Сварочный полуавтомат пдг 300 схема
Обновлено: 20.09.2024

| Характеристики | |
| Напряжение питающей сети, В | 380(+18%,-30%) |
| Номинальная частота, Гц | 50, 60 |
| Число фаз | 3 |
| Род сварочного тока | постоянный |
| Коэффициент полезного действия, не менее | 0,9 |
| Продолжительность нагрузки при макс. Токе, % | 60 |
| Диапазон регулирования сварочного тока, А | 40-310 |
| Напряжение холостого хода, не менее, В | 45 |
| Диапазон рабочего напряжения, В | 15-26 |
| Потребляемая мощность, не более, кВт/ч | 8,5 |
| Вместимость катушки для сварочной проволоки | 15 |
| Диапазон регулировки скорости -min-скорость ,max-скорость | 0,9. 20 |
| Диаметр сварочной проволоки, мм | 0,8…1,2 |
| Количество роликов, шт | 2 |
| Габаритные размеры, мм | 630х330х720 |
| Масса, кг | 29,5 |
Сварочный полуавтомат ПДГ-300ИП Линкор – трехфазный мощный профессиональный аппарат инверторного типа. Выполняет сварку более длинных швов и предназначен для интенсивной работы. Является представителем класса «П» - с продолжительным сварочным процессом, который достигается за счет увеличения обмоток трансформатора и дросселя. Преобразователями частоты служат трансформаторы IGBT, отличающиеся высокой надежностью и быстродействием, позволяющие достичь частоты преобразования 50 кГц. Инвертор обеспечивает сварку проволокой сплошного сечения в защитных газах MIG/MAG (аргон или СО2). Электродная проволока используется всех марок: стальная, медная, алюминиевая, латунная, нержавеющая, диаметром от 0,8 мм до 1,2 мм. Проволока подается с 15-килограммовой катушки немецким подающим механизмом с 2-х роликовым полным приводом.
Полуавтомат ПДГ-300ИП Линкор сваривает различные металлоконструкции во всех пространственных положениях качественным швом при минимальном разбрызгивании. Толщина свариваемых деталей варьируется от 0,7 до 10 мм. У полуавтомата удобная регулировка силы тока и напряжения, которая находиться на лицевой панели аппарата. Там же регулируется режим заклепак. Есть возможность сварки короткой дугой, уменьшающей энергопатери и улучшающей качество сварного соединения, благодаря уменьшению зоны термического влияния.
Инвертор питается от сети в 380 Вольт. Потребляет электроэнергию в 2 раза меньше, чем обычные источники. На холостом ходу почти не потребляет электроэнергию. Сохраняет работоспособность при перепадах напряжения в сети. Высокий КПД 85-95%. Подключается к электрогенерирующему оборудованию (бензиновые или дизельные), мощностью не менее 7 кВт. Может использоваться с сетевым удлинителем (до 50 м) и сечением (2,5 квадрата), не изменяя своей мощности.
Применение: ПДГ-300ИП Линкор сваривает самые различные конструкции из металлов: сталь, латунь, чугун, нержавейка, медь, алюминий протяженными и прерывистыми швами; и применяется во многих отраслях народного хозяйства. Отлично зарекомендовал себя в производстве сельхозмашин, в приборостроении, в судостроении, в химических производствах, в сельских ремонтных мастерских, в автосервисе, в производстве пищевого оборудования, в газо-нефтепроме.
Апгрейд сварочного полуавтомата.

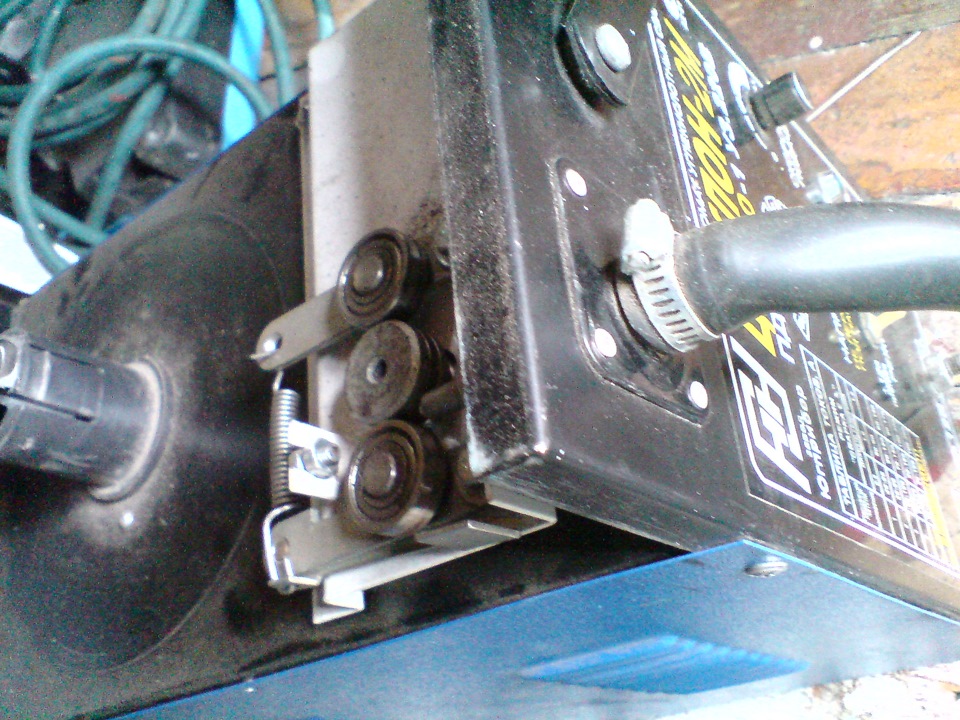
Привет всем, в знаменательный день(30 мая), а именно в день Сварщика, я решил сделать ТО своему сварочному аппарату(Циклон 2М, ПДГ200) и попутно поменять "кишку".
Но все не так просто, когда покупал я сварочник, решил сэкономить и купить сварочник без евро разъема, а это означает невозможность "быстрой" смены горелки, нет, конечно можно было купить "несъемную" горелку и поменять, но сильно она уж мне не нравилась(ни конструкцией, ни удобством) да и хотелось "улучшений")))
Для начало нам понадобится купить необходимые вещи, а именно:
— сварочная кишка(~2500 руб.)


Вот модель, обратите внимание что она на 150 А, а это значит мне нельзя будет варить на последней скорости с проволокой 1.2 мм, хотел другую но там уже идут классом выше, а это цена(около 4000 руб.) и дорогие/ крупные аксессуары (наконечник и т.д.).
— евро разъем(~450 руб.)
— спрей (чтобы окалина и прочая нечисть не держалась на наконечнике, смахнул рукой и все!) (~200 руб.)

Ну вот, можно приступить.
Разбираем сварочник, отсверливаем старую кишку


Я еще снимал механизм подачи, так так он немного лагал, заметил не корректно работающие щетки электромотора, притер их и смазал редуктор(кстати моторчик от дворников ВАЗ 2110(вроде))

Затем примеряем евро разъем и понимаем, что где подогнать надо…
После небольших манипуляций, ставим на место разъем и заклепываем новыми заклепками, а после собираем все в кучу и подключаем кнопку управления.

Дальше, не собирая сварочник, проводим испытания… (кто не очень уверен в своих способностях, лучше подключить заземление)))
У меня все отлично! Собираю корпус…И что вижу я? ну не смотрится здесь белый кантик да и еще некоторые мелочи…, подправляю)) Вооот так то лучше, и индивидуальнее).

Теперь стоит поговорить о минусе… О том который на деталь "кидаешь" когда варишь))
Он у меня уже "устал", ну и я взяв кусочек провода

Сделал вот такую "красоту" (в кавычках или без, вам решать)

Длину взял равную длине кишки.
Ну вот вроде и все)))
Можно попробовать варить… ой непривычно то как)) и "отклик" другой и звук от газа другой, такс, шовчик…

Ну вроде не забыл как варить, надо правда принастроить еще(газ/подача) ну это дело наживное.
Вот так теперь стал выглядеть мой "друг"

Всем Удачи, буду вопросы — спрашивайте, критику тоже люблю))
Пока!
Комментарии 80
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Предлагают такой аппарат — Ваше мнение, стоит его брать?
Мелкие работы на автосервисе (не кузовщина), столик, стеллаж, мангал сварить.
Использование в щадящем режиме, не поток.

Здраствуйте, прочитал Вашу статью по ре
конструкции Вашего аппарата мне очень
понравился Ваше внедрение, хочется
внедрить себе такую кишку. Но у меня
160 А у Вас 200 хватит ли мне мощности
моего аппарата.

добрый день! А нет у вас проблем с протяжкой проволоки, у меня почти новый аппарат, хоть и покупал 10 лет назад, можно сказать, что не использовался, на прошлых выходных нужно было подварить — проволока стоит на месте, как будто канавка на приводном ролике глубокая стала.

Добрый! На ролике есть две проточки, под разную толщину проволоки, может быть он изначально неправильно собран был. Ролик откручивается просто по резьбе и переворачивается, попробуйте, может дело в этом…

Подскажи пожалуйста у этого аппарата как тормоз катушки выполнен? Вот этот черный катушкодержатель должен стоять на месте, а катушка сама на нем крутится, так что ли?
Трением тормозит)
Да, просто стоит на месте, а на нем вращается катушка.
В первый раз такую конструкцию вижу… Просто в инструкции написано "отрегулируйте тормозной механизм затяжкой пружины под катушкой", вот я сижу и думаю, то ли инструкцию скопировали с другого аппарата, то ли у меня котелок не варит)
Спасибо
Честно даже не видел на него инструкцию, хоть и покупал новым)

Подскажи пожалуйста где брал 12волт на клапан?
У меня был он с завода, клапан…

Здарова, подскажи куда силовой прикрутил на евро разьеме?

Если актуально.
Дружище ну скажи пожалуйста как реагирует на напругу в сети?
И кузавщину как не жгет?
Честно особо не с чем сравнить… но думаю реагирует, трансформатор ведь… с кузовщиной все хорошо на 1 "скорости" хоть 0.5мм вари, не прожгет.

Очень советую сзади вместо гаек на тиристорах навернуть советские радиаторы, да будут торчать, но сварочник не будет плеваться после 10 мин работы.
У меня два таких сварочника, один ПДГ200 второй ПДГ240 оба с такой доработкой, варить можно непрерывно час-два, радиаторы еле теплые.
Также могу сфотать переднюю панель, я убрал галетник, он у меня через полгода отгорел при включении. поставил автоматы
И еще твоя горелка будет варить и на 1.2 мм, так как ток все равно больше 100А на твоем аппарате не будет. Я на своем ПДГ200 проверял амперметром с шунтом. Тупо это максимум, что может дать трансформатор. причем напряжение падает с 26 до 14В
А есть фото советских радиаторов? Я 10 минут без перерыва и не варил ни разу)
Спасибо, буду иметь ввиду)

MVLomonosov
Сварочный полуавтомат 30А - 160А своими руками

Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Содержание / Contents
Камрад, рассмотри датагорские рекомендации
🌼 Полезные и проверенные железяки, можно брать
Опробовано в лаборатории редакции или читателями.
↑ Внешний вид сварочного полуавтомата

В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм

Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
↑ Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).


Вид на монтаж

Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.

Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
↑ Мотаем сварочный трансформатор
![]()
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.

Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт . Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
↑ Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).
Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
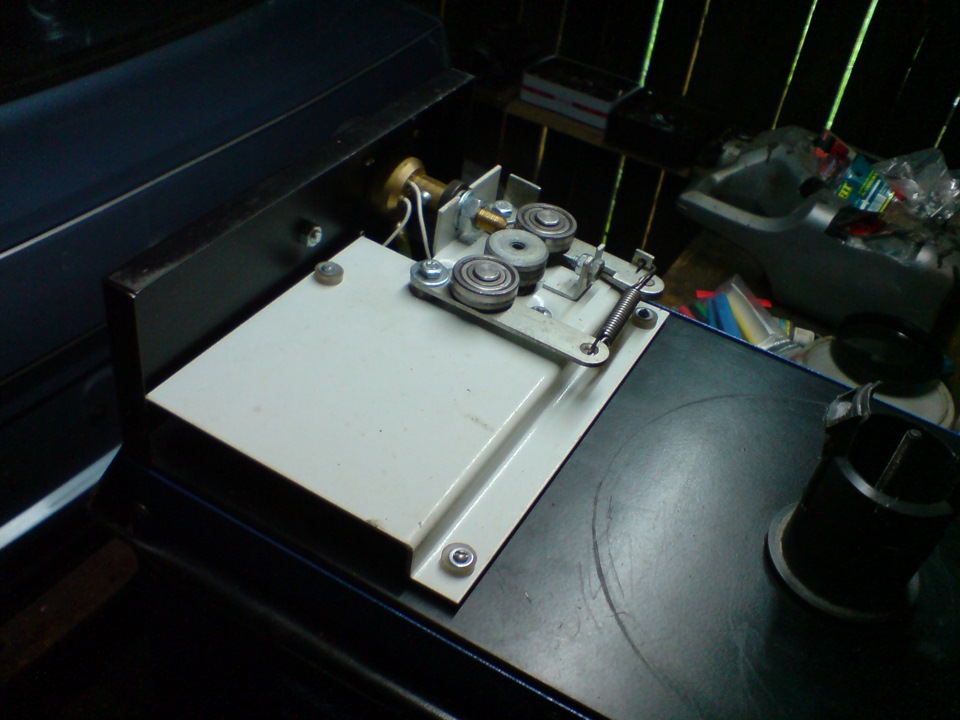
↑ Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Читайте также: