Сварочный полуавтомат с вольтодобавкой
Обновлено: 28.04.2024
К сожалению у меня нет методики расчета дросселя. 40 витков берется для сердечника 11..12 см.кв. Можно сделать дроссель с отводами, 20..25..30..35 и 40 витков (или 20..30..40), потом поиграться с коммутацией и регулировкой зазора. Лучший вариант оставить.
доброго времени.админ,объясните- что значит "вольт добавка"?точнее куда его присоединять.паралелить чтоли.силавой провод понятно-это масса от диодного моста (или на горелку).
кстати схема уменя получилась.заменил все дитали.все заработало.извените,что грешил.
и хотелось бы еще узнать как вы решаете пробле с бобиной проволоки.на что вы ее насаживаете.что бы подача не прерывалась
максим
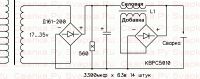
Вот так нужно подсоединять.
Пол поводу бобины с проволокой не понял и что за схема? Аватар у вас незнакомый, кто вы?
я все схему обираю уже год на ne555.которая 5 раз сгорала.вы для меня ее разработали.я под другим именем зарегестрировался.
бобина(катушка) со сварочной проволокой.на что вы ее насаживаете,чтобы крутилась.я ее пока просто на штырь(болт) нацепил.но когда движок крутит проволока соскакивает.
я так пологаю с вольт добавкой дуга еще круче должна быть?
Тут посмотрите, крепить можно как угодно (как позволяет фантазия). Я так понял у вас проволока слетает, то есть как на катушке спиннинга. Нужно поставить тормоз, обычная пластина из текстолита, она прижимает катушку и не дает ей раскручиваться дальше.
уважаемый Админ. подскажите пожалуйста. есть транс от телевизора СТ 270-1, подойдет он для дросселя? и еще, сечение 1,2 мм кв и 20 мм кв провод какой диаметр должен быть? у меня полечилось (1,2 мм кв - диаметр 0,75 мм) и (20 мм кв - диаметр 12,7мм) правильно я посчитал или нет?
ой, прошу прочения, ТС 270-1
алекс
Трансформатор тот что нужен. ТС это медные обмотки, а ТСА это алюминиевые обмотки, только в этом разница, а сердечники одинаковые.
Если провод диаметром 12,7 мм., то сечение равно:
Площадь круга равна пи эр в квадрате. (П*R в квадрате).
R = 12,7/2 = 6,35 мм
40,3*3,14 = 126 мм. кв. То есть сечение при диаметре 12,7 мм равно 126 мм.кв.
Сечение 1,2 мм. кв. у провода примерно диаметром 1,2 мм.
0,36*3,14 = 1,13 мм.кв.
скажите еще пожалуйста. у меня есть провод с этого транса 0,6 мм кв можно его скрутить в два чтобы получилось сечение 1,2 мм кв или вольтодабавку мотать на один керн в два раза больше витков т.е. ни 90 а 180 витков. и на силовую можно использовать алюминиевый провод, если да то сколько витков нужно мотать на один керн и какое сечение? СПОСИБО!
С сечением вы опять ошиблись.
Сечение провода диаметр 0,6 мм равно:
0.09*3,14 = 0,28 мм.кв. Отсюда следует, что нужно как минимум 4 провода диаметром по 0,6 мм, что бы получить сечение 1,2 мм.кв. Скрутить можно, но 4 штуки.
Можно намотать 180 витков на один керн равномерно. Затем на этот же керн мотать 40 витков силовой обмотки тоже равномерно, то есть обе обмотки на одном керне. Алюминий будет греться, а если делать его сечение толще, то не уместится у вас туда 40 витков, так что только медь. Ну если нету меди, пробуйте алюминий (но я предупредил).

Схема сварочного полуавтомата с регулировкой тока ступенями по первичке.
Представляю новую схему сварочного полуавтомата с регулировкой тока ступенями по первичке.
Коммутация ступеней осуществляется блоком управления, состоящий из 16 реле от автомобиля на 50 ампер.
Переключение ступеней осуществляется за счет нажатия и удержания кнопок SB1 или SB2 и индикацией реализованной на двух индикаторах АЛС324Б. Читать дальше.

Весь процесс сборки показан в виде галереи из фотографий. Наведя на нужную картинку мышкой вы можете увидеть пояснение к конкретному изображению. Думаю, что лучше один раз увидеть как собирается сердечник для сварочного полуавтомата, чем сто раз читать об этом. Читать дальше.
Намотка сварочного тороидального трансформатора.
Сердечник для нашего трансформатора готов. Теперь пришло время рассчитать количество витков для первичной обмотки. Так как в схеме у нас 16 каналов для коммутации, то рассчитывать первичку будем соответственно на 16 ступеней. Читать дальше.

Вторичка была скручена из 30 медных изолированных проводов диаметром 0,9 мм. Общая площадь сечения вторички равна 19 мм.кв.
Вторичная обмотка имеет 2 ступени (сделал на всякий случай). Одна ступень это 20 витков, вторая расчетная 25 витков. Читать дальше.

В этой статье постараюсь объяснить как делать дроссель для сварочного полуавтомата на основе сердечника от трансформатора ТСА270.
Рассказывать особо не чего, лучше один раз увидеть, поэтому весь процесс сборки приведен в виде фото галереи. Наведя мышкой на нужной изображение, можно увидеть комментарий к нему. Читать дальше.



В качестве реле для коммутации обмоток первичной обмотки сварочного трансформатора использованы автомобильные на 50 ампер.
Далее описан порядок сборки блока реле.

В качестве конденсатора в цепи сварки использован блок из 14 конденсаторов соединенных параллельно.
Конденсаторы емкостью по 3300 мкф на 63 вольта, стоят по 50 рублей. В итого получилась емкость 14*3300 = 46200 мкф. Цена вопроса 700 рублей (в 2012 году).

В этой статье описание как я делал корпус для этого полуавтомата. Сначала определяемся с размерами. Потом вырезаем нужные заготовки. Потом свариваем все, красим. В качестве каркаса для корпуса был использован строительный оцинкованный уголок на 25 мм, толщиной 1 мм. Стенки корпуса сделаны из оцинкованного листа 0,8 мм.

Надписи на корпус были нанесены с помощью фоторезиста. Сначала напечатались все шаблоны. затем по одному шаблону засвечивалось и проявлялось. Затем все было покрыто лаком для защиты надписей от внешнего воздействия.

Чтобы изолировать клемму массы от корпуса нужны диэлектрические шайбы. Где их взять? Ответ прост, сделать самому.

Может для кого то не проблема выточить штуцер для газа на токарном станке, но не у всех есть такая возможность.

При компоновке нужно стараться добиться минимальных размеров, и что бы ни чего в аппарате друг другу не мешало. Расположение протяжного механизма было выбрано горизонтальным. расположение дросселя и диодного моста на против вентиляторов. блок реле был установлен с задней стороны. Это расположение было выбрано для удобства если вдруг что то случится с реле. Достаточно открыть заднюю стенку корпуса и блок реле как на ладони.
Сварочный полуавтомат с вольтодобавкой


Часовой пояс: UTC + 3 часа
Вольтодобавка (ВД) к сварочному аппарату
Вольтодобавка для сварки - очень полезная вещь. Однако мне интересно понять один момент. Прочитал много на эту тему(даже экспериментировал для себя), но вот четкого мнения как-то не сложилось. Все-таки ВД должна обеспечивать значительный ток уже после зажигания дуги или достаточно относительно небольшого тока, который протекает в цепи ВД после момента зажигания? То есть, должна ли ВД играть роль как бы обычного Uxx в трансформаторе(например, длина дуги увеличилась - увеличилось и напряжение) и поддерживать дугу в переходных процессах или она должна выполнять только функцию поджига дуги?
Эта штука называется осциллятор.
Обычный вч излучатель частотой порядка 300 кГц ( в целях безопасности - в.ч. ток не проникает далее верхнего слоя кожи) сделана как правило на разряднике с контуром.
Прошивает любые окислы, напряжение единицы киловольт, ток десятки мА.
Удобная, а часто и незаменимая вещь, особенно для варки нержавейки под аргоном и т.п.
Да и просто железяки варить конечно проще.
В старом промышленном аппарате осциллятор представлял собой пару из разрядных площадок диам около 12-15 мм (наверное, из вольфрама) с зазором около 0,5 мм, таких пар на пластине 3 шт (впараллель), частота несколько Гц. При появлении тока сварки более 40 А, реле отключало питание осциллятора, при обрыве дуги опять включало. Запитывался этот осциллятор от отдельного высоковольтного трансформатора.
Вольтодобавка - это не осциллятор, это просто источник питания малоамперной дуги (до 10 А, до 100 В), она позволяет легко поджигать дугу, которая ещё ничего не плавит, а потом отдельно включать уже сварочный ток от более низковольтного сварочного трансформатора. Так можно немного сэкономить вторичной обмотки, её не надо рассчитывать на 60 В (а, допустим, и на 36 хватит)
Сборка печатных плат от $30 + БЕСПЛАТНАЯ доставка по всему миру + трафарет
То есть, должна ли ВД играть роль как бы обычного Uxx в трансформаторе(например, длина дуги увеличилась - увеличилось и напряжение) и поддерживать дугу в переходных процессах или она должна выполнять только функцию поджига дуги?
Да, напряжение ХХ 80-90В, ток дуги не более 5А.
Хотя это против правил по ПБ.
Не сказали трансформаторный или инвертор.
В инверторном еще есть еще примочки, режим ХОТСТАРТ- это увеличение тока при касании электрода на 30-40процентов по отношении к рабочему, АРКФОРС- работает в течении всего периода сварки и увеличивает ток на 20 процентов если напряжение на дуге становится менее 15 вольт до увеличения напряжения.
_________________
Вот блин, опять в галерее картину малевича вверх ногами повесили.
Компэл стал дистрибьютором компании POWER FLASH, производящей широкий спектр популярных батареек. POWER FLASH производит солевые и щелочные (алкалиновые) цилиндрические батарейки, а также серию литий-диоксидмарганцевых батареек. POWER FLASH выступает OEM-производителем для крупных японских и европейских производителей батареек. Батарейки POWER FLASH предназначены для самого широкого спектра применений – от бытового до промышленного.
Исправляю свою неточность - речь идет о трансформаторе 50Гц. Вы подразумевали "ток вольтодобавки" 5А? Так она должна поддерживать все-таки Uдуги в переходные моменты? По логике, должна. С осциллятором я не хочу связываться. На самом деле, есть необходимость, как Вы и указали, соединить низковольтный сварочник с жесткой ВАХ с вольтодобавкой на 90в. Только есть желание сделать напряжение этого низковольтного сварочника на хх равным Uдуги, а ВД будет имитировать обычное Uxx сварочного трансформатора. Более того, ВД действительно работает - без нее дуга вообще не зажигается и не горит. Но пока не удалось нужного тока получить в дуге, металл не проплавляется.
Высокое качество при конкурентной стоимости позволяет DC/DC-преобразователям MORNSUN конкурировать с аналогами ведущих мировых производителей. Продукция данного бренда, такая как семейство UWTH1D, может с успехом применяться в железнодорожных приложениях. Для телекоммуникационного оборудования подходят DC/DC-преобразователи семейств VCB и VCF, для систем распределенного электропитания – малогабаритные импульсные PoL-стабилизаторы напряжения семейства K78, а для автоматизированных системах производства и робототехники, незаменима серия KUB. Есть и уникальные решения, например, миниатюрный DC/DC-конвертер B0505ST16-W5 в корпусе микросхемы, предназначенный для медицинских приборов.
низковольтного сварочника на хх равным Uдуги, а ВД будет имитировать обычное Uxx сварочного трансформатора. Более того, ВД действительно работает - без нее дуга вообще не зажигается и не горит. Но пока не удалось нужного тока получить в дуге, металл не проплавляется.
Ну ниже 36-40В все равно нельзя.
Сечение железа, меди, какими электродами варите и просадка сети, вот что важно раз провара нет.
А варить на жесткой х-ке и с ВД не так просто. Это уже не инвертор и не бублик с пружиной, придётся привыкать хитро дозировать ток, и он должен таки быть чем-то ограничен, иначе будет сильно жечь, а при к-з расплавиться электрод (если не выбьет автомат).
Мне нравятся, все трубопроводы только ими, поджигаются однотактным инвертором с дросселем. Да, бывают и плохие партии, зажигаются плохо.
все трубопроводы только ими, поджигаются однотактным инвертором с дросселем. Да, бывают и плохие партии, зажигаются плохо.
LB52U, для труб корни/подварка, подвернеться по разумной цене хватаем, пользую ток для ответственных стыков, эх любитель, когда то тоннами как машинист энергопоезда их перегружал .
Благодарю за участие!
Дело в том, что Uxx у трансформатора будет жесткая не на 60в, а всего лишь на 20(например), поэтому всех тех отрицательных явлений, которые были бы при попытке варить от жестких 60в, не будет. Надо будет приноровиться - приноровлюсь. Главное, что я попробовал, дуга горит, но с жесткостью транса я "не угадал". Что ж, работаю в этом направлении. Осталось только ампер 50 через дугу пропустить для начала. Вот еще вопрос тут возникает, а не может ли вольтодобавка каким-то образом препятствовать прохождению значительного тока через дугу? Ведь выпрямители(основной и поджигающий)включены параллельно), кроме того, для ограничения тока ВД включен конденсатор. Может быть, вместо него попробовать индуктивность?
Вольтдобавка обычно через развязывающий диод включена. Скачайте книгу Володин "Источники для сварки" там всё описано. Иногда ставят дроссель двухобмоточный с диодами для вольтдобавки, там в книге есть схема тоже.
_________________
Ничто так не укрепляет взаимное доверие, как 100% предоплата! Дмитрий, ex-RK3AOR.
Спасибо за участие!
У меня было 2 моста в параллель, только один(поджигающий) включен на переменной стороне через конденсатор. Пробовал и вторую схему, где "экономятся" 2 диода - получается мост Ларионова. Обе схемы работают, то есть хорошо поджигают дугу, но вот проблема с током от основного моста.
Кто сейчас на форуме
Сейчас этот форум просматривают: Majestic-12 [Bot] и гости: 39

Powered by phpBB © 2000, 2002, 2005, 2007 phpBB Group
Русская поддержка phpBB
Extended by Karma MOD © 2007—2012 m157y
Extended by Topic Tags MOD © 2012 m157y
12 лучших сварочных полуавтоматов
Рейтинг надежности и качества аппаратов для полуавтоматической сварки

Покупка сварочного полуавтомата – удачное решение для хозяев дач и домов, автомобилистов, которые часто производят ремонт металлических конструкций своими руками. Главное преимущество полуавтомата – простота использования и высокое качество шва – делает аппараты MIG/MAG все более популярными. Купить качественный аппарат не так просто, да и отзывы о них разнятся. Попробуем определить важнейшие критерии выбора самого лучшего сварочного полуавтомата.
Критерии выбора
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Топ 12 лучших сварочных полуавтоматов
По понятным причинам в рейтинге участвуют только полуавтоматы с питанием от однофазной сети 220В: техника с трехфазным питанием - это крупногабаритные аппараты для стационарных сварочных постов, рассматривать такие аппараты для приобретения в личное пользование не имеет смысла. Кроме того, из тех же соображений была задана и верхняя планка цены.
| Категория | Место | Наименование | Рейтинг |
|---|---|---|---|
| Лучшие сварочные полуавтоматы среднего класса | 1 | Сварог PRO MIG 200 SYNERGY (N229) | 10 / 10 |
| 2 | AuroraPRO Speedway 200 | 9.8 / 10 | |
| 3 | FoxWeld INVERMIG 200 COMPACT | 9.7 / 10 | |
| 4 | AuroraPRO Overman 200 | 9.6 / 10 | |
| 5 | Сварог MIG 200Y (J03) | 9.5 / 10 | |
| 6 | BLUEWELD Starmig 180 Dual Synergic | 9.3 / 10 | |
| Лучшие недорогие сварочные полуавтоматы | 1 | ЗУБР Мастер ПС-200 | 9.6 / 10 |
| 2 | Quattro Elementi DigiMIG 235 | 9.1 / 10 | |
| 3 | Ресанта САИПА-200 | 8.2 / 10 | |
| 4 | Ресанта САИПА-165 | 7.0 / 10 | |
| Лучшие профессиональные сварочные полуавтоматы | 1 | Telwin MASTERMIG 400 | 9.8 / 10 |
| 2 | Aurora SKYWAY 330 Synergic | 9.7 / 10 | |
| 3 | FoxWeld INVERMIG 350E | 9.6 / 10 |
Лучшие сварочные полуавтоматы среднего класса
Сварог PRO MIG 200 SYNERGY (N229)
Из рассмотренных нами сварочных полуавтоматов этот заслужил бесспорное лидерство в рейтинге. Он позволяет не только работать любым типом проволоки (смена полярности осуществляется в два движения руки переключением кабеля питания горелки на лицевой панели), но и работать со штучными электродами (режим MMA) и аргоновой горелкой (режим TIG DC) при токе до 200 А. При этом на токах до 160А его ПВ составляет 100% - следовательно, при работе в режиме полуавтомата или сварке электродами до 4 мм диаметром не потребуется делать принудительные паузы с целью охлаждения аппарата. Для аргоновой горелки предусмотрен режим розжига касанием (TIG Lift).
Другое достоинство PRO MIG 200 SYNERGY – это совершенная схема управления горением дуги, изменяющая характеристики аппарата в зависимости от режима работы аппарата: возможен выбор между ручной настройкой полуавтоматического режима работы (селектор режима на лицевой панели в положении MIG) и автоматическим («синергетическим») регулированием по заданной программе (4 режима для сварки в углекислоте и газовой смеси). Регулировки сварочного тока и напряжения, скорости подачи проволоки и настройки спада напряжения задаются многофункциональными регуляторами, дополненными цифровыми индикаторами.
Работа в режиме аргонодуговой сварки возможна как в двухтактном режиме, так и в четырехтактном: в режиме 2Т дуга разжигается при нажатии кнопки на горелке и гаснет при ее отпускании, в режиме 4Т дуга горит после краткого нажатия все время до следующего нажатия на кнопку. Регуляторы используются для задания сварочного тока и времени его падения.
Для обеспечения безопасности при сварке в условиях высокой влажности в режиме ММА автоматически активируется режим VRD (снижения напряжения холостого хода) во избежание поражения электрическим током. Кроме того, в режиме ММА доступна ручная регулировка тока форсажа дуги.
Производитель обеспечивает свой сварочный аппарат пятилетней гарантией, что является еще одним плюсом в копилку PRO MIG 200 SYNERGY. В итоге, даже несмотря на самую высокую цену, этот инвертор получает твердую «десятку».
- Многофункциональность и гибкость настроек.
- Компактные размеры.
- Нет режима TIG AC для сварки легких сплавов.
- Высокая цена.
- Сварог PRO MIG 200 SYNERGY (N229) - макс. ток сварки 200 А, мощность 9 кВA
- Сварог PRO MIG 160 SYNERGY (N227) - макс. ток сварки 160 А, мощность 7.1 кВA

Ни разу не пожалел о потраченных деньгах. Этот сварочный полуавтомат самый лучший – он, как швейцарский нож: надежный, удобный и многофункциональный.
AuroraPRO Speedway 200
Если полуавтомат выбирается для больших объемов работ, стоит задуматься о приобретении аппарата, рассчитанного на массивные катушки – это заметно снизит затраты на проволоку. Обычно полуавтоматы, рассчитанные на 20-килограммовые бобины – это массивные сооружения на колесных тележках, рассчитанные на трехфазную сеть питания. Но есть и исключения: Speedway 200, произведенный китайской компанией Riland для отечественного бренда Aurora, не только рассчитан на однофазное питание, но и выдерживает падение напряжения в сети до 140 вольт. Поэтому владельцам автосервисов и небольших фирм, занимающихся производством металлоконструкций, стоит обратить внимание на этот аппарат.
Полуавтомат имеет классические механические регуляторы, ток и напряжение дуги отображаются на цифровых индикаторах. В режиме MIG аппарат, имеющий ПВ 60% при токе в 200А, сможет практически безостановочно работать с наиболее ходовыми диаметрами проволоки – 0,8 и 1,0 мм, возможно и использование проволоки 1,2 мм. Доступна гибкая регулировка индуктивности. В режиме ММА основными рабочим диаметрами электродов станут 3 и 4 мм, но аппарат без проблем сможет длительно варить и «пятеркой».
Конечно, габариты этого полуавтомата делают его достаточно специфичным товаром, но это не может быть поводом для снижения рейтинга. Итог – заслуженное третье место.
- Использование больших бухт проволоки.
- Мощный механизм протяжки.
- Возможность работы с проволокой 1,2 мм.

Для моих объемов работы (я – профессиональный сварщик) этот полуавтомат подошел как нельзя лучше. Работаю по 6-8 часов в день, никаких проблем с ним не возникает.
FoxWeld INVERMIG 200 COMPACT
«Крупнокатушечный» полуавтомат (что забавно при наличии приставки «Компакт» в названии – да и весит он более 23 кг) мы выбрали именно в этой модификации, поскольку тут нет нужды брать модель с «запасом» по току – ПВ составляет 100%, что очень даже хорошо для аппарата, не отнесенного даже маркетологами производителя к классу выше «бытового». Впрочем, эту «бытовость» мы не можем записать в минусы – на практике этот полуавтомат хорош если не для автосервиса или работ на выезде (тут никакущая транспортабельность точно в минус), то для сварочного поста точно подойдет. Впрочем, чуть дороже можно купить и версию без приставки «Компакт» - она габаритнее из-за закрытой катушки, зато стоит на колесиках и легко может перемещаться по помещению.
При работе с проволокой аппарат, как нетрудно догадаться по маркировке, может выдавать ток до 200 А. Если же Вам по какой-то причине понадобится поработать со штучным электродом, то учтите: в этом случае максимальный ток – только 160 А. Объем регулировок базовый: напряжение дуги (в пределах от 15,5 до 24 В), скорость протяжки (в режиме ММА этот же регулятор настраивает ток дуги), индуктивность. Причем нужно также выбрать и диаметр проволоки отдельным двухпозиционным переключателем – 0,8 или 1,0 мм. Аппарат, в общем-то, может работать и с 1,2-миллиметровой проволокой, в этом случае инструкция указывает переключаться все равно в режим «1,0». Предусмотрена 36-вольтовая розетка для подогрева. Индикация тока и напряжения – цифровая (ток, естественно, видно только в процессе сварки). Предусмотрена смена полярности, как и у большинства полуавтоматов, куда «бонусом» добавили возможность работы со штучным электродом – на лицевой панели.
Однако при покупке нужно учесть один нюанс: энергопотребление у аппарата приличное, но при этом одновременно он имеет не самый низкий рабочий предел напряжения питания. Проще говоря, аппарат излишне чувствителен к просадкам напряжения, которые в слабой сети сам же и будет вызывать. Конечно, понятно, что сварочному посту нужно мощное энергоснабжение – но не всегда, увы, это получается сделать.
К сожалению у меня нет методики расчета дросселя. 40 витков берется для сердечника 11..12 см.кв. Можно сделать дроссель с отводами, 20..25..30..35 и 40 витков (или 20..30..40), потом поиграться с коммутацией и регулировкой зазора. Лучший вариант оставить.
Читайте также: