Сварочный полуавтомат с источником питания
Обновлено: 19.05.2024
Рассмотрим ключевые моменты подбора полуавтомата для сварочных работ.
Полуавтоматическая сварка применяется от автомастерских до крупных производств, а также в гаражах и среди мастеров-любителей. При выборе сварочного оборудования важно понимать ключевые характеристики полуавтоматов MIG/MAG и их влияние на процесс сварки. Как раз об этом наша статья, благодаря которой вы сможете безошибочно подобрать полуавтомат для своих нужд.
Что такое MIG/MAG сварка и в чем ее преимущества?
Аббревиатура MIG и MAG расшифровывается, как Metal Inert Gas и Metal Active Gas. В первом случае используются инертные газы, не вступающие в реакцию со сварочной ванной. Во втором — активные газы, которые окисляют и восстанавливают жидкий металл сварочной ванны, придавая ему определенные свойства.
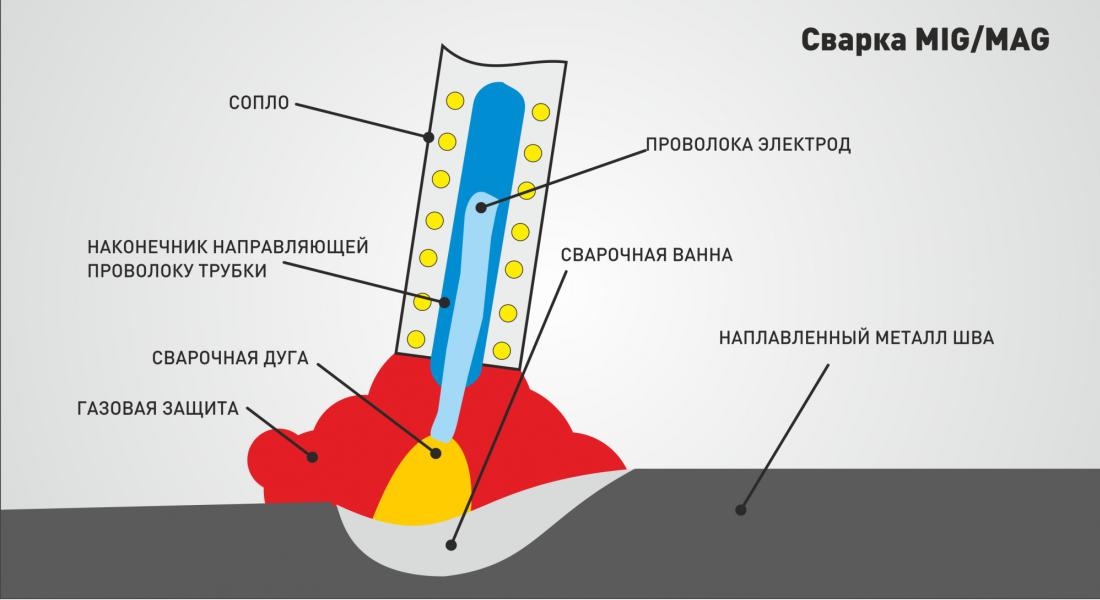
Сварка ведется при помощи инверторных источников тока, выдающих постоянное напряжение, но бывают модели, переключающиеся на переменный ток (AC/DC). Сварщик управляет горелкой с кнопкой, при нажатии которой одновременно начинает двигаться проволока, подается напряжение на мундштук и выходит газ из сопла.
Дуга горит между концом проволоки и изделием. Проволока плавится, образуя присадочный металл. Поскольку подача присадки происходит с катушки непрерывным способом, воздушный зазор дуги сохраняется постоянным. Швы получаются ровными, без наплывов. Сварочную ванну защищает газ, но шлака при этом не образуется.
- возможность прокладывать длинные, непрерывные швы;
- высокая производительность;
- удобство для сварщика, поскольку вторая рука остается свободной;
- не нужно регулярно менять электроды;
- качественный провар;
- красивый вид шва;
- отличная видимость сварочной ванны и контроль процесса;
- сварка во всех пространственных положениях;
- широкий диапазон толщины свариваемых деталей.
Стоимость аппаратов для MIG сварки колеблется от 10 000 до 700 000 рублей и более, что зависит от характеристик и возможностей оборудования. Давайте разберемся, на что обращать внимание при выборе полуавтомата, чтобы вложенная в покупку сумма была оправданной.
Выбор полуавтомата по конструкции
Особенности конструкции полуавтомата определяют удобство обращения при повседневном использовании. Рассмотрим разновидности аппаратов в этом направлении.
Аппараты для МИГ сварки бывают в едином корпусе с подающим механизмом и в раздельном. В первом случае, если длины рукава не будет хватать до места работы, придется переносить весь аппарат. Во втором — только верхнюю часть с подающим устройством. Когда приходится часто менять рабочую зону, сваривать крупные конструкции, практичнее купить полуавтомат с раздельным исполнением.
Для бытовых нужд есть компактные модели в моноблоке, весящие около 10 кг, как например ТЕРМИТ Т-160. С ним сооружать теплицу или варить ворота очень удобно. Если полуавтомат покупается на производство, где предполагается перемещение по цеху, практично приобрести модель на колесах с тележкой, например Сварог MIG 2000, или тележку отдельно.


Для сварки тонких металлов до 6 мм достаточно полуавтомата с воздушным охлаждением. В нем есть вентилятор и отверстия для выдувания горячего воздуха. Кулер обдувает трансформатор и плату, чтобы продлить продолжительность включения и защитить от перегрева.
Сварка толстого металла 10-20 мм на высоких токах проводится аппаратами MIG/MAG с жидкостным охлаждением. У них в горелке предусмотрен дополнительный канал для циркуляции антифриза. Жидкость забирает тепло от токоведущей части и кабеля, перенося его в радиатор, встроенный в корпус источника питания. Движение этиленгликоля обеспечивает электропомпа. Вентилятор обдувает радиатор, удаляя тепло наружу, благодаря чему продлевается время непрерывной сварки на повышенных токах.
Механизм подачи проволоки может быть:
- Толкающим. Здесь ролики в корпусе аппарата толкают проволоку к горелке.
- Тянущим. Ролики в горелке протягивают проволоку с барабана к себе.
- Комбинированным. Применяется оба метода.
Комбинированный вариант наиболее оптимальный по равномерности подачи проволоки, но таких моделей мало и они дорогие. Тянущий механизм тоже дает ровную подачу, но влияет на размер горелки, поэтому неудобен для сварщика. Его лучше применять для стандартных швов, выполняемых за столом, к которым предъявляются повышенные требования к внешнему виду. Находит он применение и в полностью автоматической сварке, где горелка движется в каретке. Толкающий механизм проигрывает другим по равномерности подачи, зато не утяжеляет горелку и применим практически везде.


Настройки сварочного тока и другие показатели осуществляются на панели управления. На ней может быть дисплей, несколько круговых переключателей и кнопки. Опытные сварщики уже знают свои предпочтения и способы правильной настройки полуавтомата на сварку разных металлов, поэтому покупают оборудование с ручным управлением.
Новичку придется часто заглядывать в справочники или в инструкцию по эксплуатации, чтобы настроить аппарат MIG. Избежать этого и сэкономить время можно с моделями полуавтоматов, наделенными синергетическим управлением. В них уже заложены программы для сварки на разных режимах с оптимальными параметрами. Пользователю нужно указать только толщину установленной проволоки и тип свариваемого материала. Оборудование само подстроит все остальное.
Выбор полуавтомата по характеристикам
У аппаратов MIG/MAG есть ключевые характеристики, которые стоит учесть при выборе
Имеется ввиду максимальный показатель. Он может быть от 160 до 500 А. Влияет на максимальную проплавляемую толщину металла. Таблица взаимосвязи количества ампер и сечения заготовки поможет увидеть диапазоны тока для задач по сварке.
| Сила тока, А | Толщина металла, мм |
|---|---|
| 70-80 | 1.5 |
| 90-110 | 2 |
| 120-140 | 3 |
| 140-160 | 4 |
| 160-200 | 5 |
| 220-300 | 6-10 |
| 330-500 | 12-20 |
Если нужно варить только профильные трубы и листовое железо до 2-3 мм, достаточно полуавтомата на 160 А. Чтобы иметь небольшой запас лучше купить инвертор MIG на 200 А. Сварка уголка, полос металла сечением 6 мм потребует полуавтомата на 250 А. На производство лучше купить модель на 300 А или 350 А.
Есть инверторы MIG для включения в сеть 220 V. Их можно использовать от обычной розетки в гараже или во дворе частного дома, если мощность оборудования соответствует характеристикам проводки. Полуавтоматы на 380 V обладают повышенной мощностью и подойдут для производства или крупной мастерской, но потребуется трехфазное питание. Есть универсальные модели, которые подключаются как к 220, так и 380 V. Они оптимальны для стационарной и выездной работы.
Характеристика влияет на легкость поджига дуги. При нажатии на кнопку горелки на клеммах появляется первичное напряжение, возбуждающее электрическую дугу. Чем оно выше, тем лучше. Для домашних работ по сварке достаточно показателя 30-40 V. Для автомастерской купите полуавтомат с напряжением холостого хода 70 V. На производстве применяют сварочное оборудование с характеристикой 80-90 V.
Продолжительность включения устанавливается при температуре окружающего воздуха +40 градусов. В течение 10 минут замеряется, сколько полуавтомат сможет варить непрерывно, пока не сработает защита от перегрева. Исходя из результатов оборудованию присваивается характеристика, которая может быть ПВ 30, 40, 60, 80 или 100%, т.е. оно может варить 3, 4, 6, 8 или 10 минут из 10-ти.
Если предстоит комбинированная работа по сварке, зачистке, шлифовке, порезке заготовок, то достаточно полуавтомата с ПВ 40%. Пока ведутся подготовительные действия, он будет успевать остывать. Когда сварщик преимущественно варит и лишь периодически занят на других процессах, выбирают аппараты MIG с ПВ 80-100%. Для домашней мастерской купите модель с ПВ 60%.

Длина горелки

Обычно в комплекте с полуавтоматом продается горелка, соответствующая максимальной силе тока и ПВ аппарата. В таком случае сразу обратите внимание на длину шланг-пакета. Она может быть 2.5/3/4/5 м. Чем длиннее кабель-канал, тем выше маневренность сварщика. Но подающему механизму труднее толкать проволоку, поэтому резкие загибы не допускаются.
Для работы за сварочным столом лучше выбрать горелку с коротким рукавом 2.5-3 м. Его будет проще сложить, чтобы не путался под ногами, а проволока не станет застревать. Для сварки крупных конструкций купите горелку с рукавом 4-5 м, чтобы реже переставлять сварочный аппарат.
Подающий механизм инвертора МИГ рассчитан на определенный диаметр сварочной проволоки. Толщина расходного элемента подбирается исходя из сечения свариваемых деталей по таблице.
Для установки проволоки другого диаметра, который не указан в характеристиках товара, придется сменить ролики подающего механизма, канал в горелке и мундштук.
На что еще обратить внимание
Среди дополнительных моментов рекомендуем обратить внимание на следующие особенности сварочных полуавтоматов:
Количество роликов. Бывает 2 или 4. Верхние ролики прижимают проволоку (ведомые), а нижние — поддерживают и толкают (ведущие). Механизм с 4 роликами подает присадку более равномерно, без пробуксовки, рывков. Для особо ответственных швов выбирают такой вариант. Для дачи или неответственных конструкций достаточно аппарата с 2 роликами.
Способ регулировки подачи проволоки. Бывает ступенчатая и плавная. Ступенчатая задает прогон проволоки по предустановленным скоростям электромотора. Плавная позволяет точнее регулировать подачу под себя, чтобы проволока не сгорала в воздухе и не "дырявила" сварочную ванну.
Функция Pulse. Обеспечивает сварку на базовом токе с периодическими импульсами повышенной силы. Амперы в базовом и импульсном токе, а также частота импульса настраиваются отдельно. Функция пригодится при сварке полуавтоматом алюминия. Благодаря базовому току сокращается тепловложение, уменьшается деформация заготовки. При помощи импульсного тока хорошо пробивается оксидная пленка.
Другие режимы сварки. Если периодически требуется отрезать металл или прожечь отверстие в плоскости, пригодится полуавтомат с возможностью переключения на ММА сварку. В нем устанавливается держатель и отключается подача газа. Для аккуратной сварки тонкой нержавейки и узких швов на других металлах практично купить MIG аппарат с возможностью перехода на TIG-сварку. Бывают модели "3 в 1", совмещающие все методы.
Конечно, покупатели обращают внимание на цену товара, но немаловажен и производитель. Например, срок службы полуавтоматов БАРСВЕЛД, ESAB, Lincoln Electric, Fronius гораздо дольше, чем у дешевых инверторов MIG. При одинаковых заявленных характеристиках у брендовых моделей фактические показатели редко отклоняются от паспортных.
Какие расходные элементы понадобятся
Сварка полуавтоматом на даче или производстве потребует покупки расходных элементов, которые периодически придется заменять. Среди них:
- токосъемный мундштук (в нем разбивается отверстие и проволока начинает гулять);
- сопло горелки (деформируется от нагрева, обрастает окалинами);
- канал для подачи проволоки (забивается грязью, проволока начинает застревать).

Что нужно для полного комплекта по МИГ сварке
Кроме сварочного инвертора МИГ/МАГ, понадобится баллон с газом. Это может быть углекислота, смесь аргона и углекислоты. Для подключения баллона необходим редуктор. Он подбирается исходя из рабочего газа. От редуктора к аппарату газ передается по газовому шлангу длиной 5-10 м.
Подбор проволоки для полуавтомата

Проволока для полуавтомата выбирается исходя из свариваемого металла. Сварка углеродистых сталей выполняется омедненной или полированной проволокой. Омедненная лучше, поскольку дуга горит мягче, а шов получается с увеличенной ударной вязкостью. Легированные конструкции варят проволокой для нержавейки. Сварка алюминия выполняется алюминиевой проволокой.
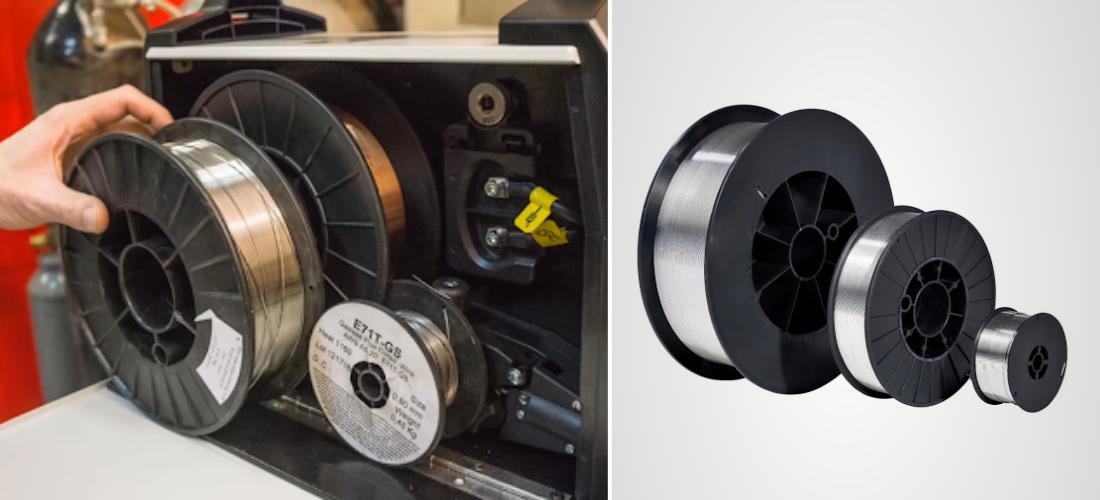
Еще бывает порошковая проволока, которая имеет полую структуру. Внутри трубки засыпан флюс, который плавится от температуры дуги, защищая сварочную ванну. Порошковая проволока бывает для сварки с газом и без него. В последнем случае сварку проводят без баллона, что удобно в полевых условиях или на большой глубине в тоннеле, шахте. Но качество шва у порошковой самозащитной проволоки хуже, поэтому для ответственных конструкций она не подходит.
Вес катушек возможен от 1 до 15 кг. Некоторые полуавтоматы могут вместить в корпус только бобины до 5 кг — учитывайте это при выборе проволоки. Чем больше катушка, тем реже придется отвлекаться на смену расходника.
Сварочные полуавтоматы

Сварочная проволока

Газопламенное оборудование

Комплектующие для полуавтоматических горелок

Индуктивность влияет на качество переноса капли присадочного металла. Чем выше индуктивность, тем процесс происходит плавнее, снижается разбрызгивание. Но дуга при этом продолжает гореть, кромки плавятся, поэтому увеличивается глубина провара. Полуавтоматы с регулировкой индуктивности более комфортны в работе и позволяют получить швы высокого качества.
Продолжительность непрерывного включения на максимальном токе в бытовых полуавтоматах часто находится на уровне 30-40%. Увеличить время непрерывной работы можно, снизив сварочный ток. Например, у модели с ПВ40% при 160 А, продолжительность работы возрастает до 60-80%, если установить 100 А.
Другой способ увеличить ПВ полуавтомата — разместить его в прохладном месте, чтобы его хорошо обдувал воздух. Подключение внешнего блока с жидкостным охлаждением может вывести аппарат на ПВ100%, но потребуется смена горелки.
В большинстве полуавтоматов необходимо разблокировать замок оси барабана и установить катушку. Затем загнутый конец проволоки извлекается из бортика (из отверстия для закрепления) и обрезается. Ровная проволока вставляется в механизм подачи, у которого предварительно откинут прижимной ролик. Затем настраивается сила прижима, чтобы проволока была зажата, но не передавлена. Сварочный рукав выравнивают и включают кнопку холостой протяжки проволоки (без подачи газа и тока). Если такой кнопки нет, просто нажимают кнопку на горелке.
После затухания дуги на кончике проволоки образуется шарик. Он диэлектрический, поэтому повторный поджиг проходит плохо. Обрежьте шарик бокорезами.
Попробуйте увеличить или уменьшить подачу газа. Снизьте скорость подачи проволоки. Чтобы прилипшие окалины легче удалялись с сопла горелки и окружающих поверхностей, используйте защитные спреи.
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки

Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием - это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% - следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
- Многофункциональность и гибкость настроек.
- Компактные размеры.
- Нет режима TIG AC для сварки легких сплавов.
- Высокая цена.
- Сварог PRO MIG 200 SYNERGY (N229) - макс. ток сварки 200 А, мощность 9 кВA
- Сварог PRO MIG 160 SYNERGY (N227) - макс. ток сварки 160 А, мощность 7.1 кВA

Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный.
AuroraPRO Speedway 200
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат.
Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой».
Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место.
- Использование больших бухт проволоки.
- Мощный механизм протяжки.
- Возможность работы с проволокой 1,2 мм.

Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает.
FoxWeld INVERMIG 200 COMPACT
«Крупнокатушечный» полуавтомат (что забавно при наличии приставки «Компакт» в названии – да и весит он более 23 кг) мы выбрали именно в этой модификации, поскольку тут нет нужды брать модель с «запасом» по току – ПВ составляет 100%, что очень даже хорошо для аппарата, не отнесенного даже маркетологами производителя к классу выше «бытового». Впрочем, эту «бытовость» мы не можем записать в минусы – на практике этот полуавтомат хорош если не для автосервиса или работ на выезде (тут никакущая транспортабельность точно в минус), то для сварочного поста точно подойдет. Впрочем, чуть дороже можно купить и версию без приставки «Компакт» - она габаритнее из-за закрытой катушки, зато стоит на колесиках и легко может перемещаться по помещению.
При работе с проволокой аппарат, как нетрудно догадаться по маркировке, может выдавать ток до 200 А. Если же Вам по какой-то причине понадобится поработать со штучным электродом, то учтите: в этом случае максимальный ток – только 160 А. Объем регулировок базовый: напряжение дуги (в пределах от 15,5 до 24 В), скорость протяжки (в режиме ММА этот же регулятор настраивает ток дуги), индуктивность. Причем нужно также выбрать и диаметр проволоки отдельным двухпозиционным переключателем – 0,8 или 1,0 мм. Аппарат, в общем-то, может работать и с 1,2-миллиметровой проволокой, в этом случае инструкция указывает переключаться все равно в режим «1,0». Предусмотрена 36-вольтовая розетка для подогрева. Индикация тока и напряжения – цифровая (ток, естественно, видно только в процессе сварки). Предусмотрена смена полярности, как и у большинства полуавтоматов, куда «бонусом» добавили возможность работы со штучным электродом – на лицевой панели.
Однако при покупке нужно учесть один нюанс: энергопотребление у аппарата приличное, но при этом одновременно он имеет не самый низкий рабочий предел напряжения питания. Проще говоря, аппарат излишне чувствителен к просадкам напряжения, которые в слабой сети сам же и будет вызывать. Конечно, понятно, что сварочному посту нужно мощное энергоснабжение – но не всегда, увы, это получается сделать.
Сварочный полуавтомат из инвертора и трансформатора
Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Схемы и инструкции - далее.

В мастерской и в быту мастеру пригодится полуавтомат для сварки, чтобы выполнить ремонт ограждения или навеса, кузова автомобиля, построить теплицу.
Что лучше: купить новое оборудование или собрать сварочный полуавтомат своими руками – зависит от личных возможностей. Но такая возможность есть. В качестве источника питания можно использовать обычный инвертор либо сварочный трансформатор и докупить некоторые детали.

Самодельный полуавтомат работает по той же схеме, что и обычный сварочник, с той лишь разницей, что электроды заменяет присадочная проволока. Она подается в рабочую зону автоматически, с помощью специального механизма. Благодаря непрерывной постепенной подаче проволоки формируется зона расплавленного металла для быстрого соединения элементов.
Электрическая схема может иметь в качестве источника тока инвертор или трансформатор. Сварщик поджигает дугу на горелке пистолетного типа и регулирует подачу расходника через обрезиненный шланг. Через этот канал одновременно поступает газ.
Полуавтомат привлекает простым принципом работы и производительностью. Шов при сварке ложится ровно и равномерно, обладает высокой прочностью. Собранная в домашних условиях конструкция сможет сваривать сталь, нержавейку и цветные металлы.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.

Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
- Схема сварочного полуавтомата.

Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.

Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.

Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.

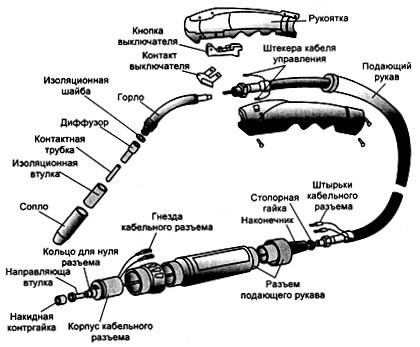
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.

Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:

При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.

Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
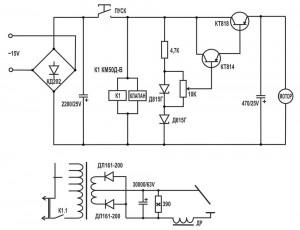
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
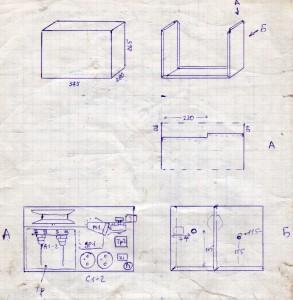
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.

Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Как выбрать сварочный полуавтомат
Сварка MIG-MAG, она же сварка с помощью полуавтомата, самая распространенная среди профессионалов и по популярности постепенно приближается к ручной дуговой MMA — сварке электродом. Если задумались освоить этот метод, первое с чего нужно начать, выбрать сварочный полуавтомат.
Этот тип сварочной техники представлен:
- Простыми в освоении аппаратами для бытовых нужд,
- Технологичными приборами с синергетическим режимом настройки для строительных задач, , участвующими в производственных процессах.

Для начала выясним:
- В чем превосходство сварки в полуавтоматическом режиме.
- Ключевые показатели сварочного полуавтомата.
- Что значит сочетание "синергетическое управление".
- Необходимый набор комплектующих для работы с MIG-MAG сваркой.
Преимущество полуавтоматической сварки
- Главное — высокая производительность. Протяженный безостановочный сварной шов становится возможен благодаря постоянно подающейся проволоке. Не требуется останавливать процесс, чтобы заменить электрод.
- При MIG-MAG сварке доступны соединения разных видов металлов и различных толщин заготовок: например соединение листовых сталей происходит быстро и качественно, стык требует минимум обработки в последствии, и буквально, готов к окраске.
- Следующее преимущество — простота процесса. Базовые навыки легко и быстро освоит начинающий специалист.
- При полуавтоматической сварке можно работать в любом пространственном положении и удобно контролировать формирование сварочного шва.

Ограничения в работе с методом сварки MIG-MAG
Минимальный набор MIG-MAG сварщика не отличается мобильностью: баллон с газом, редукторы, шланг, сама горелка и проволока на катушке весят в разы больше электродов.
Характеристики аппарата MIG-MAG (полуавтомата)
Выбор следует делать после четкого понимания предстоящего перечня задач, где будет применяться сварочный полуавтомат: после этого появится понимание требуемой мощности, силы тока и комплектности прибора.
Сила тока
Главный параметр среди полуавтоматов, поскольку от него зависит толщина обрабатываемого металла. При типе сварке MIG-MAG значение имеют минимальные и максимальные показатели.
Максимальная сила тока полуавтоматического аппарата в прямой зависимости с толщиной металла, которую способен прожечь. Большая сила тока означает, что доступна большая толщина проплавляемого материала.
Если не соблюдать данную зависимость, есть вероятность не проварить заготовку: швы останутся на поверхности, соединение будет с браком.
Когда требуется соединить заготовки с минимальными толщинами, стоит обратить внимание на минимальные значения сварочных токов. Например, сварить бак из листовой стали и не прожечь насквозь стенки будет возможно, если ток аппарата составит 10-20 ампер.

Таблица толщин металлов и сварочных токов. Усредненные рекомендованные данные по силе тока.
Напряжение холостого хода
Режим ожидания полуавтомата — это когда агрегат включен, но еще не разожглась дуга. При этом сварочник поддерживает некий уровень тока в диапазоне 40-90 В, находясь в готовности возбудить дугу, если замкнуться контакты между проволокой и деталью.
Высокое значение тока на холостом ходу означает более легкий розжиг.
- 30-40 Вольт — показатель холостого хода, который подойдет для мелких гаражных работ, домашних мастерских.
- На станциях техобслуживания и в ремонтных цехах нужны аппараты с показателем до 50 — 70 Вольт.
- 80-90 Вольт должны иметь сварочные машины для производств.
Оборудование следует подбирать учитывая предстоящие работы. Хотя полуавтоматическому сварочному аппарату доступны различные толщины сварочной проволоки, чтобы произвести ее замену, потребуется перенастроить и весь механизм подачи: кабельные каналы, ролики и канавки.
Больший диаметр сварочной проволоки позволит формировать крепкое соединение на заготовках из более толстого металла.

Процент нагрузки
Продолжительность включения сварочного полуавтомата, не менее важная характеристика чем сварочный ток.
По общепринятому стандарту за основу расчета берется цикл 10 минут и температура окружающей среды 40 градусов Цельсия. Производитель выявляет и указывает время постоянной работы в этом цикле на максимальном токе до полного отключения от перегрева. В конечном итоге, важно в каком интервале способен работать аппарат. Данные указывают в процентах.
Например, увидев значения характеристики ПН в 40% нужно понимать, что сварочный полуавтомат на максимальном токе способен работать 4 минуты из 10 минутного цикла, 6 минут ему потребуется на остывание.
Высокие значения полезной нагрузки, как правило, заинтересуют профессионалов сварщиков, использующих оборудование в технологических процессах.
В среднем, мастеру не требуется работать без остановки более пяти минут: необходимы перерывы в которых подготавливаются и подгоняются заготовки.
Синергетические настройки
Полуавтоматические сварочные аппараты по способу управления делятся:
- — когда аппарат сам регулирует напряжение для эффективной работы и мастеру нужно лишь задать пару параметров. Удобная опция для начинающих сварщиков либо мастеров для которых сварочные работы не постоянное занятие.
- С ручными настройками. Для продвинутых сварщиков, способных самостоятельно четко выставить настройки под любую задачу.
Сварочная проволока
В MIG-MAG сварке используется проволока со сплошным сечением, чтобы варить с использованием газа, а также флюсовая проволока, с порошковым покрытием для работы которой не требуется среда защитного газа.
При выборе аппарата будьте внимательны: не всем моделям доступна работа с различными видами проволоки.
Дополнительные опции
Помимо основных возможностей сварочный агрегат MIG-MAG может быть оснащен:
- Возможностью варить штучными электродами, аналогично сварочному инвертору MMA.
- Универсальные машины имеют разъемы для горелок TIG как аргонно-дуговые аппараты.
- Режим импульсной сварки для соединения цветных металлов, алюминиевых сплавов, высоколегированных сталей. Востребованы в первую очередь в кузовных работах.
Вышеперечисленные дополнения существенно расширят перечень доступных задач, однако, усложняют конструкцию и неизбежно приведут к удорожанию.

Вес аппарата
У полуавтоматов может быть огромная разница в весе: небольшие компактные машины для мастерской и гаража весят 12-15 кг, в то время как промышленные образцы с полным комплектом вспомогательных механизмов будут тяжелее 100 кг.
Сварочный пост
Баллон с газом, шланги, блок охлаждения, выносной механизм подачи проволоки крепятся на специальной тележке, которую удобно перемещать в пространстве цеха или мастерской.

Механизм подающий проволоку
Эта часть полуавтомата может быть встроена в корпус, если это компактный вариант для гаража. При выборе лучше выяснить заранее какие диаметры катушек с проволокой можно устанавливать в корпус.
Выносной механизм подачи позволит выполнять задачи на удалении от основного агрегата. Выносной механизм чаще выбирают для работы на производствах.
Выбор
На примере выберем сварочный полуавтомат для конкретных целей.
Допустим, что сварочного опыта мало, и понимаем, что работать будем периодически.
В гараже или мастерской напряжение сети составляет 230 вольт.
Планируется сваривать заготовки от 1 до 4 мм.
В этом случае нужен полуавтомат со значением силы тока 30-200 Ампер — наиболее подходящий показатель для подобных задач.
Показателя холостого хода в 40-70 Вольт будет достаточно.
Полезной нагрузки в 40% хватит, чтобы формировать надежные соединения.
Выбор синергетики в управлении упростит освоение этого типа сварочной техники.

Дополнительное сварочное оборудование
Перед тем как приступить непосредственно к работе необходимо доукомплектовать рабочее место:
Читайте также: