушки, чтобы ничего не потерять. Кстати, на фото видно, что проволока «разлохматилась», это произошло опять же из-за того, что я решил вручную ее протолкать, т.к. сложно было и подавать её в трубку и следить за нятяжкой, один виток соскочил и получился этот ужас, но всё не так страшно как выглядит, путаться она не должна, после тестирования проблемный участок почти израсходован и под ним уже проглядывают ровные слои. Установлено сопло 0.8мм, так что проволока должна использоваться того же диаметра, но при желании можно докупить на 1мм, стоят они около $5 за горсть, а соответствующий режим имеется
Включение и настройка
При включении происходит самодиагностика, после чего активируется последний выбранный режим

Левый потенциометр отвечает за регулировку напряжения в диапазоне 11-27В. На дисплее изменения не отображаются, но дуга становится ярче и звучит мощнее

Второй корректирует силу тока от 20 до 200А и скорость подачи проволоки от 1.5 до 16 метров в минуту. После розжига дуги на экране отображается текущее значение тока, частота обновления неплохая



Режимы переключаются по кругу нажатием центральной кнопки, при чем промежуточные значения тока так же отличаются, но упираются в 200А в крайнем положении




Практика
Вставляем «массу» в плюсовой контакт, выбираем режим MIG 0.8 и можно работать. Для начала я взял металлическую пластину толщиной 0.3мм, которую MMA сварка будет просто резать. Выставил ток 80А, напряжение чуть меньше половины. Почему-то два человека из пяти во время первой попытки начинают упорно шкрябать проволокой по материалу без нажатия курка как в случае с электродной сваркой. Напряжение появляется только в время подачи проволоки.

Проблем не возникло, шов может не очень ровный, но ничего не прожгло и нет непроваренных участков, с обратной стороны выглядит так же неплохо


А вот при тех же 80А, но максимальном напряжении уже начинает плавить заготовку

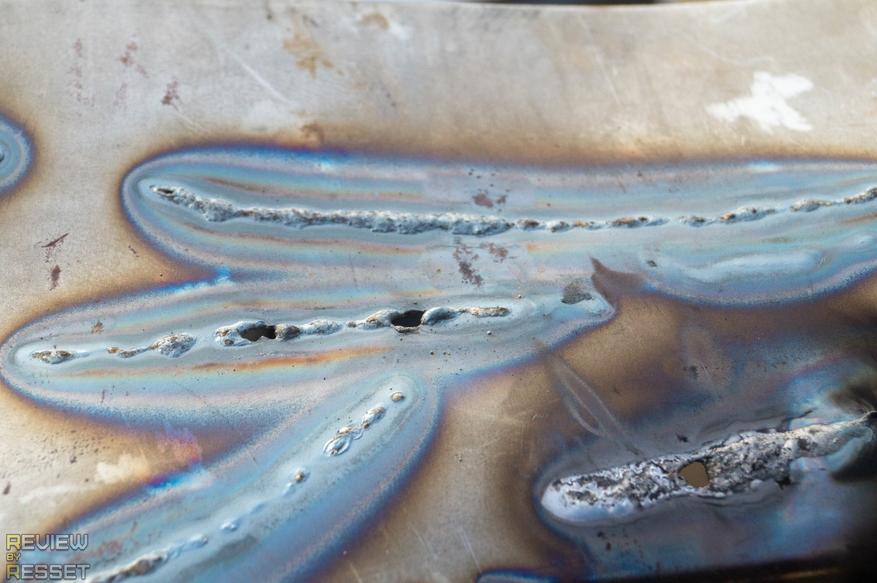
С лицевой стороны нижний шов выглядит нормально при среднем значении напряжения и тока, но вот с обратной заметен перегрев, что не очень хорошо, особенно если важна герметичность соединения

Так же было интересно(думаю не только мне) насколько отличается результат при использовании модели с CO2 от проволоки с флюсом. У знакомого есть вот такой аппаратище, единственный его недостаток в том, что первое положение напряжения не работает и тонкий металл варить проблематично

Первую пластинку прожигает даже на минимальном токе, так что взял 3мм железяку и на не меняя настроек наложили небольшой шов. Дыма немного, как и брызг, дуга не особо яркая, так что заготовку видно отлично. Ну и пространство вокруг шва ничем не заляпано


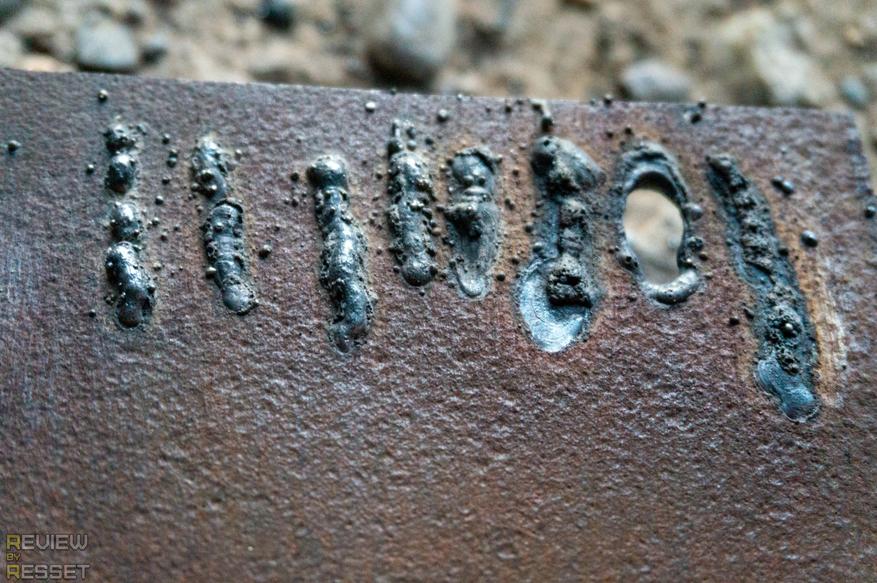
Пройдемся ниже сабжем, ток 95А, регулятор напряжения в центральном положении. Разница заметна. Куча дыма, который вместо углекислоты защищает место сварки, дуга ярче и кипящий флюс сильнее разбрызгивает проволоку. Результат получается уже не таким чистым и наплавляется меньше металла, но это уже особенность используемой проволоки и подачи. Если в циклоне можно ее накрутить на максимум не изменяя остальных настроек, то тут она привязана к силе тока. Для новичков может это и к лучшему, ведь от этого прочность шва не сильно будет страдать, но вот нарастить хороший слой металла для ремонта заготовки будет уже проблематично. Налет спокойно стирается мягкой металлической щеткой



И да, при максимальном значении напряжении уже при 150А начинает жечь даже толстую пластину
Для сварки MMA достаточно «массу» переставить на минусовой контакт, а к плюсовому подключить соответствующий кабель с фиксатором электрода и можно варить. Немного побаловался на той же пластине, мощности так же хватает, чтобы наделать в ней дыр, оптимальным током для 2мм электрода как и в «ресанте», которой я пользовался ранее, оказалось значение в 80-90А, в этом случае шов ложится равномерно и не сильно перегревает металл.

А это первые попытки сварить профильную трубу, справа MMA шов, в разрезе более наглядно. В нижней части самые первые швы, тянул по горизонтали чтобы камера нормально сняла процесс, но кадры получились пересвеченными, так что и видео запорол и заготовки. Те что сверху уже наплавлял сверху вниз, получилось гораздо лучше, проварило глубоко, при этом не особо перегрев заготовки. Но сейчас я знаю, что MIG чистый металл сваривает гораздо лучше, чем ржавый, так что если нужно сделать аккуратно и надежно, стоит потратить время на зачистку обрабатываемой поверхности до блеска.


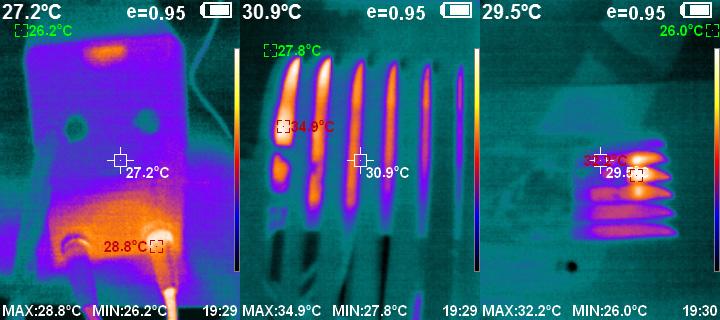
Тестировал аппарат не отключая питание, через час работы температура радиаторов не превысила 35 градусов при температуре окружающей среды 27 градусов, довольно неплохо
Сопло флюсовой проволокой заплёвывает хорошо, так что периодически нужно его очищать. Достаточно несколько раз протереть мягкой щеткой по металлу


За время тестирования потратил наверное треть катушки, а может и меньше. Не додумался взвесить новую


Гифки еще не починили, так что сделал очень короткое видео с демонстрацией включения, настройки и использования
Мне кажется для первого аппарата очень неплохо. Получаем MIG+MMA сварку по цене среднего ММА аппарата из местных магазинов. Я опустил TIG режим, т.к. в комплекте не было специального кабеля, к которому помимо питания подключается еще трубка для подачи аргона, да и в освоении довольно непрост, а настроек тут не особо много чтобы в идеал вывести, так что можно сказать, что он тут скорее для галочки.
А вот с MIG режимом справится даже тот, кто ни разу в руках не держал обычную электродную сварку. Думал придется долго тренироваться как с первым ММА сварочником в своё время, полуавтомат же многое прощает. На минимальном токе/подаче и напряжении сложно сжечь даже тонкую деталь, а для работы с толстым достаточно поднять напряжение. Правда процесс затянется при больших объемах, но зато можно вникнуть в процесс, замучив относительно небольшую заготовку. Для меня комфортным оказался ток 80-100А, видимо потому что по скорости работы напоминает работу с электродами. Но при этом материал не перегревается, благодаря этому заготовки практически не ведет, а проволока подается пока не закончится катушка, так что не приходится отвлекаться на замену расходников.
Есть конечно и минусы, но они касаются не работы самого аппарата, а побочек из-за использования проволоки с флюсом: поверхность приходится отчищать от белого налета, брызг металла больше, дыма чуть меньше, чем от обычных электродов в обмазке, но при работе в помещении нужна хорошая вытяжка. Ну и цена, обычная проволока стоит порядка $5 за килограмм, с флюсом от $10 до $30 в зависимости от производителя, так что если планируется много работать, выгоднее доплатить за аппарат с подачей газа, «отобьется» килограмм за 20 )
На момент заказа в этом магазине aliexpress с доставкой из РФ прайс был самый гуманный, да и сейчас есть купон V3SXC3363V8Q, скидывающий $10
Читайте также: